













 Промышленность
ПромышленностьПохожие презентации:







")


Повышение точности высотного размера поковок
1.
Разработка методики проектированиямеханизма оперативной регулировки
закрытой высоты КГШП по параметрам
штамповки с целью повышения
точности высотного размера поковок
Анцифиров Алексей Анатольевич
2.
Состояние исследований и научные школы• Проектирование КГШП: Ланской Е. Н.
• Числовое программное управление процессами и машинами
обработки давлением: Бочаров Ю.А.
• Адаптивное управление КШМ: Перевертов В.П[1979г]; Пашин
В.Е[1985г]; Антимонов В.А [1997г], Гладков Ю.А [2004г];
• Программное управление КШМ: Юданов Е.А[1988г];
Терещенко А. П[1989г]; Герасимов А.В[1991г];
• Имитационное моделирование: Аксенов Л. Б, Складчиков Е.Н,
Власов А.В.
• Проблемы повышения точности высотного размера поковок,
штампуемых на КГШП: Крук А.Т, Пруцков Р.Н, Балаганский В.И
и др. (в основном сотрудники ОАО ТМП)
В семинаре подробно рассмотрены и использованы основные
результаты работ этих и других исследователей.
2
3.
Цели и задачи работы• Разработка научно обоснованной методики проектирования
механизма оперативной регулировки закрытой высоты с
системой програмно-адаптивного управления;
• Решение проблемы стабилизации отклонений высотного размера
поковок от номинальных значений;
Для этого необходимо:
• Разработать новую компьютерную имитационную модель и
программу управления механизмом оперативной
подрегулировки закрытой высоты по параметрам процесса ГОШ
на КГШП;
• Провести тестирование имитационной модели работы механизма
оперативной регулировки закрытой высоты КГШП;
• Разработать алгоритм и методику проектирования механизмов
оперативной регулировки закрытой высоты КГШП с
3
программно- адаптивным управлением.
4.
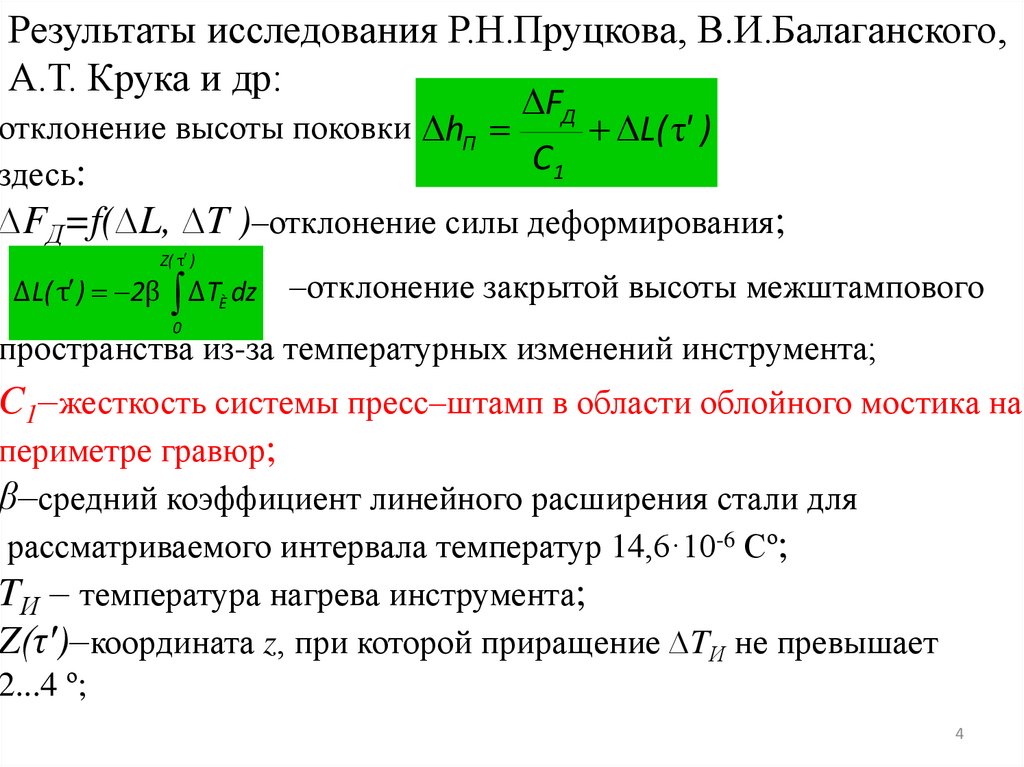
Результаты исследования Р.Н.Пруцкова, В.И.Балаганского,А.Т. Крука и др:
ΔFД
отклонение высоты поковки ΔhП
ΔL( τ' )
C1
здесь:
∆FД=f(∆L, ∆T )–отклонение силы деформирования;
Z( τ )
ΔL( τ ) 2β ΔTÈ dz
–отклонение закрытой высоты межштампового
0
пространства из-за температурных изменений инструмента;
C1–жесткость системы пресс–штамп в области облойного мостика на
периметре гравюр;
β–средний коэффициент линейного расширения стали для
рассматриваемого интервала температур 14,6·10-6 Сº;
TИ – температура нагрева инструмента;
Z(τ')–координата z, при которой приращение ∆TИ не превышает
2...4 º;
4
5.
Закон изменения температуры нагрева заготовки виндукторе:
τ
ΔTЗ ΔTа sin
2 π
τ пк
где:
∆Tа–амплитуда колебания температуры нагрева заготовок;
τ –текущее время штамповки;
τпк–период изменения температуры нагрева (мощности
индуктора);
5
6.
Типовой процесс штамповки шестерни второйпередачи вторичного вала коробки передач
автомобиля ЗИЛ на КГШП 25МН
Заготовка – пруток 75мм и высотой 132мм, mН=4,58кг, TН=1150°C
L2=23
0,9
hП 32 0,5
(по ГОСТ 7505-89)
L1=3
2,5
20
18
16
14
12
10
8
6
4
2
0
Сила, МН
1,5
1
Сила, МН
Сила, МН
2
0,5
0
Ход деформирования, мм
102
82
62
42
Ход деформирования, мм
Материал заготовки – сталь 25ХГМ
22
22
12
2
Ход деформирования мм
6
7.
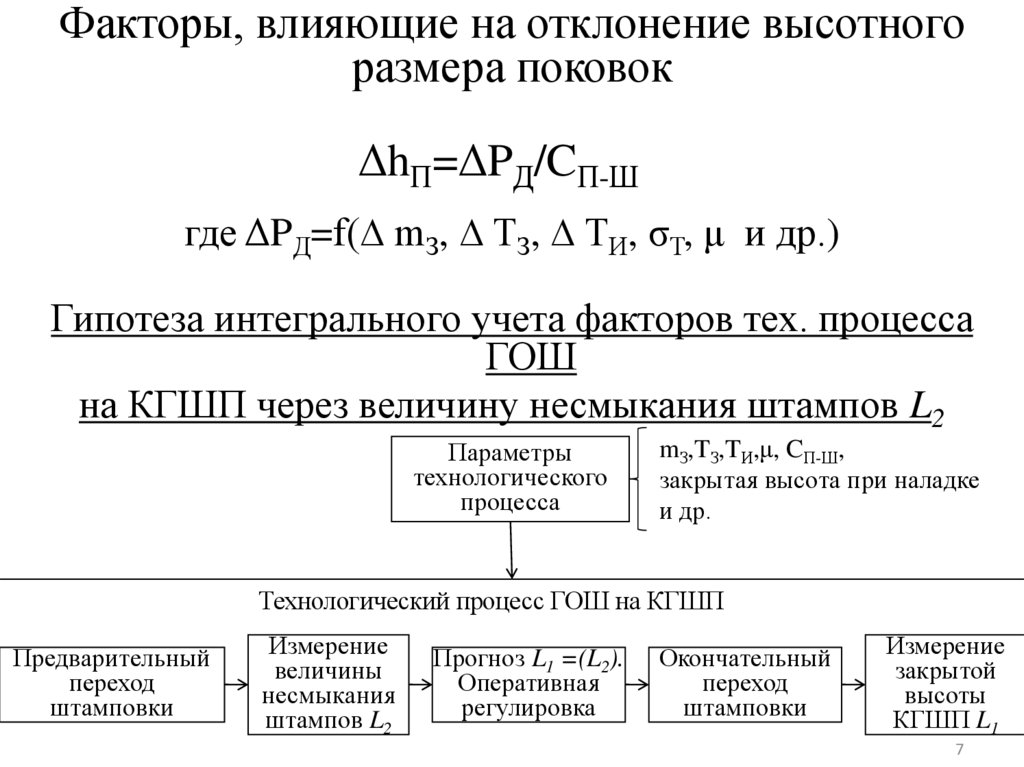
Факторы, влияющие на отклонение высотногоразмера поковок
ΔhП=ΔPД/CП-Ш
где ΔPД=f(∆ mЗ, ∆ TЗ, ∆ TИ, σТ, μ и др.)
Гипотеза интегрального учета факторов тех. процесса
ГОШ
на КГШП через величину несмыкания штампов L2
Параметры
технологического
процесса
mЗ,TЗ,TИ,μ, CП-Ш,
закрытая высота при наладке
и др.
Технологический процесс ГОШ на КГШП
Предварительный
переход
штамповки
Измерение
величины
несмыкания
штампов L2
Прогноз L1 =(L2).
Оперативная
регулировка
Окончательный
переход
штамповки
Измерение
закрытой
высоты
КГШП L1
7
8.
Механизмы регулировки закрытой высоты в КГШП фирмEumuco (Германия), Kurimoto (Германия), Hasenclever (Япония)
1 – зажимная скоба; 2 - эксцентриковый
палец с зубьями в центральной нижней
части; 3 - шарнирно–рычажный механизм;
Регулировка закрытой высоты
происходит за счет поворота
рычага, установленного на
эксцентриковой втулке. Втулка
расположена в нижней головке
шатуна.
А – плоскость рассечения тела
шатуна;1 – стягивающие шпильки
(между шпильками расположен
гидроцилиндр); 2 – эксцентриковая
поворотная втулка с зубьями на
внешней поверхности;3 –червячный
вал;4 – мотор – редуктор;
5 – телескопический карданный вал;
9.
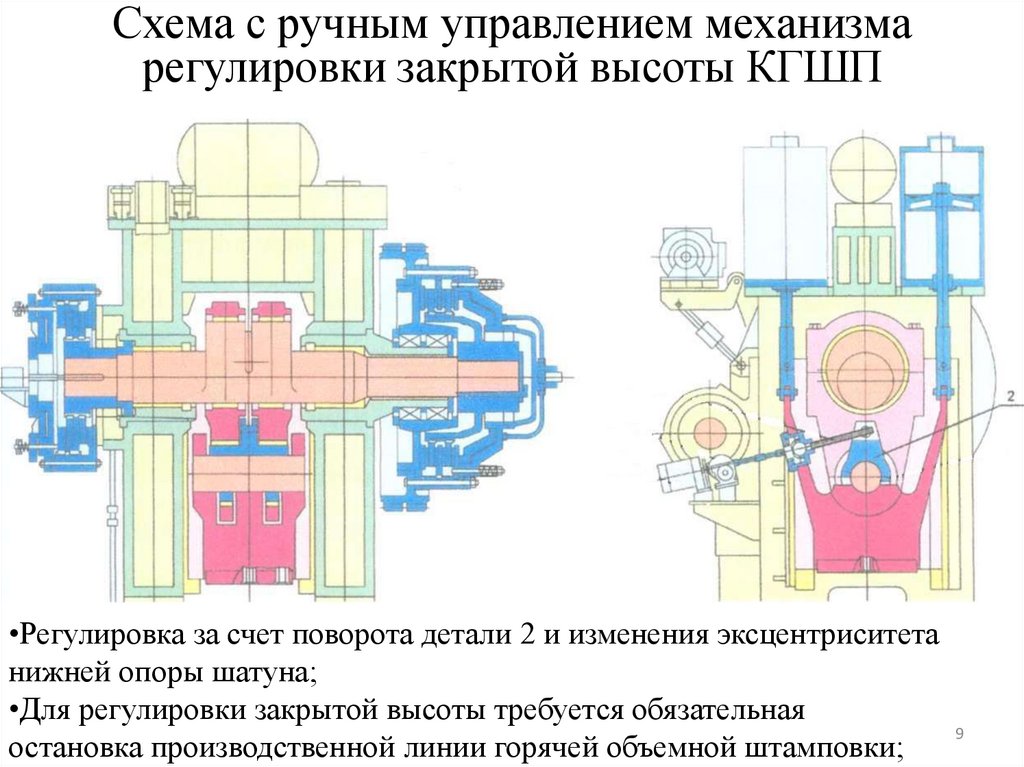
Схема с ручным управлением механизмарегулировки закрытой высоты КГШП
•Регулировка за счет поворота детали 2 и изменения эксцентриситета
нижней опоры шатуна;
•Для регулировки закрытой высоты требуется обязательная
9
остановка производственной линии горячей объемной штамповки;
10.
Ползун с механизмом регулировки закрытой высотыКГШП
10
11.
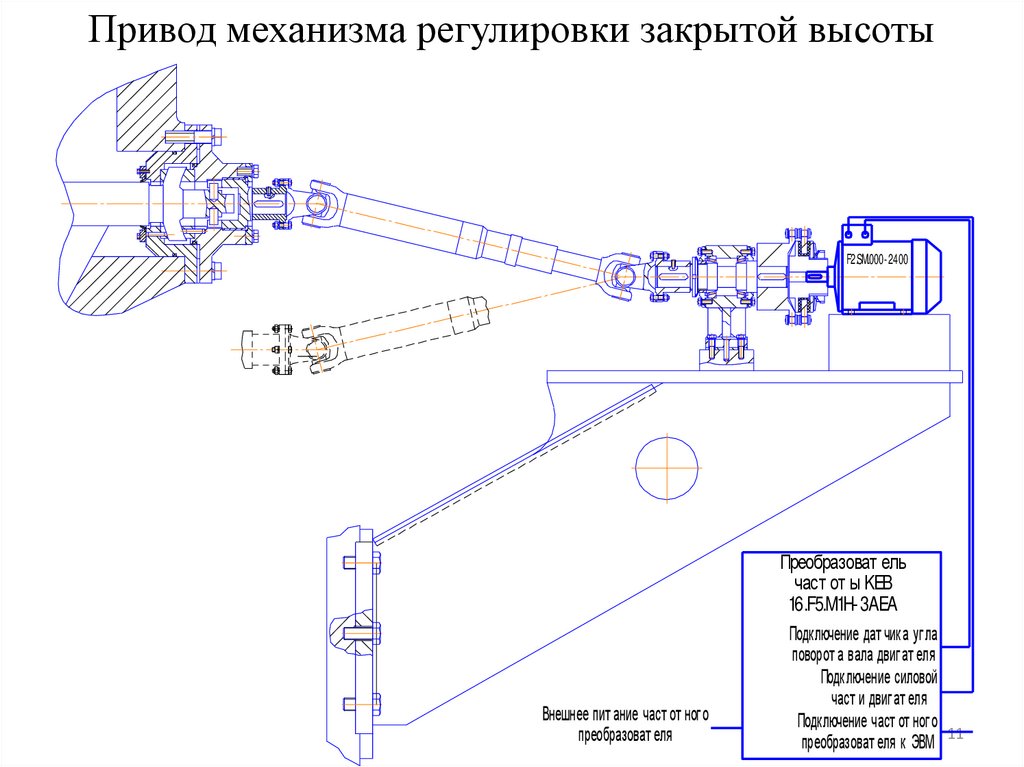
Привод механизма регулировки закрытой высотыF2.SM.000- 2400
Внешнее пит ание част от ног о
преобразоват еля
Преобразоват ель
част от ы KEB
16.F5.M1H- 3AEA
Подключение дат чика уг ла
поворот а вала двиг ат еля
Подключение силовой
част и двиг ат еля
Подключение част от ног о
преобразоват еля к ЭВМ 11
12.
Промышленныйкомпьютер
L1
L2
SП L ТЕК
преобразователь
частоты (ПЧ)
УПР
Датчик положения
ползуна
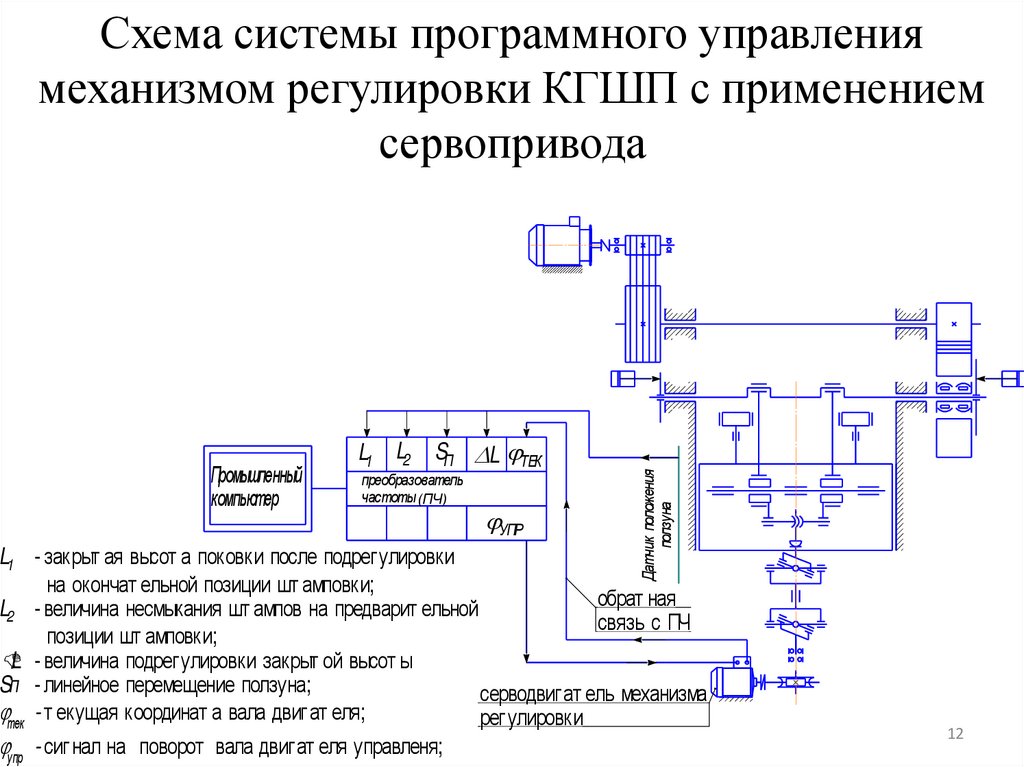
Схема системы программного управления
механизмом регулировки КГШП с применением
сервопривода
L1 - закрыт ая высот а поковки после подрегулировки
на окончат ельной позиции шт амповки;
обрат ная
L2 - величина несмыкания шт ампов на предварит ельной
связь с ПЧ
позиции шт амповки;
L - величина подрег улировки закрыт ой высот ы
Sп - линейное перемещение ползуна;
серводвигат ель механизма
тек - т екущая координат а вала двиг ат еля;
рег улировки
упр - сиг нал на поворот вала двигат еля управленя;
12
13.
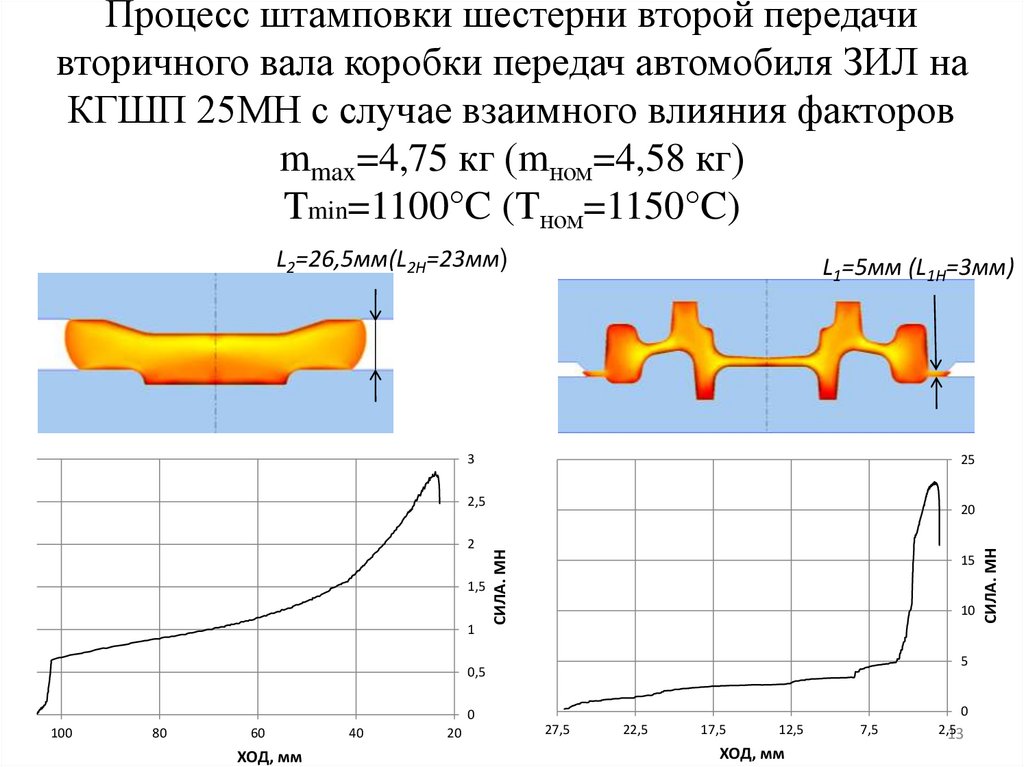
Процесс штамповки шестерни второй передачивторичного вала коробки передач автомобиля ЗИЛ на
КГШП 25МН с случае взаимного влияния факторов
mmax=4,75 кг (mном=4,58 кг)
Tmin=1100°C (Tном=1150°C)
L2=26,5мм(L2Н=23мм)
L1=5мм (L1Н=3мм)
3
25
2,5
1
15
10
5
0,5
0
100
80
60
ХОД, мм
40
20
27,5
22,5
17,5
12,5
ХОД, мм
7,5
0
2,5
13
СИЛА. МН
1,5
СИЛА. МН
2
20
14.
Моделирование работы КГШП 25МН.Параметры, фиксируемые при моделировании
14
15.
Моделирование работы КГШП 25МН безоперативной подрегулировки закрытой высоты
(случай взаимного влияния факторов массы и температуры
mmax=4,75 кг, Tmin=1100°C)
∆L1=2мм
∆L2=3,5мм
Величина
26,5
несмыкания
штампов L2,
мм
0,45с
Закрытая
5
высота
КГШП L1,
мм
[L2]=23мм
[L1]=3мм
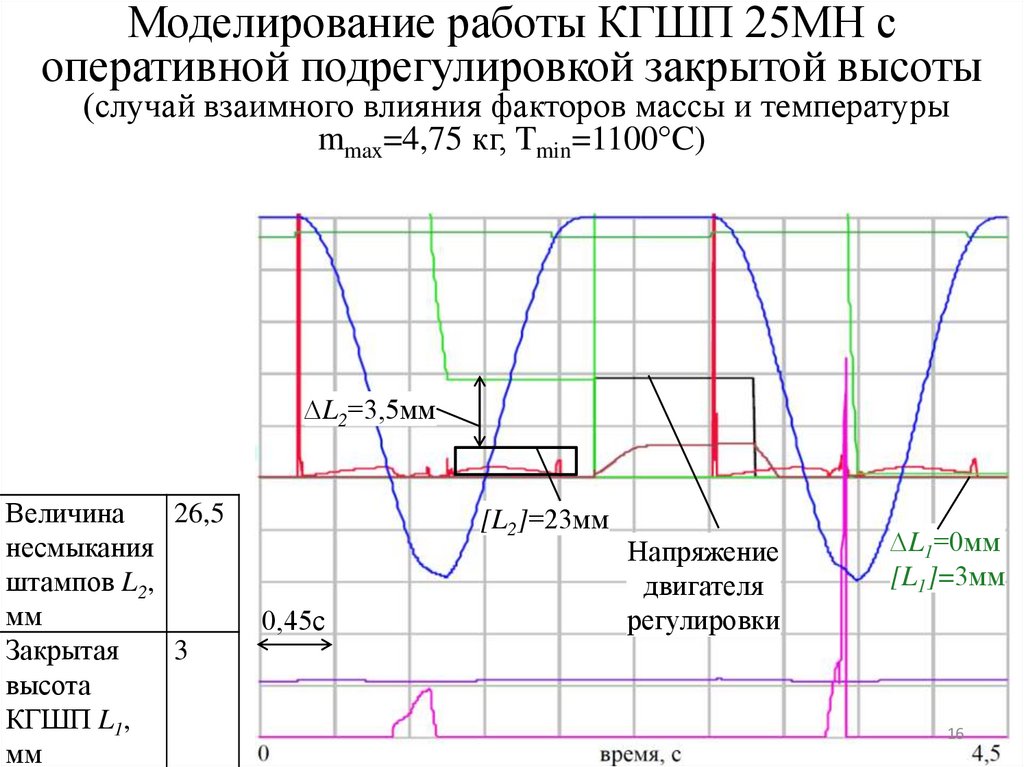
16.
Моделирование работы КГШП 25МН соперативной подрегулировкой закрытой высоты
(случай взаимного влияния факторов массы и температуры
mmax=4,75 кг, Tmin=1100°C)
∆L2=3,5мм
Величина
26,5
несмыкания
штампов L2,
мм
Закрытая
3
высота
КГШП L1,
мм
[L2]=23мм
0,45с
Напряжение
двигателя
регулировки
∆L1=0мм
[L1]=3мм
16
17.
Результаты моделированияУправление
Отклонение на
предварительном переходе
штамповки ∆ L2, мм
Отклонение на
окончательной позиции
штамповки ∆ L1, мм
Величина несмыкания
штампов L2, мм
Закрытая высота КГШП L1,
мм
Без
оперативной
регулировки
+3,5
С оперативной
регулировкой
+2
0
26,5
26,5
5
3
+3,5
Вывод: оперативная регулировка осуществима,
отклонения высотного размера поковок могут стабилизироваться
оперативной регулировкой закрытой высоты КГШП.
17
18.
Зависимость сил предварительного иокончательного переходов штамповки от
параметров процесса ГОШ на
КГШП25МН
Масса
заготовки, кг
Температура
нагрева
заготовки, °C
4,51
4,58
4,65
4,51
4,58
4,65
4,51
4,58
4,65
1200
1200
1200
1150
1150
1150
1100
1100
1100
Сила
Сила
предварительного окончательного
перехода
перехода
штамповки
штамповки
P2, МН
P1, МН
2.16
18.37
2.19
19.02
2.2
19.5
2.38
19.8
2.42
20.49
2.44
20.93
2.71
21.39
2.74
22.16
2.78
22.54
18
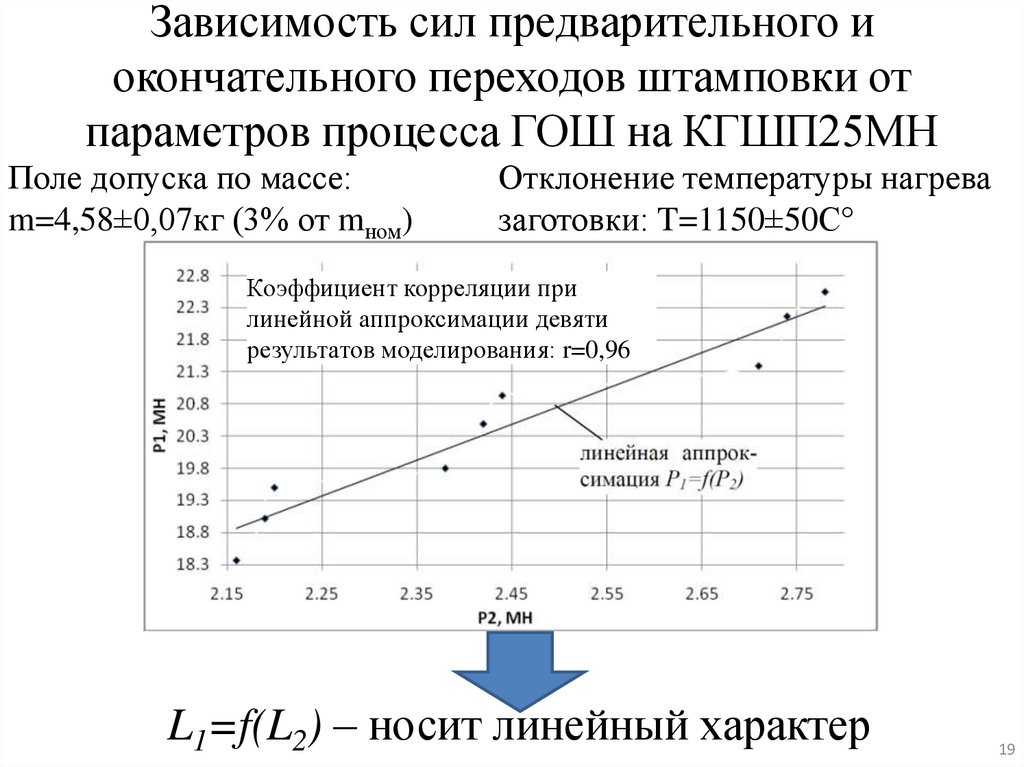
19.
Зависимость сил предварительного иокончательного переходов штамповки от
параметров процесса ГОШ на КГШП25МН
Поле допуска по массе:
m=4,58±0,07кг (3% от mном)
Отклонение температуры нагрева
заготовки: T=1150±50С°
Коэффициент корреляции при
линейной аппроксимации девяти
результатов моделирования: r=0,96
L1=f(L2) – носит линейный характер
19
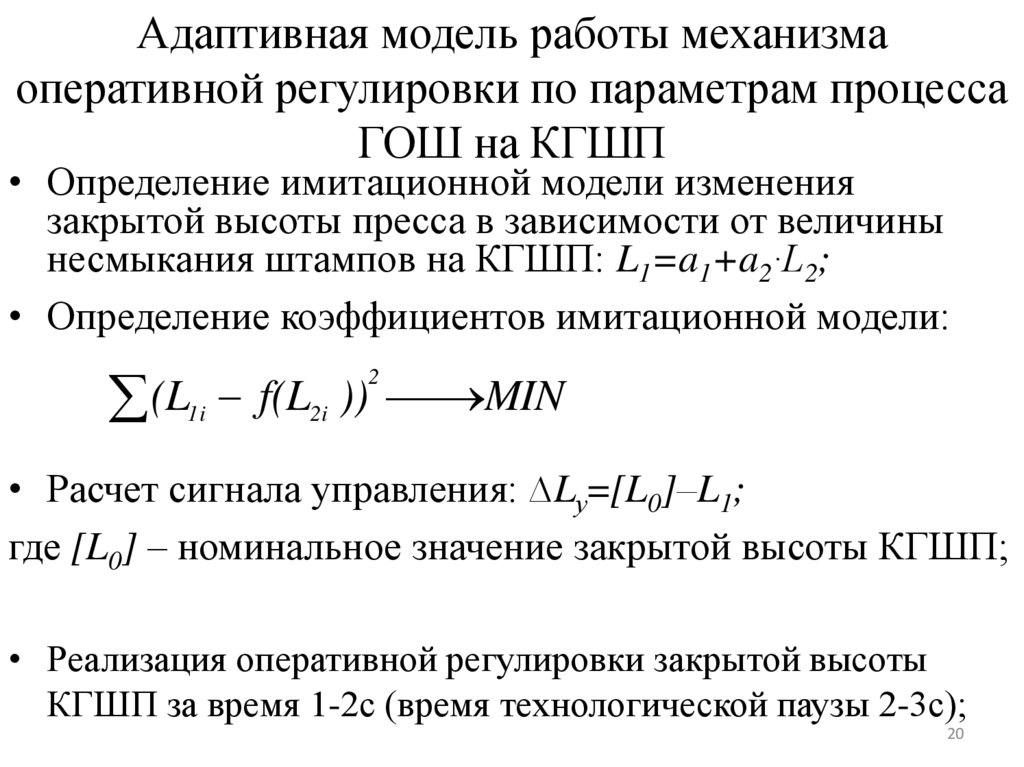
20.
Адаптивная модель работы механизмаоперативной регулировки по параметрам процесса
ГОШ на КГШП
• Определение имитационной модели изменения
закрытой высоты пресса в зависимости от величины
несмыкания штампов на КГШП: L1=a1+a2∙L2;
• Определение коэффициентов имитационной модели:
MIN
(L f(L ))
2
1i
2i
• Расчет сигнала управления: ∆Lу=[L0]–L1;
где [L0] – номинальное значение закрытой высоты КГШП;
• Реализация оперативной регулировки закрытой высоты
КГШП за время 1-2с (время технологической паузы 2-3с);
20
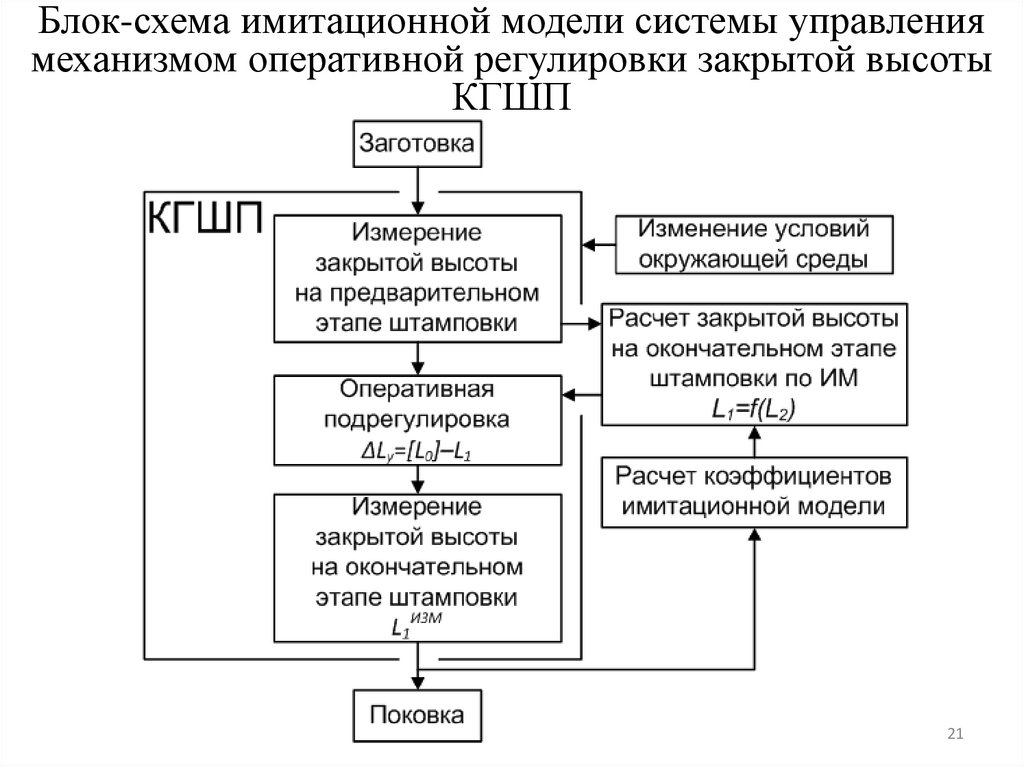
21.
Блок-схема имитационной модели системы управлениямеханизмом оперативной регулировки закрытой высоты
КГШП
21
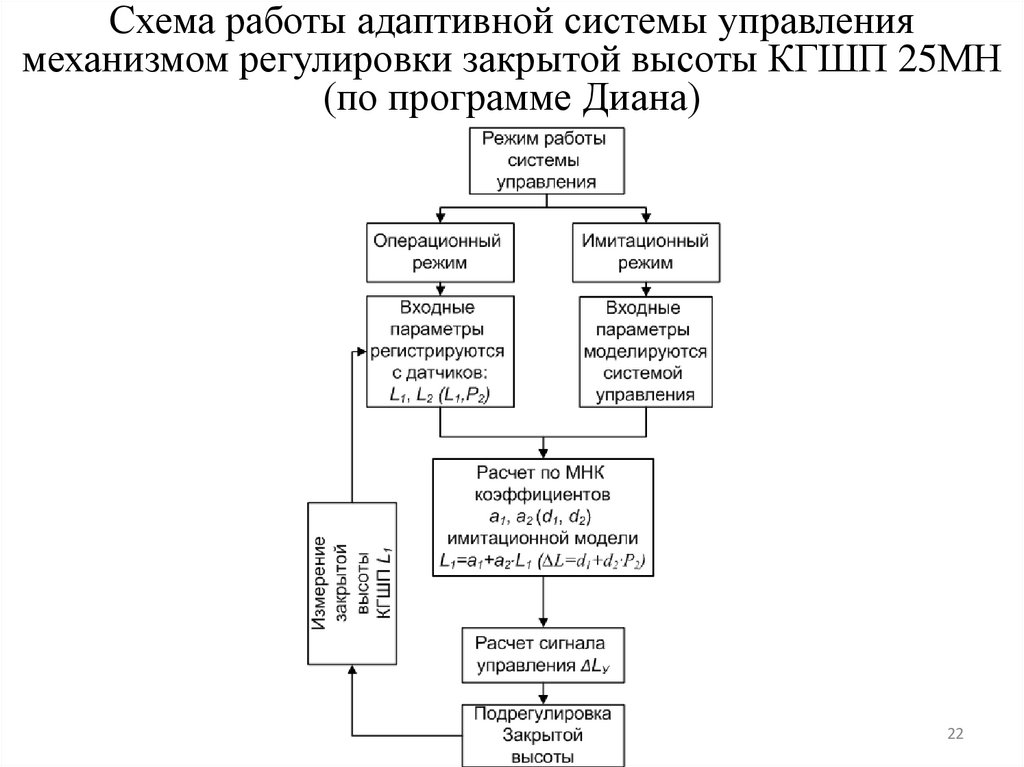
22.
Схема работы адаптивной системы управлениямеханизмом регулировки закрытой высоты КГШП 25МН
(по программе Диана)
22
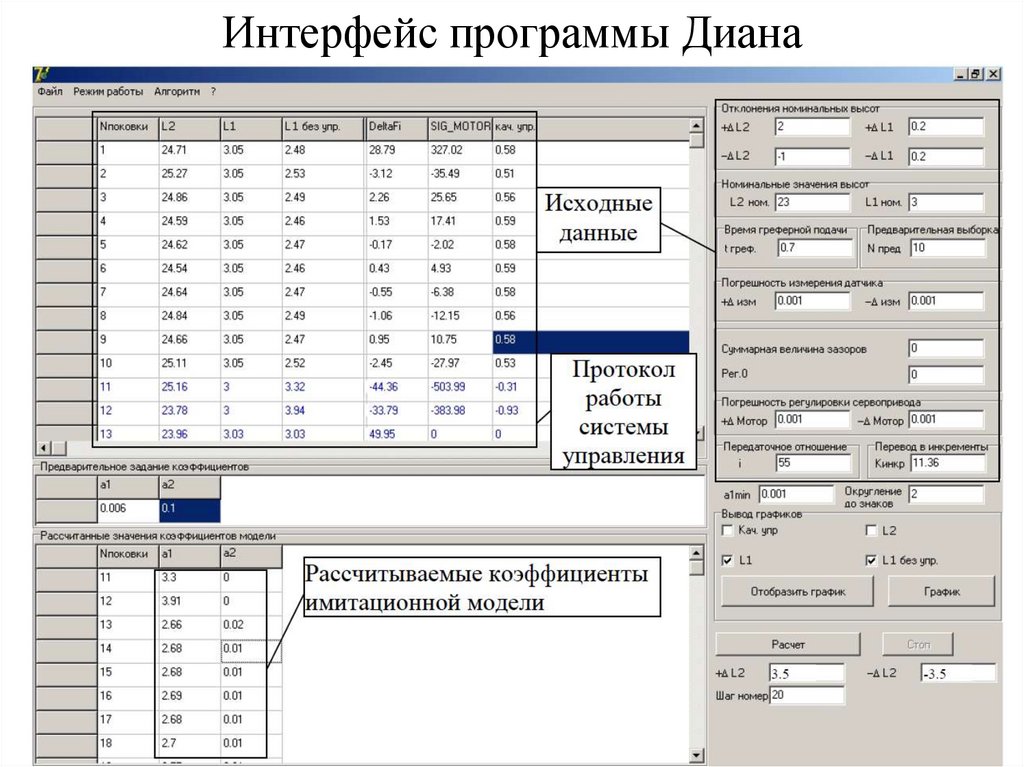
23.
Интерфейс программы Диана23
24.
Визуализация результатов работы имитационноймодели изменения закрытой высоты КГШП
Величина несмыкания штампов, мм
4
3,5
2,5
Номер цикла штамповки
24
25.
Кинематическая схема, приборы и датчикиэкспериментальной установки
обрат ная
связь с ПЧ
Промышленный
компьют ер
L1
L2
Sп L ТЕК
преобразоват ель
част от ы KEB 14.F5.M1E
УПР
серводвигат ель механизма
рег улировки C4.SM.000- 3400
L1 - закрыт ая высот а поковки после подрегулировки
на окончат ельной позиции шт амповки;
L2 - величина несмыкания шт ампов на предварит ельной
позиции шт амповки;
L - величина подрег улировки закрыт ой высот ы
Sп - линейное перемещение ползуна;
тек - т екущая координат а вала двиг ат еля;
упр - сиг нал на поворот вала двигат еля управленя;
4
3
2
5
1
25
26.
Кинематическая схема механизма экспериментальногостенда
обрат ная
связь с ПЧ
Промышленный
компьют ер
червячный
механизм i=55 энкодер SPIDER 8
рег улируемый
механический
т ормоз
ТЕК
преобразоват ель
част от ы KEB 14.F5.M1E
УПР
серводвигат ель механизма
регулировки
УПР - сигнал на поворот вала двигат еля управленя.
ТЕК - т екущее значение координат ы вала двигат еля
26
27.
Экспериментальная установка5
4
1
1-синхронный двигатель механизма
оперативной подрегулировки
закрытой высоты КШП 630кН
(Mн=5Нм, Pн=1,57кВт)
2-червячный механизм оперативной
регулировки закрытой
высоты КШП 630кН;
3-телескопический карданный вал;
4-датчик угла поворота винтовой
передачи;
5-преобразователь частоты
(Pн=1,57кВт);
2
3
27
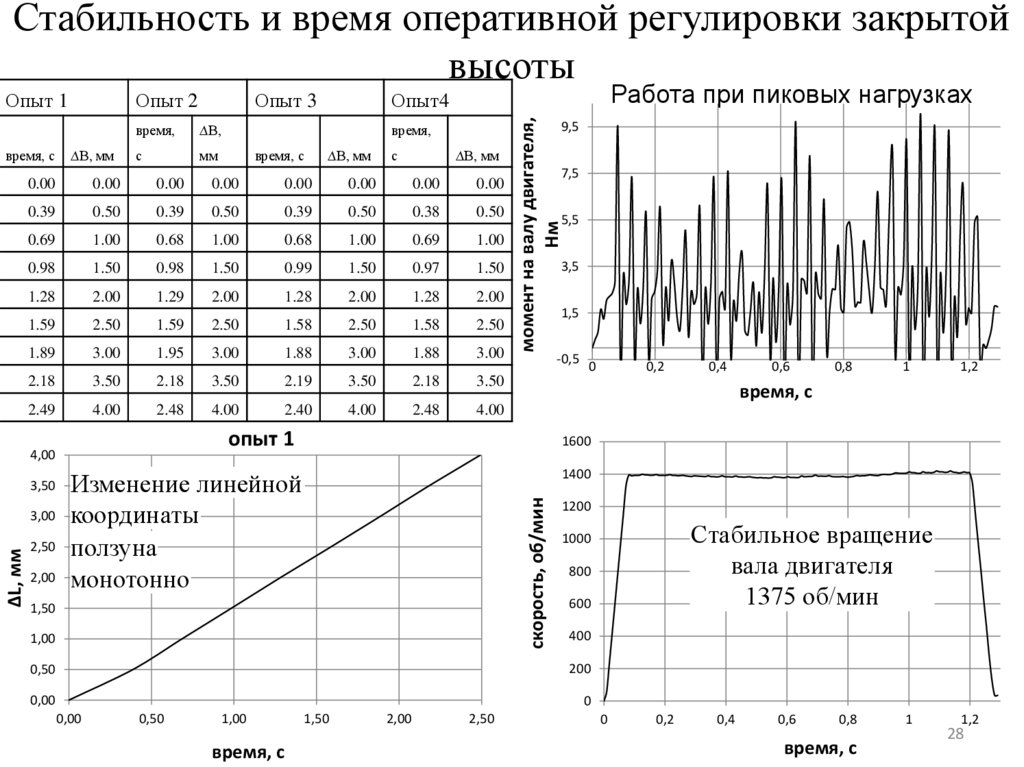
28.
Стабильность и время оперативной регулировки закрытойвысоты
Опыт 2
Опыт 3
время,
∆B,
с
мм
время, с
∆B, мм
0.00
0.00
0.00
0.39
0.50
0.69
Работа при пиковых нагрузках
Опыт4
9,5
время,
с
момент на валу двигателя,
Нм
Опыт 1
время, с
∆B, мм
∆B, мм
0.00
0.00
0.00
0.00
0.00
0.39
0.50
0.39
0.50
0.38
0.50
1.00
0.68
1.00
0.68
1.00
0.69
1.00
0.98
1.50
0.98
1.50
0.99
1.50
0.97
1.50
1.28
2.00
1.29
2.00
1.28
2.00
1.28
2.00
1.59
2.50
1.59
2.50
1.58
2.50
1.58
2.50
1.89
3.00
1.95
3.00
1.88
3.00
1.88
3.00
2.18
3.50
2.18
3.50
2.19
3.50
2.18
3.50
2.49
4.00
2.48
4.00
2.40
4.00
2.48
4.00
7,5
5,5
3,5
1,5
-0,5 0
1600
Изменение линейной
3,00 координаты
2,50 ползуна
2,00 монотонно
1400
скорость, об/мин
∆L, мм
3,50
1,50
1,00
0,4
0,6
0,8
1
1,2
время, с
опыт 1
4,00
0,2
1200
Стабильное вращение
вала двигателя
1375 об/мин
1000
800
600
400
200
0,50
0,00
0
0,00
0,50
1,00
время, с
1,50
2,00
2,50
0
0,2
0,4
0,6
0,8
время, с
1
1,2
28
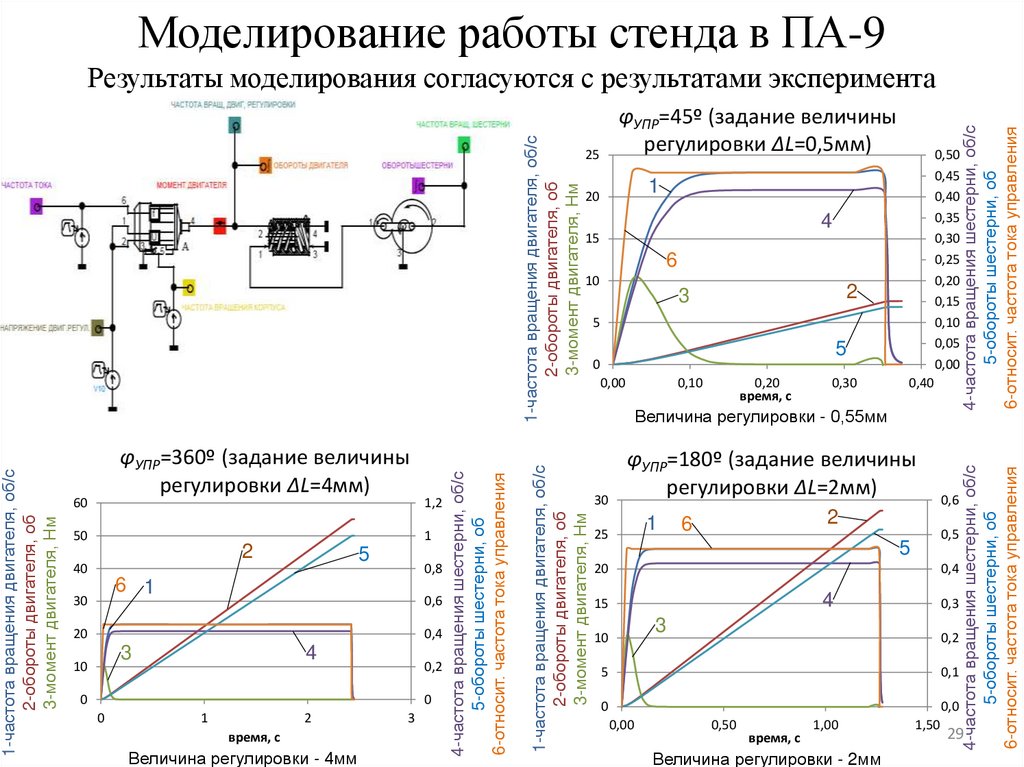
29.
Моделирование работы стенда в ПА-950
1
2
5
40
0,8
6 1
30
1,2
0,6
20
0,4
3
10
4
0,2
0
0
0
1
2
время, с
Величина регулировки - 4мм
3
1
20
4
15
6
10
2
3
5
5
0
0,00
0,10
0,20
время, с
0,30
4-частота вращения шестерни, об/с
5-обороты шестерни, об
6-относит. частота тока управления
0,50
0,45
0,40
0,35
0,30
0,25
0,20
0,15
0,10
0,05
0,00
0,40
Величина регулировки - 0,55мм
30
φУПР=180º (задание величины
регулировки ∆L=2мм)
1
25
0,6
2
6
0,5
5
20
0,4
4
15
0,3
3
10
0,2
5
0,1
0
0,0
0,00
0,50
время, с
1,00
Величина регулировки - 2мм
1,50
4-частота вращения шестерни, об/с
5-обороты шестерни, об
6-относит. частота тока управления
60
φУПР=45º (задание величины
регулировки ∆L=0,5мм)
25
1-частота вращения двигателя, об/с
2-обороты двигателя, об
3-момент двигателя, Нм
φУПР=360º (задание величины
регулировки ∆L=4мм)
4-частота вращения шестерни, об/с
5-обороты шестерни, об
6-относит. частота тока управления
1-частота вращения двигателя, об/с
2-обороты двигателя, об
3-момент двигателя, Нм
1-частота вращения двигателя, об/с
2-обороты двигателя, об
3-момент двигателя, Нм
Результаты моделирования согласуются с результатами эксперимента
29
30.
30350
25
300
250
20
200
15
150
10
100
5
50
0
0
0
0,5
1
1,5
2
угол поворота шестерни,
град.
частота вращения
шестерни, об/мин
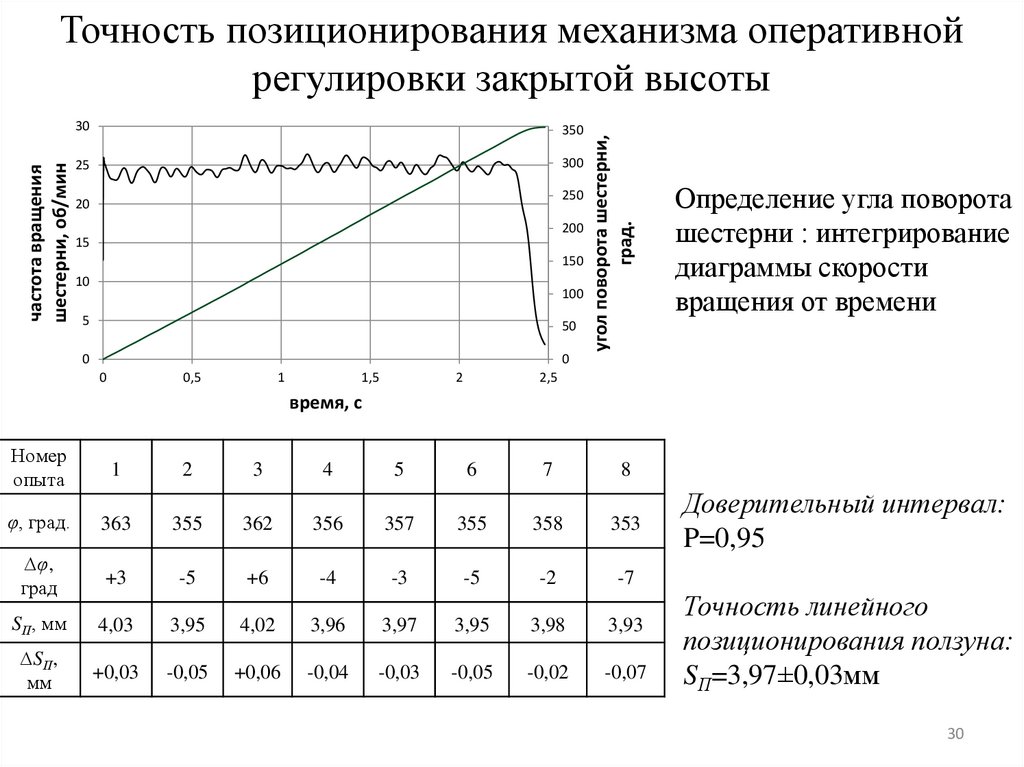
Точность позиционирования механизма оперативной
регулировки закрытой высоты
Определение угла поворота
шестерни : интегрирование
диаграммы скорости
вращения от времени
2,5
время, с
Номер
опыта
1
2
3
4
5
6
7
8
φ, град.
363
355
362
356
357
355
358
353
∆φ,
град
+3
-5
+6
-4
-3
-5
-2
-7
SП, мм
4,03
3,95
4,02
3,96
3,97
3,95
3,98
3,93
∆SП,
мм
+0,03
-0,05
+0,06
-0,04
-0,03
-0,05
-0,02
-0,07
Доверительный интервал:
P=0,95
Точность линейного
позиционирования ползуна:
SП=3,97±0,03мм
30
31.
3132.
Выводы по семинару
В настоящее время проектирование КГШП проводится без учета нестабильности
параметров процесса ГОШ: температуры, массы (объема), термической деформации
штамповых вставок и других факторов технологического процесса.
Задачу повышения точности высотного размера поковок целесообразно решать на основе
разработанной в семинаре системы адаптивного управления механизмом оперативной
регулировки закрытой высоты пресса. Обратной связью такой системы управления
служит величина межштампового пространства на окончательной позиции штамповки.
Разработку системы адаптивного управления целесообразно проводить по стратегии
измерения величины несмыкания штампов на предварительном этапе штамповки с
обратной связью по измеряемой закрытой высоте межштампового пространства на
окончательной позиции штамповки.
На основе теоретических исследований разработана программа управления механизмом
регулировки закрытой высоты "Диана" с имитационной моделью работы механизма
оперативной регулировки КГШП 25МН.
Установлена достоверность теоретических исследований и подтверждена возможность
оперативной регулировки закрытой высоты КШП 630кН на величину 1,5мм, что
соответствует максимальной величине подрегулировки КГШП 25МН, во время
технологической паузы 3с между операциями 2-х, 3-х переходной штамповки время
оперативной регулировки при этом не превышает 1с. Время оперативной
подрегулировки до 1мм, не превышает 0,7с.
32