





 Механика
Механика Промышленность
ПромышленностьПохожие презентации:










Качество поверхности детали
1.
Качество поверхности детали2.
Качество поверхности⚫это совокупность всех служебных
свойств поверхностного слоя
материала.
3.
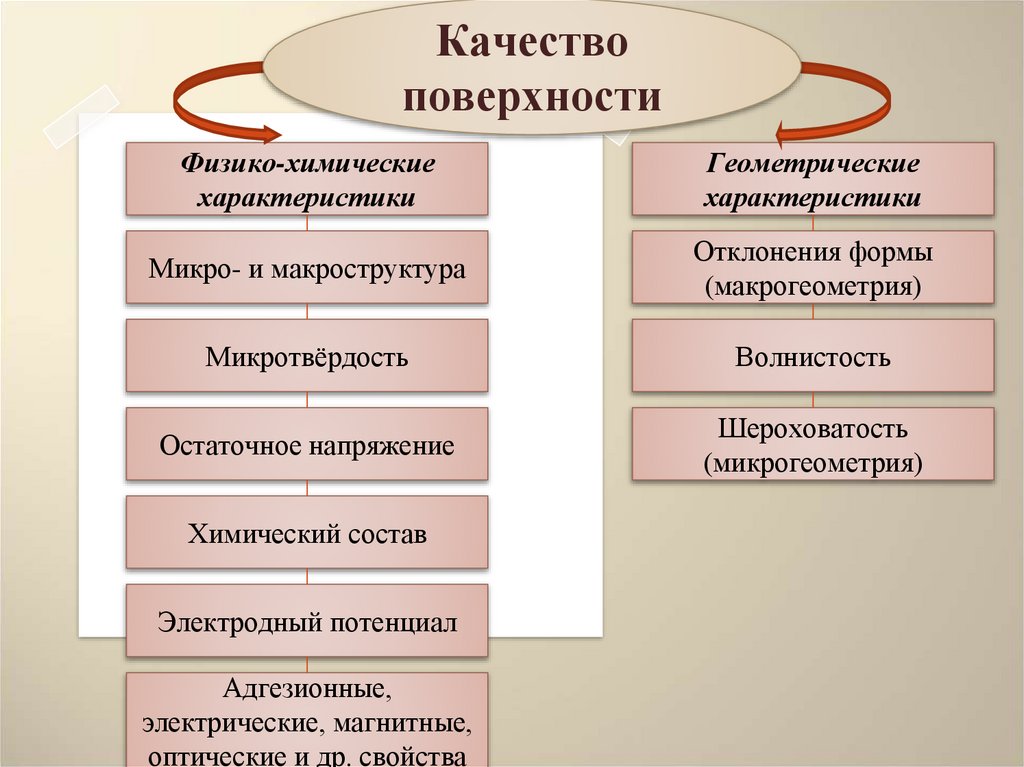
Качествоповерхности
Физико-химические
характеристики
Геометрические
характеристики
Микро- и макроструктура
Отклонения формы
(макрогеометрия)
Микротвёрдость
Волнистость
Остаточное напряжение
Шероховатость
(микрогеометрия)
Химический состав
Электродный потенциал
Адгезионные,
электрические, магнитные,
оптические и др. свойства
4.
Макрогеометрические отклонения⚫это единичные, неповторяющиеся
регулярно отклонения от
теоретической формы поверхности.
ГОСТ 24642-81 устанавливает
следующие отклонения формы
поверхностей.
5.
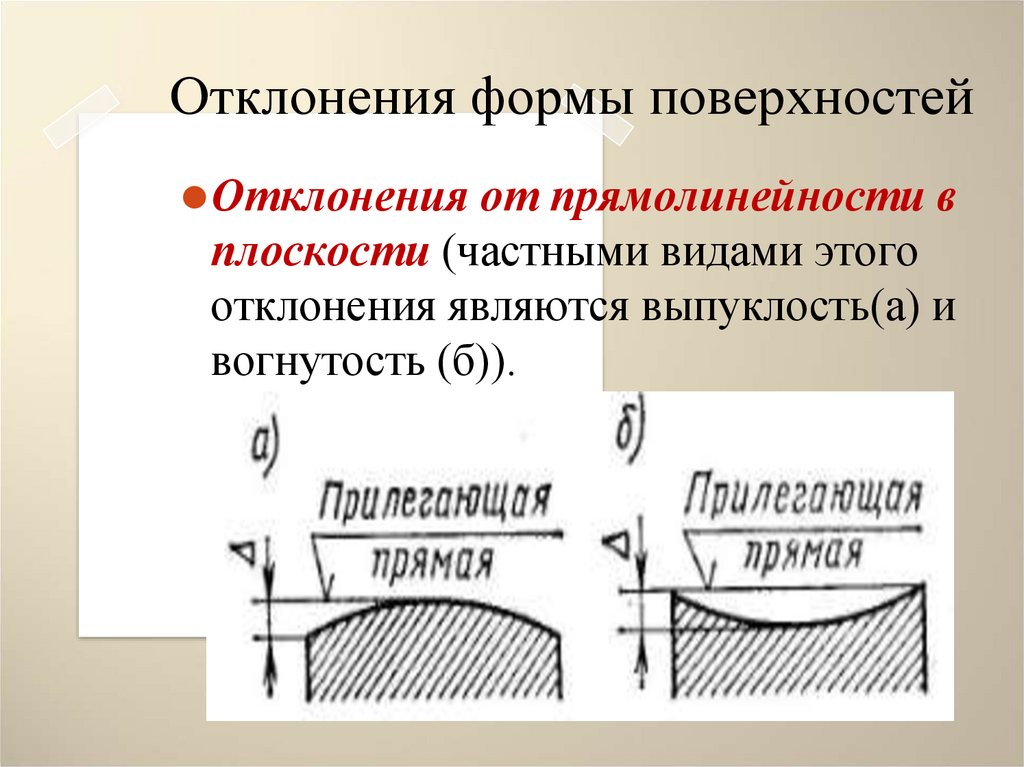
Отклонения формы поверхностей⚫Отклонения от прямолинейности в
плоскости (частными видами этого
отклонения являются выпуклость(а) и
вогнутость (б)).
6.
Отклонения формы поверхностей⚫Отклонения от плоскостности
(частными видами этого отклонения
являются выпуклость(в) и вогнутость
(г)).
7.
Отклонения формы поверхностей⚫Отклонения от круглости (частными
видами этого отклонения являются
овальность (д) и огранка (е)).
8.
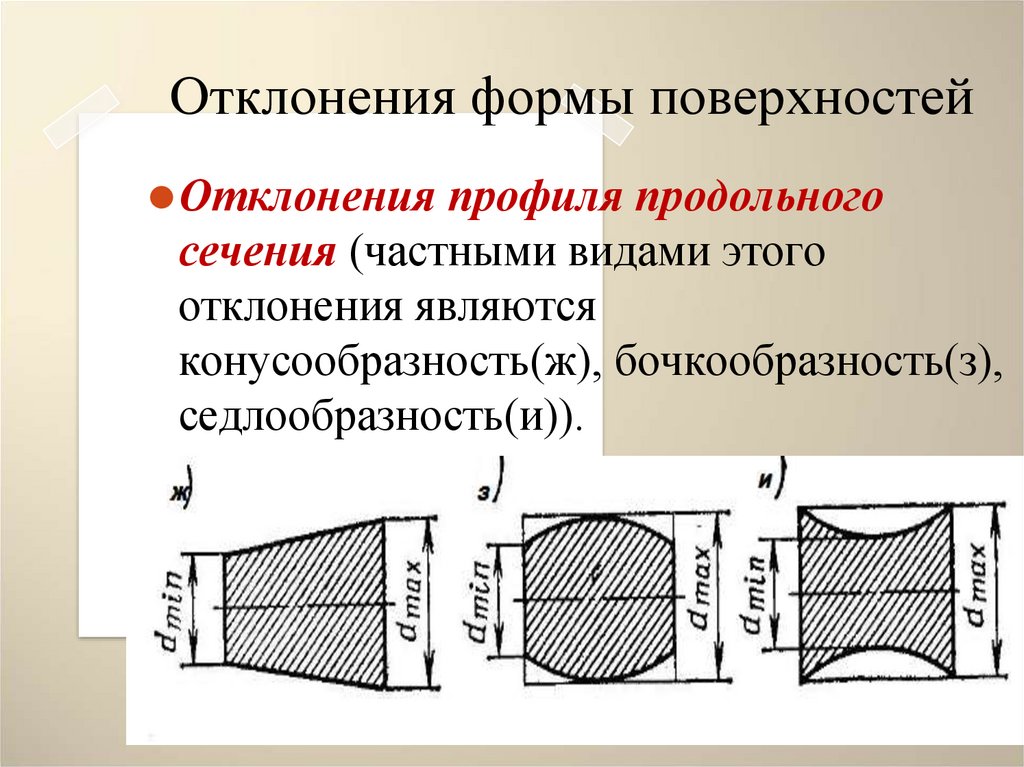
Отклонения формы поверхностей⚫Отклонения профиля продольного
сечения (частными видами этого
отклонения являются
конусообразность(ж), бочкообразность(з),
седлообразность(и)).
9.
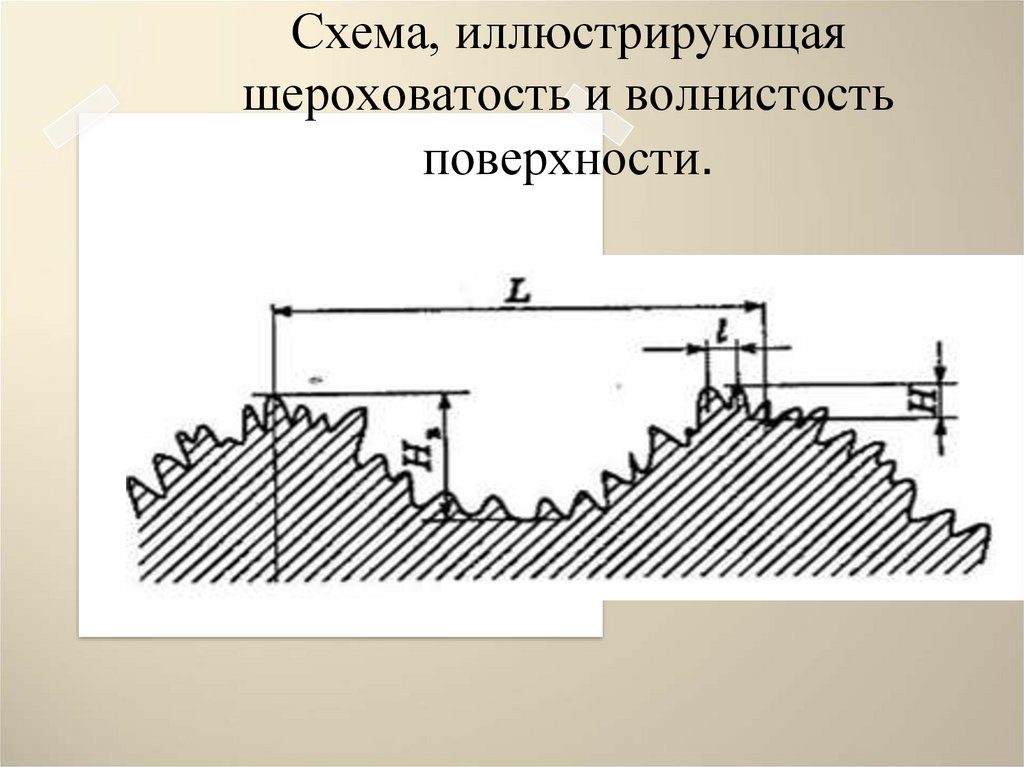
Волнистость поверхности⚫это совокупность периодически
чередующихся неровностей, у которых
расстояние между смежными
возвышенностями или впадинами
превышает базовую длину.
Волнистость является следствием
вибрации технологической системы, а
также неравномерностями процесса
резания.
10.
Шероховатость поверхности⚫это совокупность неровностей с
относительно малыми шагами на
базовой длине.
Шероховатость образовывается в
результате воздействия режущей
кромки инструмента на
обрабатываемую поверхность.
11.
Схема, иллюстрирующаяшероховатость и волнистость
поверхности.
12.
Параметры шероховатостиповерхности (ГОСТ 2789-73).
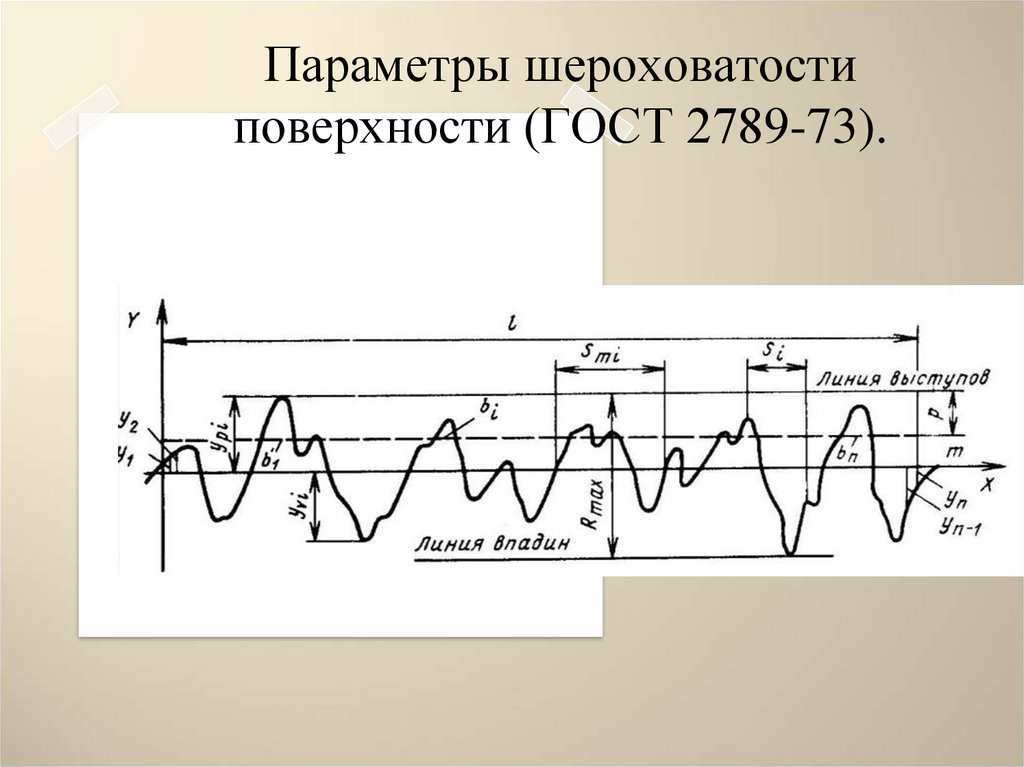
13.
Параметры шероховатостиповерхности (ГОСТ 2789-73).
Ra-среднее арифметическое отклонение
профиля;
2. Rz- высота неровностей профиля по
десяти точкам;
3. Rmax-наибольшая высота неровностей
профиля;
4. Sm-средний шаг неровностей профиля;
5. S-средний шаг местных выступов
профиля;
6. tp-относительная опорная длина
профиля.
1.
14.
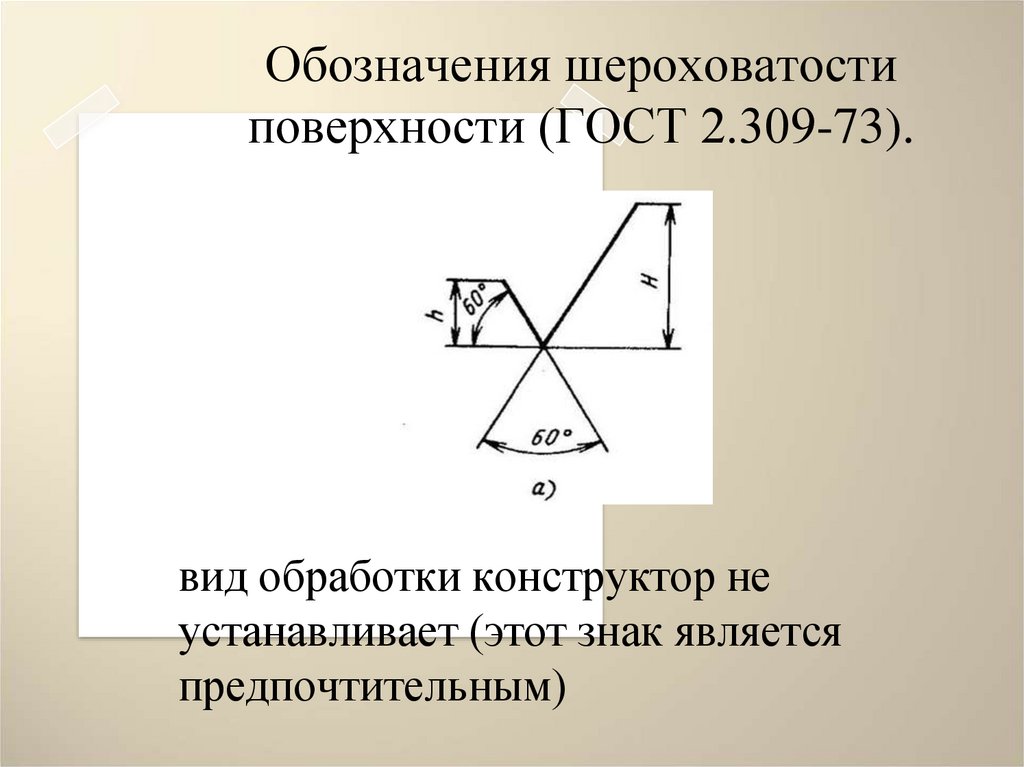
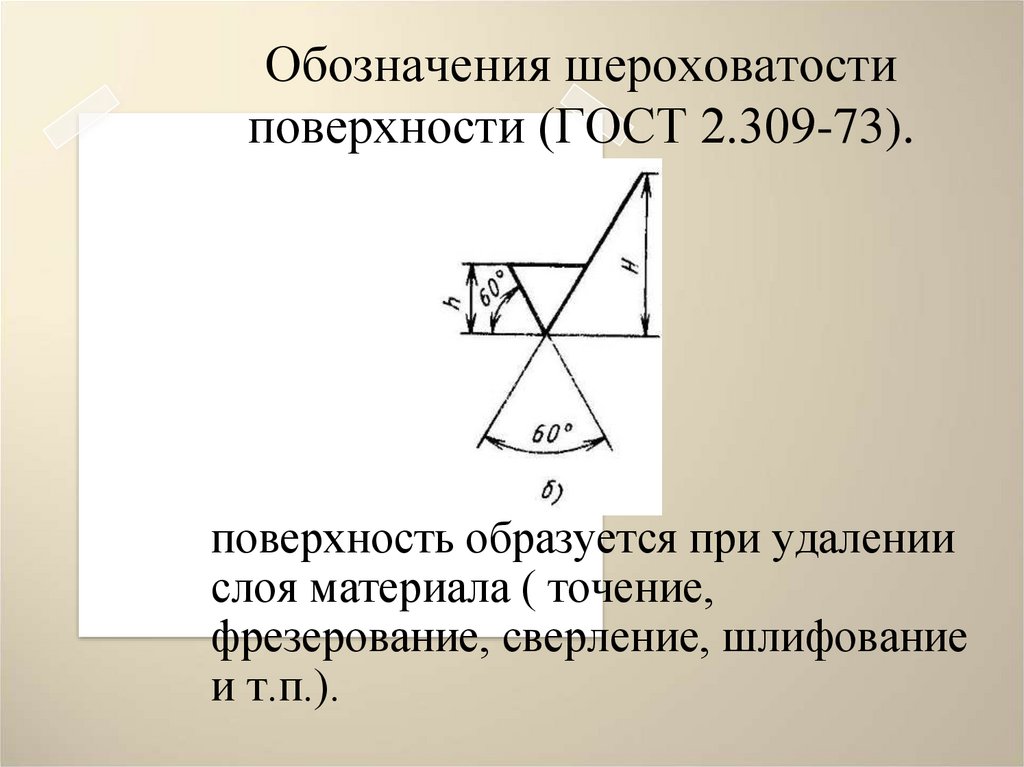
Обозначения шероховатостиповерхности (ГОСТ 2.309-73).
вид обработки конструктор не
устанавливает (этот знак является
предпочтительным)
15.
Обозначения шероховатостиповерхности (ГОСТ 2.309-73).
поверхность образуется при удалении
слоя материала ( точение,
фрезерование, сверление, шлифование
и т.п.).
16.
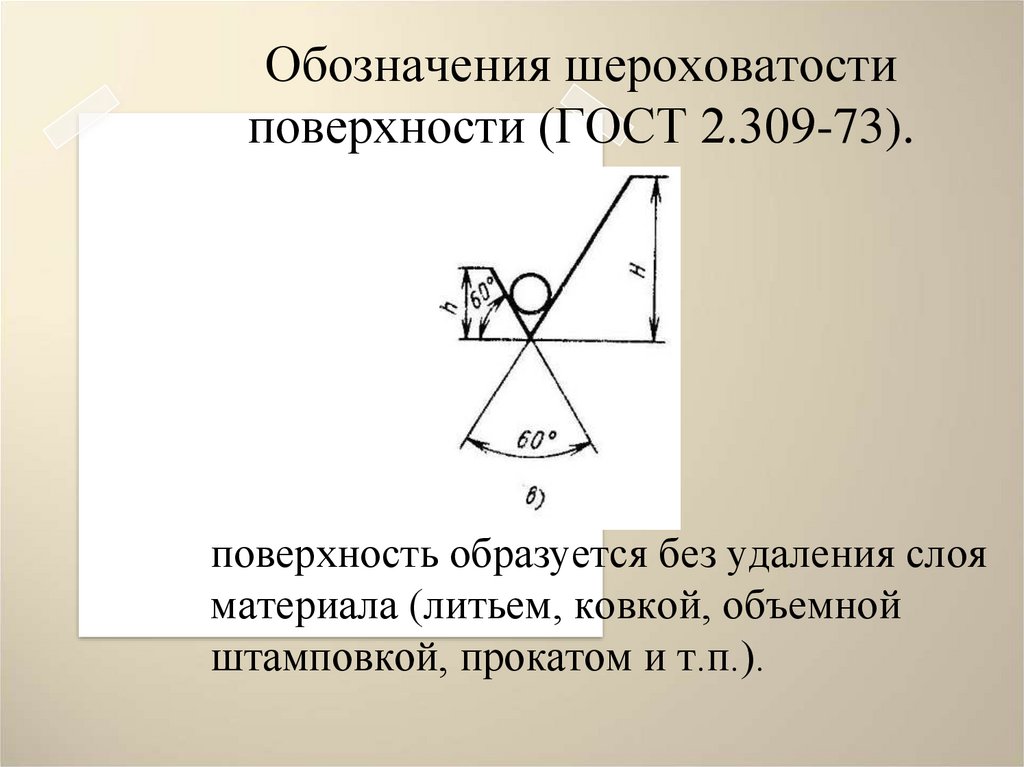
Обозначения шероховатостиповерхности (ГОСТ 2.309-73).
поверхность образуется без удаления слоя
материала (литьем, ковкой, объемной
штамповкой, прокатом и т.п.).
17.
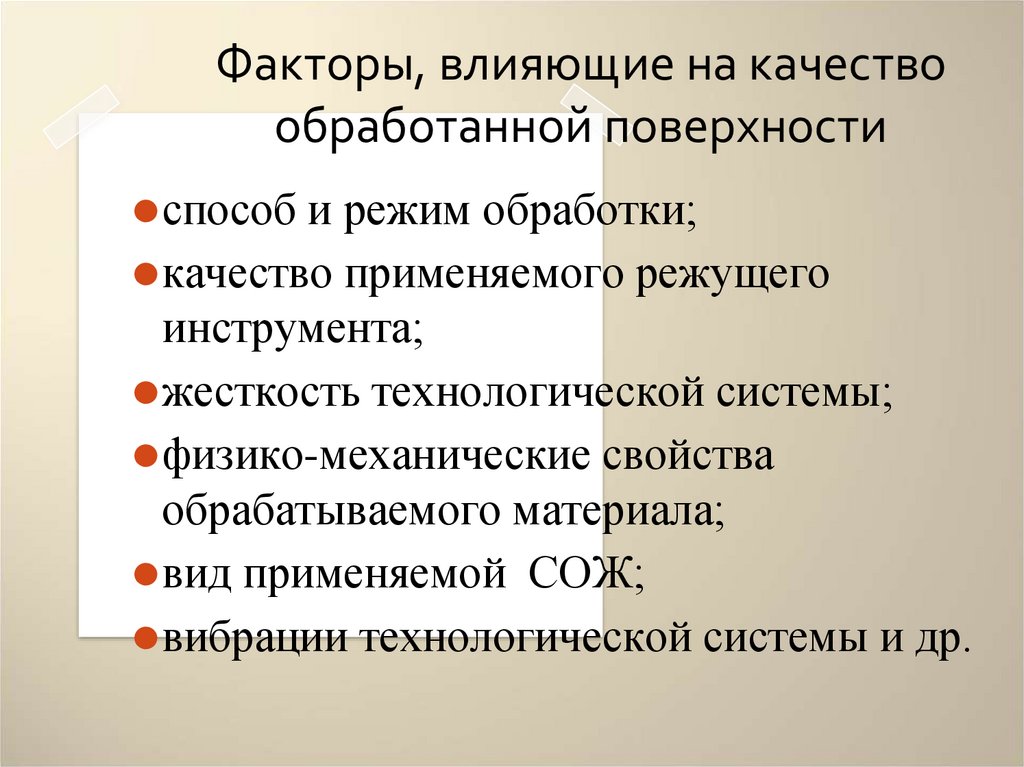
Факторы, влияющие на качествообработанной поверхности
⚫способ и режим обработки;
⚫качество применяемого режущего
инструмента;
⚫жесткость технологической системы;
⚫физико-механические свойства
обрабатываемого материала;
⚫вид применяемой СОЖ;
⚫вибрации технологической системы и др.
18.
Каждому способу обработки соответствуетсвой диапазон получаемой шероховатости
поверхности.
Вывод: чем выше точность получаемого размера,
тем меньше шероховатость поверхности.
19.
Влияние качества поверхности наэксплуатационные свойства:
⚫износостойкость;
⚫усталостная прочность;
⚫коррозионная стойкость;
⚫стабильность характера посадок;
⚫герметичность соединения.
20.
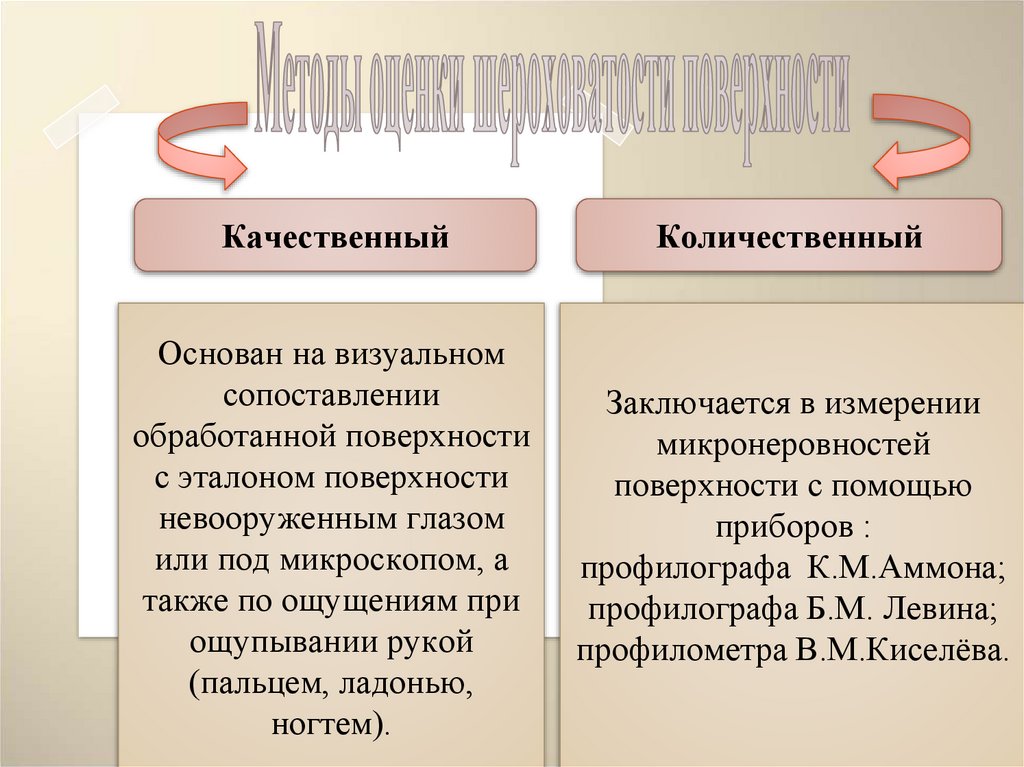
КачественныйКоличественный
Основан на визуальном
сопоставлении
обработанной поверхности
с эталоном поверхности
невооруженным глазом
или под микроскопом, а
также по ощущениям при
ощупывании рукой
(пальцем, ладонью,
ногтем).
Заключается в измерении
микронеровностей
поверхности с помощью
приборов :
профилографа К.М.Аммона;
профилографа Б.М. Левина;
профилометра В.М.Киселёва.
21.
Пути улучшения качестваповерхностного слоя деталей машин
1. Припуски на обработку, а также
последовательность выполнения
операций устанавливают с учетом
технологической наследовательности так,
чтобы сохранить у детали
положительные качества( наклёп
поверхностного слоя, высокую
поверхностную твердость, остаточные
напряжения сжатия и др.) или, наоборот,
устранить отрицательные качества.
22.
Пути улучшения качестваповерхностного слоя деталей машин
2. Применение специальных отдельноупрочняющих методов обработки
деталей машин ( химико-термические,
поверхностное легирование,
поверхностная термическая обработка,
покрытие поверхностей твердыми
сплавами и металлами и др.).
Применение этих методов
способствуют повышению
эксплуатационных свойств машин.
23.
Вопросы для самопроверки1. Чем определяется качество поверхностей
детали?
2. Какие параметры шероховатости
поверхности установлены ГОСТ 2789-73?
3. Каким образом обозначается шероховатость
поверхности на чертеже?
4. Какие факторы оказывают влияние на
качество обработанной поверхности?
5. Как влияет качество поверхности на
эксплуатационные свойства деталей машин?
6. Какие пути используются для улучшения
качества обработанной поверхности деталей
машин?