









 Промышленность
ПромышленностьПохожие презентации:










Разработка технологического процесса изготовления оси опорного катка с использованием информационных технологий
1.
ПРАВИТЕЛЬСТВО САНКТ-ПЕТЕРБУРГАКОМИТЕТ ПО НАУКЕ И ВЫСШЕЙ ШКОЛЕ
Санкт-Петербургское государственное бюджетное профессиональное
образовательное учреждение «Академия машиностроения имени Ж.Я. Котина»
Выпускная квалификационная работа
на тему:
«Разработка технологического процесса
изготовления оси опорного катка с
использованием информационных технологий»
Разработал: Королькова М.С.
Группа ТМ 116в
Руководитель ВКР: Милованов А.Н.
2.
Цель:Разработка технологического процесса изготовления детали «Ось»
опорного катка
Задачи:
1.
2.
3.
4.
5.
Оформить пояснительную записку в программе «MS Office»;
Выполнить комплект конструкторской документации в программе
«Компас 3D»;
Разработать технологический процесс в программе «Вертикаль»,
составить комплект технологической документации;
Рассчитать ряд экономических показателей;
Разработать правила охраны труда при изготовлении детали «Ось».
2
3.
Каток опорный3
4.
Ось5.
Таблица показателей технологичностиНаименование
коэффициента
Кт.ч.
Кш.
Базовые значения
0,8
0,32
Расчетные
значения
0,84
0,24
Кт.ч.>0,8 – деталь технологична
Кш.<0,32 – деталь технологична
5
6.
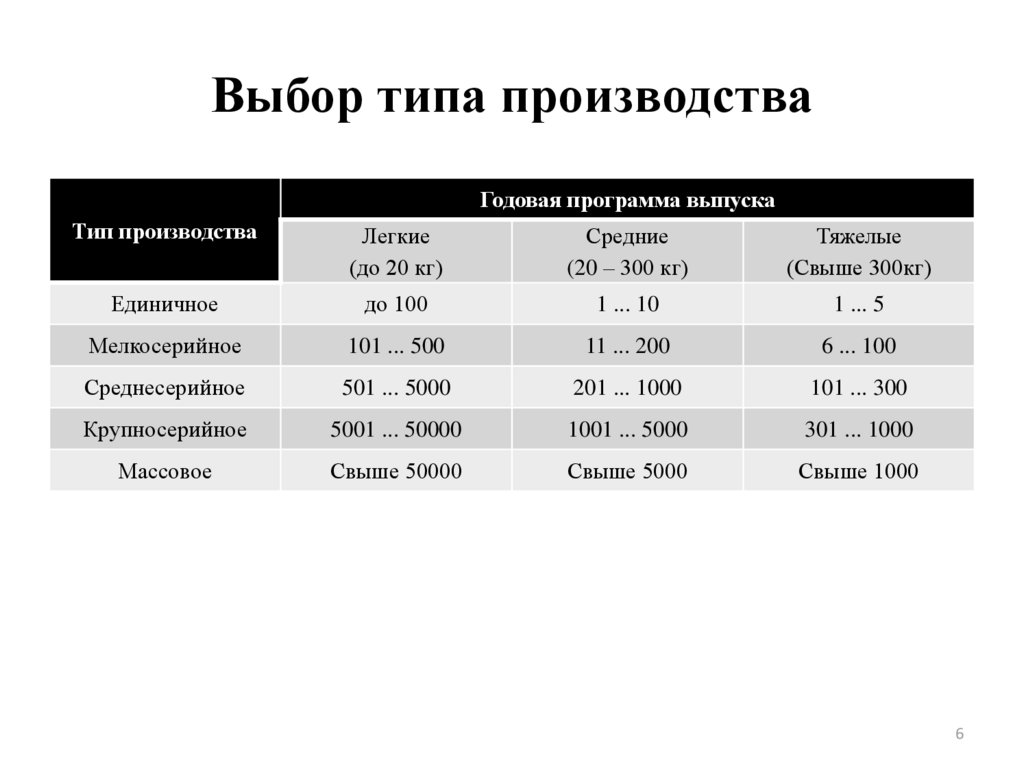
Выбор типа производстваГодовая программа выпуска
Тип производства
Легкие
(до 20 кг)
Средние
(20 – 300 кг)
Тяжелые
(Свыше 300кг)
Единичное
до 100
1 ... 10
1 ... 5
Мелкосерийное
101 ... 500
11 ... 200
6 ... 100
Среднесерийное
501 ... 5000
201 ... 1000
101 ... 300
Крупносерийное
5001 ... 50000
1001 ... 5000
301 ... 1000
Массовое
Свыше 50000
Свыше 5000
Свыше 1000
6
7.
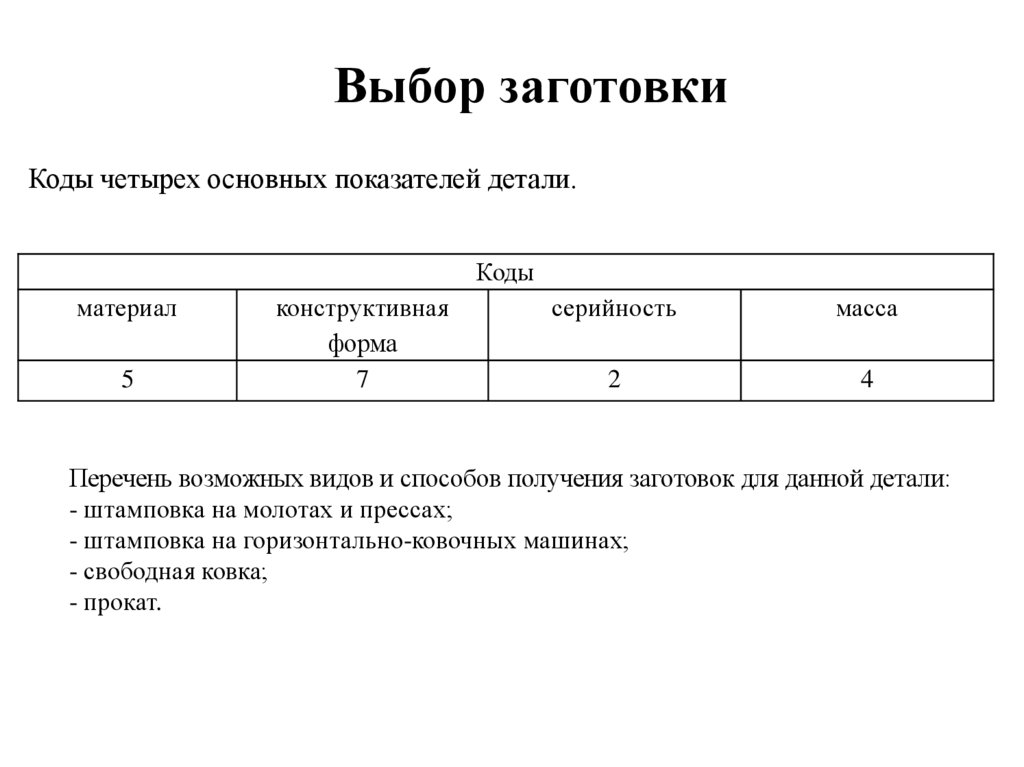
Выбор заготовкиКоды четырех основных показателей детали.
Коды
материал
5
конструктивная
форма
7
серийность
масса
2
4
Перечень возможных видов и способов получения заготовок для данной детали:
- штамповка на молотах и прессах;
- штамповка на горизонтально-ковочных машинах;
- свободная ковка;
- прокат.
8.
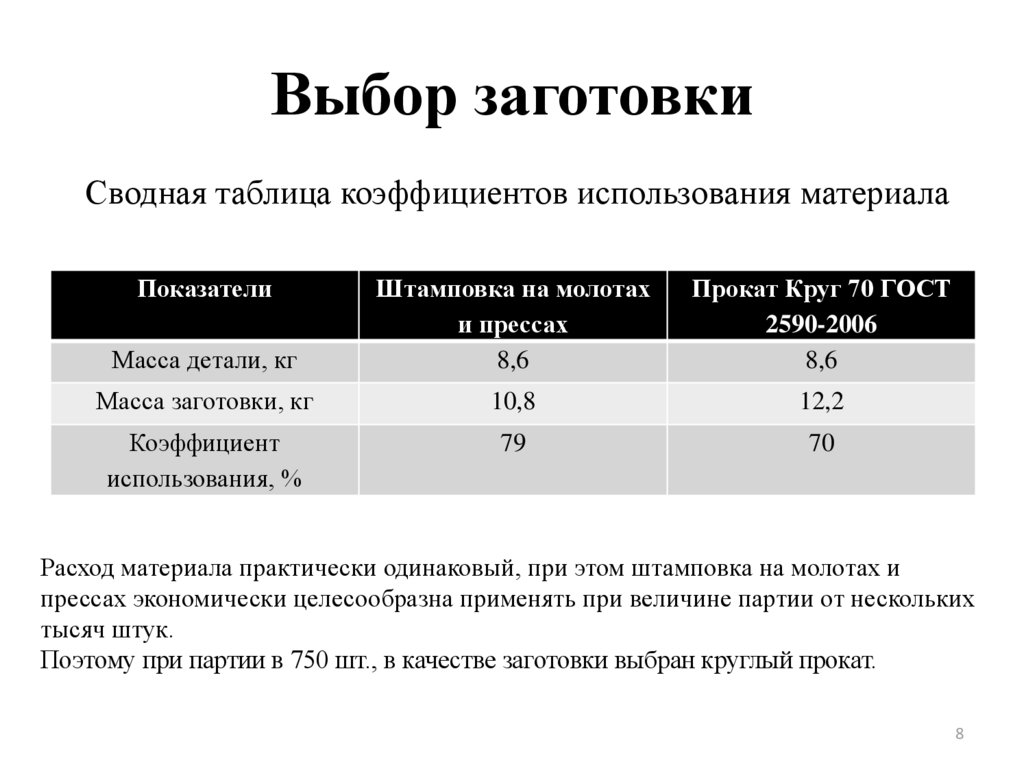
Выбор заготовкиСводная таблица коэффициентов использования материала
Показатели
Масса детали, кг
Штамповка на молотах
и прессах
8,6
Прокат Круг 70 ГОСТ
2590-2006
8,6
Масса заготовки, кг
10,8
12,2
Коэффициент
использования, %
79
70
Расход материала практически одинаковый, при этом штамповка на молотах и
прессах экономически целесообразна применять при величине партии от нескольких
тысяч штук.
Поэтому при партии в 750 шт., в качестве заготовки выбран круглый прокат.
8
9.
ЗаготовкаПрокат Круг 70 ГОСТ 2590-2006
9
10.
Таблица химического состава, %Сталь 45
Марка стали
Сталь 45
С (углерод)
0,42% – 0,5%
Si (кремний)
0,17% – 0,37%
Mn (марганец)
0, 5% – 0,8%
S (сера)
До 0,04%
P (фосфор)
До 0,035%
Fe (железо)
До 97%
Сталь 45 обладает хорошими эксплуатационными качествами, при
невысокой стоимости.
Характеризуется высокой обрабатываемостью резанием.
Подходит для термической обработки.
10
11.
Маршрут обработкиНомер
операции
Наименование операции
Технологическое
оборудование
Станочное приспособление
005
Контрольная
Стол ОТК
010
Фрезерно-центровальная
МП71М
Тиски.
015
Токарная с ЧПУ
ТС1625Ф3
Люнет; револьверная головка;
3-х кулачковый патрон.
020
Комбинированная
6Т82Ш
Призмы; поворотный стол;
прижимы; сверлильный патрон.
025
Слесарная
Верстак слесарный
030
Термическая
Печь
035
Слесарная
Верстак
040
Круглошлифовальная
3Л120Ф2
045
Промывка
Моечная машина
050
Сушка атмосферная
055
Контрольная
Стол ОТК
Центра; поводковый патрон.
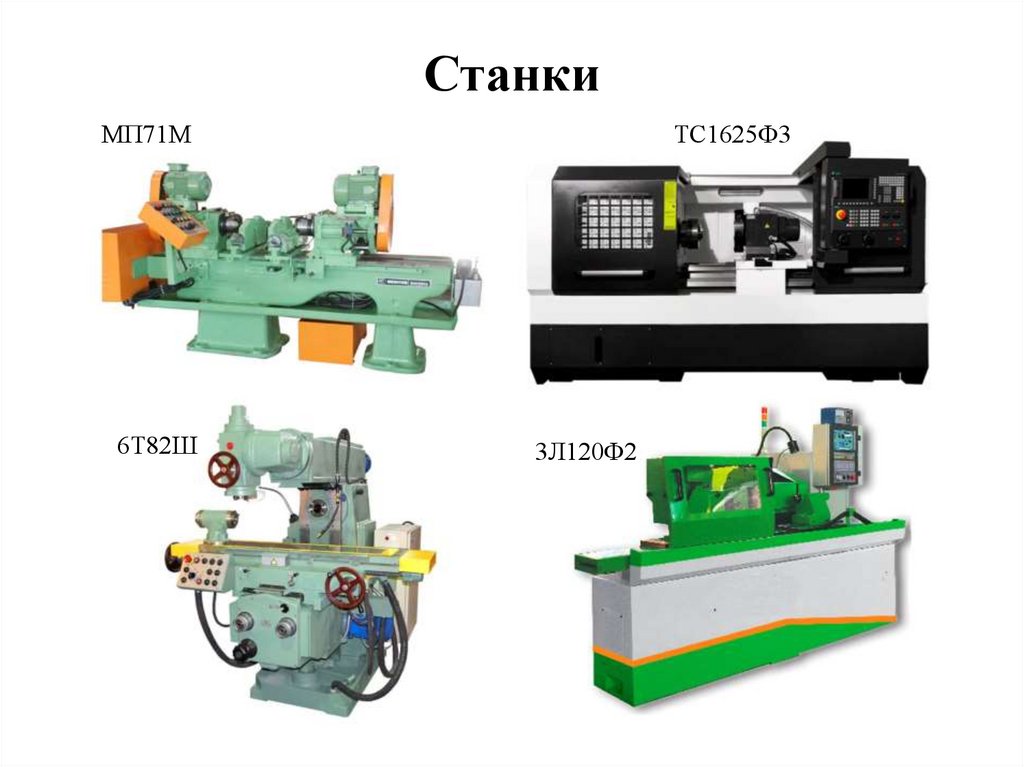
12.
СтанкиМП71М
6Т82Ш
ТС1625Ф3
3Л120Ф2
12
13.
Сводная таблица необходимогочисла станков и рабочих
Операция
Расчетное число
рабочих мест
Ср.i
Норма
обслуживания,
Но.i
Количество рабочих по операциям,
чел.
Чр..i
Чпр.i
010
0,015
1
0,015
1
015
0,13
1
0,13
1
020
0,039
1
0,04
1
040
0,15
1
0,16
1
13
14.
Охрана трудаОхрана труда – это система сохранения жизни и здоровья
работников в процессе трудовой деятельности, включающая в себя
правовые, социально-экономические, организационно-технические,
санитарно-гигиенические, лечебно-профилактические,
реабилитационные и иные мероприятия.
На производстве проводят следующие виды инструктажей:
-Вводный
-Первичный
-Повторный
-Внеплановый
-Целевой
14
15.
ЗаключениеНа основании анализа конструкторской документации был определен тип
производства и выбраны подходящие оборудование и инструменты для
изготовления готовой детали, отвечающей всем требованиям ее служебного
назначения.
На базе этих данных были подобраны оптимальные параметры
механической обработки детали и разработан технологический процесс
изготовления оси катка опорного.
Далее рассчитаны оптимальное количество станков и занятых рабочих.
Рассмотрены основные положения по охране труда и разработана
инструкция по работе на металобрабатывающем станке.
15
16.
Спасибо за внимание!16