











 Математика
Математика Промышленность
ПромышленностьПохожие презентации:


")

")




")
Выбор универсальных СИ
1. Выбор универсальных СИ
Практические занятия № 4-5 по курсу«Прикладная метрология»
2.
В настоящее время единственным документом по выбору универсальных СИявляются методические указания "Выбор универсальных средств измерений
линейных размеров до 500 мм” (РД 50–98–86). Документ РД 50-98-86
распространяется на задачи выбора универсальных СИ для сопрягаемых
размеров, т.е. размеров с указанными на чертеже предельными
отклонениями (например, Ø 20 H7,
).
При разработке РД были использованы два принципиальных положения:
а) одним и тем же СИ можно получить разные погрешности измерений при
разных условиях и вариантах их применения.
б) выбор СИ по обеспечению предельной погрешности необходимо производить
с учетом конкретных условий измерений.
Структурно РД состоит из двух частей. Первая часть состоит из двух таблиц
(таблица 1 «Предельные погрешности измерения наружных линейных
размеров, биений и глубин универсальными измерительными средствами»,
таблица 2 «Предельные погрешности измерения внутренних линейных
размеров универсальными измерительными средствами») и пояснительного
текста. В таблицах даны погрешности измерений при использовании
существующих СИ. Значение погрешности зависит от варианта использования
СИ (применение установочных мер разных классов, использование
установочных узлов, вид контакта измерительного наконечника и детали) и
диапазона измеряемых размеров.
Также значение погрешности для
некоторых СИ зависит от того, находится ли СИ в руках или в стойках (для
обеспечения изоляции тепла рук оператора).
3.
Универсальные СИ приведены в таблицах в виде списка, где СИ расположены поубыванию значений предельных погрешностей. В тексте даны краткие
пояснения по составляющим погрешности измерений.
Во второй части даны вспомогательные таблицы, облегчающие процесс выбора
СИ: таблица 5 «Измерение наружных размеров станковыми СИ», таблица 6
«Измерение наружных размеров накладными СИ», таблица 7 «Измерение
внутренних размеров», таблица 8 «Измерение глубин и уступов
универсальными измерительными средствами», таблица 9 « Измерение
радиального и торцевого биения поверхностей».
В этих таблицах информация о рекомендуемых СИ в зависимости от диапазона
номинальных размеров и квалитета указывается в виде дроби, где в
числителе находится числовое значение допускаемой погрешности
измерения по ГОСТ 8.051–81 и допуск на размер, а в знаменателе указано
рекомендуемое СИ по РД, обозначенное цифрами и буквами. Цифрами
указывается порядковый номер СИ по таблицам РД (таблицы 1 или 2), а буква
– это вариант использования этого СИ.
4.
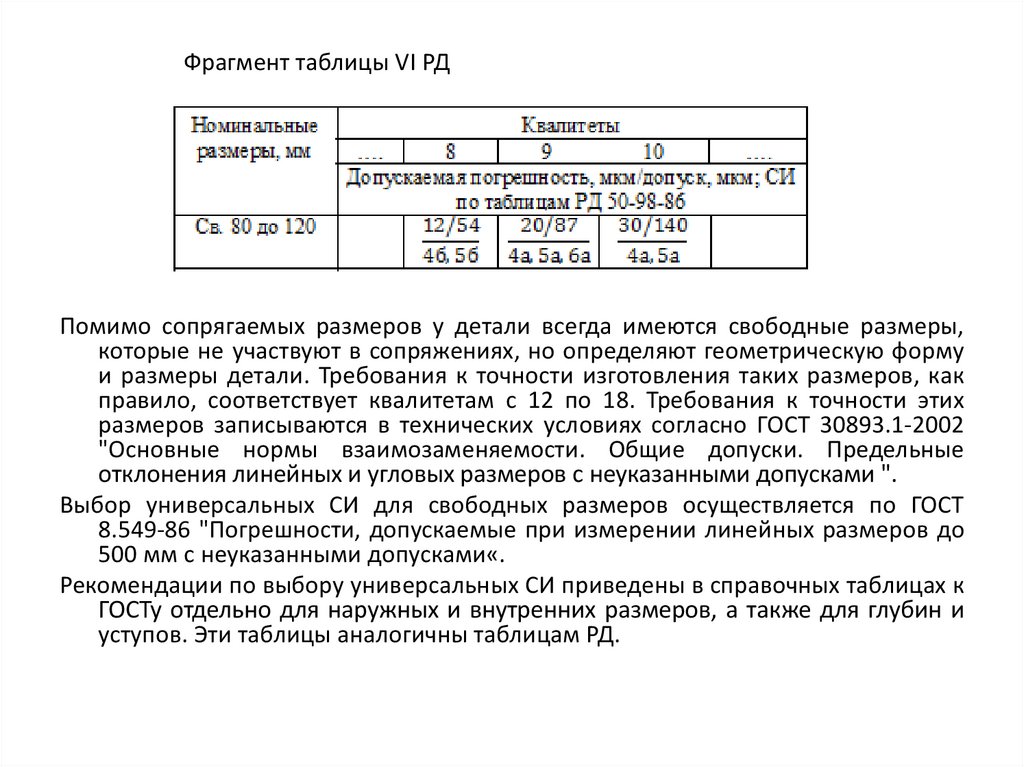
Фрагмент таблицы VI РДПомимо сопрягаемых размеров у детали всегда имеются свободные размеры,
которые не участвуют в сопряжениях, но определяют геометрическую форму
и размеры детали. Требования к точности изготовления таких размеров, как
правило, соответствует квалитетам с 12 по 18. Требования к точности этих
размеров записываются в технических условиях согласно ГОСТ 30893.1-2002
"Основные нормы взаимозаменяемости. Общие допуски. Предельные
отклонения линейных и угловых размеров с неуказанными допусками ".
Выбор универсальных СИ для свободных размеров осуществляется по ГОСТ
8.549-86 "Погрешности, допускаемые при измерении линейных размеров до
500 мм с неуказанными допусками«.
Рекомендации по выбору универсальных СИ приведены в справочных таблицах к
ГОСТу отдельно для наружных и внутренних размеров, а также для глубин и
уступов. Эти таблицы аналогичны таблицам РД.
5.
РД может рекомендовать несколько СИ, тогда необходимо выбрать оптимальныйвариант исходя из условий измерения, который обеспечивает погрешность
измерений не больше допускаемой, т.е. обязательно должно быть выполнено
условие δ≤[δ]. Кроме этого необходимо такие критерии, как:
- функциональное назначение поверхности, для размера которой
осуществляется выбор СИ;
- геометрическая форма измеряемого элемента;
- конструктивные особенности детали;
- стоимость выбираемого СИ;
- наличие выбираемого СИ на производстве или измерительной лаборатории.
Анализируя все критерии, влияющие на выбор СИ, можно достичь оптимального
выбора варианта СИ, который должен оставаться за метрологом.
6.
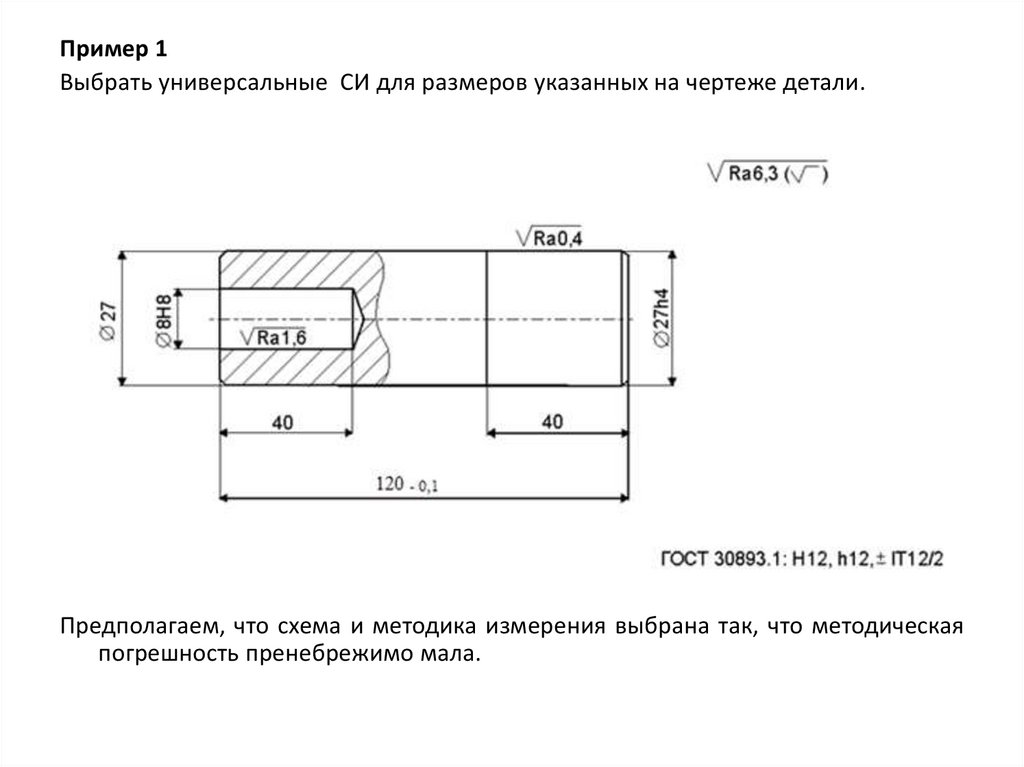
Пример 1Выбрать универсальные СИ для размеров указанных на чертеже детали.
Предполагаем, что схема и методика измерения выбрана так, что методическая
погрешность пренебрежимо мала.
7.
1.Выбор универсального СИ для размера Ø27h4 мм.Так как измеряемая поверхность наружная и относится к сопрягаемым, в РД
находим соответствующую таблицу в РД, где указаны рекомендуемые
накладные СИ (выбор накладных СИ наружных размеров). Выбор СИ зависит
от значения номинального размера детали и точности изготовления этого
размера (квалитета). Поэтому рекомендуемые СИ ищем на пересечении
соответствующих строки (номинальный размер) и столбца (квалитет).
Для размера Ø27h4 (-0,006) соответствует информация о СИ в виде дроби
.
8.
По таблице 1 РД находим информацию о рекомендуемых СИ:6в* -микрометр рычажный с ценой деления 0,001 мм и 0,002 мм при
установке на ноль по концевым мерам длины или скобы рычажные с ценой
деления 0,002 мм при настройке на ноль по концевым мерам длины при
использовании отсчета на ± 10 делений шкалы. Вид контакта измерительного
наконечника с деталью – плоскостный или линейчатый. Класс точности КМД
– 2. Температурный режим – 5°С. При работе прибор находится в стойке или
обеспечивается надежная теплоизоляция от рук оператора. При этих условиях
измерения погрешность измерения равна 3 мкм.
6г – то же при настройке на ноль по КМД 1-го класса точности, использование
отсчета на ± (1-2) деления шкалы и четырехкратном измерении. Вид контакта
измерительного наконечника с деталью – плоскостный или линейчатый.
Температурный режим – 1°С. При работе прибор находится в стойке или
обеспечивается надежная теплоизоляция от рук оператора. При этих условиях
измерения погрешность измерения равна 0,8 мкм.
Проведем анализ возможности применения рекомендуемых СИ.
При выборе СИ обязательно должно быть выполнено условие: δ≤[δ].
9.
СИ, имеющее обозначение 6в*, имеет значение погрешности измерения равное3 мкм, что не удовлетворяет требованиям согласно ГОСТ 8.051-81, т.е.
требование δ≤[δ] – не выполняется. Для СИ, имеющее обозначение 6г,
погрешность измерения равна 0,8 мкм, требование δ≤[δ] выполняется.
Геометрическая форма измеряемого элемента – гладкая цилиндрическая
поверхность, не имеющая каких-либо конструктивных особенностей. Поэтому
данный критерий не ограничивает применение рекомендуемых СИ.
Стоимость рекомендуемых СИ позволяет приобретать их без существенных
экономических затрат для предприятия. Следовательно, здесь также нет
ограничений в выборе СИ.
Учитывая проведенный анализ возможности применения рекомендуемых СИ
можно сказать, что СИ, имеющее обозначение 6в* не подходит для решения
измерительной задачи, т.к. не выполняется условие, что δ≤[δ]. СИ, имеющее
обозначение 6г, удовлетворяет всем требованиям.
Вывод: СИ 6г может быть рекомендовано для измерения размера Ø27h4 при
соблюдении требований методики измерения и наличия его на производстве.
10.
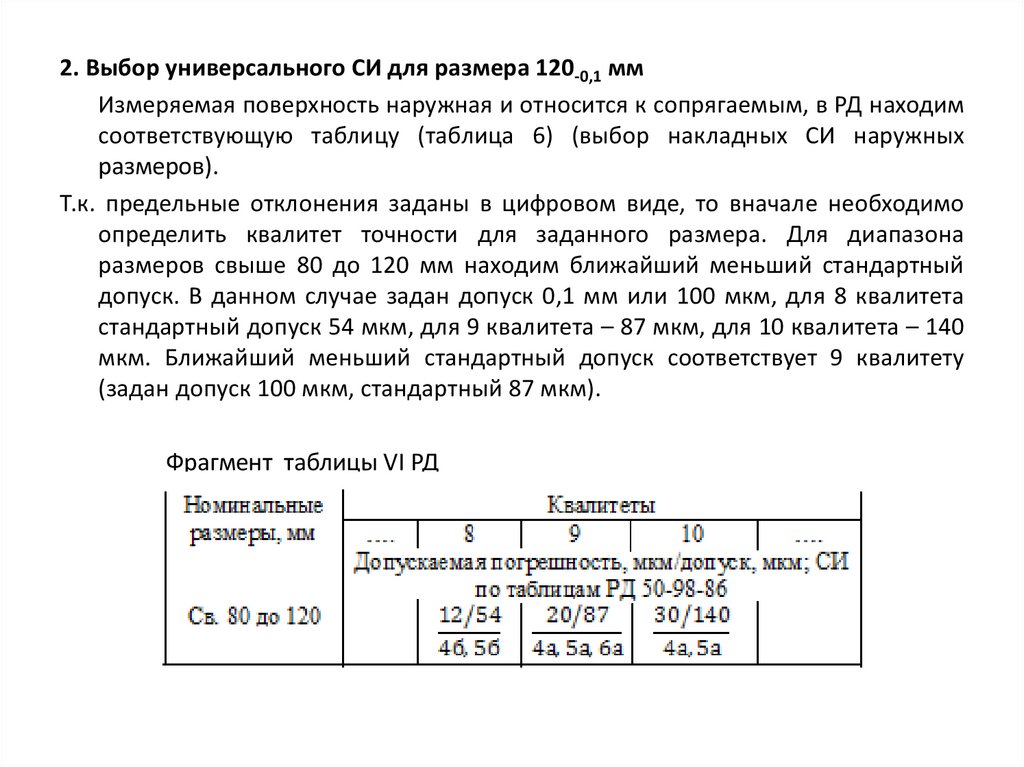
2. Выбор универсального СИ для размера 120-0,1 ммИзмеряемая поверхность наружная и относится к сопрягаемым, в РД находим
соответствующую таблицу (таблица 6) (выбор накладных СИ наружных
размеров).
Т.к. предельные отклонения заданы в цифровом виде, то вначале необходимо
определить квалитет точности для заданного размера. Для диапазона
размеров свыше 80 до 120 мм находим ближайший меньший стандартный
допуск. В данном случае задан допуск 0,1 мм или 100 мкм, для 8 квалитета
стандартный допуск 54 мкм, для 9 квалитета – 87 мкм, для 10 квалитета – 140
мкм. Ближайший меньший стандартный допуск соответствует 9 квалитету
(задан допуск 100 мкм, стандартный 87 мкм).
Фрагмент таблицы VI РД
11.
Выбираем СИ из. Допускаемая погрешность измерения – 20 мкм,
рекомендуемые СИ – 4а, 5а, 6а.
По таблице 1 РД находим информацию о рекомендуемых СИ:
4а – микрометр гладкий с ценой деления 0,01 мм при настройке на нуль по
установочной мере. Микрометр при работе находится в руках.
Температурный режим – 5 0С. Предельная погрешность измерения – 15 мкм.
5а – скоба индикаторная с ценой деления 0,01 мм. Скоба при работе находится в
руках. Вид контакта – любой. Используемое перемещение измерительного
стержня – 3 мм. Класс применяемых КМД – 5. Температурный режим – 5 0С.
Предельная погрешность измерения – 20 мкм.
6а – микрометр рычажный с ценой деления 0,001 мм и 0,002 мм при установке
на ноль по установочной мере или скобы рычажные с ценой деления 0,002
мм при настройке на ноль по КМД при использовании на всем пределе
измерений. Вид контакта – любой. Класс применяемых КМД – 3.
Температурный режим – 5°С.При этих условиях измерения погрешность
измерения равна 14 мкм.
12.
Проведем анализ возможности применения рекомендуемого СИ.Для всех выбранных СИ выполняется условие: δ≤[δ]. Однако, запаса по точности
у СИ с обозначением 5а нет (δ=[δ]), поэтому его лучше не применять (если
есть альтернативные варианты).
Геометрическая форма измеряемого элемента – это гладкая призматическая
поверхность, не имеющая каких-либо конструктивных особенностей. Поэтому
данный критерий не ограничивает применение рекомендуемых СИ.
Из СИ с обозначениями 4а и 6а более дешевым и распространенным является 4а
(микрометр гладкий), однако, если проводится массовый контроль деталей,
то более производительно его проводить с помощью микрометра рычажного
(6а).
Вывод: Учитывая проведенный анализ можно рекомендовать применения
микрометра гладкого (4а) для измерения размера 120 мм при соблюдении
требований методики измерения и наличия его на производстве.
3. Выбор универсального СИ для размера Ø8Н8 мм
Измеряемая поверхность внутренняя и относится к сопрягаемым, поэтому в РД
50-98-86 находим таблицу VII, где указаны рекомендуемые СИ (выбор СИ
внутренних размеров).
13.
Фрагмент таблицы VIIСИ находим по
.
По таблице II РД находим информацию о рекомендуемых СИ:
5в – нутромер индикаторный с ценой деления 0,01 мм. Перемещение
измерительного стержня – 0,03 мм. Используется при установке на ноль по
концевым мерам длины с боковиками (или при использовании установочных
колец). Класс точности КМД -1. Шероховатость измеряемой поверхности не
более 0,32 мкм, температурный режим – 3°С. При таких условиях измерения,
погрешность измерения равна 5 мкм.
14.
6а – нутромер индикаторный при замене на измерительную головку с ценойделения 0,001 мм или 0,002 мм. Используемое перемещение стержня 0,1 мм,
установка на ноль по концевым мерам длины с боковиками (или при
использовании установочных колец). Класс точности КМД -1. Шероховатость
измеряемой поверхности не более 1,25 мкм, температурный режим – 3°С.
При таких условиях измерения погрешность измерения равна 4,5 мкм.
7а – нутромер с ценой деления 0,001 мм или 0,002 мм. Используемое
перемещение стержня 0,1 мм. Используется установка на ноль по концевым
мерам длины с боковиками (или при использовании установочных колец).
Класс точности КМД -1. Шероховатость измеряемой поверхности не более
1,25 мкм, температурный режим – 3°С. При таких условиях измерения
погрешность измерения равна 3,5 мкм.
9а – пневматические пробки с отсчетным прибором с ценой деления 1 мкм или
0,5 мкм, с настройкой по установочным кольцам. Диаметральный зазор
между установочным кольцом и пробкой 0,04-0,06 мм. Шероховатость
измеряемой поверхности не более 1,25 мкм, температурный режим – 2°С.
При таких условиях измерения погрешность измерения равна 4мкм.
12 – микроскоп универсальный измерительный при использовании штриховой
головки, температурный режим – 3° С. При таких условиях измерения
погрешность измерения равна 5 мкм.
15.
Проведем анализ возможности применения рекомендуемых СИ.Все рекомендуемые РД СИ имеют значение погрешности измерения δ≤5 мкм, что
удовлетворяет требование точности измерения. Поэтому нет ограничений по
применению рекомендуемых СИ.
Геометрическая форма измеряемого элемента – это гладкая цилиндрическая
внутренняя поверхность (отверстие), изготовленная зенкерованием.
Конструктивной особенностью данного элемента является то, что это глухое
отверстие. Шероховатость поверхности по параметру Ra не должен
превышать 1,6 мкм.
По рекомендациям, СИ, имеющее обозначение 5в, может использоваться для
измерения только для поверхностей, чья шероховатость по параметру Ra не
будет превышать 0,32 мкм. А СИ, обозначенные 6а, 7а и 9а – не более 1,25
мкм по параметру Ra. СИ, обозначенное 12, не имеет указания требований к
шероховатости, т.к. здесь должно осуществляться бесконтактное измерение.
Т.к. значение шероховатости поверхности на чертеже не удовлетворяет
требованиям к условиям измерения, следовательно, использование
рекомендуемых СИ
не целесообразно. Но с другой стороны,
рассматриваемое отверстие предназначено для сопряжения со штифтом,
следовательно, предполагается посадка с натягом (неразъемное или редко
разбираемое соединение). Поэтому в данном случае шероховатость не
окажет существенного влияния на результат измерения, и, рекомендуемые
СИ могут быть использованы для решения поставленной измерительной
задачи.
16.
CИ, обозначенное 12, - микроскоп. Измерение отверстий с помощьюмикроскопов осуществляется, как правило, в проходящем свете. Но данное
отверстие глухое, что исключает применение данного СИ для решения
измерительной задачи.
CИ, обозначенное 9а, - пневматические пробки. Данные СИ являются достаточно
точными, но сложны в эксплуатации, что ограничивает применение данного
СИ.
С экономической точки зрения наиболее дешевыми СИ из предлагаемых,
являются нутромеры, поэтому их применение предпочтительно.
Учитывая проведенный анализ возможности применения рекомендуемых СИ
можно сказать, что СИ, имеющее обозначение 5в, 9а и 12 не подходит для
решения измерительной задачи.
Вывод: СИ 6а или 7а могут быть рекомендованы на выбор метролога для
измерения размера Ø8Н8 мм при соблюдении требований методики
измерения и наличия выбранного СИ на производстве.
4. Выбор универсального СИ для размера Ø27 мм.
Так как измеряемая поверхность наружная и рассматриваемый размер относится
к свободным, в ГОСТ 8.549-86 находим соответствующую таблицу, где указаны
рекомендуемые накладные СИ. Выбор СИ зависит от значения номинального
размера детали и точности изготовления этого размера (квалитета). В
технических требованиях к чертежу указан 12 квалитет.
17.
Аналогично таблицам РД, на пересечении строки, где указываются интервалыноминальных размеров, и столбца, соответствующего квалитету, информация
о СИ указана в виде дроби, где в числителе находится числовое значение
допускаемой погрешности измерения по ГОСТ 8.051–81, а в знаменателе
указано рекомендуемое СИ по ГОСТ 8.549-86 , обозначенное цифрами.
Значение допуска на размер для свободных размеров не указывают.
Фрагмент таблицы по выбору СИ для наружных размеров ГОСТ 8.549-86
Для размера Ø27 мм соответствует информация о СИ в виде дроби
.
18.
В таблице 8.549-86 находим, что 3 – штангенциркуль ГОСТ 166-80, с ценойделения 0,05 мм, погрешность измерения равна 0,1 мм.
Проведем анализ возможности применения рекомендуемого СИ.
Штангенциркуль ГОСТ 166-80 с ценой деления 0,05 мм имеет значение
погрешности измерения равное 100 мкм, что удовлетворяет требованиям
согласно ГОСТ 8.051-81, следовательно, требование δ≤[δ] – выполняется.
Геометрическая форма измеряемого элемента – это гладкая цилиндрическая
поверхность, не имеющая каких-либо конструктивных особенностей. Поэтому
данный критерий не ограничивает применение рекомендуемых СИ.
Стоимость рекомендуемого СИ позволяет приобретать его без существенных
экономических затрат для предприятия. Следовательно, здесь также нет
ограничений в выборе СИ.
Вывод:
учитывая
проведенный
анализ
возможности
применения
штангенциркуля ГОСТ 166-80 можно сказать, что данное СИ можно
рекомендовать для измерения размера Ø27 мм при соблюдении требований
методики измерения и наличия его на производстве.
5. Выбор универсального СИ для размера 40 мм (глубина отверстия)
Рассматриваемый размер относится к свободным, поэтому для определения
рекомендуемого универсального СИ воспользуемся ГОСТ 8.549-86.
19.
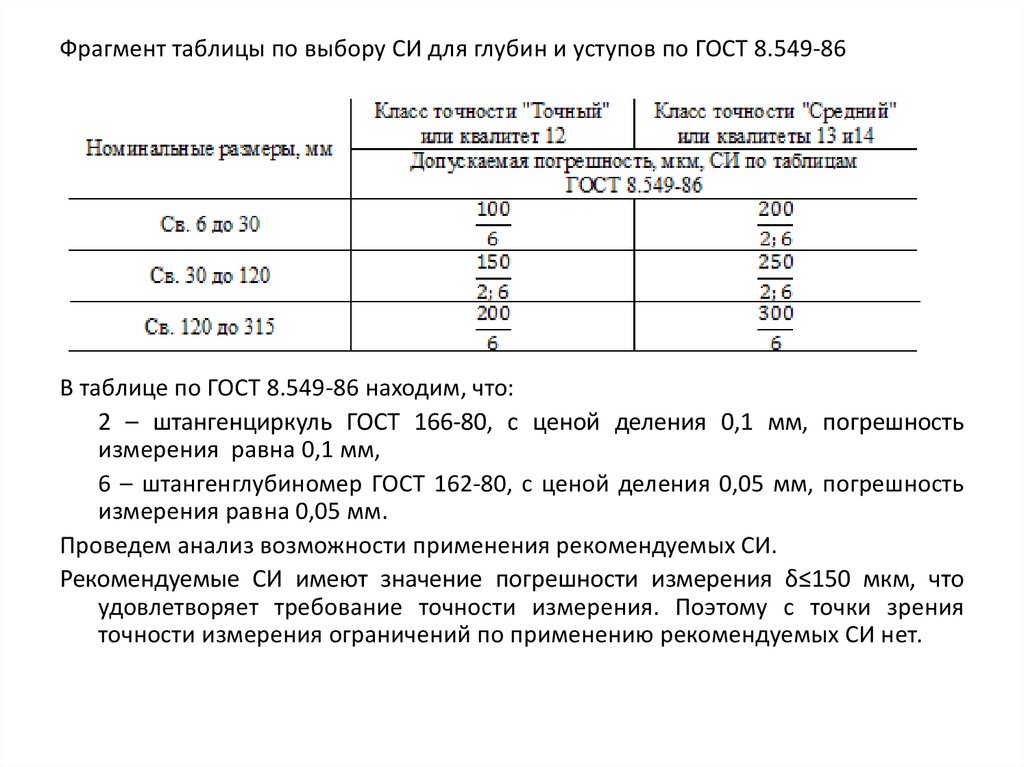
Фрагмент таблицы по выбору СИ для глубин и уступов по ГОСТ 8.549-86В таблице по ГОСТ 8.549-86 находим, что:
2 – штангенциркуль ГОСТ 166-80, с ценой деления 0,1 мм, погрешность
измерения равна 0,1 мм,
6 – штангенглубиномер ГОСТ 162-80, с ценой деления 0,05 мм, погрешность
измерения равна 0,05 мм.
Проведем анализ возможности применения рекомендуемых СИ.
Рекомендуемые СИ имеют значение погрешности измерения δ≤150 мкм, что
удовлетворяет требование точности измерения. Поэтому с точки зрения
точности измерения ограничений по применению рекомендуемых СИ нет.
20.
Геометрическая форма измеряемого элемента – гладкая внутренняяцилиндрическая
поверхность,
изготовленная
зенкерованием.
Предварительно отверстие засверливают, поэтому в материале остается след
от инструмента в виде конического углубления. Это углубление является
конструктивной особенностью отверстия, которое затрудняет возможность
базирования измерительной линейки, что, в свою очередь, исключает
возможность применения рекомендуемых СИ.
Вывод: поскольку рекомендуемые СИ не могут быть использованы в связи с
конструктивными особенностями измеряемого элемента, для установления
годности глубины отверстия 40 мм целесообразно применять контрольные
операции, используя специальные калибры.
21.
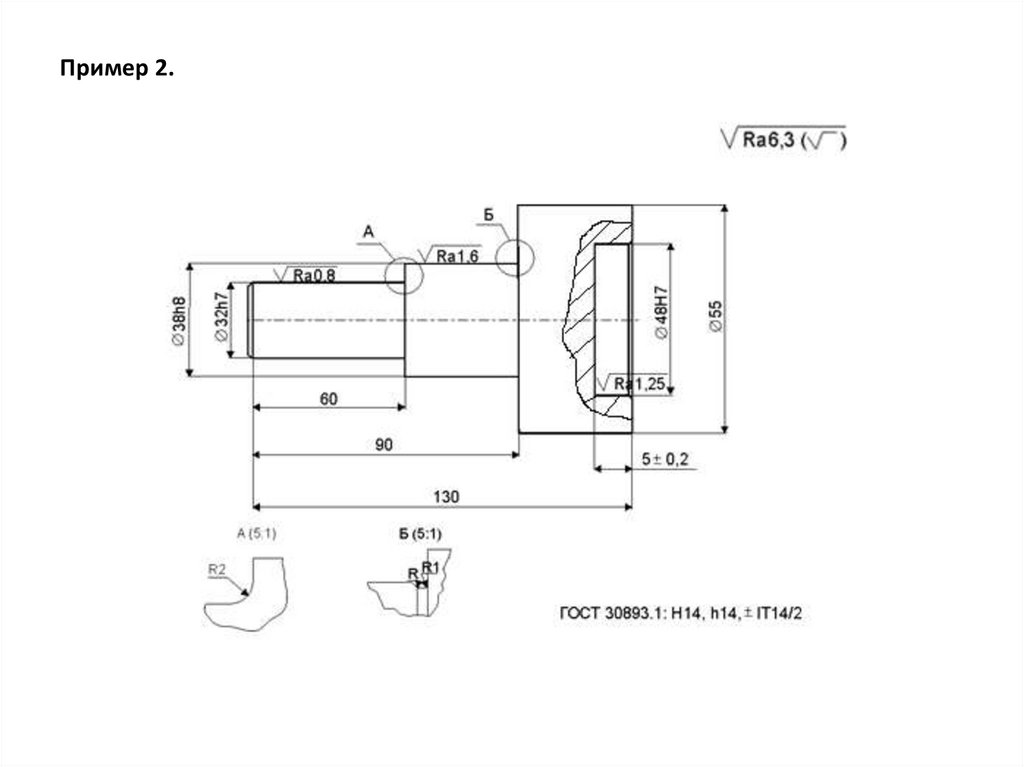
Пример 2.22.
1. Выбор универсального СИ для размера 130 ммИзмеряемая поверхность наружная и рассматриваемый размер относится к
свободным, поэтому для определения рекомендуемого универсального СИ
воспользуемся ГОСТ 8.549-86.
Определим, что для размера 130 мм соответствует информация о СИ в виде
дроби
.
По таблице ГОСТ 8.549-86 находим, что
2 – штангенциркуль с ценой деления по нониусу 0,1 мм, предельная
погрешность измерения δ равна 0,2 мм.
4 – микрометры с ценой деления 0,01 мм при настройке нуль по
установочной мере. При использовании варианта а* (в руках) температурный
режим равен 5°С, предельная погрешность измерения δ равна 15 мкм.
Проведем анализ возможности применения рекомендуемых СИ.
При выборе СИ обязательно должно быть выполнено условие: δ≤[δ]. Оба СИ
обеспечивают погрешность измерения меньше допустимой (300 мкм или 0,3
мм), следовательно, требование δ≤[δ] – выполняется.
23.
Геометрическая форма измеряемого элемента – это цилиндрическийступенчатый вал с глухим отверстием в торцевой части большей по диаметру
ступени. При измерении линейного размера точки, между которыми
измеряется расстояние (длина), должны находиться на одной прямой. Т.к.
деталь имеет три ступени разного диаметра, и торцевая сторона ступени
большего диаметра имеет ограниченную поверхность (ввиду наличия
отверстия), обеспечить измерение линейного размера между точками
находящимися на одной прямой не представляется возможным. Таким
образом, специфичность конструкции детали делает невозможным
использование рекомендуемых СИ.
Вывод: Учитывая специфическую конструкцию детали рекомендуемые СИ
нельзя использовать для измерения размера 130 мм. Для решения
измерительной задачи целесообразно использовать шаблон или изменить
схему измерения.
2. Выбор универсального СИ для размера 60 мм.
Измеряемая поверхность – наружный уступ. Рассматриваемый размер
относится к свободным,
поэтому для определения рекомендуемого
универсального СИ воспользуемся ГОСТ 8.549-86.
Определяем, что для размера 60 мм соответствует информация о СИ в виде
дроби
.
24.
В таблице ГОСТ 8.549-86 находим, что:2 – штангенциркуль ГОСТ 166-80, с ценой деления 0,1 мм, погрешность
измерения равна ± 0,1 мм,
6 – штангенглубиномер ГОСТ 162-80, с ценой деления 0,05 мм, погрешность
измерения равна ± 0,05 мм.
Проведем анализ возможности применения рекомендуемых СИ.
Рекомендуемые СИ, имеют значение погрешности измерения не
превышающую допустимую, поэтому условие δ≤[δ] выполняется.
Геометрическая форма измеряемого элемента – это уступ, имеющий
переменную кривизну поверхности ввиду наличия галтели. Уступ на детали
обусловлен разными размерами диаметров соседних ступеней. По чертежу
детали ширина уступа равна 3 мм. Учитывая наличие галтели, длина
поверхности уступа мала и не достаточна для базирования измерительного
наконечника СИ. Поэтому недостаточный размер уступа делает невозможным
использование рекомендуемых СИ.
Вывод: Поскольку рекомендуемые СИ не могут быть использованы в связи с
конструктивными особенностями измеряемого элемента, для установления
годности глубины уступа 60 мм целесообразно применять шаблоны.
25.
3. Выбор универсального СИ для размера Ø48Н7 ммИзмеряемая поверхность внутренняя и относится к сопрягаемым, поэтому в
РД 50-98-86 находим соответствующую таблицу, где указаны рекомендуемые
накладные СИ (выбор СИ внутренних размеров).
По таблицам РД находим,
что размеру Ø48Н7 (+0,025) соответствует информация о СИ в виде дроби
.
По таблице II РД находим информацию о рекомендуемых СИ:
5в – нутромер индикаторный с ценой деления 0,01 мм. Перемещение
измерительного стержня – 0,03 мм. Используется при установке на ноль по
КМД с боковиками (или при использовании установочных колец). Класс
точности КМД - 1. Шероховатость измеряемой поверхности не более 0,32
мкм, температурный режим – 3 °С. При таких условиях измерения,
погрешность измерения равна 5 мкм.
6а – нутромер индикаторный при замене на измерительную головку с ценой
деления 0,001 мм или 0,002 мм. Используемое перемещение стержня 0,1 мм,
установка на ноль по КМД с боковиками (или при использовании
установочных колец). Класс точности КМД - 1. Шероховатость измеряемой
поверхности не более 1,25 мкм, температурный режим – 3 °С. При таких
условиях измерения погрешность измерения равна 4,5 мкм.
26.
7а – нутромер с ценой деления 0,001 мм или 0,002 мм. Используемоеперемещение стержня 0,1 мм. Используется установка на ноль по КМД с
боковиками (или при использовании установочных колец). Класс точности
КМД - 1. Шероховатость измеряемой поверхности не более 1,25 мкм,
температурный режим – 3 °С. При таких условиях измерения погрешность
измерения равна 3,5 мкм.
9а – пневматические пробки с отсчетным прибором с ценой деления 1 мкм
или 0,5 мкм, с настройкой по установочным кольцам. Диаметральный зазор
между установочным кольцом и пробкой 0,04-0,06 мм. Шероховатость
измеряемой поверхности не более 1,25 мкм, температурный режим – 2 °С.
При таких условиях измерения погрешность измерения равна 4 мкм.
12 – микроскоп универсальный измерительный при использовании
штриховой головки, температурный режим – 3 ° С. При таких условиях
измерения погрешность измерения равна 5 мкм.
Проведем анализ возможности применения рекомендуемых СИ.
Все рекомендуемые РД СИ имеют значение погрешности измерения δ≤7 мкм,
что удовлетворяет требование точности измерения.
Геометрическая форма измеряемого элемента – это гладкое глухое отверстие
небольшой глубины. На чертеже шероховатость поверхности по параметру Ra
не должна превышать 1,25 мкм.
27.
По рекомендациям, СИ, имеющее обозначение 5в, может использоваться дляизмерения только для поверхностей, чья шероховатость по параметру Ra не
будет превышать 0,32 мкм. А СИ, обозначенные 6а, 7а и 9а – не более 1,25
мкм по параметру Ra. СИ, обозначенное 12, не имеет указания требований к
шероховатости, т.к. здесь должно осуществляться бесконтактное измерение.
Значение шероховатости поверхности на чертеже не удовлетворяет
требованиям к условиям измерения только для СИ, обозначенного 5в. Для
остальных СИ ограничений по применению по данному параметру нет.
Глубина отверстия по чертежу соответствует размеру 5±0,2 мм. Учитывая
особенности конструкций рекомендуемых нутромеров, можно утверждать,
что данной глубины глухого отверстия не достаточно для размещения в нем
измерительных наконечников СИ. Поэтому использование нутромеров
невозможно.
CИ, обозначенное 12, это микроскоп. Измерение отверстий с помощью
микроскопов осуществляется, как правило, в проходящем свете. Но т.к.
данное отверстие глухое, это исключает применение данного СИ для решения
измерительной задачи.
CИ, обозначенное 9а, это пневматические пробки. Эти СИ достаточно точными,
но сложны в эксплуатации, а также глубина отверстия не достаточна для
размещения в нем пневматической пробки. Поэтому это обстоятельство
делает невозможным применение данного СИ.
28.
Вывод: Проведенный анализ возможности применения рекомендуемых СИпоказал, что ни одно из рекомендуемых СИ, не подходит для решения
измерительной задачи. Поэтому для решения поставленной задачи
целесообразно разработать НСИ или проводить контроль с применением
калибров.