






 Промышленность
ПромышленностьПохожие презентации:










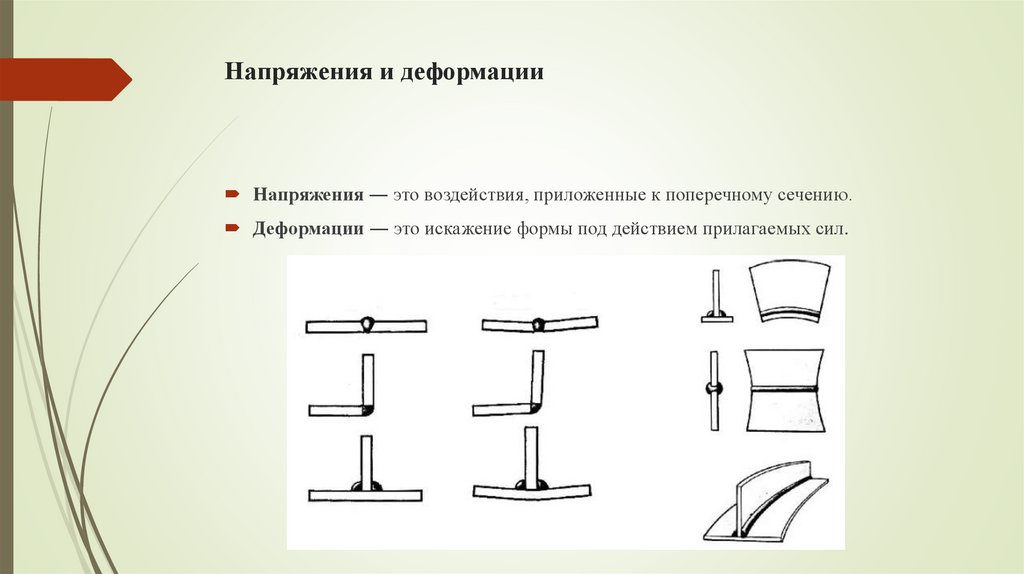
Напряжения и деформации
1.
2.
Содержание3.
Напряжения и деформацииНапряжения ― это воздействия, приложенные к поперечному сечению.
Деформации ― это искажение формы под действием прилагаемых сил.
4.
Причины образования деформаций и напряженийДеформации при сварке появляются из-за вызванных разными факторами
внутренних напряжений.
Причины таких нарушений условно разделяют на две большие категории:
• Основные (неизбежные) - которые всегда присутствуют при сварочных работах;
• Сопутствующие - которые подлежат устранению.
5.
Основные причиныГруппу основных составляют следующие причины возникновения напряжений и
деформаций при сварке:
• структурные видоизменения,
• провоцирующие развитие сжимающих и растягивающих напряжений.
• при охлаждении изделий, из высокоуглеродистых и легированных сплавов
нарушается зернистая структура металлов и размеры самих деталей.
6.
Сопутствующие причиныКроме основных существуют также побочные причины возникновения деформаций
при сварке. К таковым относят:
• отклонение от технологических нормативов, например, использование не
подходящих для конкретного случая электродов, нарушение режимов сварки,
недостаточная подготовка изделия к сварочному процессу и другие;
• несоответствие конструктивных решений: частое пересечение между собой
сварных соединений или недостаточное расстояние между ними, неточно
подобранный тип шва и т. д.;
• отсутствие опыта и соответственных знаний у сварщика.
7.
Виды напряженийРазличают разные виды напряжений в зависимости от характера их возникновения,
периода действия и других факторов.
8.
В соответствии причины появленияТепловые
Неравномерный прогрев из-за
перепада температур в процессе
сварки
Структурные
Изменения в структуре металла при
нагревании его выше предельно
допустимой температуры
9.
По времени существованияВременные
Образуются при фазовых
видоизменениях, но постепенно
исчезают вследствие охлаждения
Остаточные
Даже после ликвидации причин их
появления присутствуют в изделии
10.
По направленности действияПродольные
Образуются вдоль линии сварочного
шва
Поперечные
Располагаются перпендикулярно к оси
соединения
11.
По виду напряженного состоянияЛинейные
Только в одном направлении
распространяется действие
Плоскостные
Образуются в двух разных
направлениях
Объемные
Оказывают одновременно
трехстороннее воздействие
Линейные
Плоскостные
Объемные
12.
Виды деформацийМестные и общие;
Временные и остаточные;
Упругие и пластичные.
13.
Местные и общие деформацииМестные
Возникают на отдельных участках и
изменяют только часть изделия.
Общие
Проводят к изменению размера всей
конструкции и искривлению ее
геометрической оси.
14.
Временные и остаточныеВременные
Это деформации возникающие в
конкретный момент.
Остаточные
Остаются после полного охлаждения
изделия.
15.
Упругие и пластичныеУпругие
После сварки размер и форма
конструкции полностью
восстанавливаются.
Пластичные
После сварки размер и форма
конструкции не восстанавливаются
т.е. деформации остаются.
16.
Способы устранения сварочных напряженийМеханические методы
Из механических способов
чаще всего используется
прокатка, проковка.
Отжиг
Отжиг может быть общим или
местным. Проводят процедуру при
температуре 550-680°С. Процесс
проводится в три этапа: нагрев,
выдержка и остывание.
17.
Способы устранения деформацииДеформация металла при сварке устраняется термомеханической, холодной
механической и термической правкой с общим или местным нагревом.
Холодная правка проводится с применением постоянных нагрузок, которые образуют
с помощью разнообразных прессов, валков для прокатки длинных конструкций.
В сильно растянутых конструкциях для ликвидации деформаций используют
термическую правку.
18.
Методы противодействия сварочным деформациям инапряжениям
Сопроводительный и предварительный подогрев
Наложение швов в обратно ступенчатом порядке
Проковка швов
Жесткое крепление деталей
Термическая обработка