









 Промышленность
ПромышленностьПохожие презентации:

")



")



")
Характеристики способов сварки. (Лекция 3)
1. КУРС ЛЕКЦИЙ-ПРЕЗЕНТАЦИЙ по дисциплине «ТЕХНОЛОГИЯ и ОБОРУДОВАНИЕ СВАРКИ ДАВЛЕНИЕМ» лекция №3
ПРЕПОДАВАТЕЛЬ:к.т.н., доцент кафедры «ОиТСП»
БЕНДИК Татьяна Ивановна
1
2. СОДЕРЖАНИЕ ЛЕКЦИИ №3
2СОДЕРЖАНИЕ ЛЕКЦИИ №3
Тема 3. Характеристики способов сварки
Классификация способов сварки давлением по
основным параметрам процесса
Схемы процессов контактной сварки.
Основные источники тепла при сварке на
переменном и постоянном токе
Электрическое сопротивление зоны нагрева.
Особенности электрических и температурных
полей, объемной пластической деформации.
3.
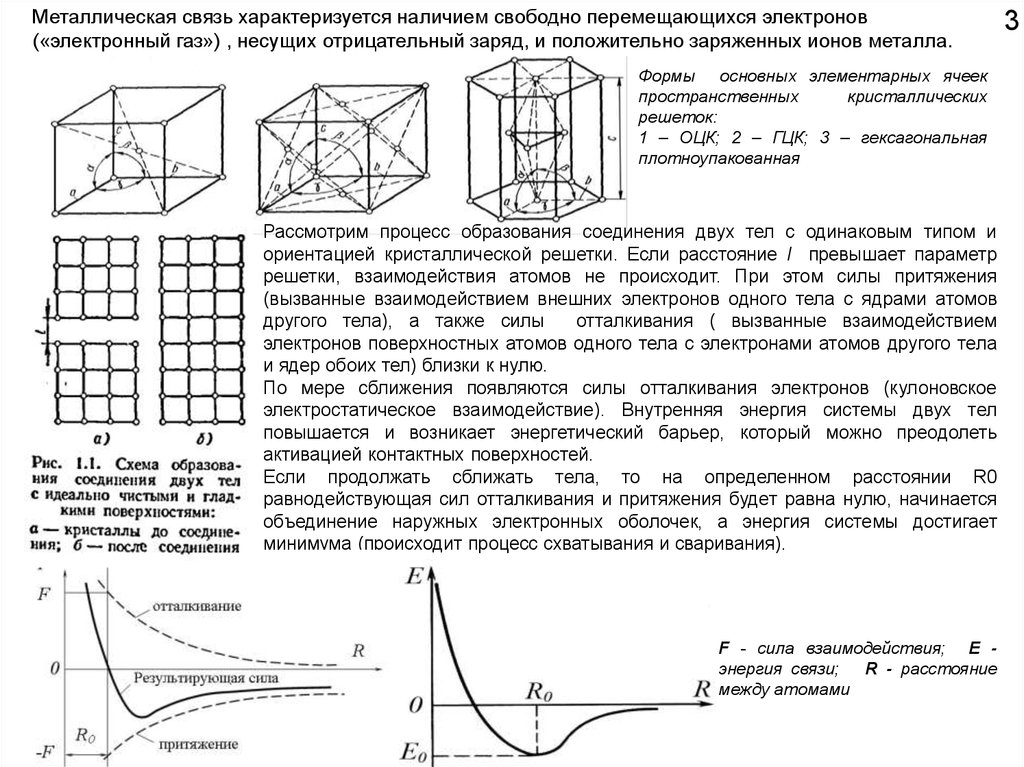
Металлическая связь характеризуется наличием свободно перемещающихся электронов(«электронный газ») , несущих отрицательный заряд, и положительно заряженных ионов металла.
Формы основных элементарных ячеек
пространственных
кристаллических
решеток:
1 – ОЦК; 2 – ГЦК; 3 – гексагональная
плотноупакованная
Рассмотрим процесс образования соединения двух тел с одинаковым типом и
ориентацией кристаллической решетки. Если расстояние l превышает параметр
решетки, взаимодействия атомов не происходит. При этом силы притяжения
(вызванные взаимодействием внешних электронов одного тела с ядрами атомов
другого тела), а также силы
отталкивания ( вызванные взаимодействием
электронов поверхностных атомов одного тела с электронами атомов другого тела
и ядер обоих тел) близки к нулю.
По мере сближения появляются силы отталкивания электронов (кулоновское
электростатическое взаимодействие). Внутренняя энергия системы двух тел
повышается и возникает энергетический барьер, который можно преодолеть
активацией контактных поверхностей.
Если продолжать сближать тела, то на определенном расстоянии R0
равнодействующая сил отталкивания и притяжения будет равна нулю, начинается
объединение наружных электронных оболочек, а энергия системы достигает
минимума (происходит процесс схватывания и сваривания).
F - cила взаимодействия; E энергия связи;
R - расстояние
между атомами
3
4.
Структура поверхности металлов4
В момент образования (например при разрыве или Схема строения реальной поверхности металла
сколе) поверхность металла является идеально чистой
– ювенильной. Но мгновенно над поверхностью
металла образуется электронное облако, которое
активирует молекулы кислорода в окружающей
атмосфере. Это приводит к образованию оксидной
пленки.
Толщина оптически прозрачной оксидной пленки не
превышает 3е-8 м (даже самое мелкое зерно металла в
7 раз превышает
толщину оксидного слоя).
Значительно увеличить толщину оксидной пленки
может нагрев (на поверхности появляются цвета
побежалости).
А – глубинные слои металла; Б – металлооксидная
эвтектика внешнего кристаллического слоя; В –
адсорбционные наслоения по оксидному слою; MeO
- оксидный слой
5.
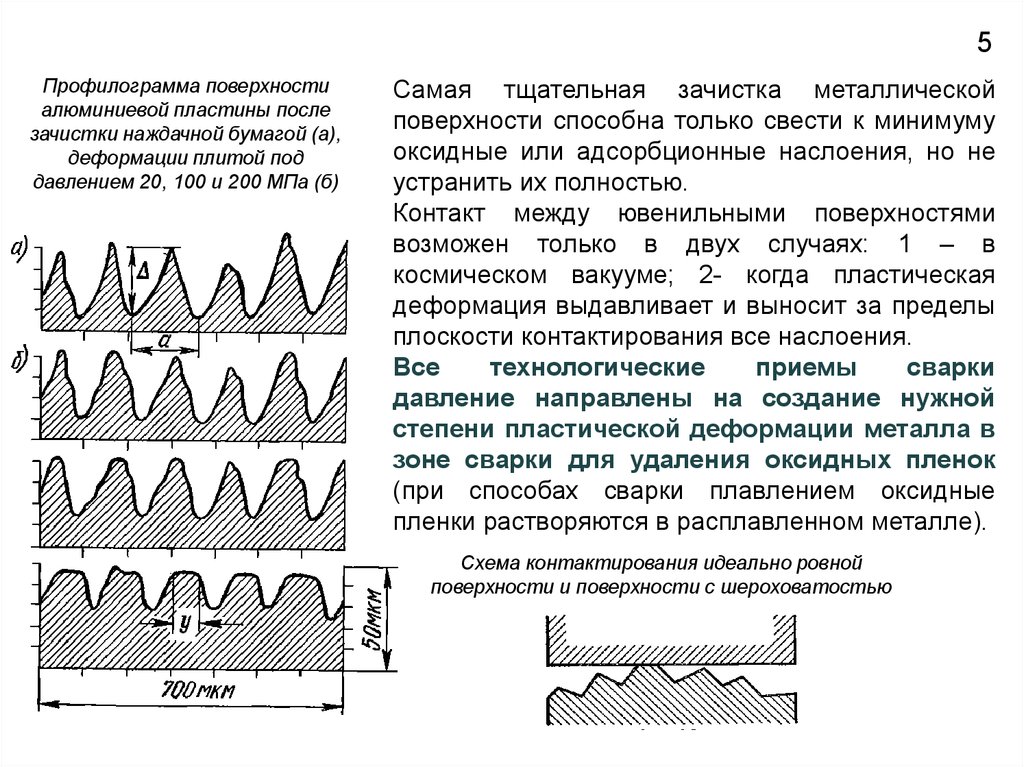
5Профилограмма поверхности
алюминиевой пластины после
зачистки наждачной бумагой (а),
деформации плитой под
давлением 20, 100 и 200 МПа (б)
Самая тщательная зачистка металлической
поверхности способна только свести к минимуму
оксидные или адсорбционные наслоения, но не
устранить их полностью.
Контакт между ювенильными поверхностями
возможен только в двух случаях: 1 – в
космическом вакууме; 2- когда пластическая
деформация выдавливает и выносит за пределы
плоскости контактирования все наслоения.
Все
технологические
приемы
сварки
давление направлены на создание нужной
степени пластической деформации металла в
зоне сварки для удаления оксидных пленок
(при способах сварки плавлением оксидные
пленки растворяются в расплавленном металле).
Схема контактирования идеально ровной
поверхности и поверхности с шероховатостью
6.
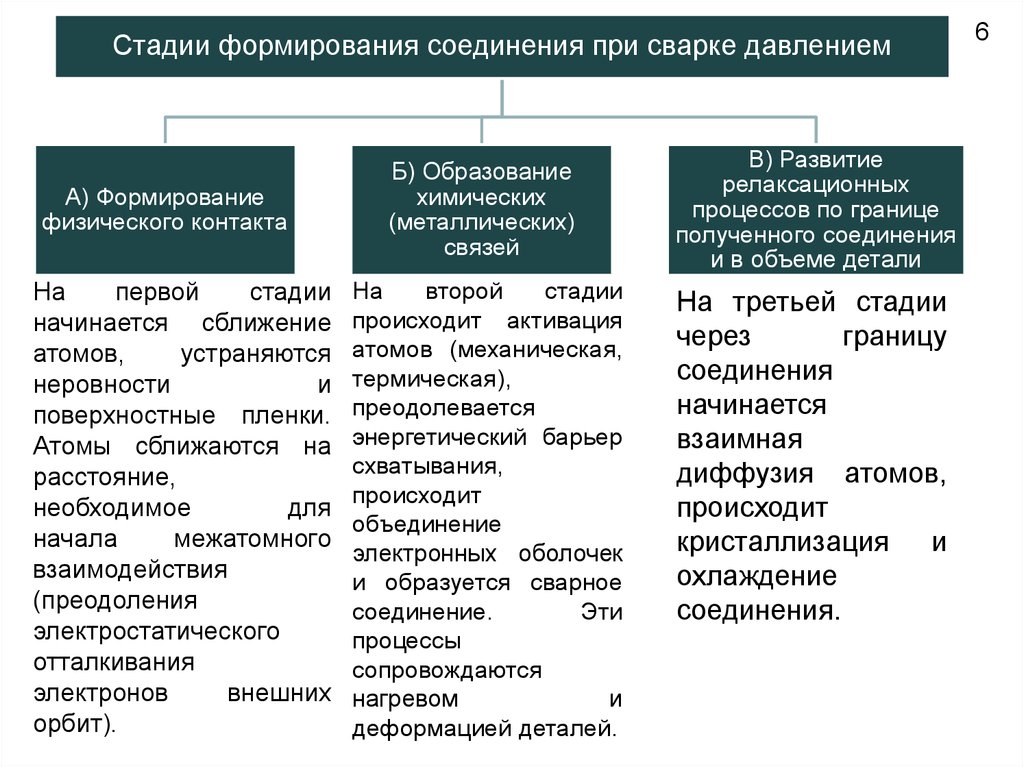
Стадии формирования соединения при сварке давлениемА) Формирование
физического контакта
На
первой
стадии
начинается сближение
атомов,
устраняются
неровности
и
поверхностные пленки.
Атомы сближаются на
расстояние,
необходимое
для
начала
межатомного
взаимодействия
(преодоления
электростатического
отталкивания
электронов
внешних
орбит).
Б) Образование
химических
(металлических)
связей
На
второй
стадии
происходит активация
атомов (механическая,
термическая),
преодолевается
энергетический барьер
схватывания,
происходит
объединение
электронных оболочек
и образуется сварное
соединение.
Эти
процессы
сопровождаются
нагревом
и
деформацией деталей.
В) Развитие
релаксационных
процессов по границе
полученного соединения
и в объеме детали
На третьей стадии
через
границу
соединения
начинается
взаимная
диффузия атомов,
происходит
кристаллизация и
охлаждение
соединения.
6
7.
78.
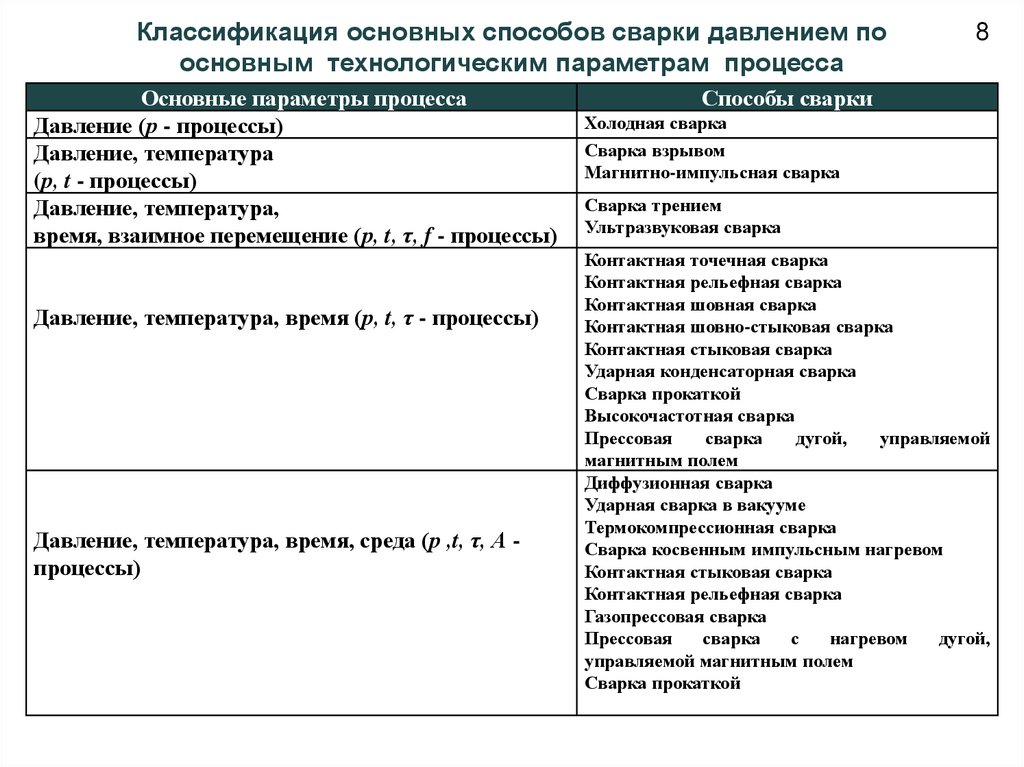
Классификация основных способов сварки давлением поосновным технологическим параметрам процесса
Основные параметры процесса
Давление (р - процессы)
Давление, температура
(р, t - процессы)
Давление, температура,
время, взаимное перемещение (р, t, τ, f - процессы)
Давление, температура, время (р, t, τ - процессы)
Давление, температура, время, среда (р ,t, τ, А процессы)
8
Способы сварки
Холодная сварка
Сварка взрывом
Магнитно-импульсная сварка
Сварка трением
Ультразвуковая сварка
Контактная точечная сварка
Контактная рельефная сварка
Контактная шовная сварка
Контактная шовно-стыковая сварка
Контактная стыковая сварка
Ударная конденсаторная сварка
Сварка прокаткой
Высокочастотная сварка
Прессовая
сварка
дугой,
управляемой
магнитным полем
Диффузионная сварка
Ударная сварка в вакууме
Термокомпрессионная сварка
Сварка косвенным импульсным нагревом
Контактная стыковая сварка
Контактная рельефная сварка
Газопрессовая сварка
Прессовая
сварка
с
нагревом
дугой,
управляемой магнитным полем
Сварка прокаткой
9.
Схемы процессов контактной сваркиа)
б)
в)
Контактная сварка:
а - точечная; б – рельефная; в – шовная; г –
стыковая
9
10.
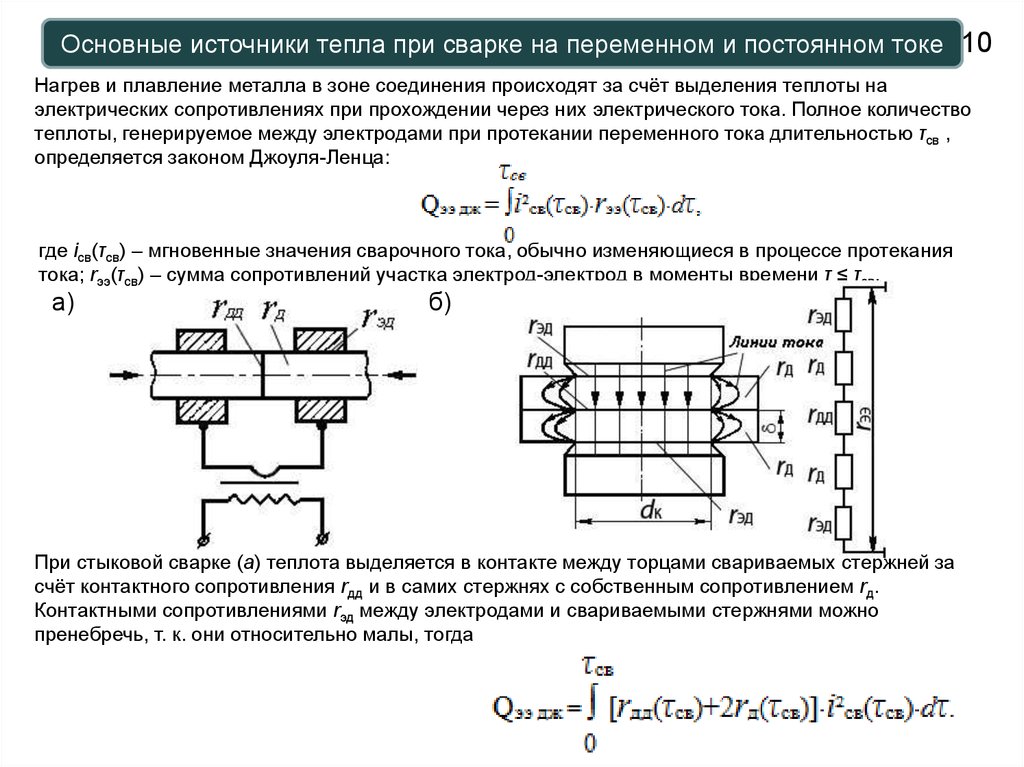
Основные источники тепла при сварке на переменном и постоянном токе 10Нагрев и плавление металла в зоне соединения происходят за счёт выделения теплоты на
электрических сопротивлениях при прохождении через них электрического тока. Полное количество
теплоты, генерируемое между электродами при протекании переменного тока длительностью τсв ,
определяется законом Джоуля-Ленца:
где iсв(τсв) – мгновенные значения сварочного тока, обычно изменяющиеся в процессе протекания
тока; rээ(τсв) – сумма сопротивлений участка электрод-электрод в моменты времени τ ≤ τсв.
а)
б)
При стыковой сварке (а) теплота выделяется в контакте между торцами свариваемых стержней за
счёт контактного сопротивления rдд и в самих стержнях с собственным сопротивлением rд.
Контактными сопротивлениями rэд между электродами и свариваемыми стержнями можно
пренебречь, т. к. они относительно малы, тогда
11.
Основные источники тепла при сварке на переменном и постоянном токе 11Явлением Пельтье называется выделение или поглощение (в зависимости от
направления тока) теплоты, избыточной над джоулевой, которое происходит в контакте
разнородных проводников или полупроводников при прохождении ПОСТОЯННОГО
тока. Теплота Пельтье определяется по формуле
Qп = ± kп Icв τсв,
где kп – коэффициент Пельтье (Дж/Кл); Icв – величина постоянного сварочного тока; τсв –
время протекания сварочного тока.
Явлением Томсона называется выделение или поглощение теплоты, избыточной над
джоулевой, при прохождении постоянного тока по неравномерно нагретому проводнику
или полупроводнику. Теплота Томсона определяется по формуле
Qт = ± kт (t2 - t1) Icв τсв,
где kт – коэффициент Томсона (В/К); ( t2 - t1 ) – разница температур.
Перечисленные явления, особенно явление Пельтье, при точечной сварке обычно
вызывают смещение литого ядра в одну из свариваемых деталей. Для смещения литого
ядра в зону контакта деталь–деталь необходимо предпринимать меры, направленные
на снижение степени охлаждения детали, в которой литое ядро отсутствует.
12.
Электрическое сопротивление зоны нагрева.12
Под контактными сопротивлениями при различных способах контактной сварки понимают
сопротивления, сосредоточенные в узкой области контактов деталь–деталь rдд и электрод–деталь rэд.
rдд = ∆U дд / I.
Модель волнистой и шероховатой
поверхности
Влияние состояния поверхности на сопротивление rДД и rЭД
очень велико. В таблице приведены результаты измерений
контактных сопротивлений двух различно обработанных пластин
из низкоуглеродистой стали толщиной 3 мм, сжатых электродами
с усилием 2000 Н (диаметр контактной поверхности электродов 10
мм). Контактное сопротивление уменьшается при росте усилия
сжатия. Это вызвано увеличением фактической площади контакта
за счёт смятия микровыступов, увеличения их числа, разрушения
поверхностных
пленок
и
удаления
неэлектропроводных
поверхностных образований.
Значение контактных сопротивлений двух пластин
с различным состоянием поверхностей
Состояние поверхностей пластин
Обработанные наждачным кругом
Травленные
Обработанные резцом
С наличием окалины
С наличием ржавчины и окалины
Величина контактного
сопротивления
rдд ,
мкОм
100
300
1 200
80 000
300 000
13.
Электрическое сопротивление зоны нагрева.13
При стыковой сварке на постоянном токе сопротивление каждой выступающей из зажимов детали
rд = ρт ℓ0 / S,
где ρт – удельное электрическое сопротивление при температуре t; ℓ0 – установочная длина; S –
площадь сечения.
При протекании переменного тока сопротивление той же детали возрастает:
rд = Кп ρт ℓ0 / S,
где Кп – коэффициент поверхностного эффекта. Кп заметно растет до достижения температуры
ферромагнитного превращения при стыковой сварке деталей из углеродистых сталей диаметром
более 25 мм
Удельное электрическое сопротивление при сварке растет с повышением его температуры:
ρт = ρо (1+ αt),
где t – температура нагрева; ρо – удельное электрическое сопротивление при температуре 0 С; α –
температурный коэффициент сопротивления.
У низкоуглеродистой стали при нагреве до 800 С ρт повышается в 10 раз, меди – в 4,4 раза, титана –
в 3 раза, никеля – в 6,5 раза.
14.
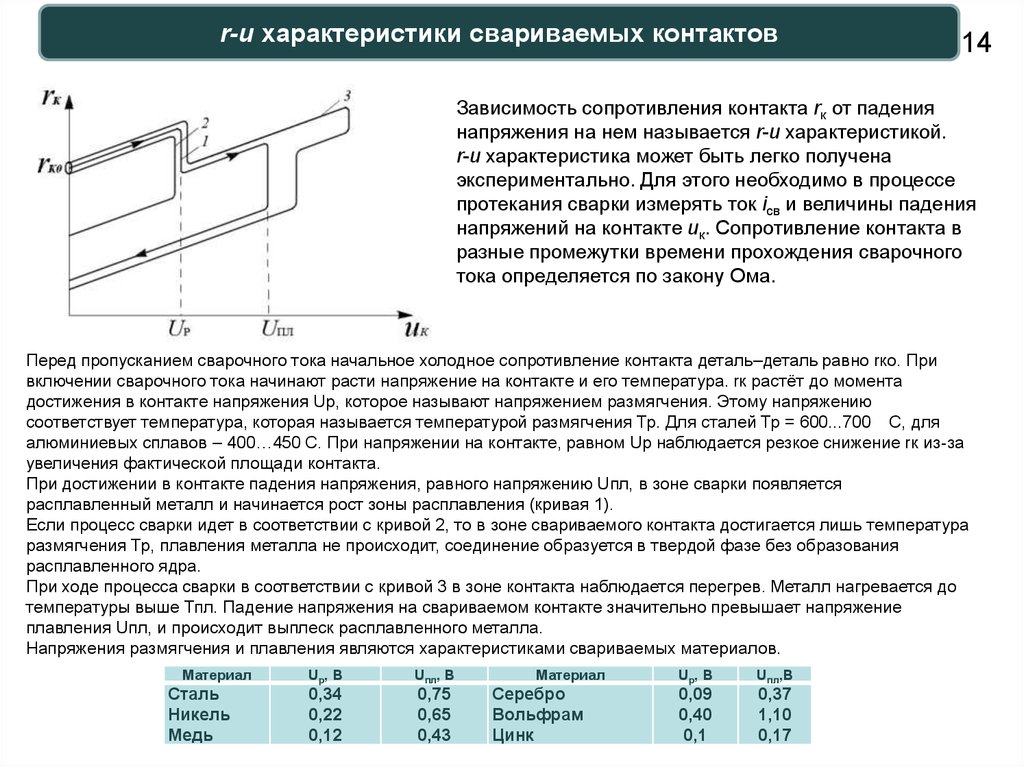
r-u характеристики свариваемых контактов14
Зависимость сопротивления контакта rк от падения
напряжения на нем называется r-u характеристикой.
r-u характеристика может быть легко получена
экспериментально. Для этого необходимо в процессе
протекания сварки измерять ток iсв и величины падения
напряжений на контакте uк. Сопротивление контакта в
разные промежутки времени прохождения сварочного
тока определяется по закону Ома.
Перед пропусканием сварочного тока начальное холодное сопротивление контакта деталь–деталь равно rко. При
включении сварочного тока начинают расти напряжение на контакте и его температура. rк растёт до момента
достижения в контакте напряжения Uр, которое называют напряжением размягчения. Этому напряжению
соответствует температура, которая называется температурой размягчения Тр. Для сталей Тр = 600...700 С, для
алюминиевых сплавов – 400…450 С. При напряжении на контакте, равном Up наблюдается резкое снижение rк из-за
увеличения фактической площади контакта.
При достижении в контакте падения напряжения, равного напряжению Uпл, в зоне сварки появляется
расплавленный металл и начинается рост зоны расплавления (кривая 1).
Если процесс сварки идет в соответствии с кривой 2, то в зоне свариваемого контакта достигается лишь температура
размягчения Тр, плавления металла не происходит, соединение образуется в твердой фазе без образования
расплавленного ядра.
При ходе процесса сварки в соответствии с кривой 3 в зоне контакта наблюдается перегрев. Металл нагревается до
температуры выше Тпл. Падение напряжения на свариваемом контакте значительно превышает напряжение
плавления Uпл, и происходит выплеск расплавленного металла.
Напряжения размягчения и плавления являются характеристиками свариваемых материалов.
Материал
Сталь
Никель
Медь
U p, В
Uпл, В
0,34
0,22
0,12
0,75
0,65
0,43
Материал
Серебро
Вольфрам
Цинк
Up, В
Uпл,В
0,09
0,40
0,1
0,37
1,10
0,17
15.
Особенности электрических и температурных полей, объемнойпластической деформации
При контактной сварке в зоне соединения протекают сложные взаимосвязанные процессы,
основными из них являются:
- протекание электрического тока через зону сварки;
- нагрев деталей и электродов в результате прохождения тока;
- плавление и кристаллизация металла зоны сварки;
- неизотермическое деформирование нагретого металла.
15
16.
Особенности электрических и температурных полей, объемнойпластической деформации
Распределение температуры при точечной сварке: а - в момент
выключения тока; б - через 0,3 с после выключения тока
16
17.
Особенности электрических и температурных полей, объемнойпластической деформации
17
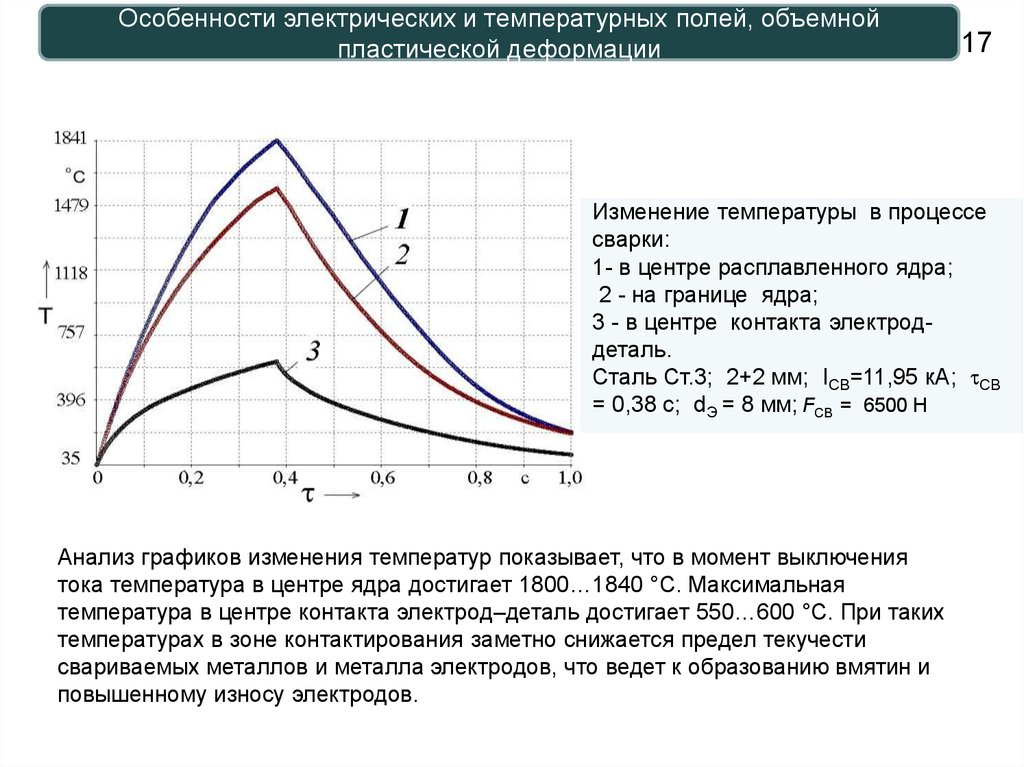
Изменение температуры в процессе
сварки:
1- в центре расплавленного ядра;
2 - на границе ядра;
3 - в центре контакта электроддеталь.
Сталь Ст.3; 2+2 мм; IСВ=11,95 кА; СВ
= 0,38 с; dЭ = 8 мм; FСВ = 6500 Н
Анализ графиков изменения температур показывает, что в момент выключения
тока температура в центре ядра достигает 1800…1840 °С. Максимальная
температура в центре контакта электрод–деталь достигает 550…600 °С. При таких
температурах в зоне контактирования заметно снижается предел текучести
свариваемых металлов и металла электродов, что ведет к образованию вмятин и
повышенному износу электродов.
18.
Особенности электрических и температурных полей, объемнойпластической деформации
18
В зависимости от роли процессов тепловыделения и теплоотвода различают ЖЕСТКИЕ и МЯГКИЕ
режимы сварки.
Жесткий режим характеризуется кратковременным мощным импульсом тока, когда СВ < 0,02δ при
сварке деталей толщиной δ = (1…4) мм. Температурное поле в этом случае определяется
преимущественно тепловыделением: изотерма температуры ликвидуса имеет при этом в сечении
форму, близкую к прямоугольнику (а), углы которого вытянуты в сторону областей с повышенной
плотностью тока (к периферии контактов). При жестких режимах Q2 + Q3 < 20 % QЭЭ и увеличивается
склонность к образованию начальных выплесков. Для их предотвращения повышают сварочное
усилие.
Мягкие режимы характеризуются значительной длительностью протекания сварочного тока ( СВ >
0,1δ). При этом происходит значительный теплообмен внутри деталей и с электродами (Q2 + Q3 > 80 %
QЭЭ). Изотерма температуры ликвидуса имеет в сечении форму овала или эллипса (б). Скорость
нагрева и охлаждения, а также величина Fсв меньше, чем при использовании жестких режимов.
а)
б)
Форма ядра при сварке на жестких (а) и мягких (б) режимах (заштрихованы
области наибольших плотностей тока)
19.
СПАСИБО ЗА ВНИМАНИЕКАКИЕ БУДУТ ВОПРОСЫ?