

 Экология
Экология Педагогика
ПедагогикаПохожие презентации:










Изготовление резиновой крошки в условиях учебных мастерских
1.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ САХА (ЯКУТИЯ)ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ РЕСПУБЛИКИ САХА
(ЯКУТИЯ)
АЛДАНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
XVI РЕСПУБЛИКАНСКИЙ ФОРУМ МОЛОДЫХ ИССЛЕДОВАТЕЛЕЙ «ШАГ В БУДУЩУЮ
ПРОФЕССИЮ», ПОСВЯЩЕННЫЙ 85-ЛЕТИЮ ПЕРВОГО ПРЕЗИДЕНТА РЕСПУБЛИКИ САХА (ЯКУТИЯ) МИХАИЛА ЕФИМОВИЧА НИКОЛАЕВА
СИМПОЗИУМ 1. ИНЖЕНЕРНЫЕ НАУКИ В ТЕХНОСФЕРЕ НАСТОЯЩЕГО И БУДУЩЕГО
СЕКЦИЯ 1. МЕТАЛЛООБРАБОТКА И ТРАНСПОРТНЫЕ СРЕДСТВА. МАШИНОСТРОЕНИЕ
ИЗГОТОВЛЕНИЕ РЕЗИНОВОЙ КРОШКИ В УСЛОВИЯХ УЧЕБНЫХ МАСТЕРСКИХ
РАЗРАБОТАЛ: ГОЛЯКОВ АЛЕСАНДР, КОПЫЛОВ АНАТОЛИЙ
ГАПОУ РС (Я) АПТ, ГРУППА ЭГС – 211
РУКОВОДИТЕЛЬ: ПАХОМОВА О.Г.
2.
Актуальность:В России более 80% отработавших покрышек выбрасывается, а отрасль по их переработке находится лишь в начальной стадии развития. При этом
шины относятся к одной из наиболее опасных групп отходов. Высокая экологическая опасность изношенных шин обусловлена токсическими
свойствами материалов. Токсины, которые освобождаются при разложении шин, намеренном сжигании или случайных пожарах очень загрязняют
воду, воздух и почву. Даже несмотря на то, что выделяются специальные места для сброса шин, незаконный сброс по-прежнему имеет место,
нанося огромный урон окружающей среде.
Отработанные автомобильные шины можно использовать для изготовления резиновой крошки, которую используют
для наземного
покрытия спортивных и детских площадок, беговых и парковых дорожек, ступенек наружных лестниц различных заведений (магазинов, отелей,
частных домов и т.д).
3.
Целью работы является: разработка дробилки для изготовлениярезиновой крошки.
Гипотеза: Данная идея уменьшит проблему загрязнения
окружающей среды.
Методы: Разработка дробилки для получения резиновой
крошки.
Вывод: Данная разработка дробилки позволит решить
несколько проблемы: загрязнение окружающей
среды, решение материальных проблем студентов, занятость
студентов во внеурочное время.
4.
Резиновая крошка – гранулят, имеющий различные фракции и формы. Вне зависимости отспособа производства, он сохраняет все технические характеристики исходного
вторсырья.
Характеристики
резиновой
крошки
Важный параметр настилочного материала из резиновой крошки – его толщина.
Минимальное значение составляет 10 мм, максимальное – 40 мм. Помимо этого,
покрытие выполняется из зерен различных размеров. Популярные фракции – 2 и 3 мм. Но
для того, чтобы изготовить такой продукт, в ход идут не только шины. Используют и спец.
полуфабрикаты из натурального или синтетического каучука. Так же в расход идут
транспортерные ленты, резиновые сапоги, отбойники, и прочие старые резиновые вещи.
Однако вышеописанный вариант остается самым популярным. Все потому, что
качественные характеристики материала на высоте. Во-первых, покрытия имеют
достаточную плотность, эластичность (за счет включений полимерных связующих в
готовые изделия) и шероховатую чуть рельефную поверхность. Все это – гарантия того, что
во время активных действий на таком полотне, Вы в безопасности, и получить травму
будет сложнее.
Материал на основе резиновой крошки нашли широкое применение в современной
жизни. Из них делают коврики для уличного использования, обустраивают полы в
бассейнах, облагораживают парки. Покрытия из резиновой крошки относят к
качественному спортивному настилу. Их широко используют при отделке беговых
дорожек на открытых и закрытых площадках, ими обустраивают игровые поля.
5.
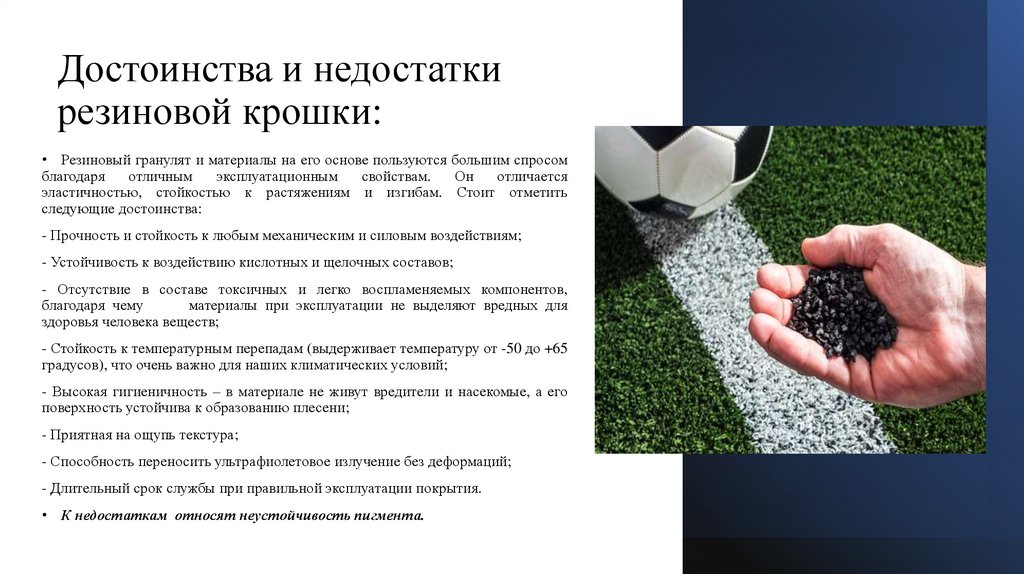
Достоинства и недостаткирезиновой крошки:
• Резиновый гранулят и материалы на его основе пользуются большим спросом
благодаря
отличным
эксплуатационным
свойствам.
Он
отличается
эластичностью, стойкостью к растяжениям и изгибам. Стоит отметить
следующие достоинства:
- Прочность и стойкость к любым механическим и силовым воздействиям;
- Устойчивость к воздействию кислотных и щелочных составов;
- Отсутствие в составе токсичных и легко воспламеняемых компонентов,
благодаря чему
материалы при эксплуатации не выделяют вредных для
здоровья человека веществ;
- Стойкость к температурным перепадам (выдерживает температуру от -50 до +65
градусов), что очень важно для наших климатических условий;
- Высокая гигиеничность – в материале не живут вредители и насекомые, а его
поверхность устойчива к образованию плесени;
- Приятная на ощупь текстура;
- Способность переносить ультрафиолетовое излучение без деформаций;
- Длительный срок службы при правильной эксплуатации покрытия.
• К недостаткам относят неустойчивость пигмента.
6.
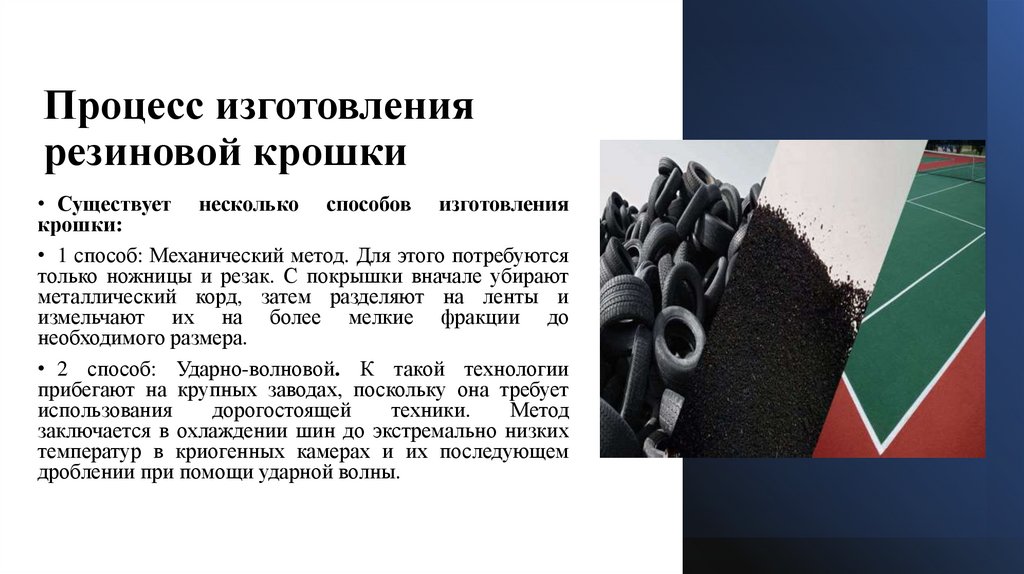
Процесс изготовлениярезиновой крошки
• Существует несколько способов изготовления
крошки:
• 1 способ: Механический метод. Для этого потребуются
только ножницы и резак. С покрышки вначале убирают
металлический корд, затем разделяют на ленты и
измельчают их на более мелкие фракции до
необходимого размера.
• 2 способ: Ударно-волновой. К такой технологии
прибегают на крупных заводах, поскольку она требует
использования
дорогостоящей
техники.
Метод
заключается в охлаждении шин до экстремально низких
температур в криогенных камерах и их последующем
дроблении при помощи ударной волны.
7.
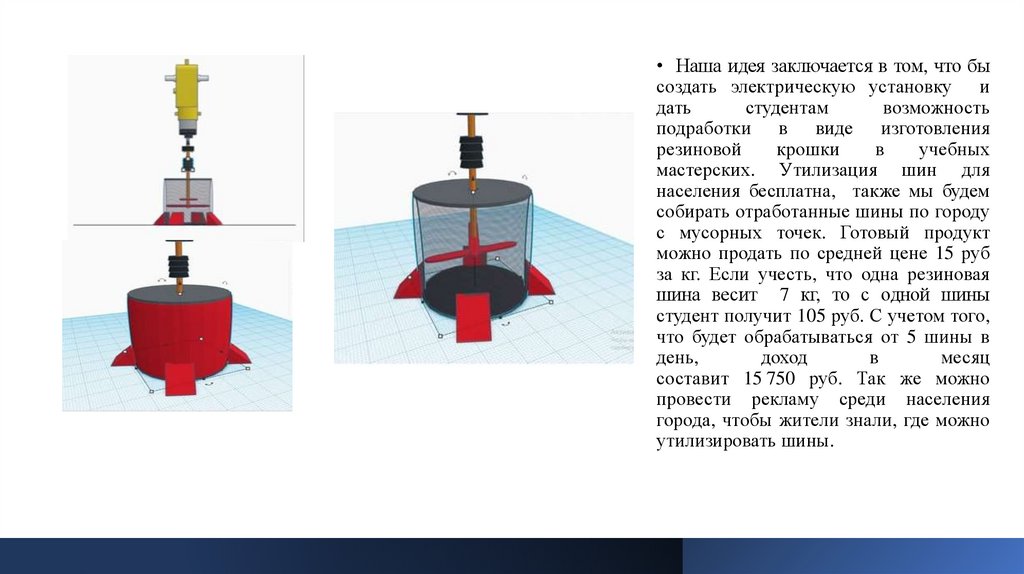
• Наша идея заключается в том, что бысоздать электрическую установку и
дать
студентам
возможность
подработки в виде изготовления
резиновой
крошки
в
учебных
мастерских. Утилизация шин для
населения бесплатна, также мы будем
собирать отработанные шины по городу
с мусорных точек. Готовый продукт
можно продать по средней цене 15 руб
за кг. Если учесть, что одна резиновая
шина весит 7 кг, то с одной шины
студент получит 105 руб. С учетом того,
что будет обрабатываться от 5 шины в
день,
доход
в
месяц
составит 15 750 руб. Так же можно
провести рекламу среди населения
города, чтобы жители знали, где можно
утилизировать шины.
8.
Лист металла толщиной 1 мм размером940*700 мм.
ДЛЯ
ИЗГОТОВЛЕНИЯ
ДРОБИЛКИ
ПОТРЕБУЕТСЯ
Две окружности диаметром 290 и 300 мм
Арматура длиной 700 мм диаметром 20 мм
Две листовые пластины марки стали
50Х14МФ шириной 100 мм, длиной 280 мм.
9.
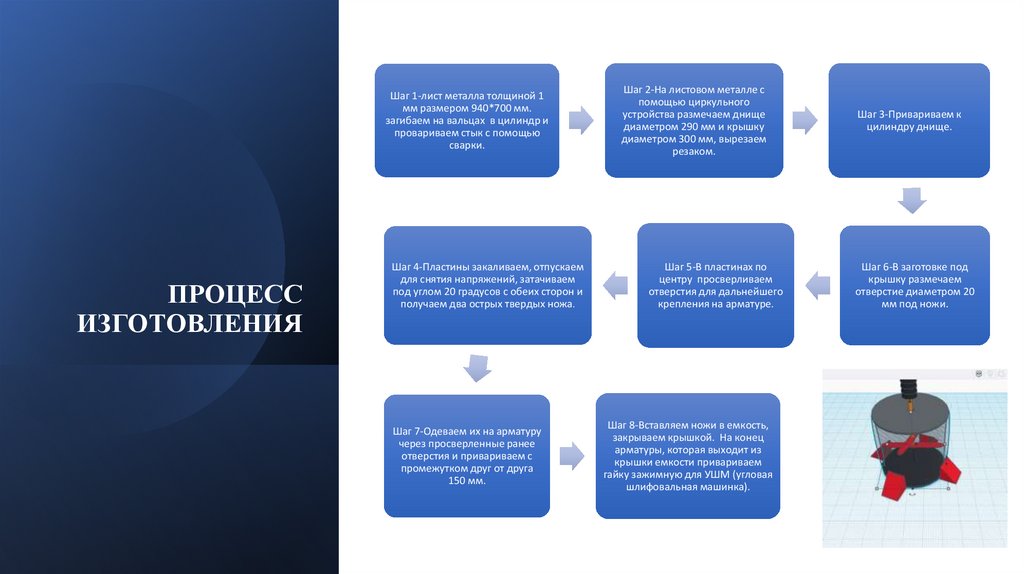
Шаг 1-лист металла толщиной 1мм размером 940*700 мм.
загибаем на вальцах в цилиндр и
провариваем стык с помощью
сварки.
ПРОЦЕСС
ИЗГОТОВЛЕНИЯ
Шаг 4-Пластины закаливаем, отпускаем
для снятия напряжений, затачиваем
под углом 20 градусов с обеих сторон и
получаем два острых твердых ножа.
Шаг 7-Одеваем их на арматуру
через просверленные ранее
отверстия и привариваем с
промежутком друг от друга
150 мм.
Шаг 2-На листовом металле с
помощью циркульного
устройства размечаем днище
диаметром 290 мм и крышку
диаметром 300 мм, вырезаем
резаком.
Шаг 5-В пластинах по
центру просверливаем
отверстия для дальнейшего
крепления на арматуре.
Шаг 8-Вставляем ножи в емкость,
закрываем крышкой. На конец
арматуры, которая выходит из
крышки емкости привариваем
гайку зажимную для УШМ (угловая
шлифовальная машинка).
Шаг 3-Привариваем к
цилиндру днище.
Шаг 6-В заготовке под
крышку размечаем
отверстие диаметром 20
мм под ножи.
10.
ЗАКЛЮЧЕНИЕДанная установка не требует больших
материальных
затрат
и
сложных
технологических
процессов
изготовления.
Изготовление резиновой крошки в условия
учебных
мастерских
даст
студентам
возможность решить материальные проблемы, а
также решит вопрос занятости во внеурочное
время.
Переработка
отработанных
автомобильных покрышек решит вопрос
утилизации данного мусора.
11.
СПАСИБО ЗАВНИМАНИЕ!!!