












 Механика
МеханикаПохожие презентации:


")

")

")

")
")
Взаємозамінність різьбових з’єднань. (Лекція 6)
1.
МЕТОДЫ, ОБЕСПЕЧИВАЮЩИЕ ТОЧНОСТЬЗАМЫКАЮЩЕГО ЗВЕНА.
ВЗАЕМОЗАМЕНЯЕМОСТЬ, МЕТОДЫ И
СРЕДСТВА КОНТРОЛЯ ШПОНОЧНЫХ И
ШЛИЦЕВЫХ СОЕДИНЕНИЙ
2.
ЛЕКЦІЯ 6ВЗАЄМОЗАМІННІСТЬ РІЗЬБОВИХ
З’ЄДНАНЬ
3.
6.1 Основні розміри різьбового з’єднання.6.2 Ступені точності різьб.
6.3 Посадки з зазором.
6.4 Перехідні посадки.
6.5 Посадки з натягом.
6.6 Методи і засоби контролю різьб.
4.
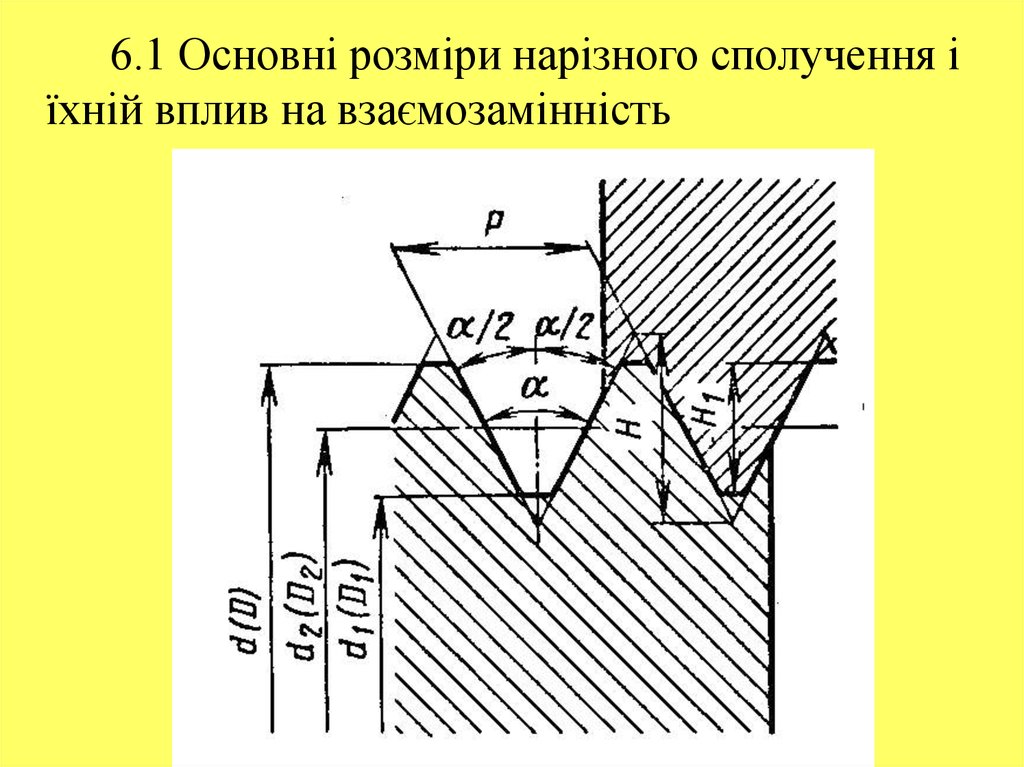
6.1 Основні розміри нарізного сполучення іїхній вплив на взаємозамінність
5.
Зовнішній діаметр d(D) – діаметр уявлюваногоциліндра,
описаного
відносно
до
вершин
зовнішньої різьби або западинам внутрішньої
різьби.
Внутрішній діаметр різьби d1(D1) – діаметр
уявлюваного циліндра, уписаного відносно до
западин зовнішньої або вершинам внутрішньої
різьби.
6.
Середній діаметр різьби d2 (D2) – діаметруявлюваного співвісного з різьбою циліндра, що
утворить який перетинає профіль різьблення в
крапках, де ширина канавки дорівнює половині
номінального її кроку.
Висота H – висота вихідного трикутника,
отриманого продовженням бічних сторін профілю
до їхнього перетинання.
7.
Робоча висота профілю H1 – висота зіткненнясторін
профілю
зовнішнього
і
внутрішнього
різьблень у напрямку, перпендикулярному до осі
різьблення.
Крок різьблення Р – відстань між сусідніми
однойменними сторонами профілю, обмірювана в
напрямку, рівнобіжному осі різьблення на відстані
від цієї осі, рівній половині середнього діаметра.
8.
Кут профілю різьблення α – кут між бічнимисторонами профілю в осьовій площині.
Кут підйому різьблення ψ – кут, утворений
дотичної до гвинтової лінії в крапці, що лежить на
середньому діаметрі різьблення, і площиною,
перпендикулярної до осі різьблення. Кут підйому:
tg
P
d2
9.
6.2 Ступені точності різьбленьДопуск середнього діаметра визначають у
залежності від прийнятого ступеня точності
різьблення відповідно до ГОСТ 16093-81.
У залежності від довжини згвинчування
нарізні сполучення поділяють на три групи: S –
мала довжина згвинчування; N – нормальна; L –
велика.
При великій довжині згвинчування
допуск рекомендується збільшувати, а при малої –
зменшувати на один ступінь точності.
10.
6.3 Посадки з зазоромДля зовнішнього різьблення встановлено п'ять
відхилив (h, f, g, e, d), для внутрішньої – чотири (H,
G, F, E), що дозволяють одержувати посадки з
гарантованим зазором.
Різьбові з’єднання з великими гарантованими
зазорами по діаметрах застосовують, коли з'єднання
працює при високій температурі, для компенсації
температурних деформацій; коли необхідна швидка
і легка згвинчиваємость деталей навіть при
наявності невеликого забруднення або ушкодження
різьблення; коли потрібно підвищена циклічна
міцність нарізних сполучень; коли на різьбові деталі
наносять антикорозійні покриття.
11.
Позначення поля допуску різьби складається зцифри, що показує ступінь точності, і букви, що
позначає основний відхил і ставлять після розміру.
Наприклад, болт М12 –8g; гайка М12 – 7Н; болт
М12*1,5 – 6g.
Посадки різьбових з’єднаннь позначають
дробом, у чисельники якої вказують поле допуску
гайки, а в знаменнику – поле допуску болта:
М12*1,5 – 7Н/8g.
Якщо довжина згвинчування відрізняється від
нормальної, то її вказують у позначенні після поля
допуску, М12 – 7g/6g – 30.
12.
6.4 Перехідні посадкиПерехідні посадки
нарізних сполучень за
ГОСТ 24834-81 застосовують у тих випадках, коли
в
процесі
роботи
необхідно
забезпечити
нерухомість з'єднання, але створення великого
натягу може привести до руйнування деталей
(тонкостінні деталі або вібрація).
13.
Довжини згвинчування різьбових з’єднань зперехідними посадками повинні відповідати
застосовуваним
матеріалам
деталей
із
внутрішніми різьбами і бути в межах: для сталі
1...1,25d, для чавуна 1,25...1,5d, для алюмінієвих
і магнієвих сплавів 1,5...2,0d.
14.
6.5 Посадки з натягомПосадки з натягом для різьбових з’єднань
застосовують у тих випадках коли необхідно
усунути можливість самовідгвинчування тільки
за рахунок натягу без застосування додаткових
елементів заклинювання. Посадки з натягом,
установлені ГОСТ 4608-81, призначені для
зовнішніх різьб деталей зі сталі, що з'єднуються
з внутрішніми різьбами деталей зі сталі,
високоміцних і титанових сплавів, чавуна,
алюмінієвих і магнієвих сплавів.
15.
6.6 Методи і засоби контролю різьбПараметри
різьб
можна
контролювати
диференційованим і комплексним методами.
Граничні різьбові калібри застосовують при
комплексному методі контролю різьб.
16.
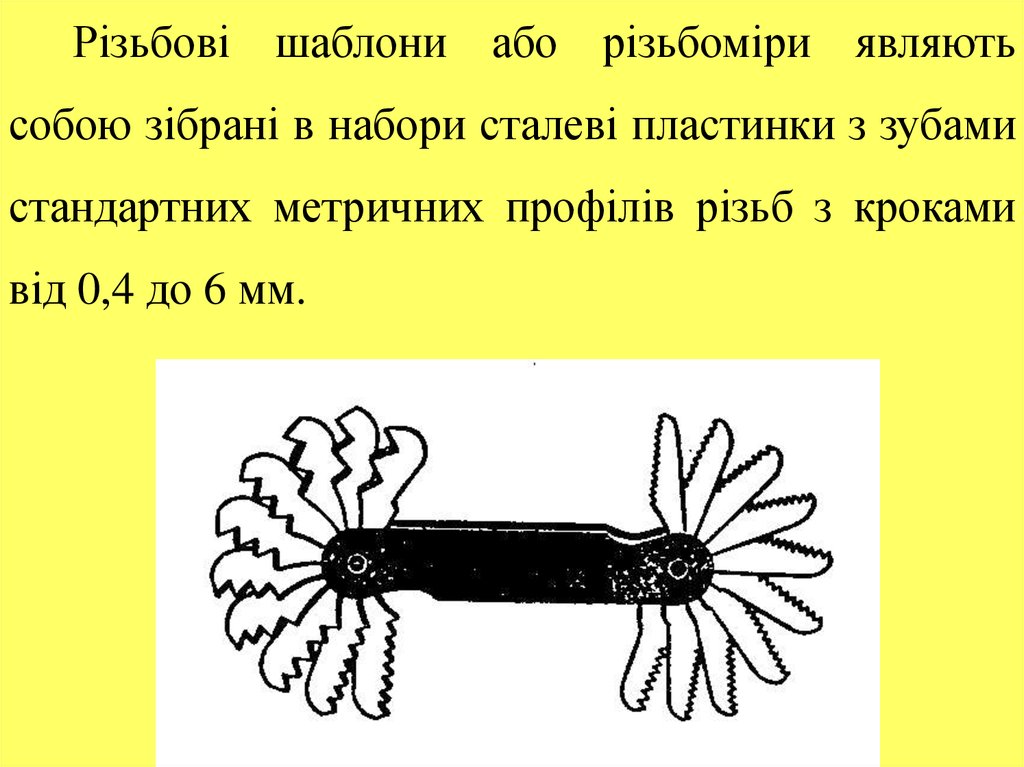
Різьбові шаблони або різьбоміри являютьсобою зібрані в набори сталеві пластинки з зубами
стандартних метричних профілів різьб з кроками
від 0,4 до 6 мм.
17.
Різьбовий мікрометр відрізняється відзвичайного змінними вимірювальними
наконечниками.
18.
Метод трьох дротиків призначений длябільш точного визначення середнього діаметра.
19.
Індикаторнийрізьбомір
можна використовувати для
контролю і сортування різьб
по середньому діаметрі. Для
контролю наскрізних і глухих
внутрішніх різьб діаметром до
16 мм.