







, где в строках указаны интервалы номинальных размеров, в")






 Механика
МеханикаПохожие презентации:

")








Взаимозаменяемость и нормирование точности
1. ВЗАИМОЗАМЕНЯЕМОСТЬ И НОРМИРОВАНИЕ ТОЧНОСТИ
2.
3.
4.
5.
6. Взаимозаменяемость и точность параметров
• На современных машиностроительных заводах детали, как правило,изготавливают независимо друг от друга в одних цехах, а собирают в
сборочные единицы и изделия - в других. Несмотря на это, сборка изделия
осуществляется без подгонки деталей, а полученные в результате сборки
изделия отвечают установленным на них техническим условиям.
• Такая организация производства стала возможной благодаря реализации
принципов взаимозаменяемости
• ВЗАИМОЗАМЕНЯЕМОСТЬ - свойство независимо изготовленных с
заданной точностью деталей обеспечивать возможность сборки в
сборочные единицы, а сборочных единиц в механизмы и машины при
соблюдении предъявляемых к ним технических требований. При этом должна
обеспечиваться нормальная работа механизма.
• Взаимозаменяемость обеспечивает:
гарантированное качество продукции.
упрощение процесса сборки, который сводится к простому соединению деталей.
предпосылки к широкой специализации и кооперированию заводов.
возможность организации поточного производства;
упрощение ремонта, который сводится к простой замене детали или узла.
7.
Взаимозаменяемость бывает:
Полная В - позволяет получить заданные показатели качества без
дополнительных операция в процессе сборки.
Неполная В - в процессе сборки допускаются операции, связанные с
подбором или регулировкой некоторых деталей (селективная сборка предварительная сортировка годных деталей на размерные группы)
Внешняя В – это взаимозаменяемость по выходным данным узла: по его
эксплуатационным показателям и присоединительным размерам (пример –
подшипник D, d).
Внутренняя В - взаимозаменяемость отдельных узлов или механизмов,
входящих в изделие (пример – подшипник – тела качения и кольца).
Функциональная В – вид взаимозаменяемости, при которой возможны не
только сборка и замена при ремонте любых деталей, узлов и механизмов, но и
обеспечение
их
необходимых
эксплуатационных
показателей
и
функциональных параметров.
Для обеспечения взаимозаменяемости необходимо, чтобы процессы
конструирования машин, обработки деталей и сборки их в узлы
осуществлялись в соответствии с определенными правилами и нормами,
которые оформляются в виде документа, называемого стандартом.
Стандарт – нормативно–технический документ (ГОСТ, ОСТ, СТП и др),
устанавливающий комплекс норм, правил и требований к объекту
стандартизации.
8. ТОЧНОСТЬ В МАШИНОСТРОЕНИИ
• Точность в технике – это степень приближения истинного значенияпараметра изделия к его заданному значению.
• Для обеспечения взаимозаменяемости и качества функционирования
изделия необходимо нормировать требование к точности по
геометрическим параметрам, к которым относятся:
1. точность размеров или нормированные допуски; Размер каждого
элемента детали должен находиться в определенных пределах и может
отличаться от заданного не больше, чем на установленную величину.
Нормирование точности размера заключается в указании возможных
отклонений от заданного значения.
2. точность формы и расположения поверхностей; Элементы детали
должны иметь заданную номинальную геометрическую форму
(плоскость, цилиндр, конус, сферу и т. д.) и каждый элемент детали
должен быть расположен относительно других в заданном положении.
3. шероховатость и волнистость поверхностей. Нормировать точность
для шероховатости поверхности – это значит установить допускаемые
значения микронеровностей на рассматриваемых поверхностях.
9. Классификация соединений
• Разнообразные виды соединений деталей машин классифицируютсяна группы: по форме соединяемых поверхностей; по характеру
контакта; по степени свободы взаимного перемещения.
По форме соединения бывают:
• гладкие (цилиндрические и конические);
• резьбовые (цилиндрические и конические);
• зубчатые (цилиндрические, конические, винтовые, червячные);
• шлицевые (прямобочные и эвольвентные);
• плоские или с плоскими стыками (например, шпоночное соединение);
• сферические (например, тела качения в подшипнике).
По характеру контакта соединения бывают: с поверхностным
контактом (гладкие, резьбовые и шлицевые); с линейным контактом
(зубчатое соединение); с точечным контактом (сферическое соединение).
По степени свободы взаимного перемещения соединения бывают:
подвижные; неподвижные неразъемные; неподвижные разъемные.
10. Основные понятия допусков и посадок
Основные понятия удобнее рассматривать на примере гладких соединений.ГОСТ 25346-89 Основные нормы взаимозаменяемости. ЕСДП. Общие
положения, ряды допусков и основных отклонений.
ГОСТ 25347-82 Основные нормы взаимозаменяемости. ЕСДП. Поля допусков
и рекомендуемые посадки (числовые значения)
1. Поверхности деталей бывают сопрягаемые и несопрягаемые.
• Сопрягаемые – это поверхности, по которым детали соединяются в
сборочные единицы, а сборочные единицы в механизмы.
• Несопрягаемые или свободные – это конструктивно необходимые
поверхности, не предназначенные для соединения с поверхностями других
деталей.
2. Все элементы деталей сводятся к 2-м: ВАЛ и ОТВЕРСТИЕ
• Внутренние цилиндрические поверхности, а также внутренние
поверхности с параллельными плоскостями являются охватывающими и
условно называются ОТВЕРСТИЯМИ. Диаметры отверстий обозначают D.
• Наружные поверхности являются охватываемыми и условно называются
ВАЛАМИ, обозначают d.
• Остальные, - которые не относятся ни к валу, ни к отверстию
11.
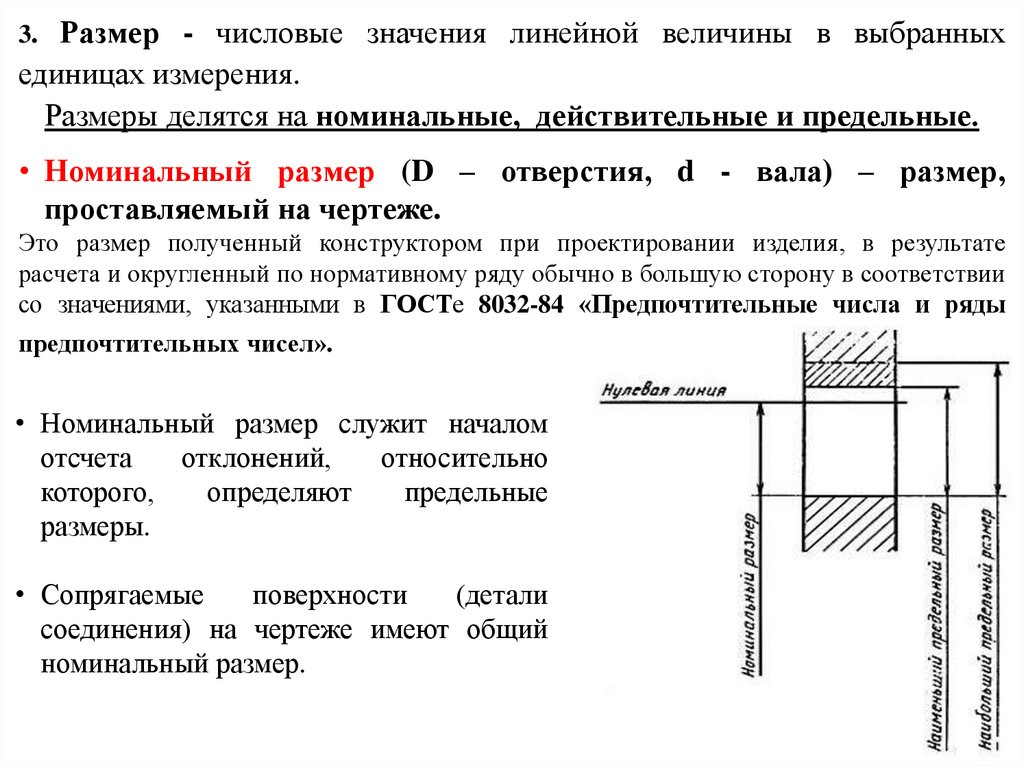
Размер - числовые значения линейной величины в выбранныхединицах измерения.
Размеры делятся на номинальные, действительные и предельные.
3.
• Номинальный размер (D – отверстия, d - вала) – размер,
проставляемый на чертеже.
Это размер полученный конструктором при проектировании изделия, в результате
расчета и округленный по нормативному ряду обычно в большую сторону в соответствии
со значениями, указанными в ГОСТе 8032-84 «Предпочтительные числа и ряды
предпочтительных чисел».
• Номинальный размер служит началом
отсчета
отклонений,
относительно
которого,
определяют
предельные
размеры.
• Сопрягаемые
поверхности
(детали
соединения) на чертеже имеют общий
номинальный размер.
12.
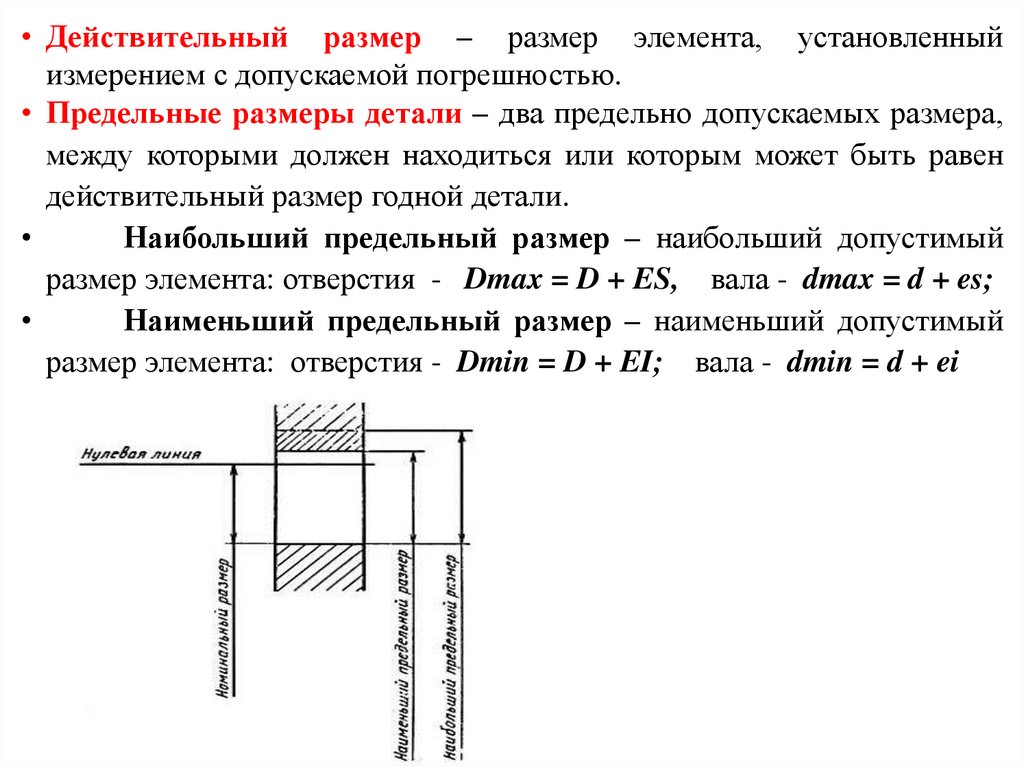
• Действительный размер – размер элемента, установленныйизмерением с допускаемой погрешностью.
• Предельные размеры детали – два предельно допускаемых размера,
между которыми должен находиться или которым может быть равен
действительный размер годной детали.
Наибольший предельный размер – наибольший допустимый
размер элемента: отверстия - Dmax = D + ES, вала - dmax = d + es;
Наименьший предельный размер – наименьший допустимый
размер элемента: отверстия - Dmin = D + EI; вала - dmin = d + ei
13.
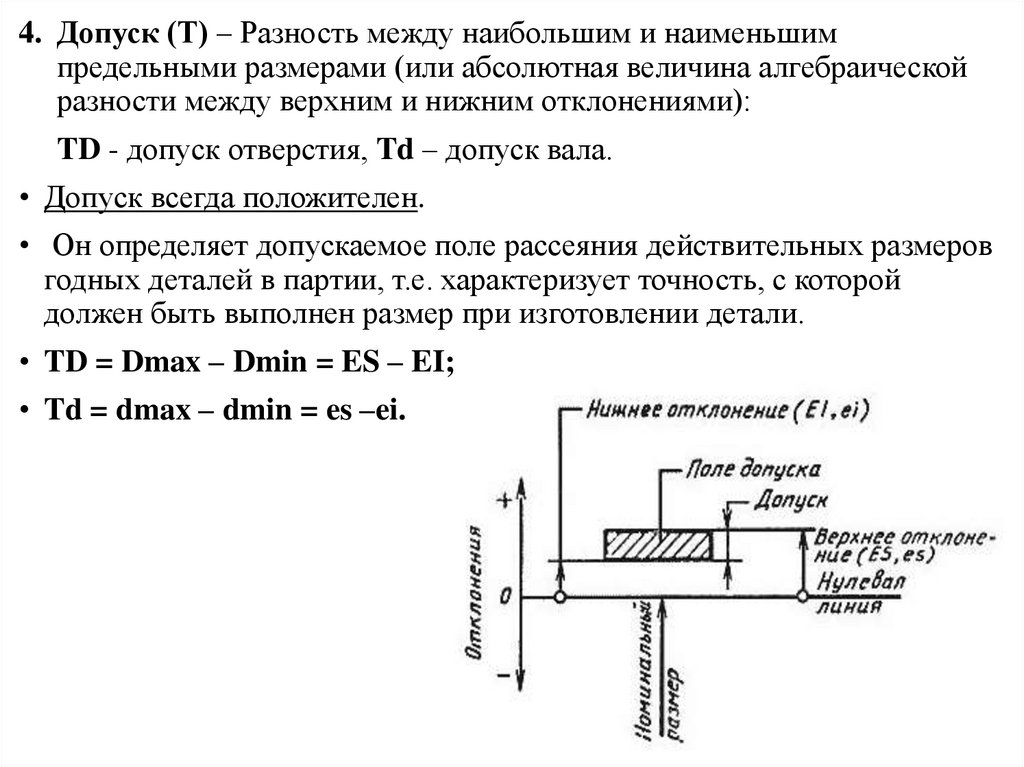
4. Допуск (T) – Разность между наибольшим и наименьшимпредельными размерами (или абсолютная величина алгебраической
разности между верхним и нижним отклонениями):
TD - допуск отверстия, Td – допуск вала.
• Допуск всегда положителен.
• Он определяет допускаемое поле рассеяния действительных размеров
годных деталей в партии, т.е. характеризует точность, с которой
должен быть выполнен размер при изготовлении детали.
• TD = Dmax – Dmin = ES – EI;
• Td = dmax – dmin = es –ei.
14.
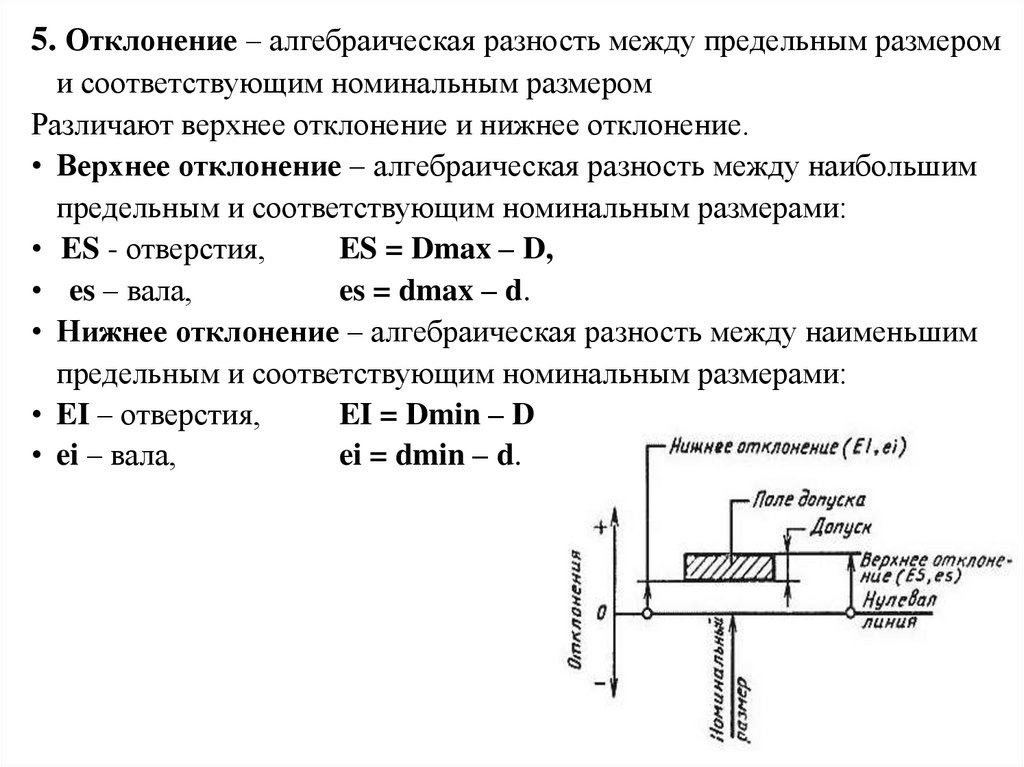
5. Отклонение – алгебраическая разность между предельным размероми соответствующим номинальным размером
Различают верхнее отклонение и нижнее отклонение.
• Верхнее отклонение – алгебраическая разность между наибольшим
предельным и соответствующим номинальным размерами:
• ES - отверстия,
ES = Dmax – D,
• es – вала,
es = dmax – d.
• Нижнее отклонение – алгебраическая разность между наименьшим
предельным и соответствующим номинальным размерами:
• EI – отверстия,
EI = Dmin – D
• ei – вала,
ei = dmin – d.
15. 6. Допуски изображают графически в виде полей допусков. Нулевая линия – линия, соответствующая номинальному размеру, от которой
откладывают отклонения размеров приграфическом изображении допусков и посадок.
Поле допуска – поле, ограниченное верхним и нижним
отклонениями.
Поле допуска определяется значением допуска и его положением
относительно номинального размера (нулевой линии).
16. ПОСАДКИ
• В машинах и механизмах соединения деталей могут быть подвижнымиили неподвижными
• Посадкой называется характер соединения деталей, определяемый
величиной получающихся в нем зазоров или натягов.
Зазором S – называется разность размеров отверстия и вала, если
размер отверстия больше размера вала, S = D – d.
• Натягом N называют разность размеров вала и отверстия до сборки,
N = d – D.
17.
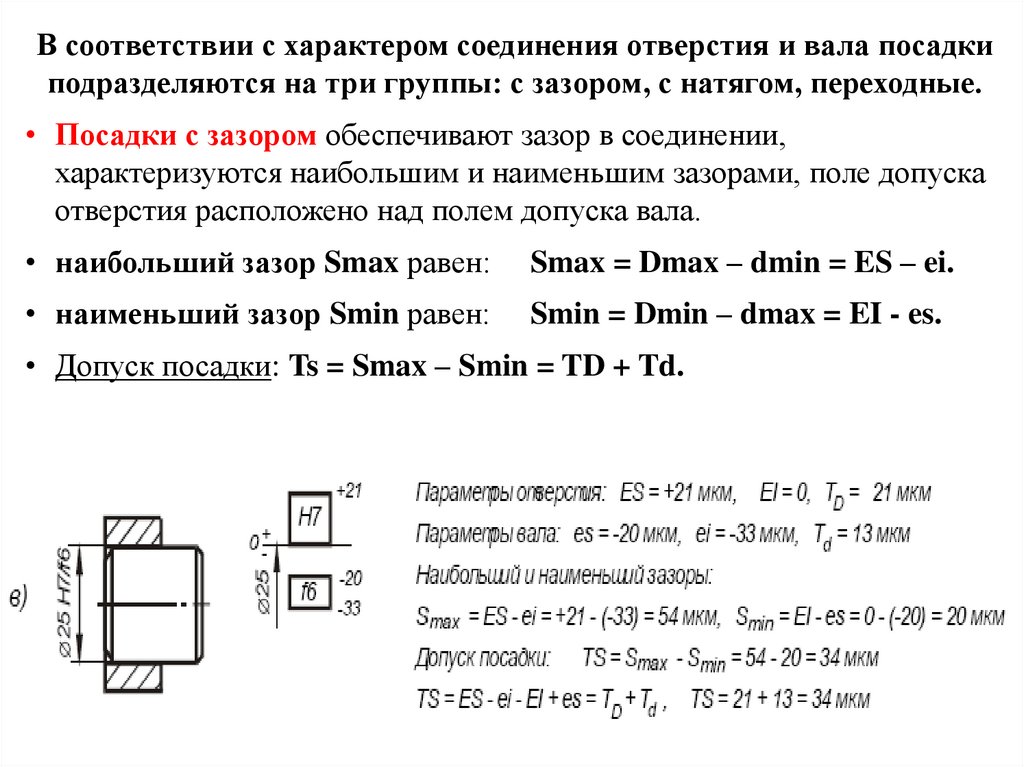
В соответствии с характером соединения отверстия и вала посадкиподразделяются на три группы: с зазором, с натягом, переходные.
• Посадки с зазором обеспечивают зазор в соединении,
характеризуются наибольшим и наименьшим зазорами, поле допуска
отверстия расположено над полем допуска вала.
• наибольший зазор Smax равен:
Smax = Dmax – dmin = ES – ei.
• наименьший зазор Smin равен:
Smin = Dmin – dmax = EI - es.
• Допуск посадки: Ts = Smax – Smin = TD + Td.
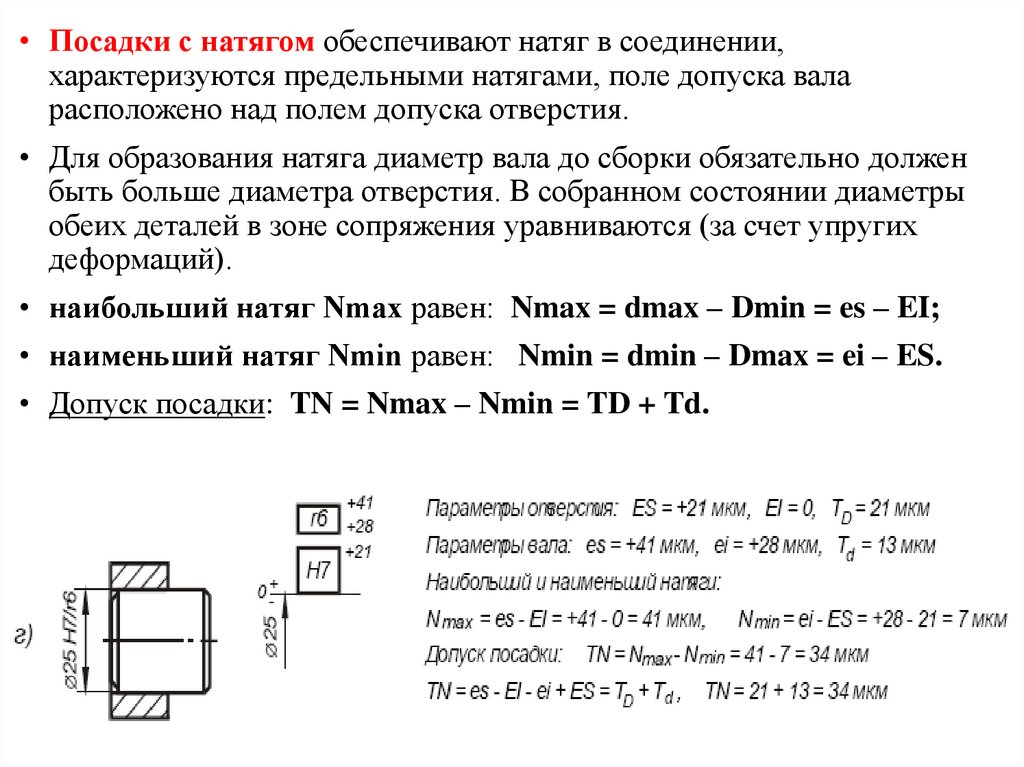
18.
• Посадки с натягом обеспечивают натяг в соединении,характеризуются предельными натягами, поле допуска вала
расположено над полем допуска отверстия.
• Для образования натяга диаметр вала до сборки обязательно должен
быть больше диаметра отверстия. В собранном состоянии диаметры
обеих деталей в зоне сопряжения уравниваются (за счет упругих
деформаций).
• наибольший натяг Nmax равен: Nmax = dmax – Dmin = es – EI;
• наименьший натяг Nmin равен: Nmin = dmin – Dmax = ei – ES.
• Допуск посадки: TN = Nmax – Nmin = TD + Td.
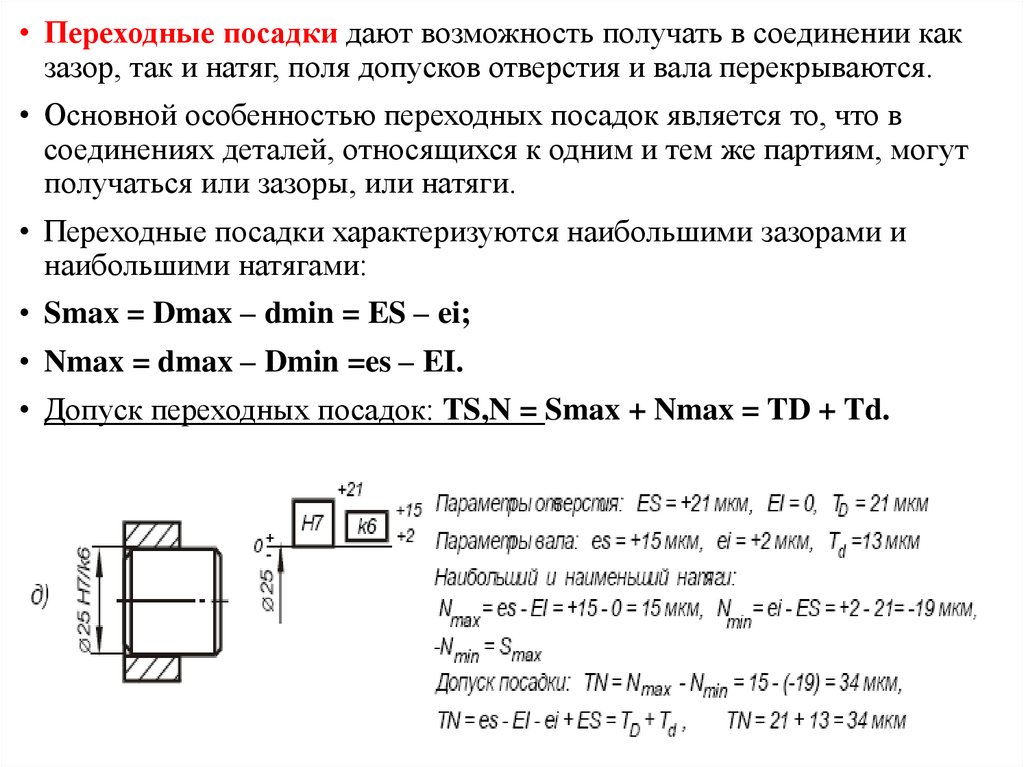
19.
• Переходные посадки дают возможность получать в соединении какзазор, так и натяг, поля допусков отверстия и вала перекрываются.
• Основной особенностью переходных посадок является то, что в
соединениях деталей, относящихся к одним и тем же партиям, могут
получаться или зазоры, или натяги.
• Переходные посадки характеризуются наибольшими зазорами и
наибольшими натягами:
• Smax = Dmax – dmin = ES – ei;
• Nmax = dmax – Dmin =es – EI.
• Допуск переходных посадок: TS,N = Smax + Nmax = TD + Td.
20. ОСНОВНЫЕ ПРИНЦИПЫ ПОСТРОЕНИЯ ЕСДП
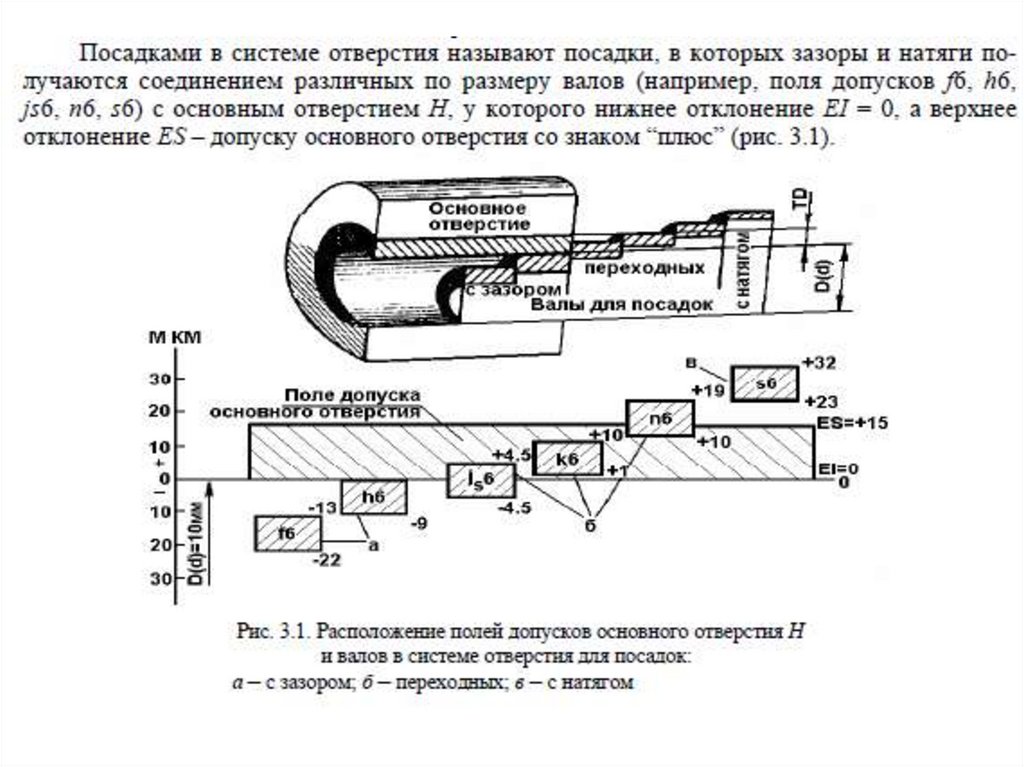
1. Основание системы. Таблицы допусков и посадок составлены в системе отверстия H ив системе вала h.
• Система отверстия – H: предельные размеры отверстия остаются постоянными, а
различные посадки осуществляются за счет изменения предельных размеров валов.
Основной деталью в системе отверстия является отверстие.
• В системе отверстия всегда EI = 0, а ES > 0.
• Система отверстия получила наибольшее распространение, благодаря своим
преимуществам:
1. Требует меньшие запасы по номенклатуре типоразмеров дорогостоящего режущего и
измерительного инструментов для обработки и измерения отверстий;
2. Является экономически выгодной, т. к. отверстия изготовить сложнее;
3. Назначается всегда на размеры шеек валов для установки на вал подшипников качения.
21.
22.
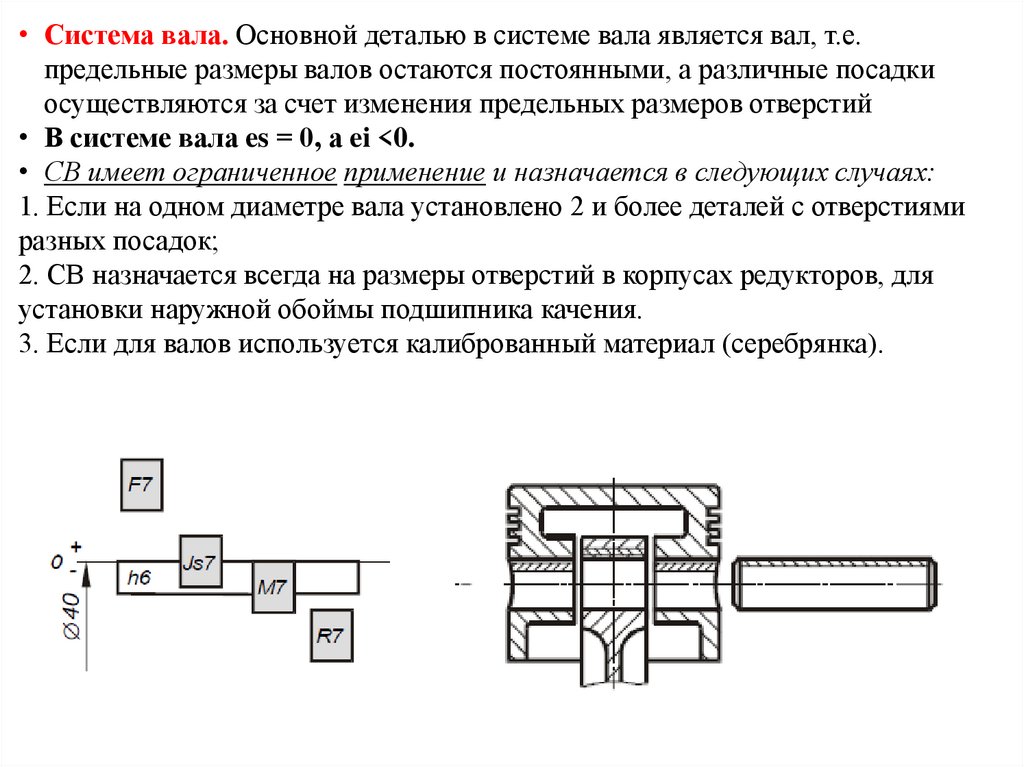
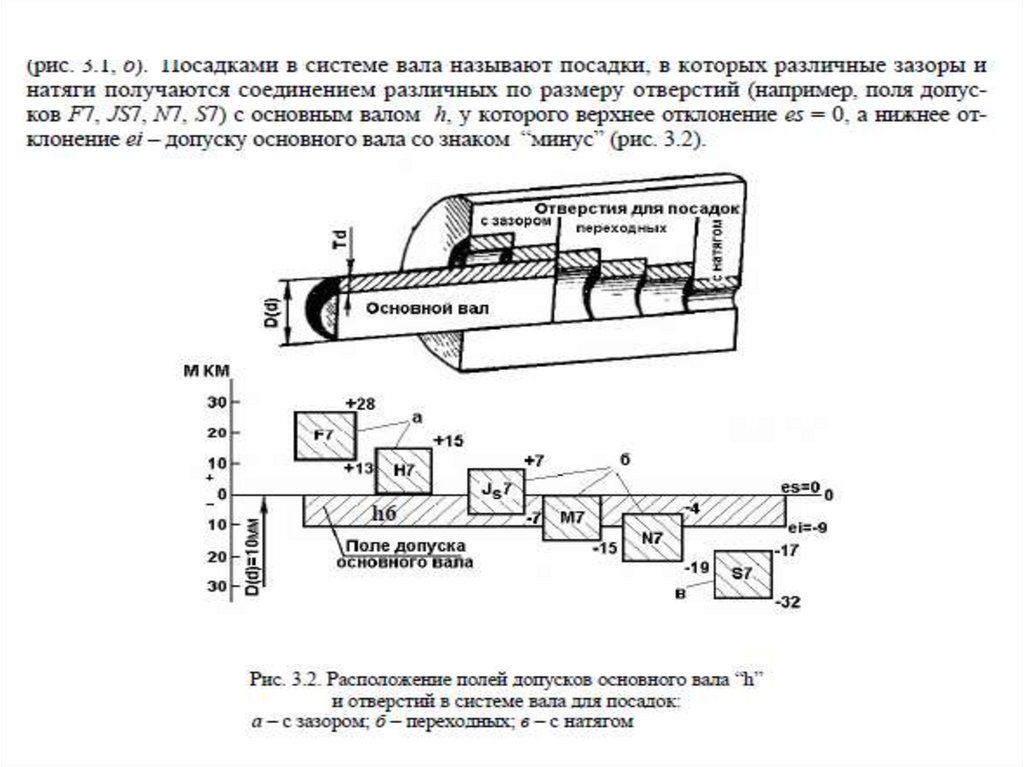
• Система вала. Основной деталью в системе вала является вал, т.е.предельные размеры валов остаются постоянными, а различные посадки
осуществляются за счет изменения предельных размеров отверстий
• В системе вала es = 0, а ei <0.
• СВ имеет ограниченное применение и назначается в следующих случаях:
1. Если на одном диаметре вала установлено 2 и более деталей с отверстиями
разных посадок;
2. СВ назначается всегда на размеры отверстий в корпусах редукторов, для
установки наружной обоймы подшипника качения.
3. Если для валов используется калиброванный материал (серебрянка).
23.
24. 2. Интервалы размеров. ЕСДП оформлена в виде таблиц (ГОСТ 25346-89), где в строках указаны интервалы номинальных размеров, в
колонках – полядопусков и соответствующие им предельные отклонения.
Различают следующие диапазоны размеров:
• малые размеры до 1мм;
• средние размеры св.1 до 500мм;
• повышенные размеры св. 500 до 3150мм;
• большие размеры св.3150 до 10000мм;
• очень большие размеры св.10000 до 40000мм.
Для удобства составления таблиц и пользования ими весь диапазон средних
размеров разбит на 13 основных интервалов:
от 1 до 3мм, св. 3 до 6мм, св. 6 до 10мм, … св.400 до 500мм.
• При пользовании таблицами ЕСДП надо обратить внимание, что последняя
цифра (число) относится к данному интервалу.
25. 3. Единица допуска
• Точность размеров определяется допуском – с уменьшением допуска,точность повышается, и наоборот.
• В качестве единицы точности установлена единица допуска i, с помощью
которой выражена зависимость точности от номинального размера.
• Для размеров до 500 мм единицу допуска вычисляют по формуле в мкм (см),
i 0,45 3 D m 0,001Dm
где
Dm Dmin Dmax
- среднегеометрическое значение из крайних значений каждого интервала
номинальных размеров.
• В таблицах ГОСТа 25346-89 приведены числовые значения допусков
подсчитанных с учетом единицы допуска.
26.
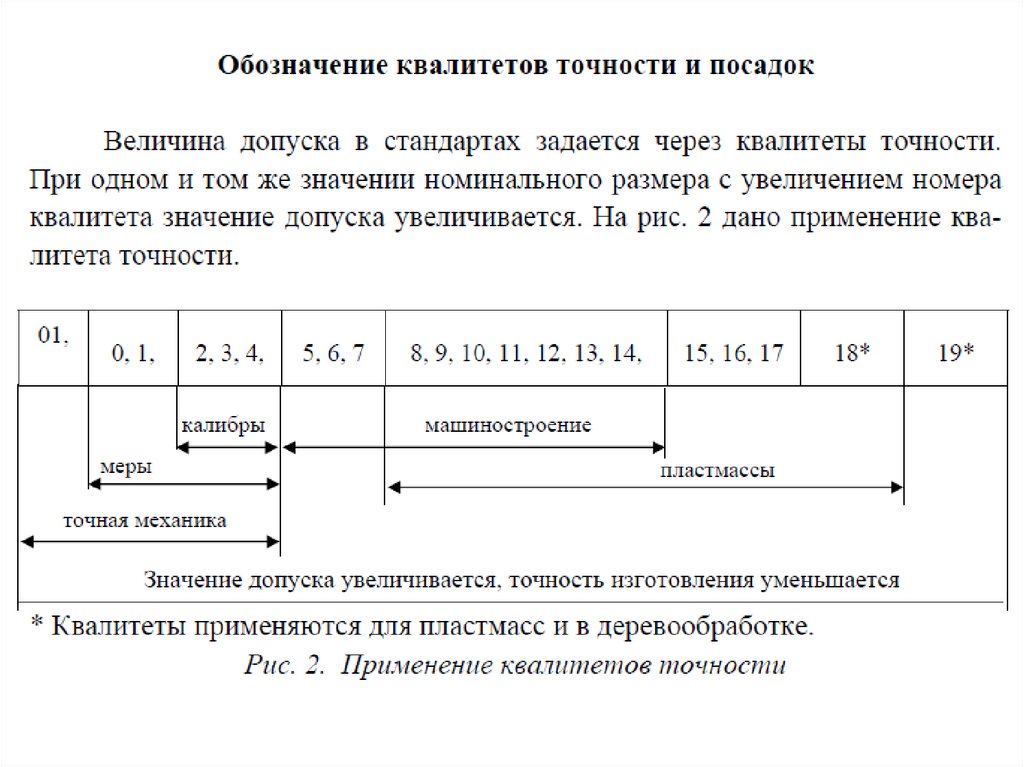
4. Ряды точности / Квалитет – это совокупность допусков,соответствующих одинаковой степени точности для всех номинальных
размеров.
• Величина допуска в стандартах задается через квалитеты
точности.
• При одном и том же значении номинального размера с увеличением
номера квалитета значение допуска увеличивается. В ЕСДП
предусмотрено несколько рядов точности, называемых квалитетами.
Для размеров от 1 до 500 мм установлено 20 квалитетов:
1; 0; 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18.
• Допуски в каждом квалитете ЕСДП обозначаются двумя буквами
латинского алфавита IT c добавлением номера квалитета: IT5, IT10,
где IT – допуск; 5,10 – номер квалитета.
• Допуск для квалитетов устанавливают по формуле: T = ki, где k –
число единиц допуска, в пределах одного квалитета постоянно. На
рис. 2 дано применение квалитета точности.
27.
28. 5. Поля допусков отверстий и валов. Поле допуска образуется сочетанием основного отклонения и квалитета
Для образования посадок в ЕСДП стандартизованы (независимо друг от друга)два параметра, из которых образуются поля допусков:
• Основные отклонения валов и отверстий для определения положения поля
допуска относительно нулевой линии.
• Квалитет – величина допуска.
В качестве ОСНОВНОГО ОТКЛОНЕНИЯ принято отклонение, ближайшее
к нулевой линии.
Основные отклонения обозначаются одной, а в отдельных случаях двумя
буквами латинского алфавита:
прописными (А, В, С...) – для отверстий,
валов.
строчными (а, в, с...) – для
Условное обозначение полей допусков состоит из указания основного
отклонения и номера квалитета:
h7, d8 - валы,
H7,D8 – отверстия.
29. Схема основных отклонений
30. 6. Температурный режим.
• Стандартные допуски и посадки относятся к деталям,размеры которых определены при нормальной температуре
равной 200С.
• Если температура отличается от 200С, то необходимо
определить, в какой мере значение размера при другой
температуре отличается от размера при 200С и внести поправку:
l l (T2 T1( 200 ) )
где l – измеряемый размер;
- коэффициент линейного расширения материала.
Это называется «приведение размера».
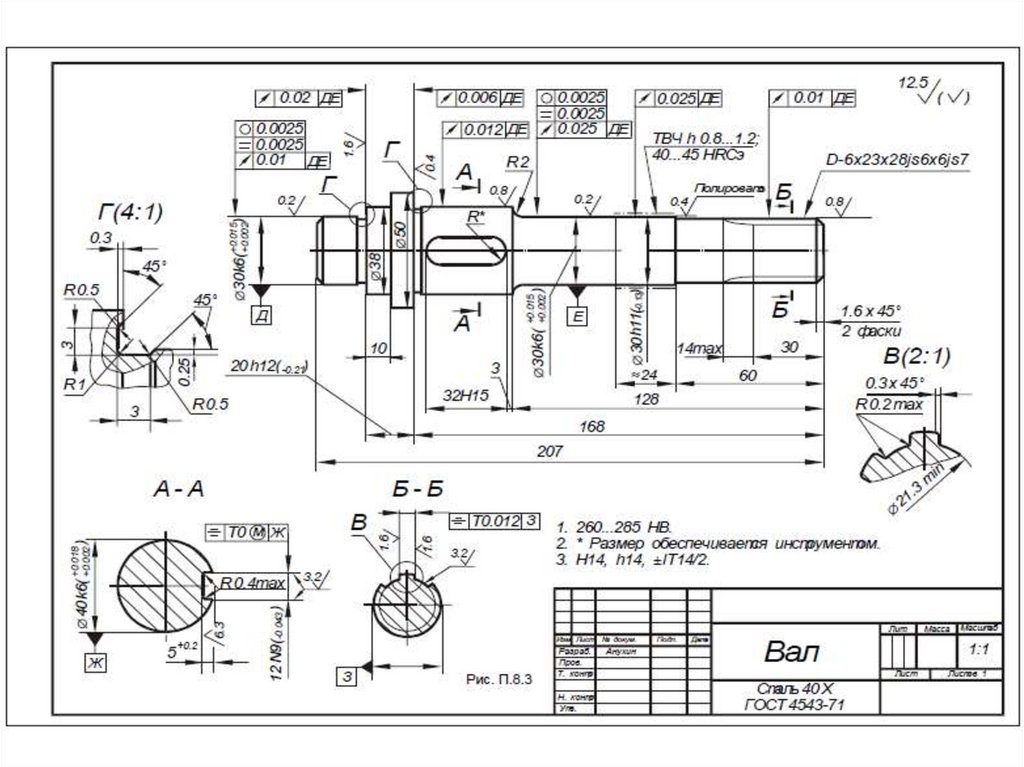
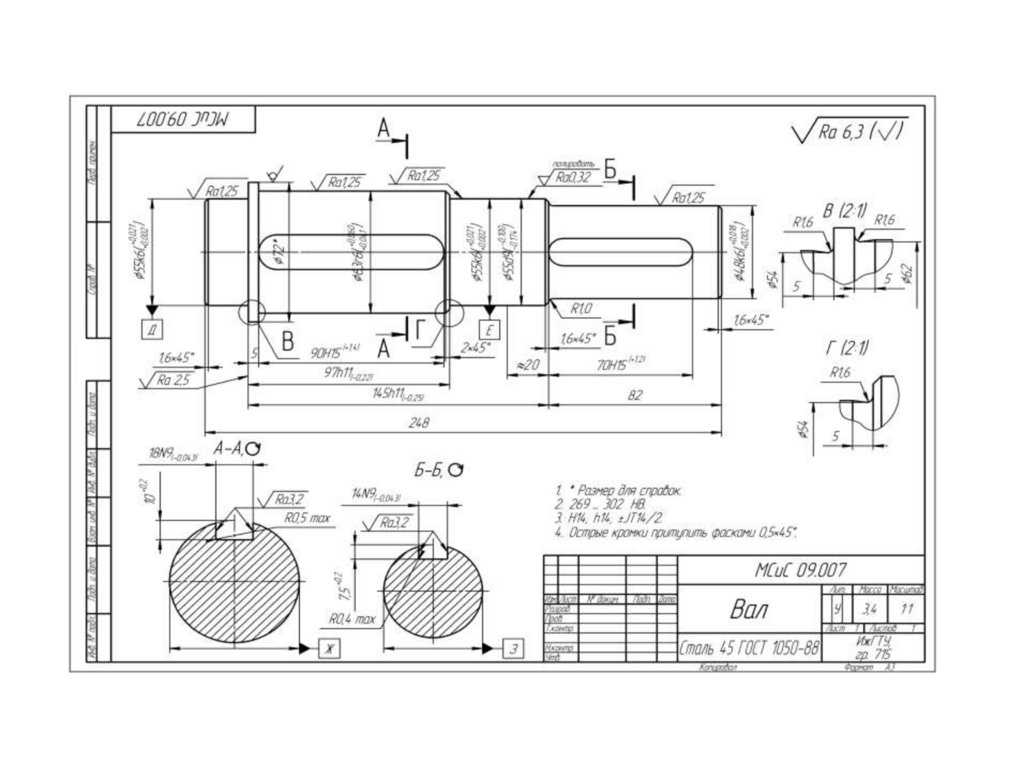
31. 7. Нанесение предельных отклонений размеров на чертежах деталей. Обозначение посадок
В соответствии с ГОСТ 2.307 – 68 предусмотрено три способа указанийотклонений:
• Числовым значением предельных отклонений
• Условными обозначениями полей допусков
• Комбинированный или смешанный способ
Для свободных размеров детали, т.е. размеров с неуказанными допусками
требования к точности указываются в технических требованиях на деталь
записью:
H14; h14; IT14/2
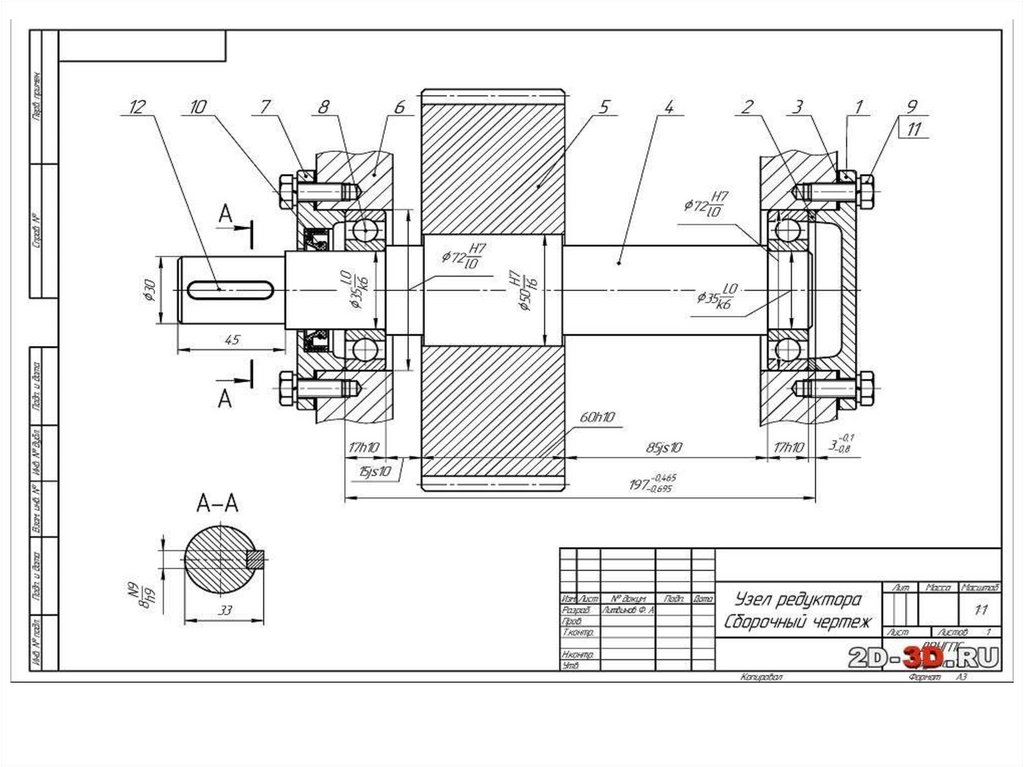
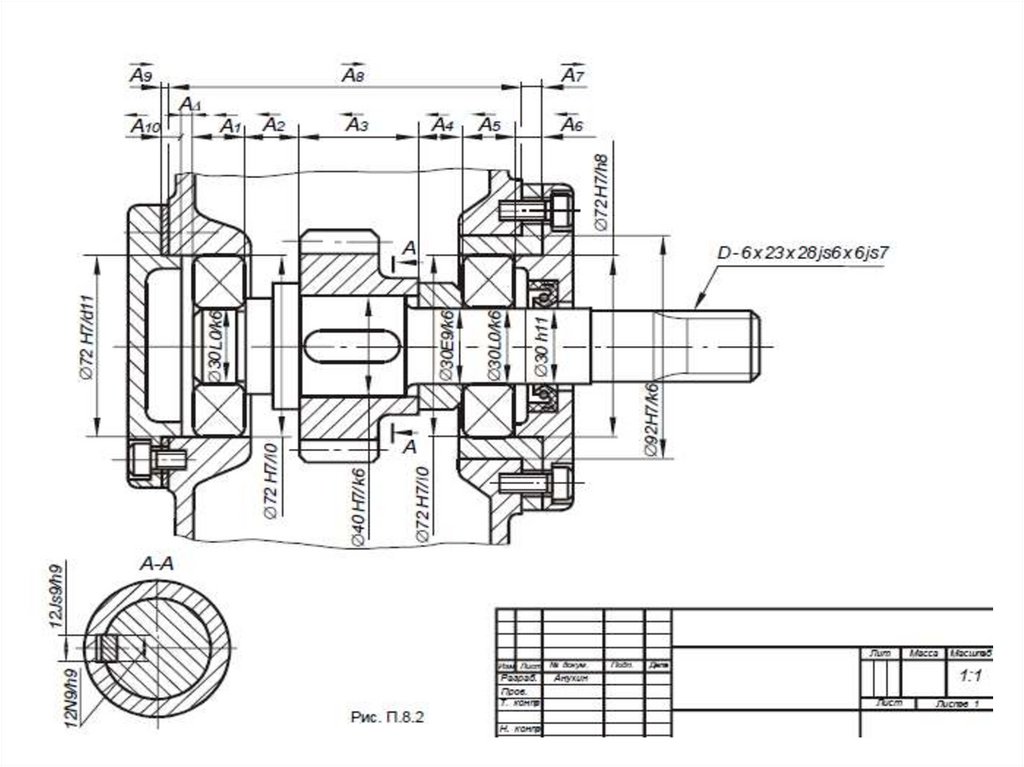
Обозначение посадки на сборочном чертеже состоит из указаний полей
допусков сопрягаемых деталей, которые оформляется в виде простой дроби: в
числителе указывается поле допуска отверстия; в знаменателе – поле
допуска вала.