 Промышленность
ПромышленностьПохожие презентации:

")







 Лекция 2")
Термическая обработка сталей. Лекция 5
1.
Лекция 5.Термическая обработка сталей
2.
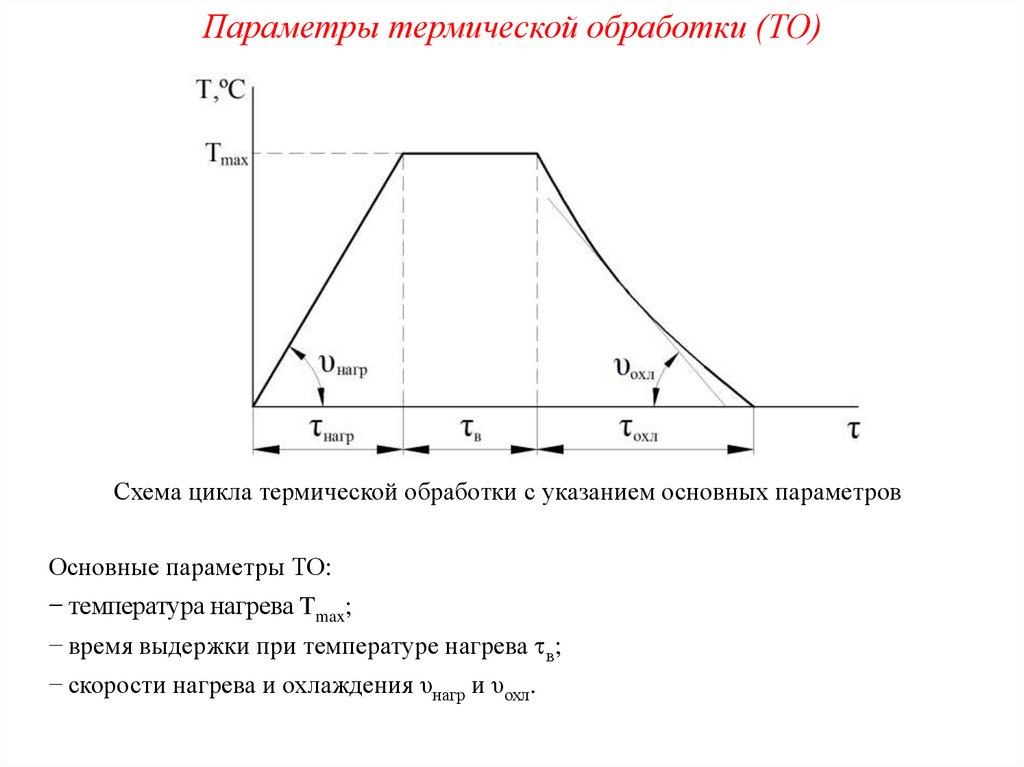
Параметры термической обработки (ТО)Схема цикла термической обработки с указанием основных параметров
Основные параметры ТО:
− температура нагрева Tmax;
− время выдержки при температуре нагрева в;
− скорости нагрева и охлаждения υнагр и υохл.
3.
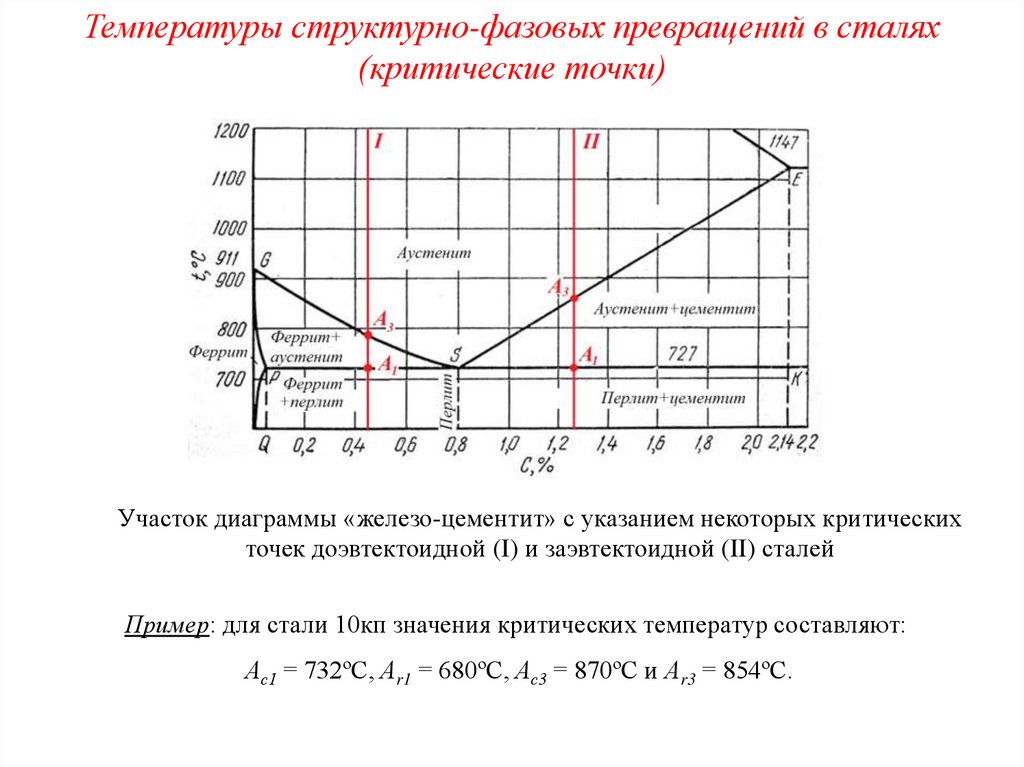
Температуры структурно-фазовых превращений в сталях(критические точки)
Участок диаграммы «железо-цементит» с указанием некоторых критических
точек доэвтектоидной (I) и заэвтектоидной (II) сталей
Пример: для стали 10кп значения критических температур составляют:
Ас1 = 732ºС, Аr1 = 680ºС, Ас3 = 870ºС и Аr3 = 854ºС.
4.
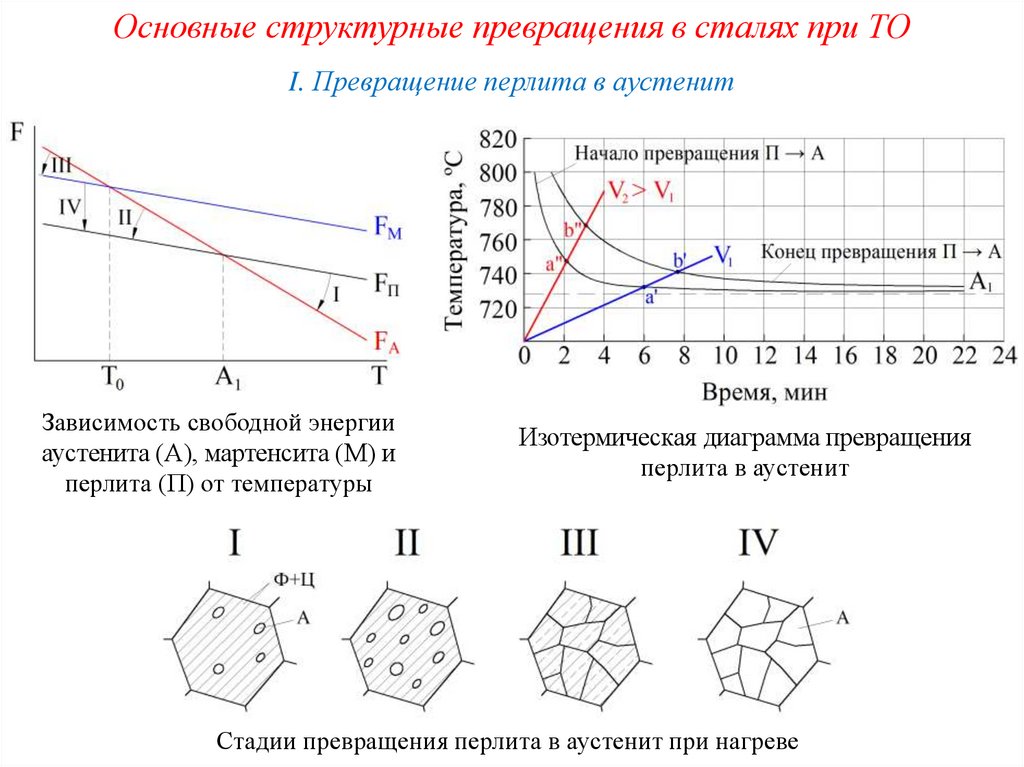
Основные структурные превращения в сталях при ТОI. Превращение перлита в аустенит
Зависимость свободной энергии
аустенита (А), мартенсита (М) и
перлита (П) от температуры
Изотермическая диаграмма превращения
перлита в аустенит
Стадии превращения перлита в аустенит при нагреве
5.
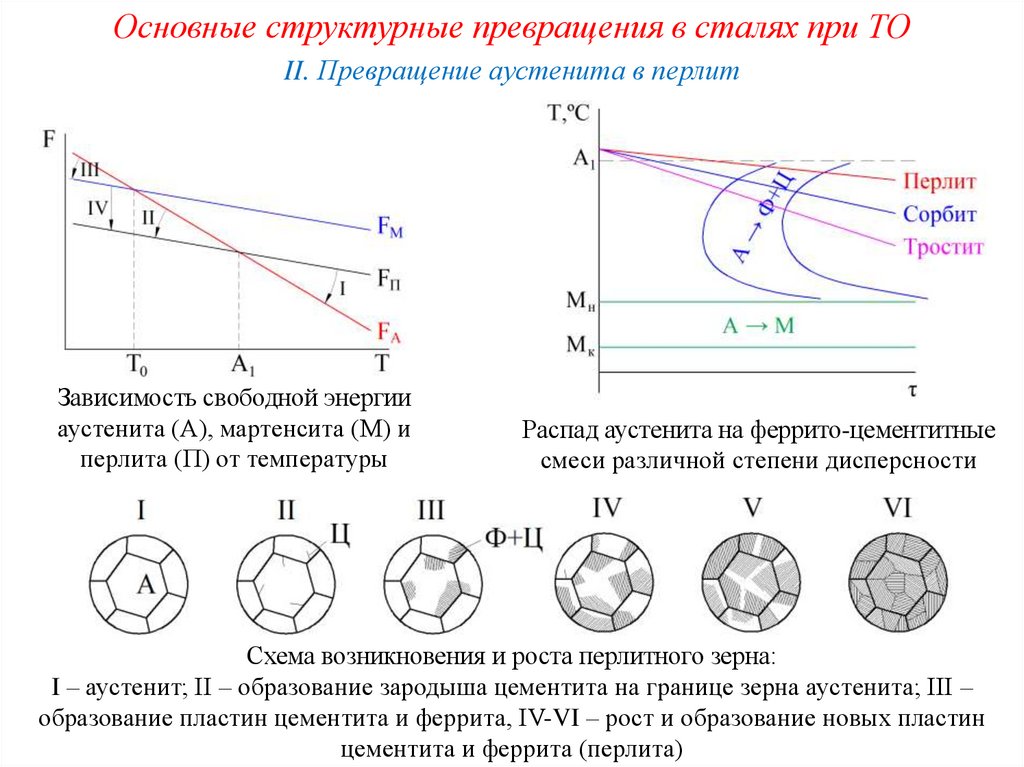
Основные структурные превращения в сталях при ТОII. Превращение аустенита в перлит
Зависимость свободной энергии
аустенита (А), мартенсита (М) и
перлита (П) от температуры
Распад аустенита на феррито-цементитные
смеси различной степени дисперсности
Схема возникновения и роста перлитного зерна:
I – аустенит; II – образование зародыша цементита на границе зерна аустенита; III –
образование пластин цементита и феррита, IV-VI – рост и образование новых пластин
цементита и феррита (перлита)
6.
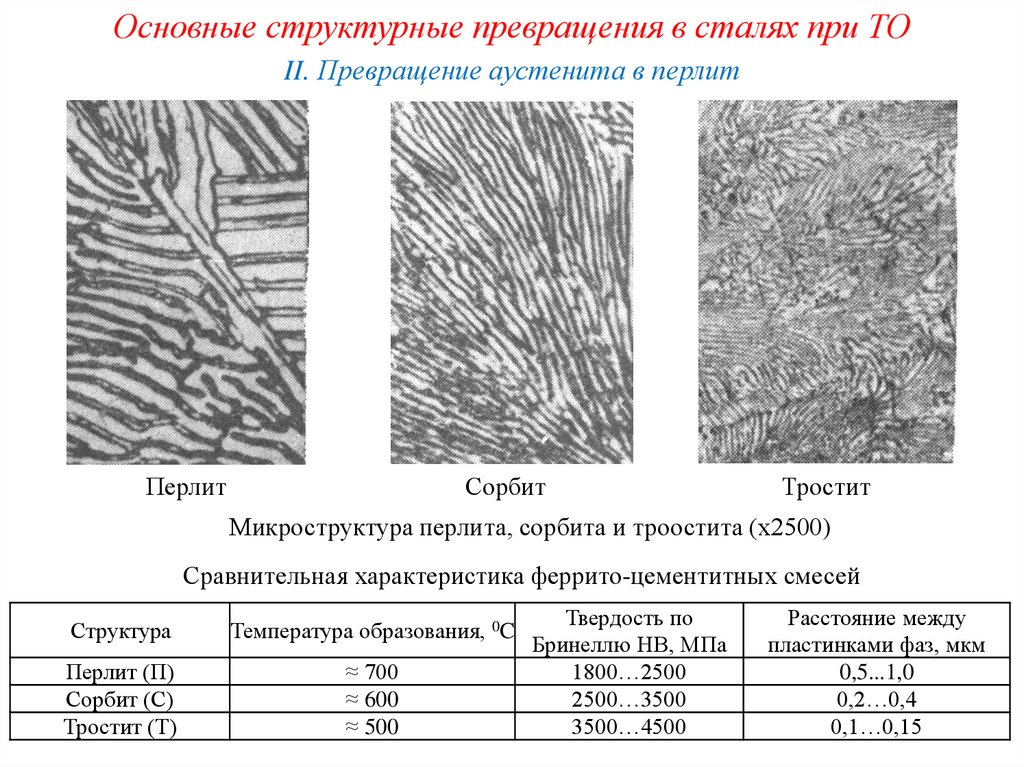
Основные структурные превращения в сталях при ТОII. Превращение аустенита в перлит
Перлит
Сорбит
Тростит
Микроструктура перлита, сорбита и троостита (х2500)
Сравнительная характеристика феррито-цементитных смесей
Структура
Температура образования, 0C
Перлит (П)
Сорбит (С)
Тростит (Т)
≈ 700
≈ 600
≈ 500
Твердость по
Бринеллю НВ, МПа
1800…2500
2500…3500
3500…4500
Расстояние между
пластинками фаз, мкм
0,5...1,0
0,2…0,4
0,1…0,15
7.
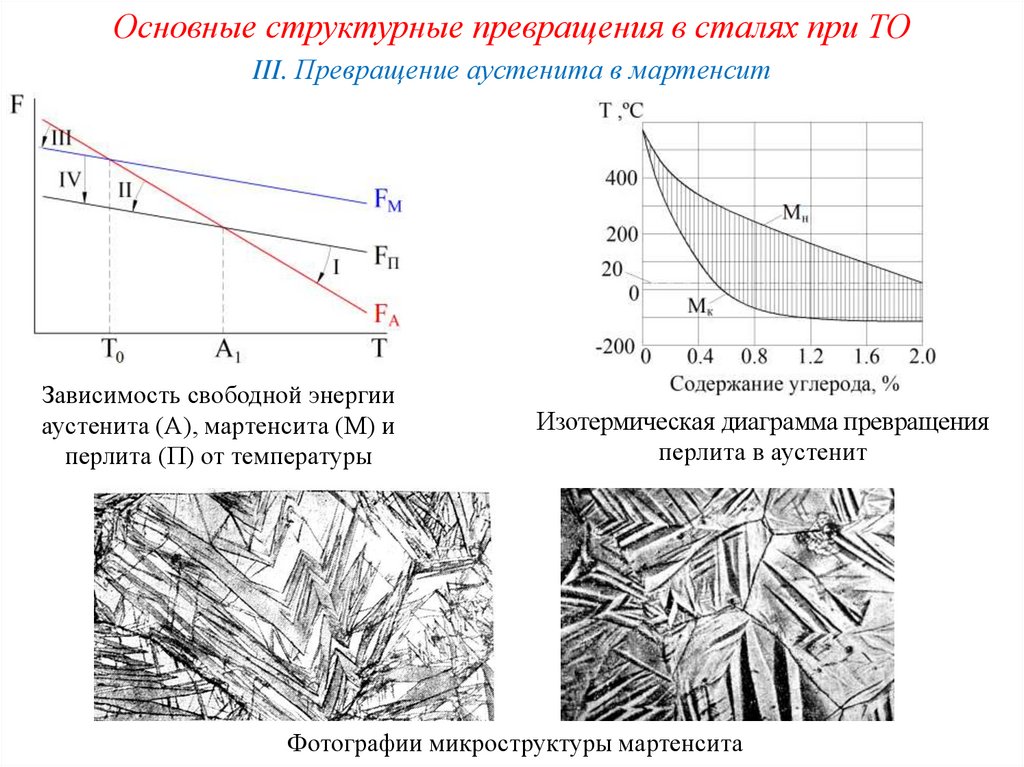
Основные структурные превращения в сталях при ТОIII. Превращение аустенита в мартенсит
Зависимость свободной энергии
аустенита (А), мартенсита (М) и
перлита (П) от температуры
Изотермическая диаграмма превращения
перлита в аустенит
Фотографии микроструктуры мартенсита
8.
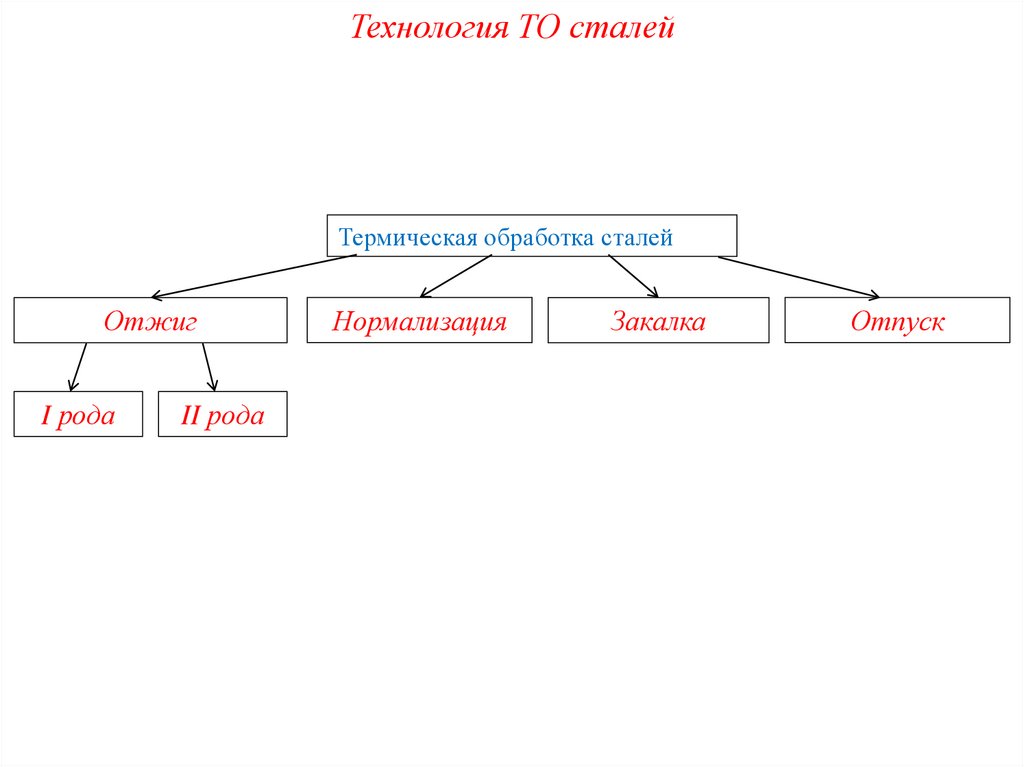
Технология ТО сталейТермическая обработка сталей
Отжиг
I рода
II рода
Нормализация
Закалка
Отпуск
9.
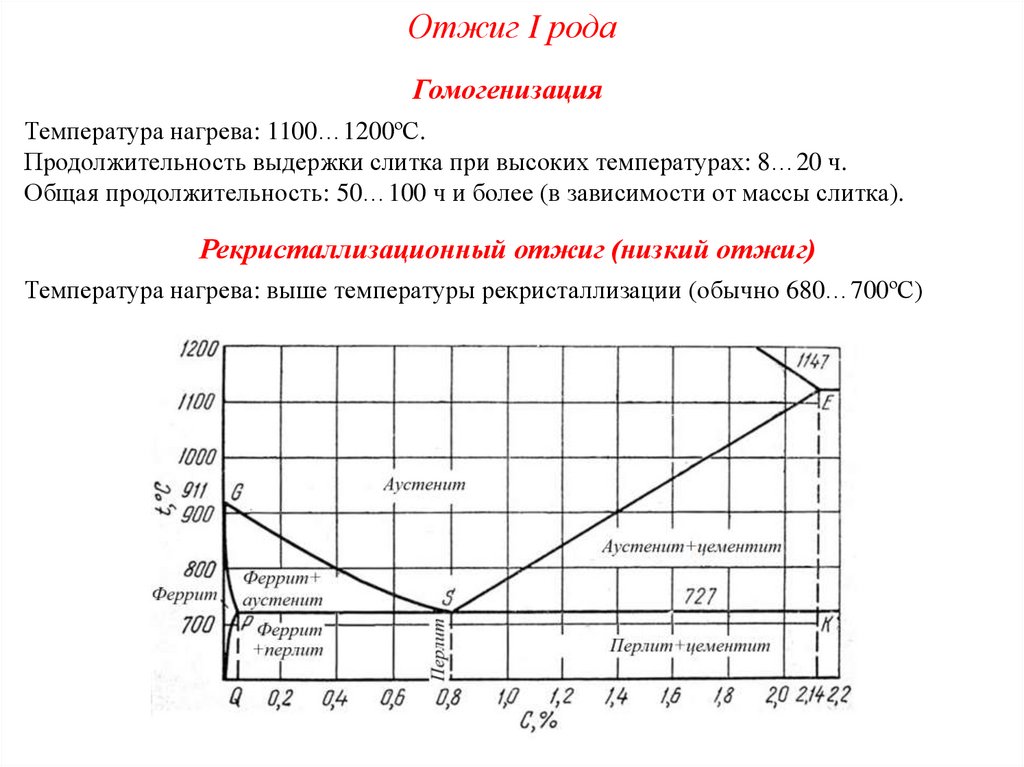
Отжиг I родаГомогенизация
Температура нагрева: 1100…1200ºС.
Продолжительность выдержки слитка при высоких температурах: 8…20 ч.
Общая продолжительность: 50…100 ч и более (в зависимости от массы слитка).
Рекристаллизационный отжиг (низкий отжиг)
Температура нагрева: выше температуры рекристаллизации (обычно 680…700ºС)
10.
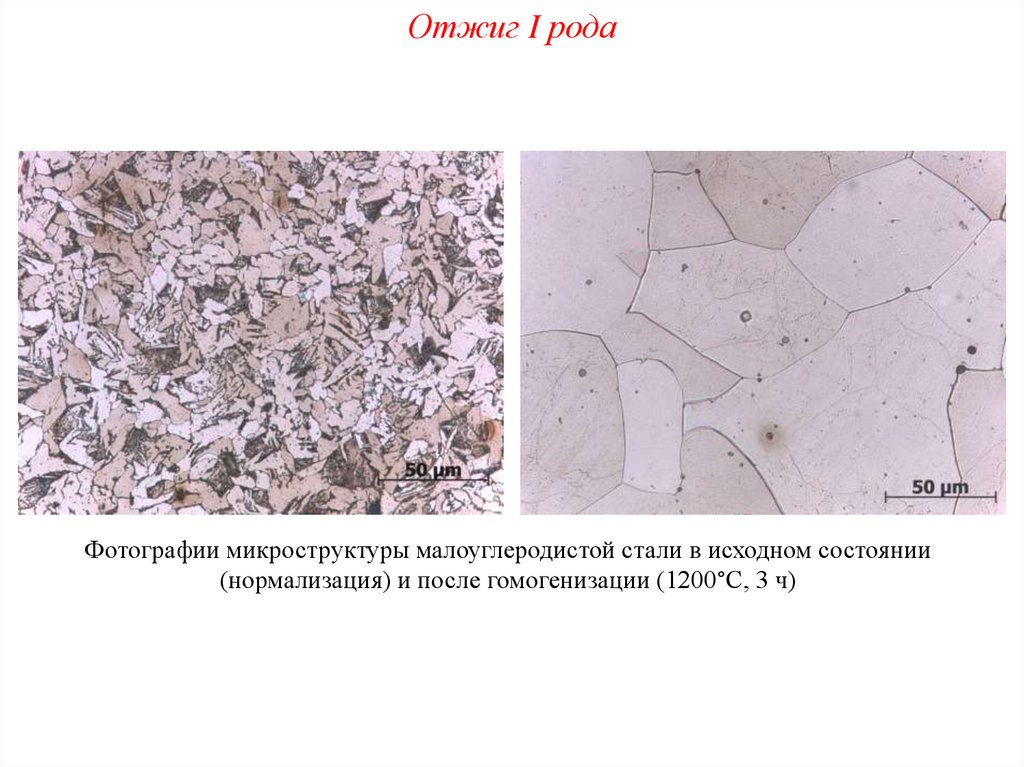
Отжиг I родаФотографии микроструктуры малоуглеродистой стали в исходном состоянии
(нормализация) и после гомогенизации (1200°С, 3 ч)
11.
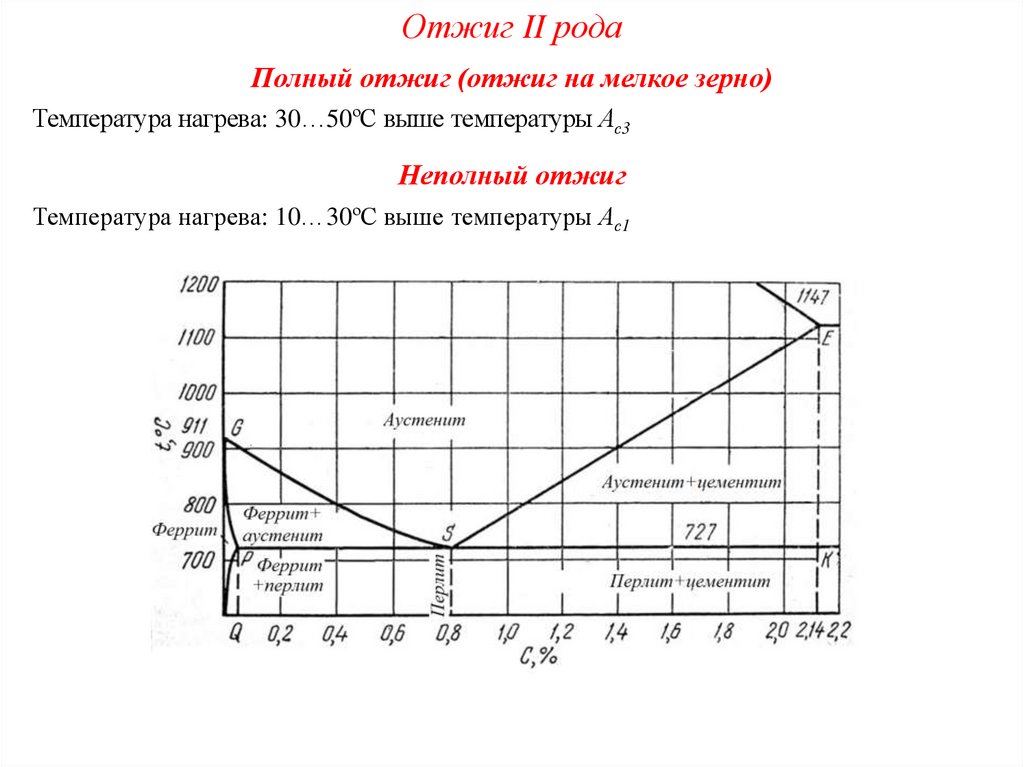
Отжиг II родаПолный отжиг (отжиг на мелкое зерно)
Температура нагрева: 30…50ºС выше температуры Ас3
Неполный отжиг
Температура нагрева: 10…30ºС выше температуры Ас1
12.
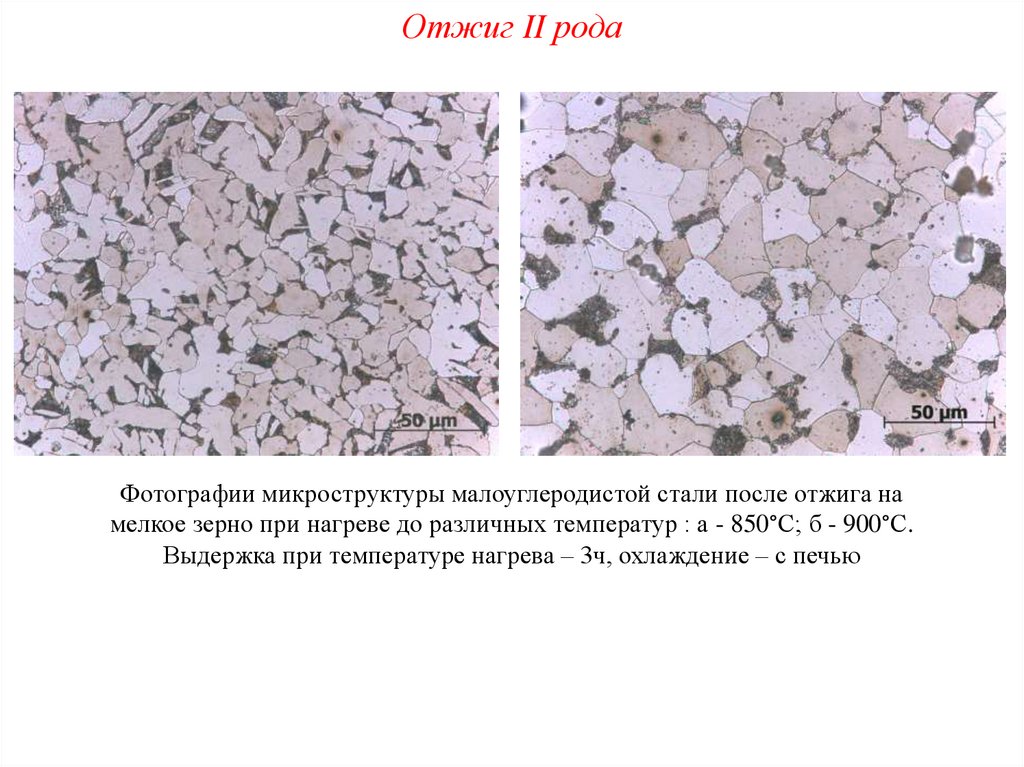
Отжиг II родаФотографии микроструктуры малоуглеродистой стали после отжига на
мелкое зерно при нагреве до различных температур : а - 850°С; б - 900°С.
Выдержка при температуре нагрева – 3ч, охлаждение – с печью
13.
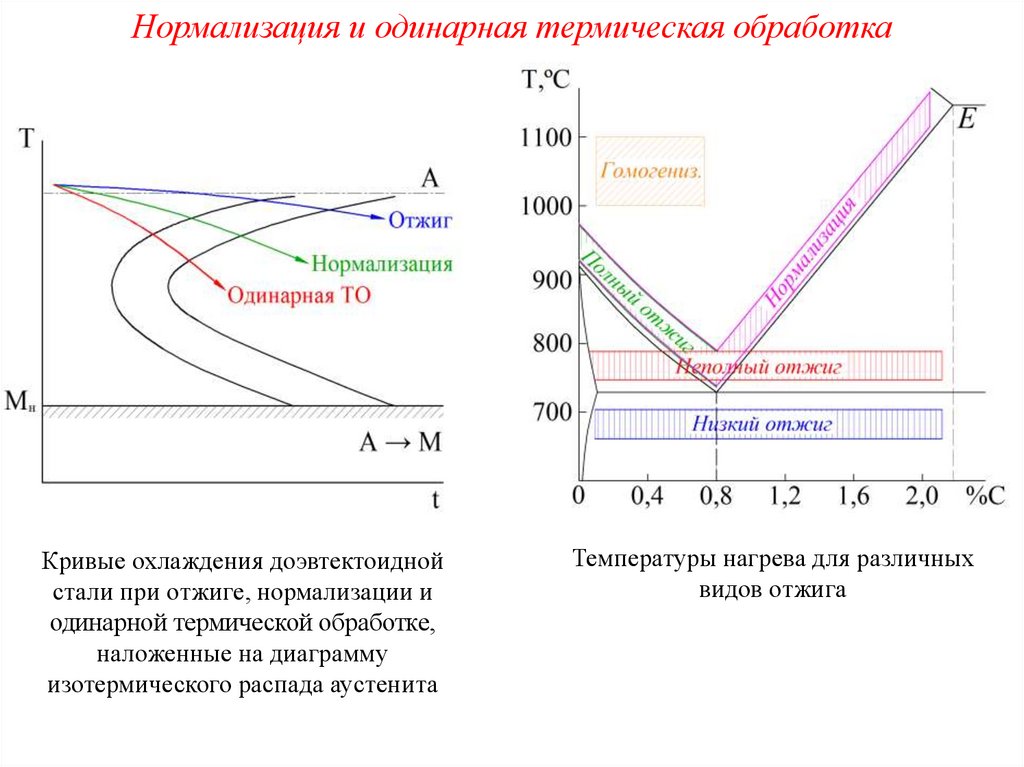
Нормализация и одинарная термическая обработкаКривые охлаждения доэвтектоидной
стали при отжиге, нормализации и
одинарной термической обработке,
наложенные на диаграмму
изотермического распада аустенита
Температуры нагрева для различных
видов отжига
14.
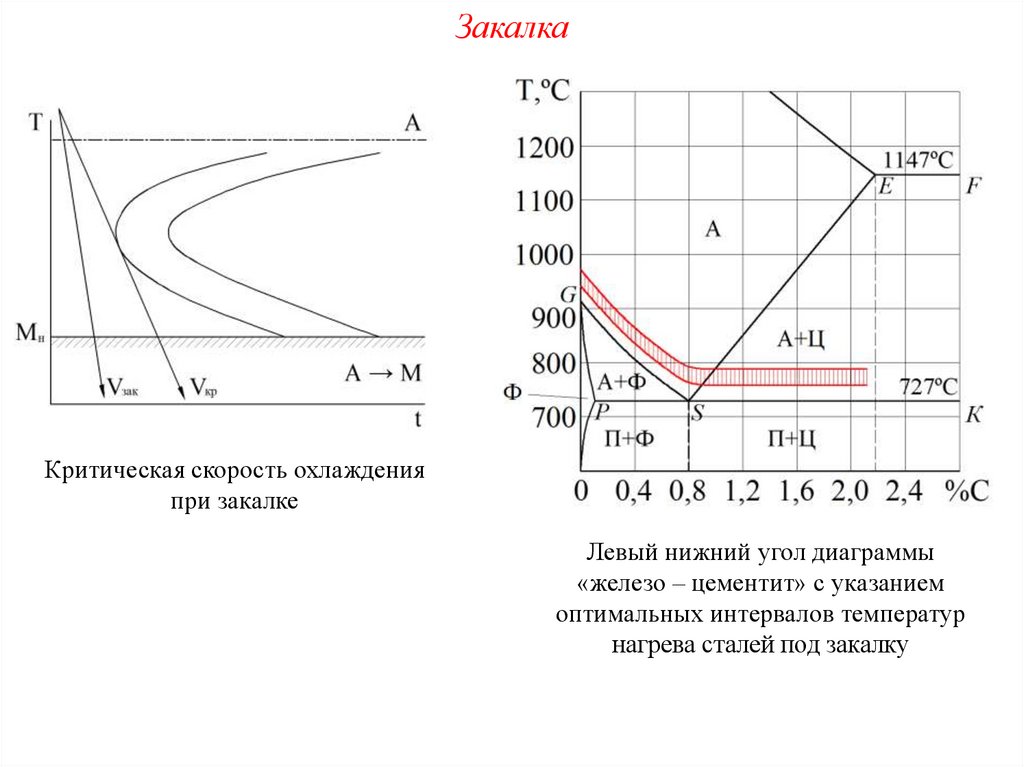
ЗакалкаКритическая скорость охлаждения
при закалке
Левый нижний угол диаграммы
«железо – цементит» с указанием
оптимальных интервалов температур
нагрева сталей под закалку
15.
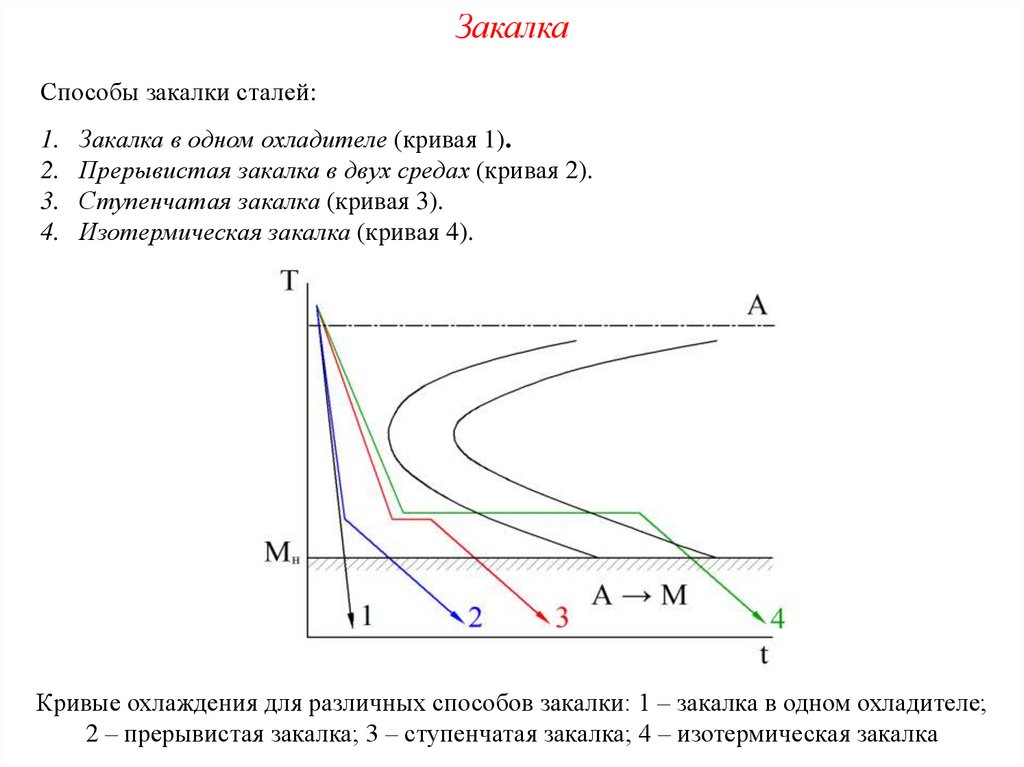
ЗакалкаСпособы закалки сталей:
1.
2.
3.
4.
Закалка в одном охладителе (кривая 1).
Прерывистая закалка в двух средах (кривая 2).
Ступенчатая закалка (кривая 3).
Изотермическая закалка (кривая 4).
Кривые охлаждения для различных способов закалки: 1 – закалка в одном охладителе;
2 – прерывистая закалка; 3 – ступенчатая закалка; 4 – изотермическая закалка
16.
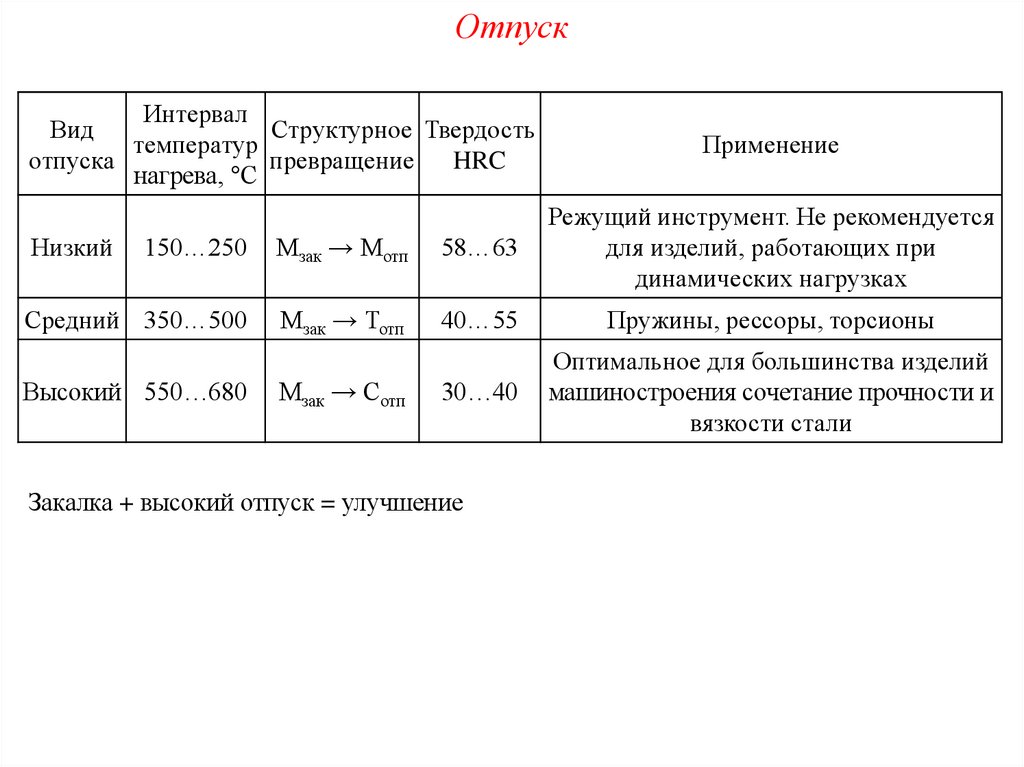
ОтпускИнтервал
Вид
Структурное Твердость
температур
отпуска
превращение
HRC
нагрева, °С
Применение
150…250
Мзак → Мотп
58…63
Режущий инструмент. Не рекомендуется
для изделий, работающих при
динамических нагрузках
Средний 350…500
Мзак → Тотп
40…55
Пружины, рессоры, торсионы
30…40
Оптимальное для большинства изделий
машиностроения сочетание прочности и
вязкости стали
Низкий
Высокий 550…680
Мзак → Сотп
Закалка + высокий отпуск = улучшение