



















 Информатика
Информатика Промышленность
ПромышленностьПохожие презентации:



")
")





Информационные системы в металлургии
1. Информационные системы в металлургии
2. Литература:
1. Спирин Н.А., Лавров В.В. Информационные технологиив металлургии. Екатеринбург: УГТУ – УПИ, 2004. – 495
с.
2. Бойко В.И., Смоляк В.А. Автоматизированные системы
управления технологическими процессами в черной
металлургии. Днепродзержинск: 1997 Г.
3. Кукуй Д.М., Одиночко В.Ф. Автоматизация литейного
производства. Учебное пособие. – Минск: Новое
знание, 2008. – 240 с.
3.
Информация в современном мире превратилась в один изнаиболее важных ресурсов, а информационные системы
(ИС) стали необходимым инструментом практически во
всех сферах деятельности. Разнообразие задач,
решаемых с помощью ИС, привело к появлению
множества
разнотипных
систем,
отличающихся
принципами построения и заложенными в них правилами
обработки информации.
Информационные системы можно классифицировать по
целому
ряду
различных
признаков.
В
основу
рассматриваемой классификации положены наиболее
существенные признаки, определяющие функциональные
возможности и особенности построения современных
систем. В зависимости от объема решаемых задач,
используемых
технических
средств,
организации
функционирования, информационные системы делятся на
ряд групп (классов).
4.
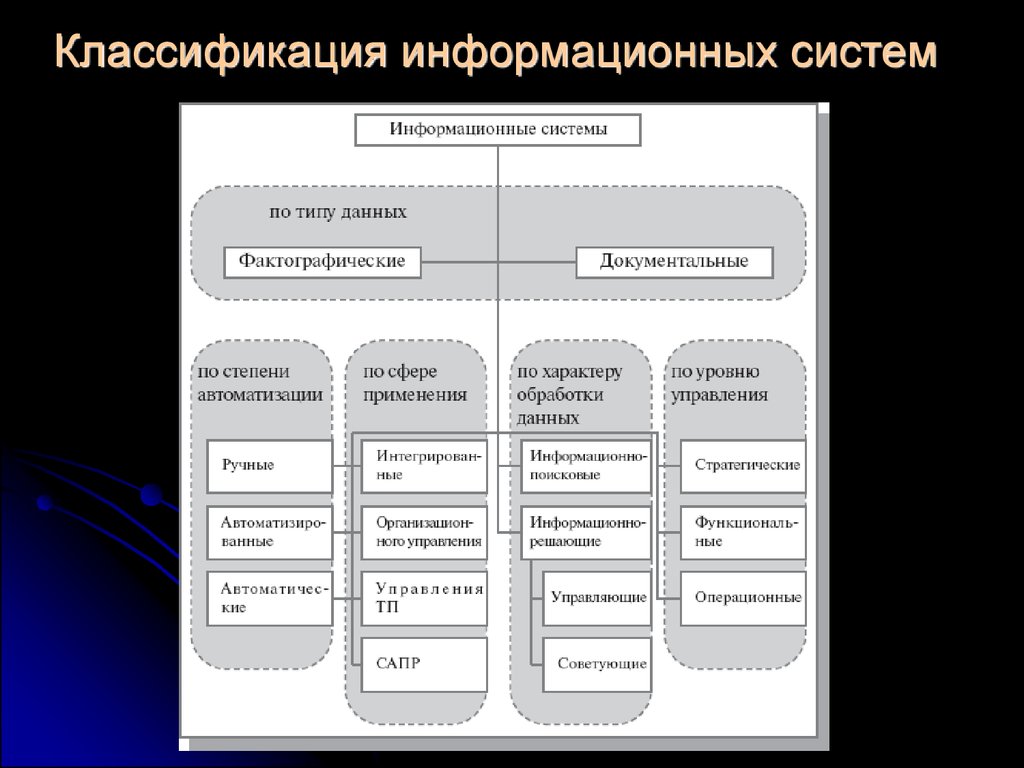
Классификация информационных систем5.
По типу хранимых данных ИС делятся нафактографические и документальные. Фактографические
системы предназначены для хранения и обработки
структурированных данных в виде чисел и текстов. Над
такими данными можно выполнять различные операции. В
документальных системах информация представлена в
виде документов, состоящих из наименований, описаний,
рефератов
и
текстов.
Отобранные
документы
предоставляются пользователю, а обработка данных в
таких системах практически не производится.
Основываясь
на
степени
автоматизации
информационных процессов в системе управления
фирмой, информационные системы делятся на ручные,
автоматические и автоматизированные.
Ручные ИС характеризуются отсутствием современных
технических средств переработки информации и
выполнением всех операций человеком.
6.
В автоматических ИС все операции по переработкеинформации выполняются без участия человека.
Автоматизированные ИС предполагают участие в
процессе обработки информации и человека, и
технических средств, причем главная роль в выполнении
рутинных операций обработки данных отводится
компьютеру. Именно этот класс систем соответствует
современному представлению понятия "информационная
система".
В зависимости от характера обработки данных ИС
делятся на информационно-поисковые и информационнорешающие.
Информационно-поисковые системы производят ввод,
систематизацию, хранение, выдачу информации по
запросу пользователя без сложных преобразований
данных. (Например, ИС библиотечного обслуживания,
резервирования и продажи билетов на транспорте,
бронирования мест в гостиницах и пр.)
7.
Информационно-решающиесистемы
осуществляют,
кроме того, операции переработки информации по
определенному алгоритму. По характеру использования
выходной информации такие системы принято делить
на управляющие и советующие.
Результирующая
информация
управляющих
ИС
непосредственно трансформируется в принимаемые
человеком решения. Для этих систем характерны задачи
расчетного характера и обработка больших объемов
данных. (Например, ИС планирования производства или
заказов, бухгалтерского учета.)
Советующие ИС вырабатывают информацию, которая
принимается человеком к сведению и учитывается при
формировании управленческих решений, а не инициирует
конкретные
действия.
Эти
системы
имитируют
интеллектуальные процессы обработки знаний, а не
данных. (Например, экспертные системы.)
8.
В зависимости от сферы применения различаютследующие классы ИС.
Информационные системы организационного управления
предназначены
для
автоматизации
функций
управленческого
персонала
как
промышленных
предприятий, так и непромышленных объектов (гостиниц,
банков, магазинов и пр.). Основными функциями
подобных систем являются: оперативный контроль и
регулирование,
оперативный
учет
и
анализ,
перспективное
и
оперативное
планирование,
бухгалтерский учет, управление сбытом, снабжением и
другие экономические и организационные задачи.
ИС управления технологическими процессами (ТП) служат для автоматизации функций производственного
персонала по контролю и управлению производственными
операциями. В таких системах обычно предусматривается
наличие развитых средств измерения параметров
технологических процессов (температуры, давления,
9.
химического состава и т.п.), процедур контроля допустимостизначений параметров и регулирования технологических
процессов.
ИС
автоматизированного
проектирования
(САПР)
предназначены для автоматизации функций инженеровпроектировщиков, конструкторов, архитекторов, дизайнеров
при создании новой техники или технологии. Основными
функциями подобных систем являются: инженерные расчеты,
создание графической документации (чертежей, схем, планов),
создание
проектной
документации,
моделирование
проектируемых объектов.
Интегрированные (корпоративные) ИС - используются для
автоматизации всех функций фирмы и охватывают весь цикл
работ от планирования деятельности до сбыта продукции. Они
включают в себя ряд модулей (подсистем), работающих в
едином информационном пространстве и выполняющих
функции
поддержки
соответствующих
направлений
деятельности.
10.
Основные понятия теорииинформационных систем
Событие – последствие поведения (действия) человека или
функционирования технического устройства в
соответствующей сфере деятельности, вызванное
источником информации.
Управляющее воздействие – совокупность воздействий на
систему, переводящих ее в требуемое целевое состояние на
уровне основных ресурсов, участвующих в
рассматриваемом процессе.
Система информации представляет собой информационную
среду, которая позволяет определить: где, когда, при каких
обстоятельствах произошло событие? Каким образом его
воспринять, уловить, зафиксировать? Где, когда и как
следует применить управляющие воздействие.
11.
Автоматизированная информационная система в общемслучае осуществляет следующие операции:
1. Сбор, первичная обработка и оценка достоверности
информации;
2. Преобразование информации, т.е. возможное
преобразование информации (перекодирование,
перезапись), когда способ представления информации
или ее носитель не совместимы с блоком ее
использования;
3. Передача информации в пункт хранения;
4. Хранение информации;
12.
5. Возможная вторичная обработка, когда полученнуюинформацию нельзя использовать непосредственно, т.е.
когда она в том виде, в каком есть, не может вызвать
требуемого управляющего воздействия;
6. Передача информации и выдача информации
пользователю (представление информации);
7. Компьютерная поддержка принятия решений;
8. Использование информации лицом, принимающим
решение, для осуществления задач управления.
13.
Структура информационнойсистемы
14.
Автоматизированная информационная система – этоискусственно созданная человеком взаимосвязанная
совокупность средств (в том числе и компьютерных),
методов и персонала, используемых для получения,
хранения, обработки, манипулирования и выдачи
информации в интересах достижения поставленной цели.
Иными словами, Автоматизированная информационная
система – это человеко-компьютерная система для
поддержки принятия решений и производства
информационных продуктов, использующая компьютерную
информационную технологию.
Главная цель информационных систем предоставить
достоверную информацию в определенное время,
определенному лицу, в определенном месте и за
определенную плату.
15.
Информационные системы в металлургииГлавная цель информационных систем в металлургии –
создание эффективной и надежной информационной
структуры анализа сквозной технологии, пригодной к
промышленному использованию.
Основные требования к информационным системам в
металлургии:
- осуществление контроля в реальном времени и
непрерывно;
- высокая производительность, гарантия качества услуг и
их надежность;
- обеспечение гибкой интеграции и взаимодействия друг с
другом ряда независимых друг от друга информационных
систем
16.
Структурированная схема интегрированной АСУлитейным производством
17.
Характеристика металлургическогопроизводства как объекта управления
Технологические
и
производственные
процессы
в
зависимости от вида выпускаемой продукции разделены на
следующие
типы:
основные,
вспомогательные,
управления, контроля и исследований.
К
основным
технологическим
процессам
относят:
подготовку шихты, выплавку сплавов, изготовление
литейных форм, заливку расплава и т.д.
К вспомогательным - ремонтные работы, изготовление
запасных частей и оснастки и т.п.
К производственному процессу управления относятся
организация, синхронизация и координация.
Организация - комплекс операций по планированию
последовательности технологических процессов в пределах
цеха или всего предприятия.
18.
Эту функцию обычно выполняет плановая службапредприятия или плановый отдел.
Синхронизация – комплекс операций по обеспечению
совмещения во времени завершения и начала операций
последовательных
технологических
процессов,
т.е.
следующая операция начинается после окончания
предыдущей.
Координация – комплекс мероприятий и операций по
обеспечению параллельного функционирования нескольких
взаимосвязанных технологических процессов одного уровня.
Выполнение всех перечисленных операций и мероприятий
возможно при наличии более высокого уровня управления и
соответствующей ему структуры, которые и составляют
производственную систему.
19.
По структуре металлургическое производство может бытьоднолинейным, многолинейным, и
многолинейным с
перекрестными взаимосвязями. В прямой зависимости от
структуры металлургического предприятия находится
структура интегрироанной АСУ.
20.
Для металлургического производства важное значение прирешении задач автоматического управления является
характер производственных операций и технологических
процессов. Производства могут носить непрерывный,
дискретный (периодичный, цикличный) и непрерывнодискретный.
Для непрерывного тех. процесса характерен непрерывный
поток перерабатываемых материалов в агрегате или в цепи
агрегатов.
Такой
агрегат
является
объектом
с
распределенными
параметрами,
значения
которых
изменяются в пространстве и постоянны во времени.
Для дискретного тех. процесса характерна последовательно
повторяющаяся циклическая переработка в агрегате
отдельных порций материалов, изменяющих свое состояние
за время тех. процесса. Агрегат при этом рассматривается
как объект с сосредоточенными параметрами, величины
которых изменяются во времени и течении цикла и
неизменны в рабочем пространстве агрегата.
21.
При дискретном производстве каждая следующая порцияматериалов начинает перерабатываться после завершения
переработки предыдущей и некоторого времени на
подготовку агрегата к новому циклу.
Пример непрерывно-дискретного процесса доменная
плавка, в которой процесс выплавки чугуна происходит
непрерывно, а загрузку шихты и выпуск продуктов плавки
производят дискретно.
Характерной особенностью тех. процессов в металлургии
является: их большая длительность с большими
интервалами
времени
реагирования
процесса
на
возмущения и управляющие воздействия (доменный
процесс); и быстрое протекание процесса с минимальным
запаздыванием
реагирования
на
возмущения
и
регулирующие воздействия. В первом случае процессы
инерционные, а во втором – быстропротекающие.
22.
Для успешного решения задач разработки АСУ ТП дляконкретных
металлургических
агрегатов
последние
классифицированы по признакам в 5 последовательных
уровней:
производственный,
технологический,
материальный, конструкционный и энергетический.
Классификация объектов по таким признакам позволяет
унифицировать технологические решения и средства
реализации АСУ ТП металлургических агрегатов, цехов и
предприятий.
23.
Особенности управления тех. процессамиметаллургического производства
Эффективная организация работы металлургического
предприятия может быть реализована решением трех групп
управляющих задач, которые в иерархическом отношении
образуют три уровня.
К высшему уровню относятся организация, синхронизация и
координация взаимодействия технологических операций и
оборудования.
К среднему уровню принадлежит оптимизация и адаптация
отдельных технологических производств и участков.
К низшему уровню относятся цифровое управление,
стабилизация и контроль технологических параметров
агрегата и процесса.
Следовательно автоматизированная система управления
(АСУ) состоит из составных частей, которые предназначены
для конкретных целей управления объектом.
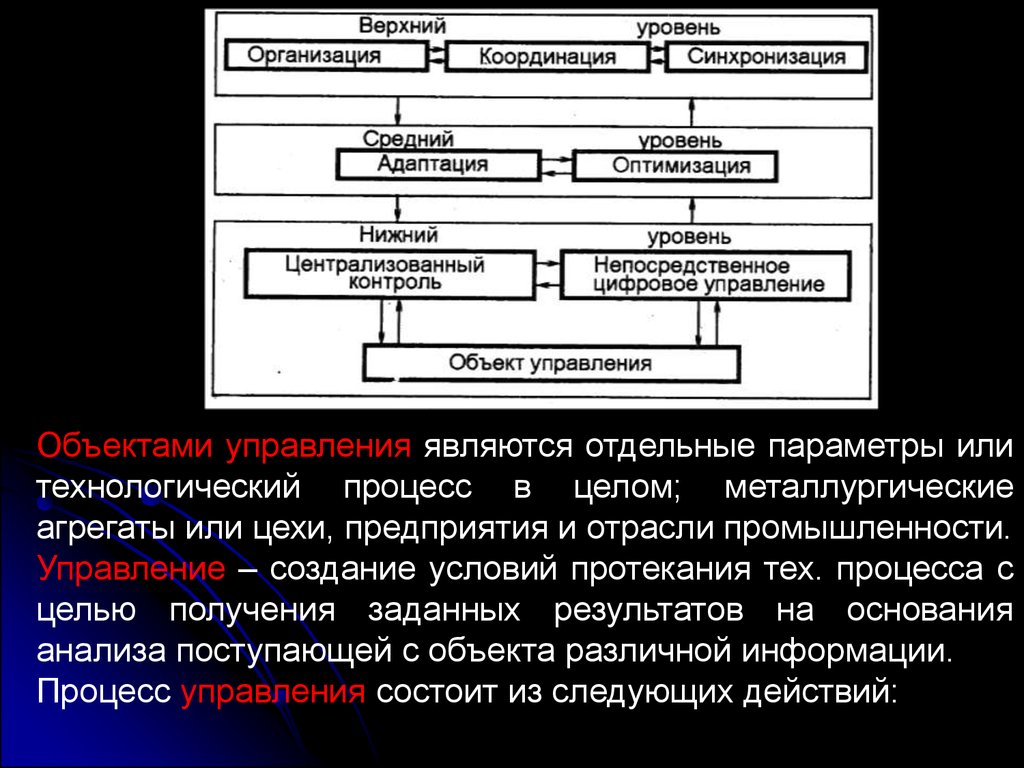
24.
Объектами управления являются отдельные параметры илитехнологический процесс в целом; металлургические
агрегаты или цехи, предприятия и отрасли промышленности.
Управление – создание условий протекания тех. процесса с
целью получения заданных результатов на основания
анализа поступающей с объекта различной информации.
Процесс управления состоит из следующих действий:
25.
- получение исходной информации о целях управления;- получение оперативной информации о состоянии объекта
и технологического процесса в данный момент времени;
- сравнение указанных двух видов информации и при
наличии рассогласования между ними принятие решения по
управлению;
- реализация принятого решения и контроль по каналам
обратной связи эффективности управляющего воздействия
на объект.
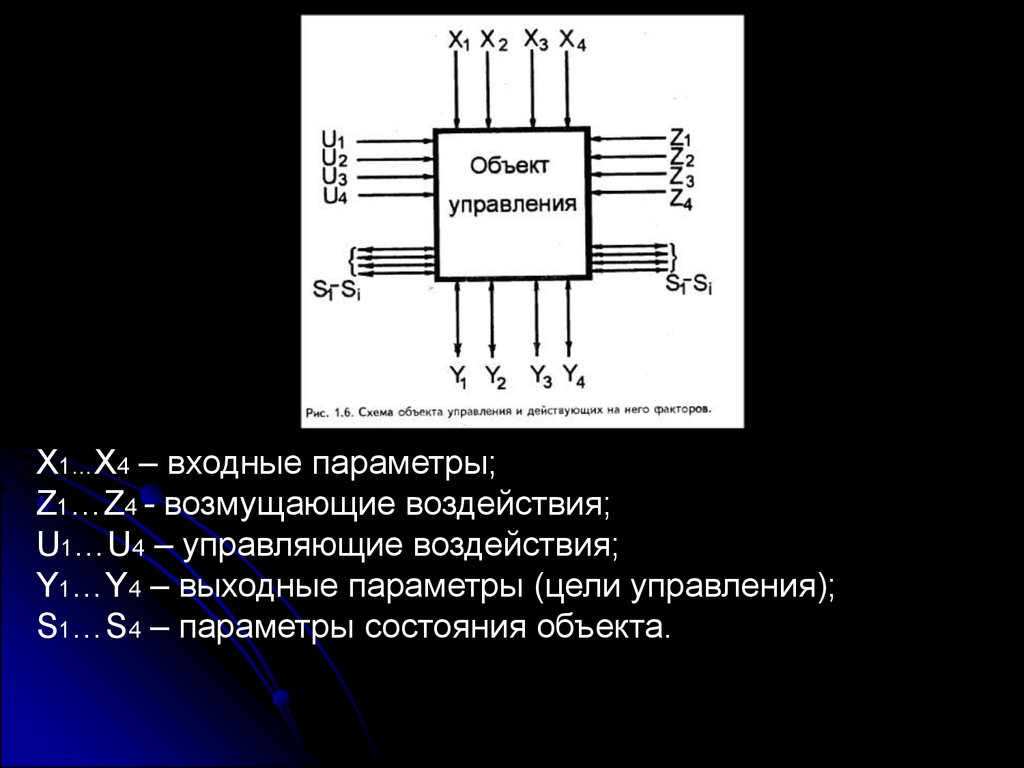
Для эффективного управления необходима наиболее
полная и достоверная информация о состоянии объекта и
технологического процесса.
Такой информацией служат: входные и выходные
параметры; возмущающие и управляющие воздействия; а
также параметры состояния объекта.
26.
Х1…Х4 – входные параметры;Z1…Z4 - возмущающие воздействия;
U1…U4 – управляющие воздействия;
Y1…Y4 – выходные параметры (цели управления);
S1…S4 – параметры состояния объекта.
27.
Основныеметаллургические
агрегаты
(доменные
и
мартеновские печи, кислородные конверторы и т.п.) являются,
с точки зрения теории автоматического регулирования и
управления многомерными, т.е. имеющих много входных и
выходных параметров и подверженными многочисленным
возмущениям при ограниченном количестве регулирующих и
управляющих воздействий.
Подавляющее большинство металлургических объектов
относится к объектам с распределенными параметрами и
многофункциональными зависимостями выходных параметров
от входных, значительно усложняющими регулирование и
управление тех. процессами.
Металлургические объекты и технологические процессы
нелинейные
и,
следовательно,
их
закономерности
описываются
нелинейными
дифференциальными
уравнениями. Поэтому точные математические описания и
модели реальных металлургических явлений отсутствуют.
Имеющиеся
математические
модели
разработаны
с
допущениями и упрощениями.
28.
Существенные трудности для контроля, регулирования иуправления
работой
металлургическими
агрегатами
создают: инерционность и быстротечность процессов и
резкие колебания их во времени; высокая температура;
запыленность; вибрации; наличие неконтролируемых
возмущений из-за отсутствия соответствующих датчиков;
недостаточная изученность процессов как объектов
автоматизации.
Недостаточная изученность металлургических процессов как
объектов
автоматизации
объясняется
значительной
трудностью
экспериментального
определения
их
статических (зависимость выходных параметров от входных
в установившемся режиме) и динамических (зависимость
выходных величин от входных в переходном режиме)
характеристик.
Эта трудность объясняется следующими факторами:
29.
Установившийся режим достигается, если в объектеабсолютно полностью соблюдается материальный и
энергетический баланс, что на практике трудно обеспечить.
Статические
характеристики
могут
определяться
приближенно и расчетным путем.
Динамические характеристики определяются воздействием
на вход объекта типовых возмущений и количественным
определением
отклонения
выходных
параметров,
отреагировавших на это возмущение.
Статические и динамические характеристики большинства
металлургических объектов имеют нелинейный характер,
затрудняющий регулирование их параметров.
Основные
металлургические
агрегаты
обладают
значительной аккумулирующей способностью, которая
проявляется в единовременном запасе значительных
количеств перерабатываемых материалов и энергии.
30.
Таким агрегатам свойственно явление самовыравнивания,которое проявляется в возвращении теплового состояния
агрегата после окончания возмущения к прежнему
состоянию без каких-либо регулирующих воздействий.
Объекты
обладающие
свойством
самовыравнивания
(регулирования)
называются
статическими
или
устойчивыми.
Объекты, в которых при регулировании или возмущении
выходной параметр неограниченно изменяется с постоянной
скоростью,
пропорциональной
величине
возмущения
называются астатическими.
Астатические объекты не обладают самовыравниванием.
31.
Экономические аспекты автоматизации производственныхпроцессов в металлургической промышленности
Капитальные вложения в сферу управления в два раза
эффективней вложений непосредственно в производство.
Срок окупаемости капитальных затрат на создание АСУ в
металлургической промышленности не превышает двух лет.
Под экономическим эффектом автоматизации управления
производством подразумевается изменение хозяйственной
деятельности
объекта
управления,
достигаемое
в
результате
применения
технических
средств
автоматического контроля, регулирования, управления
электроники, входящих в состав АСУ.
Результаты функционирования АСУ увязываются с итогами
хозяйственной деятельности на объекте управления, а
расчет экономического эффекта сводится к сравнению
последнего с затратами на его достижение.
32.
Экономическим критерием, наиболее полно отражающимэффективность
производства,
является
повышение
производительности труда, которая учитывает и живой и
овеществленный труд, и в динамике определяется
фондоотдачей,
созданной
чистой
продукцией,
производительностью
труда
персонала
и
уровнем
использования ресурсов.
В условиях металлургической промышленности, имеющей
сравнительно небольшую численность обслуживающего
основные агрегаты персонала, автоматизация производства
не приводит к значительному высвобождению рабочей силы,
но
требует
привлечения
высококвалифицированных
специалистов для обслуживания АСУ.
Также
для
оценки
эффективности
автоматизации
управления
применяется
срок
окупаемости
производственных затрат на внедрение АСУ и полученную
от этого прибыль. При этом принимается во внимание, что:
33.
- повышение производительности агрегатов эквивалентностроительству новых агрегатов;
- улучшение качества металла увеличивает срок службы
изготовленных из него изделий и по сути равнозначно
увеличению производства;
- экономия сырых материалов, топлива и других
энергоносителей эквивалентна увеличению добычи руды,
угля нефти и газа.
Для
эффективного
управления
металлургическими
агрегатами с применением АСУ необходима многочисленная
достоверная и полная информация, т.е. сведения о
начальных условиях производства и конечных результатах
производства.
Чем больше параметров измеряется, контролируется и
стабилизируется, тем дороже комплексная АСУ.
34.
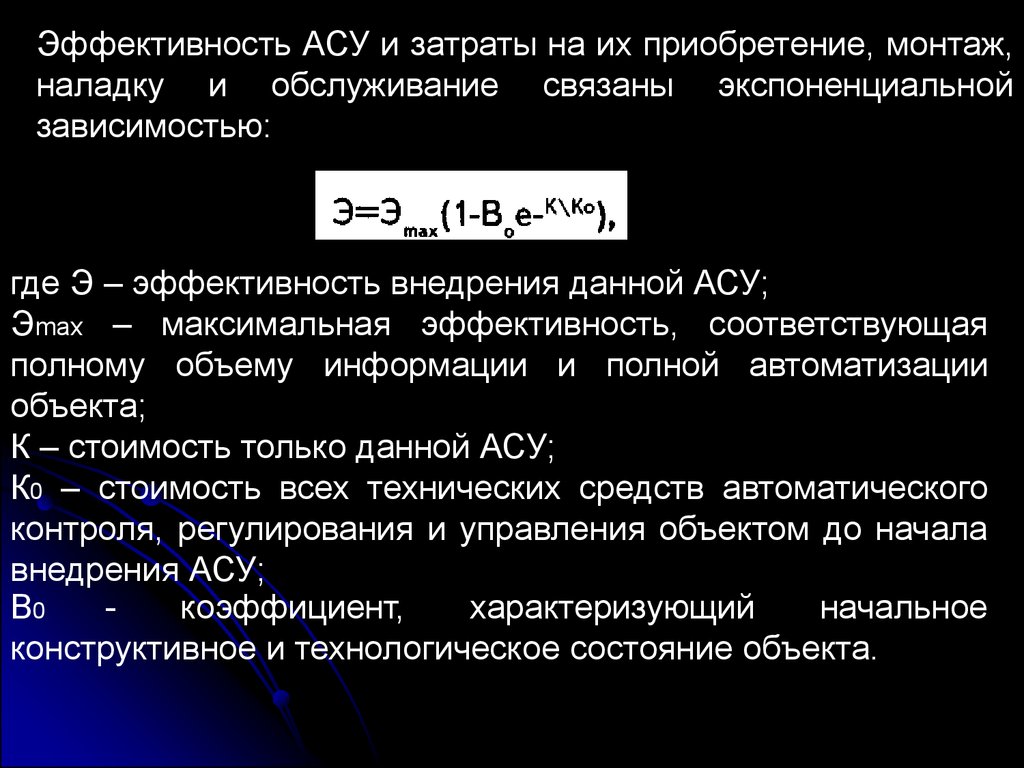
Эффективность АСУ и затраты на их приобретение, монтаж,наладку и обслуживание связаны экспоненциальной
зависимостью:
где Э – эффективность внедрения данной АСУ;
Эmax – максимальная эффективность, соответствующая
полному объему информации и полной автоматизации
объекта;
К – стоимость только данной АСУ;
К0 – стоимость всех технических средств автоматического
контроля, регулирования и управления объектом до начала
внедрения АСУ;
В0
коэффициент,
характеризующий
начальное
конструктивное и технологическое состояние объекта.
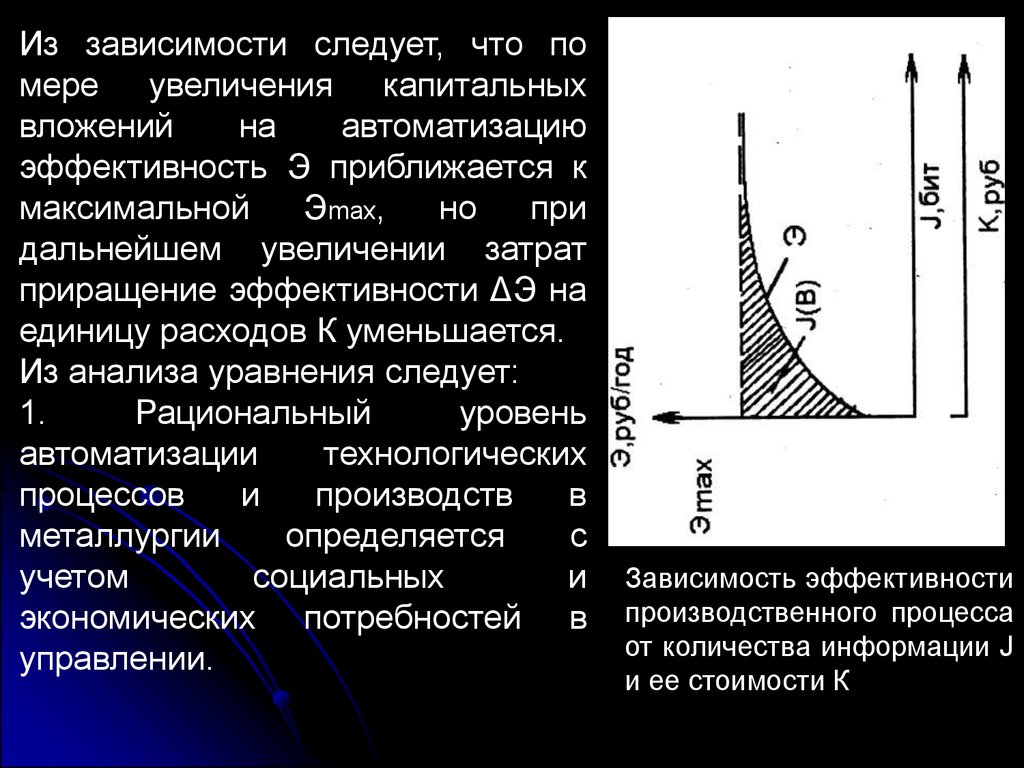
35.
Из зависимости следует, что помере увеличения капитальных
вложений
на
автоматизацию
эффективность Э приближается к
максимальной
Эmax,
но
при
дальнейшем увеличении затрат
приращение эффективности ΔЭ на
единицу расходов К уменьшается.
Из анализа уравнения следует:
1.
Рациональный
уровень
автоматизации
технологических
процессов
и
производств
в
металлургии
определяется
с
учетом
социальных
и
экономических потребностей в
управлении.
Зависимость эффективности
производственного процесса
от количества информации J
и ее стоимости К
36.
2.Разработку
и
внедрение
систем
управления
целесообразно
выполнять
поэтапно,
создавая
иерархические
системы,
позволяющие
создавать
автономное функционирование нижних уровней, без
ожидания достройки всех уровней иерархии.
3. В связи с частым технологическим непостоянством многих
металлургических
процессов,
подверженным
разным
закономерностям и случайным возмущениям, при их
автоматизации следует отдавать предпочтение адаптивным
системам,
приспосабливающимся
к
изменяющимся
условиям работы объекта управления. Для адаптивных
систем в большинстве случаев вполне достаточно иметь
только математические модели металлургических процессов
и не обязательна трудоемкая, весьма сложная и не всегда
возможная
разработка
математических
моделей
и
алгоритмов управления.
37.
4. Максимальный экономический эффект от автоматизацииметаллургических процессов достигается при модернизации
конструкций агрегатов, интенсификации технологических
процессов, механизации трудоемких и тяжелых физических
работ, применении новейших технических средств контроля,
регулирования
и
управления,
а
также
наличии
высококвалифицированных специалистов по автоматизации
и управлению.
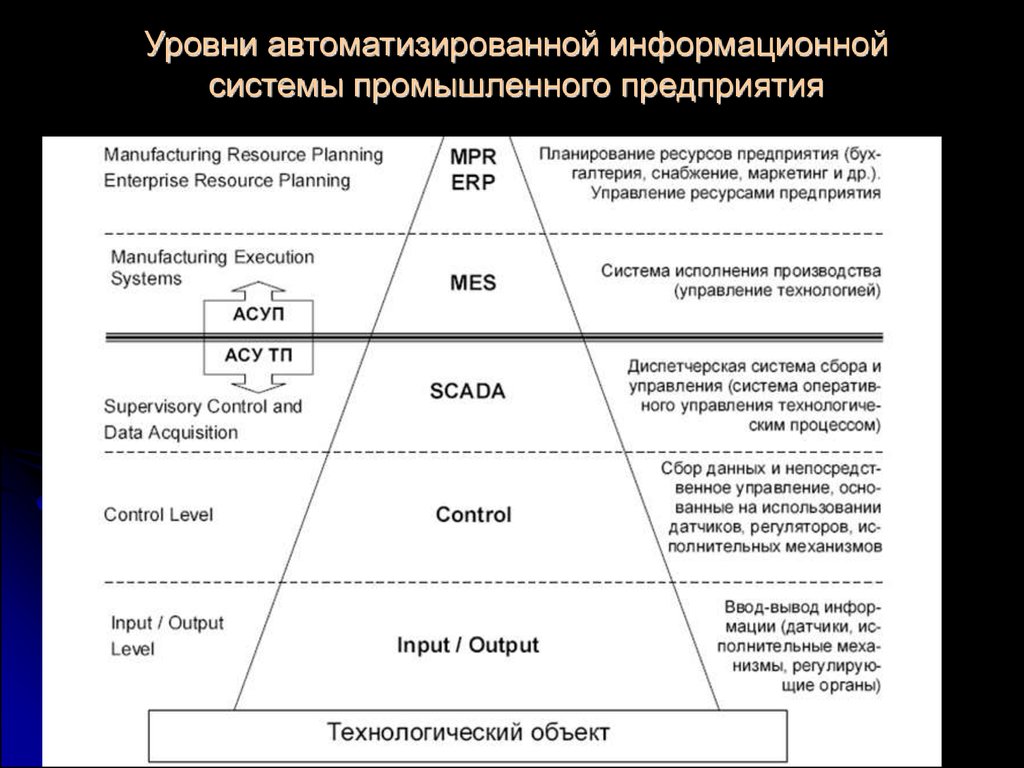
38.
Уровни автоматизированной информационнойсистемы промышленного предприятия
39.
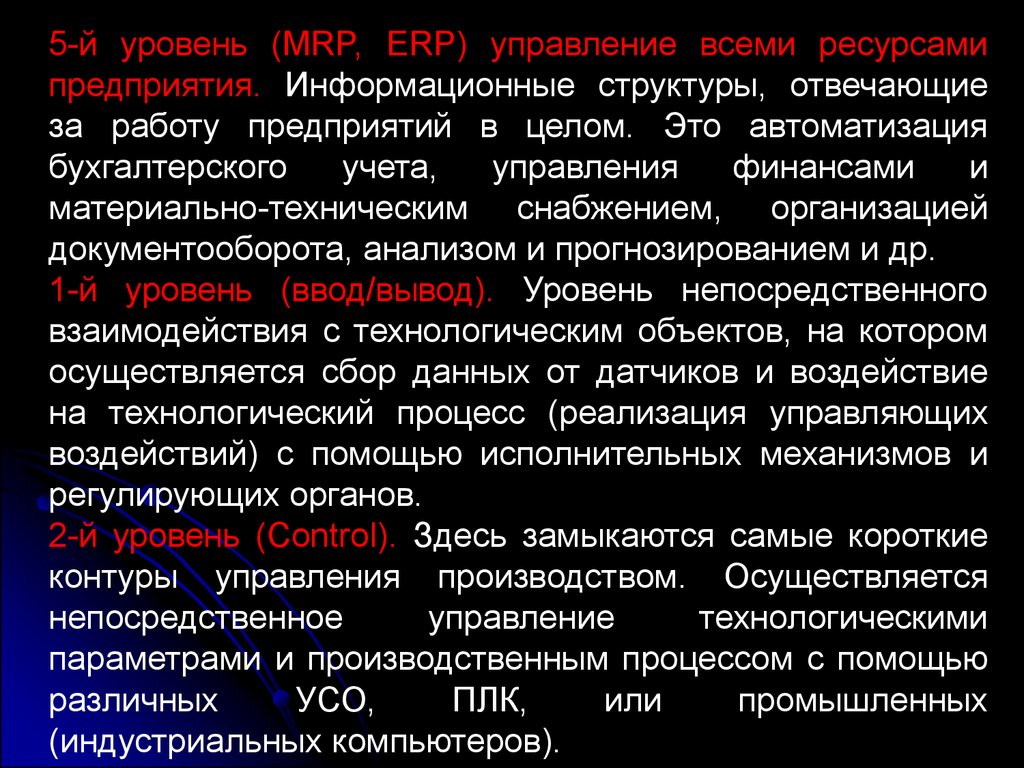
5-й уровень (MRP, ERP) управление всеми ресурсамипредприятия. Информационные структуры, отвечающие
за работу предприятий в целом. Это автоматизация
бухгалтерского
учета,
управления
финансами
и
материально-техническим снабжением, организацией
документооборота, анализом и прогнозированием и др.
1-й уровень (ввод/вывод). Уровень непосредственного
взаимодействия с технологическим объектов, на котором
осуществляется сбор данных от датчиков и воздействие
на технологический процесс (реализация управляющих
воздействий) с помощью исполнительных механизмов и
регулирующих органов.
2-й уровень (Control). Здесь замыкаются самые короткие
контуры управления производством. Осуществляется
непосредственное
управление
технологическими
параметрами и производственным процессом с помощью
различных
УСО,
ПЛК,
или
промышленных
(индустриальных компьютеров).
40.
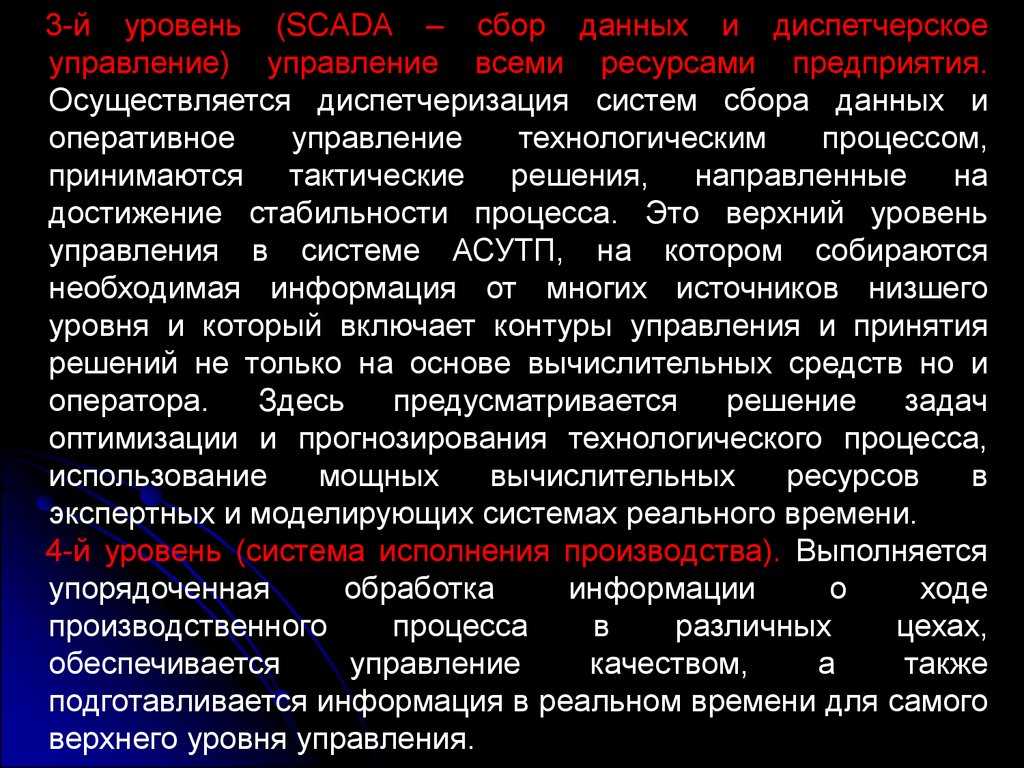
3-й уровень (SCADA – сбор данных и диспетчерскоеуправление) управление всеми ресурсами предприятия.
Осуществляется диспетчеризация систем сбора данных и
оперативное
управление
технологическим
процессом,
принимаются тактические решения, направленные на
достижение стабильности процесса. Это верхний уровень
управления в системе АСУТП, на котором собираются
необходимая информация от многих источников низшего
уровня и который включает контуры управления и принятия
решений не только на основе вычислительных средств но и
оператора.
Здесь
предусматривается
решение
задач
оптимизации и прогнозирования технологического процесса,
использование
мощных
вычислительных
ресурсов
в
экспертных и моделирующих системах реального времени.
4-й уровень (система исполнения производства). Выполняется
упорядоченная
обработка
информации
о
ходе
производственного
процесса
в
различных
цехах,
обеспечивается
управление
качеством,
а
также
подготавливается информация в реальном времени для самого
верхнего уровня управления.
41. Информационные технологии
Под информационной технологией – понимают системуметодов и способов сбора, накопления, хранения, поиска,
обработки и передачи информации на основе применения
средств вычислительной техники.
Цель технологии материального производства – выпуск
продукции, удовлетворяющей потребности человека или
системы.
Цель информационной технологии – производство
информации для ее анализа человеком и принятия на его
основе решения по выполнению какого-либо действия.
42.
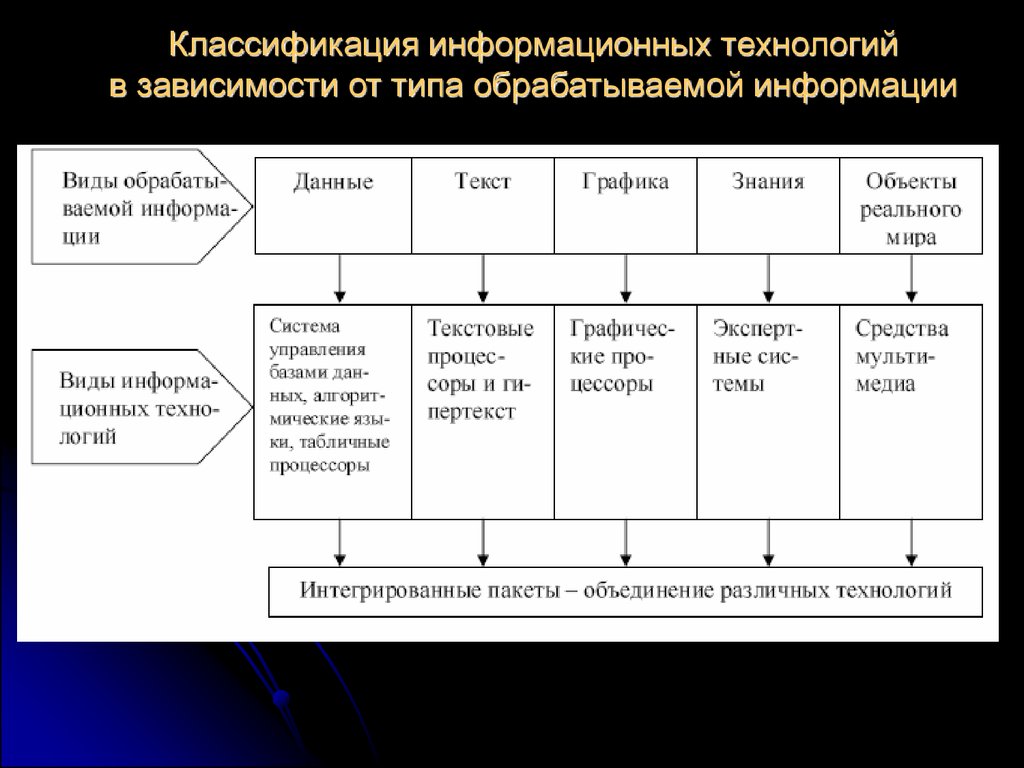
Классификация информационных технологийв зависимости от типа обрабатываемой информации
43. Информационные технологии сбора и обработки информации
Особенностью создания цифровой структуры промышленногопредприятия является необходимость тесной интеграции
автоматизированных систем управления технологическими
процессами (АСУТП) и автоматизированными системами
управления предприятием (АСУП).
Автоматизированная система управления (АСУ) – это
человеко-машинная
система,
обеспечивающая
автоматизированный
сбор
и
обработку
информации,
необходимой для оптимизации управления в различных
сферах человеческой деятельности.
АСУП – предназначена для основных задач управления
производственно-хозяйственной деятельностью предприятия в
целом и (или) его самостоятельных частей на основе
применения экономико-математических методов и средств
вычислительной техники.
44.
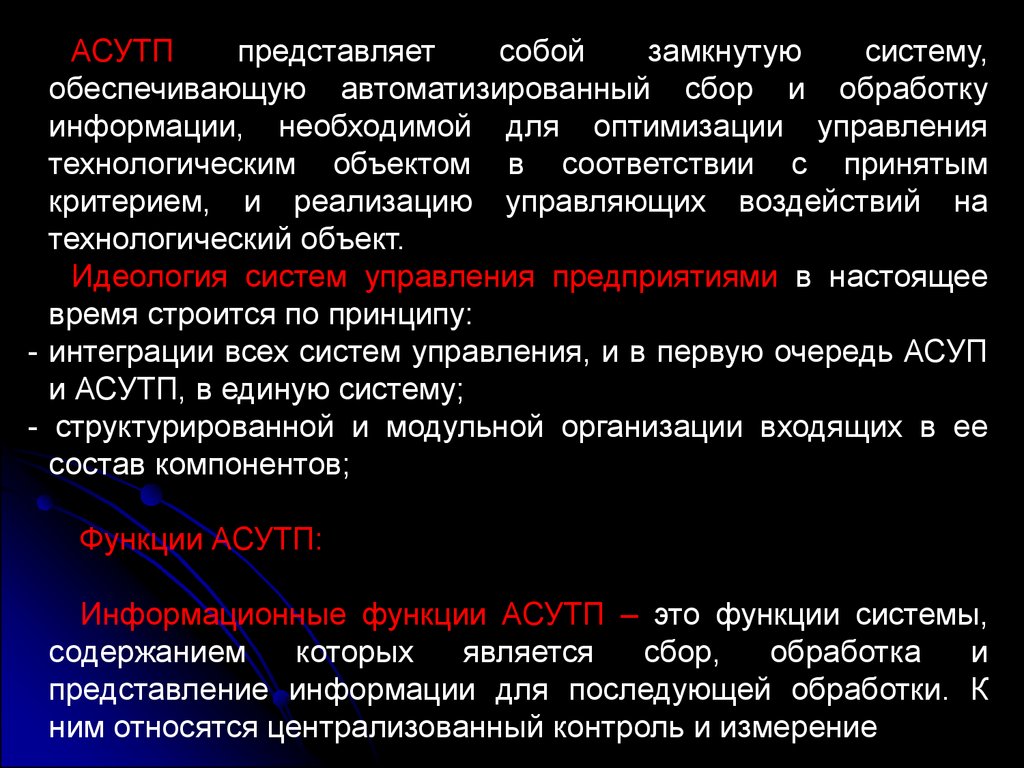
АСУТПпредставляет
собой
замкнутую
систему,
обеспечивающую автоматизированный сбор и обработку
информации, необходимой для оптимизации управления
технологическим объектом в соответствии с принятым
критерием, и реализацию управляющих воздействий на
технологический объект.
Идеология систем управления предприятиями в настоящее
время строится по принципу:
- интеграции всех систем управления, и в первую очередь АСУП
и АСУТП, в единую систему;
- структурированной и модульной организации входящих в ее
состав компонентов;
Функции АСУТП:
Информационные функции АСУТП – это функции системы,
содержанием
которых
является
сбор,
обработка
и
представление информации для последующей обработки. К
ним относятся централизованный контроль и измерение
45.
технологическихпараметров,
вычисление
параметров
процесса, формирование и выдачу текущих и обобщающих
технологических и экономических показателей оперативному
персоналу АСУТП, подготовку и передачу информации в
смежные системы управления.
К управляющим функциям АСУТП относят регулирование
(стабилизацию) отдельных технологических переменных,
логическое
управление
операциями
и
аппаратами,
программное
логическое
управление
оборудованием,
оптимальное управление установившимися или переходными
режимами или отдельными стадиями процесса, адаптивное
управление объектами в целом и др.
Вспомогательные функции состоят в обеспечении контроля за
состоянием функционирования технических и программных
средств системы.
46. Эволюция структуры управления технологическими процессами от традиционных к структурированным АСУТП
а – традиционный вариантпостроения АСУТП
б – структурированный
(системный) подход к
построению АСУТП
47.
Недостатки традиционного варианта построения АСУТП- множество интерфейсов, сложность и запутанность связей
между объектами;
- несовместимость форматов данных и структур сообщений;
- сложность внесения изменений, что может вызвать
переработку большого объема программ.
Достоинства структурированного (системного) подхода к
построению АСУТП
- нормализация данных;
- стандартные формы сообщений;
- гибкие средства интеграции приложений, включая АСУП;
- возможность эффективной модернизации системы, и
облегчение внесения в нее изменений, что в совокупности
гарантирует защиту ранее вложенных инвестиций и уменьшает
стоимость информационной системы в целом.
48.
Устройства связи с объектом (УСО)Неотъемлемой частью АСУТП являются УСО, назначение
которых заключается в сопряжении датчиковой аппаратуры и
исполнительных механизмов контролируемого объекта и/или
технологического процесса с вычислительными средствами
системы.
УСО
представляет
собой
комплекс
в
виде
специализированных
функциональных
блоков,
осуществляющий необходимый обмен между технологическим
объектом и управляющей информационной системой.
Как правило, на УСО возлагаются следующие функции:
- Нормализация аналогового сигнала – приведение границ
шкалы первичного непрерывного сигнала к одному из
стандартных
диапазонов
выходного
сигнала
аналогоцифрового преобразователя измерительного канала. Наиболее
распространенны следующие диапазоны: 0-20 мА, 4-20 мА; от
0 до 5 В; от -5 до 5 В; от 0 до 10 В; а также сигналы датчиков с
естественными
выходными
сигналами
(термопары;
термометры сопротивления; тензометрические датчики и т.п.)
49.
- Предварительная низкочастотная фильтрация аналоговогосигнала – ограничение частот первичного сигнала с целью
снижения влияния на результаты измеренных помех
различного происхождения. На промышленных объектах
наиболее распространены помехи с частотой сети переменного
тока, а также хаотические импульсные помехи, вызванные
влиянием на технические средства измерительного канала
переходных
процессов
и
наводок
при
коммутации
исполнительных механизмов повышенной мощности.
- Обеспечение гальванической развязки между источником
аналогового или дискретного сигнала и измерительными
каналами системы. В равной степени это относится к изоляции
между каналами дискретного вывода системы и управляемым
силовым оборудованием. Помимо защиты входных и выходных
цепей, гальваническая изоляция позволяет снизить влияние на
систему помех по цепям заземления за счет полного
разделения вычислительной системы и контролируемого
оборудования.
50.
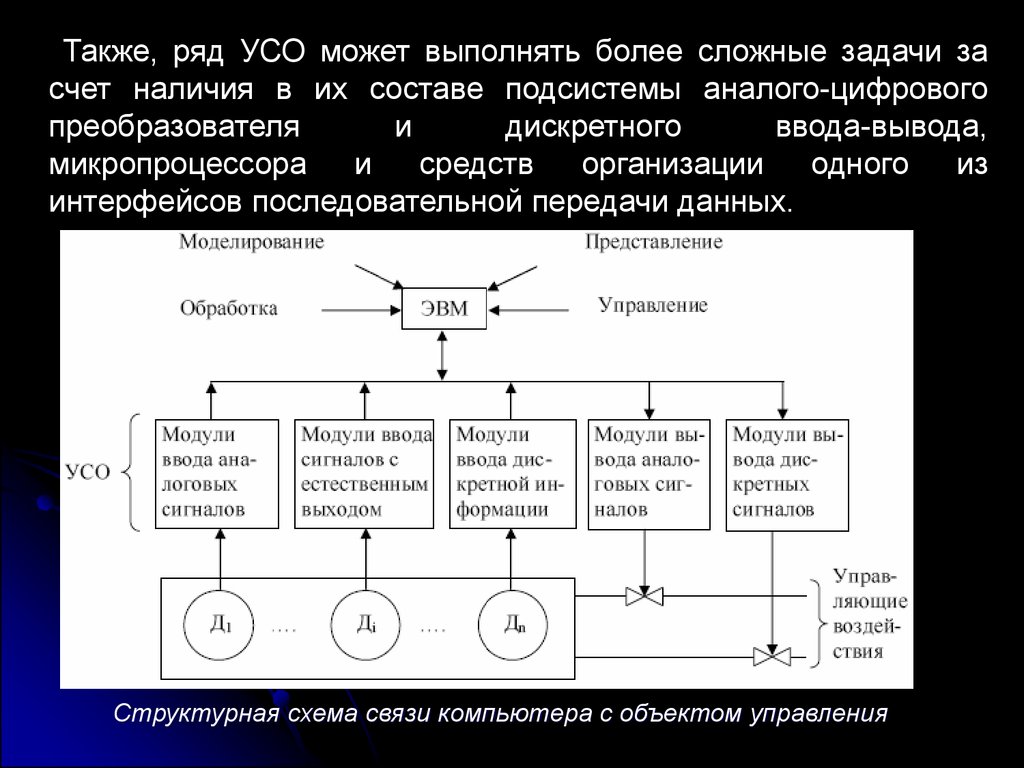
Также, ряд УСО может выполнять более сложные задачи засчет наличия в их составе подсистемы аналого-цифрового
преобразователя
и
дискретного
ввода-вывода,
микропроцессора
и
средств
организации
одного
из
интерфейсов последовательной передачи данных.
Структурная схема связи компьютера с объектом управления
51.
С развитием цифровой технологии наметилась тенденцияперехода от централизованных систем управления к
распределенным
системам
управления.
Современная
идеология построения сложных АСУТП уверенно развивается в
направлении
применения
распределенных
принципов
построения систем в противоположность централизованным.
Структура распределенной информационной
системы
Структура централизованной
информационной системы
52.
Это объясняется различными причинами, наиболее важнымииз которых являются:
- значительное сокращение общих затрат на кабельную сеть,
включающих как стоимость самих подключаемых кабелей, так
и стоимость монтажных работ;
- стремительное
удешевление
вычислительной
техники,
позволившее применять автономные вычислители в каждом из
узлов АСУТП в непосредственной близости от исполнительных
устройств и датчиков.
Появление распределенных АСУТП привело к необходимости
разработки специальных сетевых решений, ориентированных
на эксплуатацию в промышленных условиях (Fieldbus –
промышленная сеть). Основными требованиями к ним
являются:
высокая
помехозащищенность,
достаточная
скорость
передачи
и
низкая
степень
стоимости
соединительного кабеля. Основными «игроками» в области
промышленных систем являются: Profibus; CAN; Interbus;
Industrial Ethernet и др.
53. Открытые и закрытые информационные системы
Сегодня никакой производитель не может поставлять всюноменклатуру
изделий,
требующихся
в
современных
информационных системах. От специалистов требуется умение
применять
для
построения
информационных
систем
высокотехнологичные изделия различных компаний. Для
гарантии совместимости изделий различных производителей
необходимы открытые стандарты аппаратных и программных
средств.
Системы,
являющиеся
уникальными
(их
делает
и
поддерживает только один производитель), работающие по
уникальным протоколам связи, получили название «Закрытые
системы» (closed systems).
«Открытые
системы»
(open
systems)
приводят
специфические требования в соответствие интересам всех.
Только при использовании принципов открытых систем
интеграция изделий различных производителей в одну сеть
может быть решена без особых проблем.
54.
--
Открытость означает:
отсутствие патентов и авторских прав на спецификацию
стандарта и его расширений;
отсутствие лицензионной платы за использование стандарта;
широкий доступ к сертификациям стандарта и его
расширениям;
получение спецификаций в результате открытого обсуждения и
конкурса между экспертами крупнейших промышленных
ведущих мировых фирм-производителей и пользователей;
принадлежность
прав
собственности
некоммерческим
профессиональным
национальным
и
международным
организациям.
Таким образом, архитектура современных информационных
систем технологических процессов должна удовлетворять
требованиям:
- открытости;
- модульности;
- стандартности;
- распределенности.
55. Информационные технологии хранения данных
Помере
распространения
компьютеров
и
их
совершенствования
(главным
образом,
запоминающих
устройств, сохраняющих информацию после отключения
электропитания) возникло направление использования средств
вычислительной техники, которое предполагает отсутствие
большого объема вычислений и их высокой точности, однако
требует большого объема хранимых данных. Кроме того,
необходимо предварительно найти требуемую запись,
обработать ее и определить форму вывода обработанных
данных. Для этого требуются такие операции, как поиск и
сортировка. Весь этот процесс характеризует не числовую
обработку данных.
В этом случае информационная система – это программно
аппаратный комплекс, функциями которого являются:
- надежное хранение информации в электронном виде;
- предоставление доступа к информации пользователям
системы;
56.
- выполнение функций по преобразованию информации,специфичных для данного приложения;
предоставление удобного интерфейса для конечных
пользователей.
Характеристики таких информационных систем:
- имеют дело с огромными объемами информации, которые во
много раз превышают объем оперативной памяти, вся
информация расположена на устройствах внешней памяти;
- работают, как правило в многопользовательском режиме;
- работают как правило в реальном времени. Часто относятся к
классу
«mission-critical
applications»,
т.е.
приложений,
нестабильность работы которых ведет к серьезным убыткам;
- развиваются, как правило, постепенно, а не сразу целиком,
что
повышает
ответственность
проектировщика
и
разработчика;
- обеспечивают «среднее» время ответа для всех
пользователей, причем время ответа существенно не
увеличивается при росте числа одновременно работающих
пользователей.
57.
Типичными примерами больших информационных системявляются:
- системы бронирования и продажи авио- и железнодорожных
билетов;
- банковские системы, в том числе системы обслуживания
кредитных карт;
- системы автоматизации торговли.
Сложность таких систем заключается в широкой по
номенклатуре обрабатываемой информации, сложной по
структуре аппаратной платформы и ПО, а также, часто, в
территориальной распределенности.
Современные ИС на крупных металлургических комбинатах
характеризуются огромными объемами хранимых данных,
сложной
организацией,
необходимостью
удовлетворять
разнообразные требования многочисленных пользователей.
Для решения этих задач в современных ИС используются базы
и банки данных.
58.
База данных – это именованная совокупность данных,организованная
по
определенным
правилам,
предусматривающим общие принципы описания, хранения и
манипулирования данными, не зависимая то прикладных
программ. Создавая базу данных пользователь стремиться
упорядочить информацию по различным критериям, хранить ее
и быстро извлекать по определенным признакам. Создание
сопровождение и использование баз данных, а также
обеспечение взаимосвязи данных с прикладными программами
осуществляется
посредством
комплекса
специальных
программных средств – системы управления базами данных
(СУБД). Все работы по обслуживанию СУБД осуществляет
администратор базы данных. Прикладные программы
(приложения), осуществляющие доступ к базе данных, могут в
общем
случае
добавлять,
выбирать,
копировать,
корректировать, а также удалять данные, однако при этом они
не могут изменять метод (модель), при помощи которого эти
данные созданы.
59.
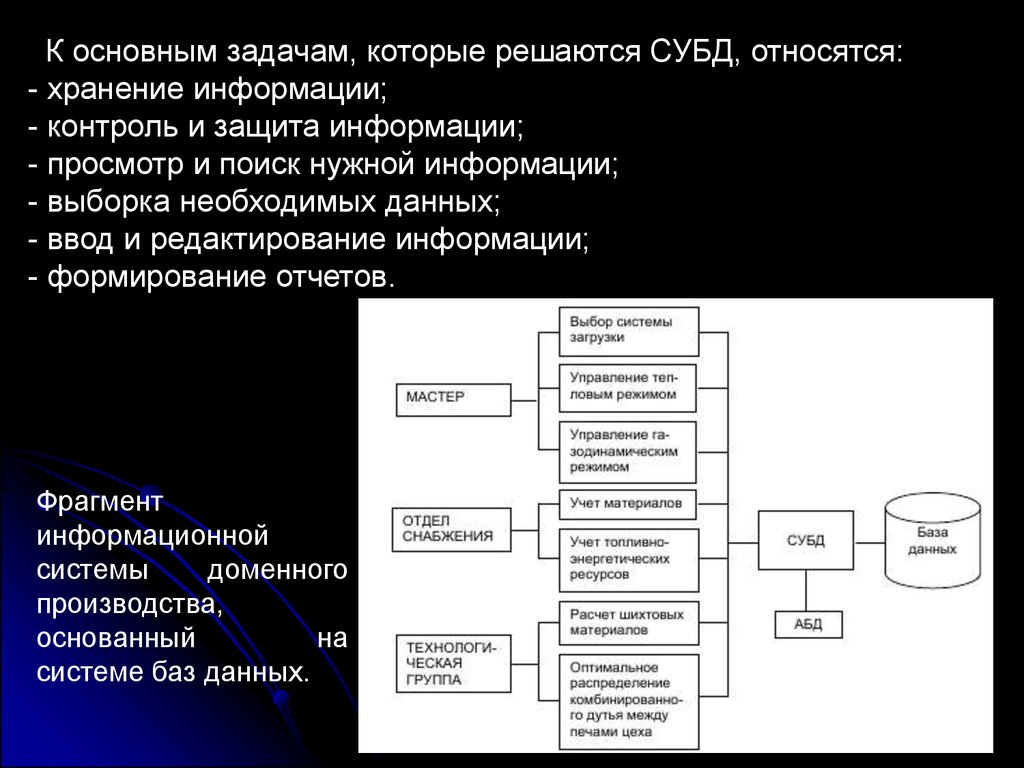
К основным задачам, которые решаются СУБД, относятся:- хранение информации;
- контроль и защита информации;
- просмотр и поиск нужной информации;
- выборка необходимых данных;
- ввод и редактирование информации;
- формирование отчетов.
Фрагмент
информационной
системы
доменного
производства,
основанный
на
системе баз данных.
60. Модельные системы поддержки принятия решений
Модельные системы поддержки принятия решений (МСППР)появились в 70-80-е годы, чему способствовали развитие
теории моделирования, математики, в особенности численных
методов решения, широкое распространение персональных
компьютеров, стандартных пакетов программ.
МСППР представляют собой вид компьютерных ИС,
помогающих лицу, принимающему решение (ЛПР), в принятии
решений при наличии плохо структурированных задач
посредством
прямого
диалога
с
компьютером
с
использованием данных и математических моделей.
Решение хорошо структурированных задач производится
компьютером и не требует участия технолога (ЛПР). Задачи, по
которым ЛПР не удается выявить отдельные элементы и
установить
связи
между
ними,
называются
неструктурированными.
В
практике
управления
тех.
процессами имеется сравнительно немного полностью
структурированных или совершенно неструктурированных
задач.
61.
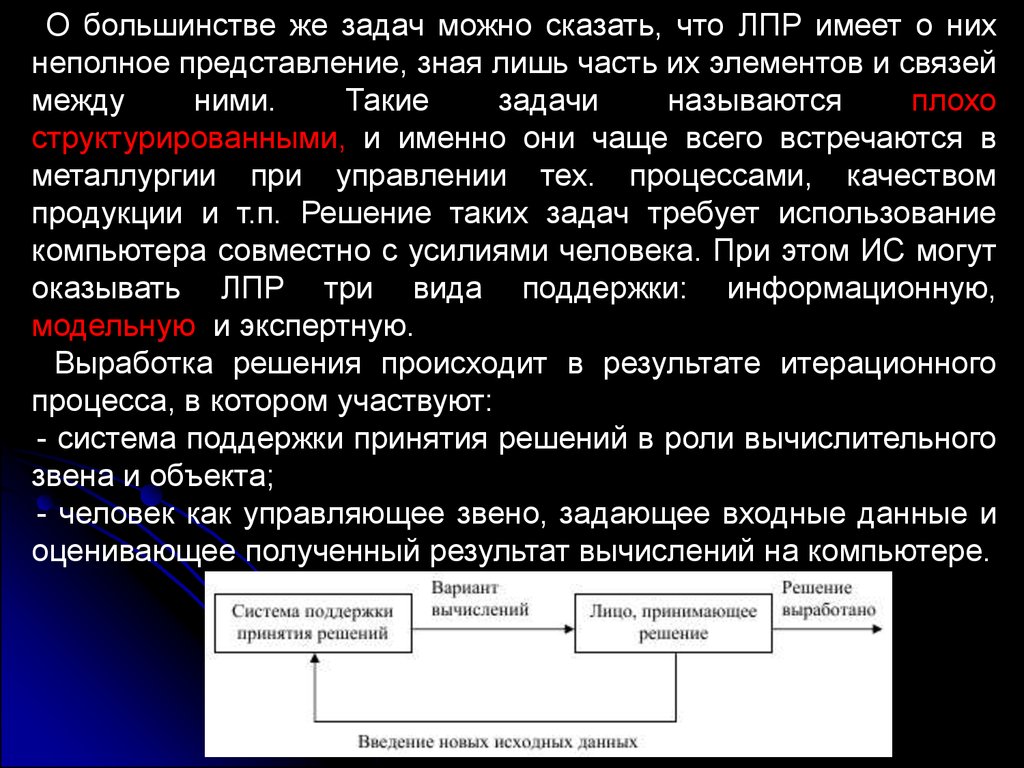
О большинстве же задач можно сказать, что ЛПР имеет о нихнеполное представление, зная лишь часть их элементов и связей
между
ними.
Такие
задачи
называются
плохо
структурированными, и именно они чаще всего встречаются в
металлургии при управлении тех. процессами, качеством
продукции и т.п. Решение таких задач требует использование
компьютера совместно с усилиями человека. При этом ИС могут
оказывать ЛПР три вида поддержки: информационную,
модельную и экспертную.
Выработка решения происходит в результате итерационного
процесса, в котором участвуют:
- система поддержки принятия решений в роли вычислительного
звена и объекта;
- человек как управляющее звено, задающее входные данные и
оценивающее полученный результат вычислений на компьютере.
62.
Окончание итерационного процесса происходит по волечеловека.
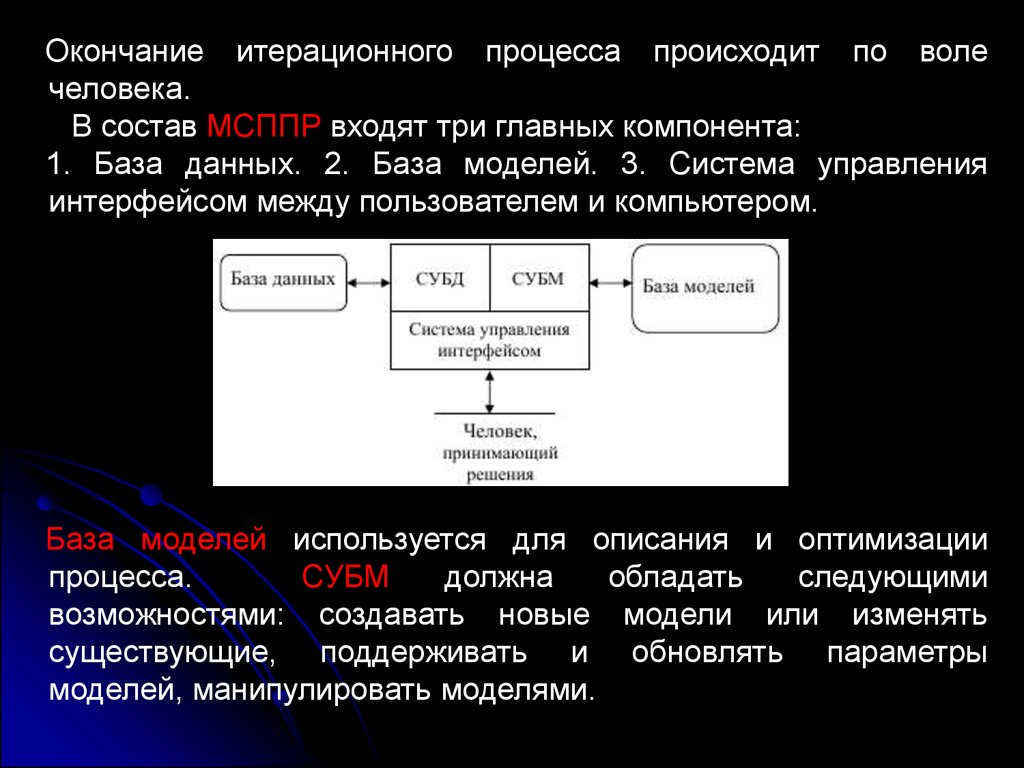
В состав МСППР входят три главных компонента:
1. База данных. 2. База моделей. 3. Система управления
интерфейсом между пользователем и компьютером.
База моделей используется для описания и оптимизации
процесса.
СУБМ
должна
обладать
следующими
возможностями: создавать новые модели или изменять
существующие, поддерживать и обновлять параметры
моделей, манипулировать моделями.
63. Информационная технология экспертных систем
Наибольший прогресс среди компьютерных информационныхсистем отмечен в области разработки экспертных систем,
основанных на использовании искусственного интеллекта.
Главная идея использования технологии экспертных систем
заключается в том, чтобы получить от эксперта его знания и,
загрузив их в память компьютера, использовать всякий раз,
когда в этом возникнет необходимость.
Традиционные знания существуют в двух видах –
коллективный опыт и личный опыт. Если большая часть знаний
в предметной области представлена в виде коллективного
опыта, то эта область не нуждается в экспертных системах.
64.
Если в предметной области большая часть знаний являетсяличным опытом специалистов высокого уровня – экспертов,
если
эти
знания
по
каким-либо
причинам
слабо
структурированы (например, технология задувки доменной
печи), то такая предметная область, скорее всего, нуждается в
экспертной системе.
Являясь одним из основных приложений искусственного
интеллекта,
экспертные
системы
предназначены
для
моделирования
или
имитации
поведения
опытных
специалистов при решении задач по какому-либо узкому
вопросу.
Экспертные
системы
представляют
собой
компьютерные программы, трансформирующие опыт экспертов
в какой-либо области знаний в форму эвристических правил.
65.
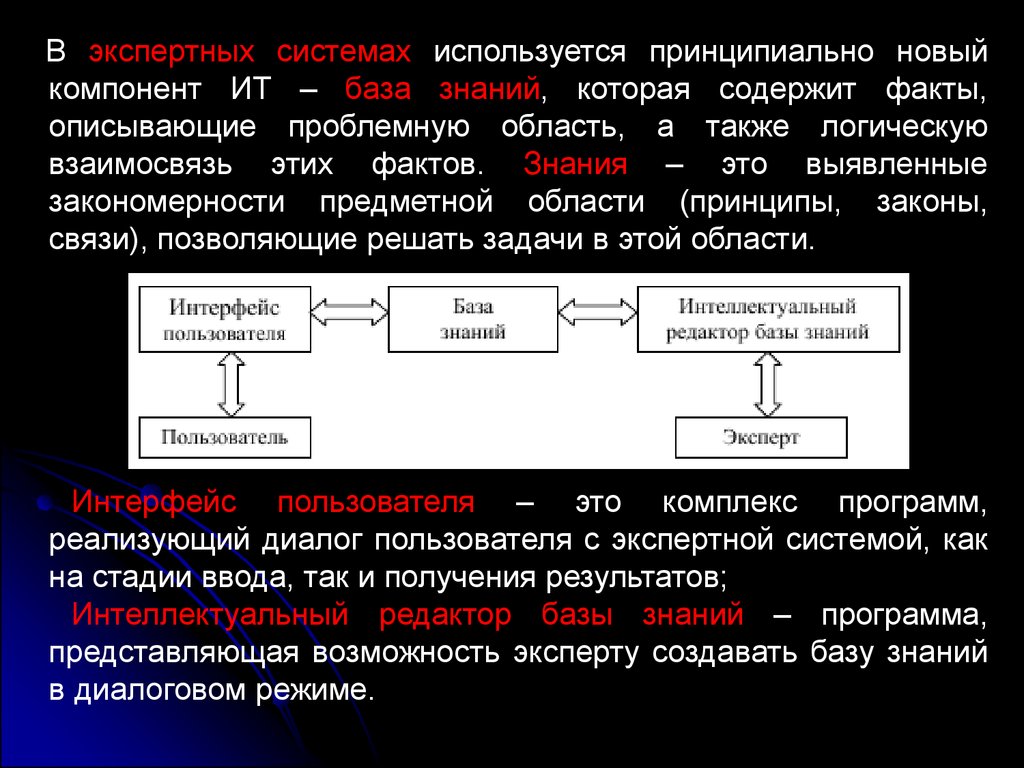
В экспертных системах используется принципиально новыйкомпонент ИТ – база знаний, которая содержит факты,
описывающие проблемную область, а также логическую
взаимосвязь этих фактов. Знания – это выявленные
закономерности предметной области (принципы, законы,
связи), позволяющие решать задачи в этой области.
Интерфейс пользователя – это комплекс программ,
реализующий диалог пользователя с экспертной системой, как
на стадии ввода, так и получения результатов;
Интеллектуальный редактор базы знаний – программа,
представляющая возможность эксперту создавать базу знаний
в диалоговом режиме.
66.
Экспертные системы и модельные системы поддержкипринятия решений сходны в том смысле, что обе они
обеспечивают высокий уровень поддержки принятия решений.
Однако они имеют два существенных различия:
1. Решение проблемы в рамках модельных систем поддержки
принятия решений отражает уровень ее понимания
пользователем и его возможности получить и осмыслить
решение.
Экспертная
система,
наоборот,
предлагает
пользователю
принять
решение,
превосходящее
его
возможности.
2. Экспертные системы способны пояснять свои рассуждения в
процессе получения решения. Очень часто эти пояснения
оказываются более важными для пользователя, чем само
решение.