








 Промышленность
ПромышленностьПохожие презентации:










Повышение качества процессов обработки листового металла
1.
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИфедеральное государственное автономное образовательное учреждение высшего
образования
«САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
АЭРОКОСМИЧЕСКОГО ПРИБОРОСТРОЕНИЯ»
Выпускная квалификационная работа на тему:
Повышение качества процессов обработки
листового металла
Выполнил: Катоний Д.Э.
Группа:М954КС
Руководитель: Чабаненко А. В.
Санкт – Петербург - 2023 г
2.
Актуальность и цель работыЦель:
Снижение несоответствий серий изделий из листового
металла
Актуальность
В настоящее время спрос на металлопродукцию на
мировом рынке растет. Это характерно и для России,
потому что металлоизделия, которые были введены в
строй и эксплуатируются с 90-х годов прошлого века,
нуждаются в срочной замене
2
3.
Задачи работы1. Анализ деятельности и продукции предприятия
ООО «5Микрон»
2. Анализ производственных процессов на
предприятии
3. Разработка мероприятий по улучшению качества
обработки листового металла
4. Оценка результатов внедрения улучшений и
экономический эффект от них
3
4.
Характеристика предприятия5Микрон– производственноинжиниринговое предприятие.
Направление деятельности разработка и изготовление
сложных технических изделий.
Выпускает различные узлы,
детали, нестандартное
оборудование, множество
корпусов, высокого класса
точности использующихся в
различных сферах деятельности,
начиная с повседневной жизни
человека и заканчивая приборами
использующимися в ядерной и
космической отрасли
4
5.
Анализ производственных процессовпредприятия
Задача технического контроля – это своевременное получение полной и
достоверной информации о качестве выпускаемой продукции, а также состоянии
оборудования, оснастки и технологического процесса с целью выявления
неполадок и отклонений, из-за которых могут произойти нарушения технических
условий и требований стандартов.
5
6.
Процесс контроля на предприятииВходной контроль предусматривает проверки:
наличие сопроводительной документации
(сертификата, паспорта);
маркировки материала, качество тары и упаковки;
геометрических размеров заготовки;
состояния поверхностного слоя материала;
специальных свойств материала;
механических свойств, структуры.
6
7.
Описание процессов производства• Лазерная обработка
•Гибочные операции
• Пробивная обработка листового металла
• Сборка конструкций из листового материала
7
8.
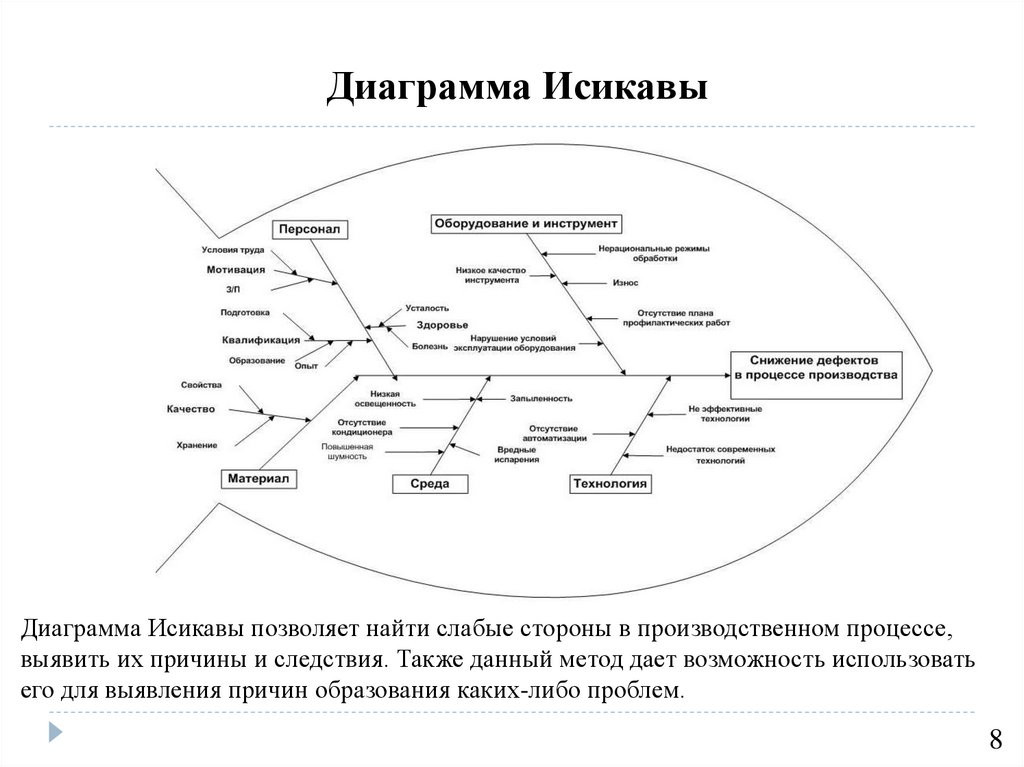
Диаграмма ИсикавыДиаграмма Исикавы позволяет найти слабые стороны в производственном процессе,
выявить их причины и следствия. Также данный метод дает возможность использовать
его для выявления причин образования каких-либо проблем.
8
9.
Диаграмма Парето100
90
120,00%
Кол-во
Накопл. %
100,00%
80
70
80,00%
60
50
60,00%
40
40,00%
30
20
20,00%
10
0
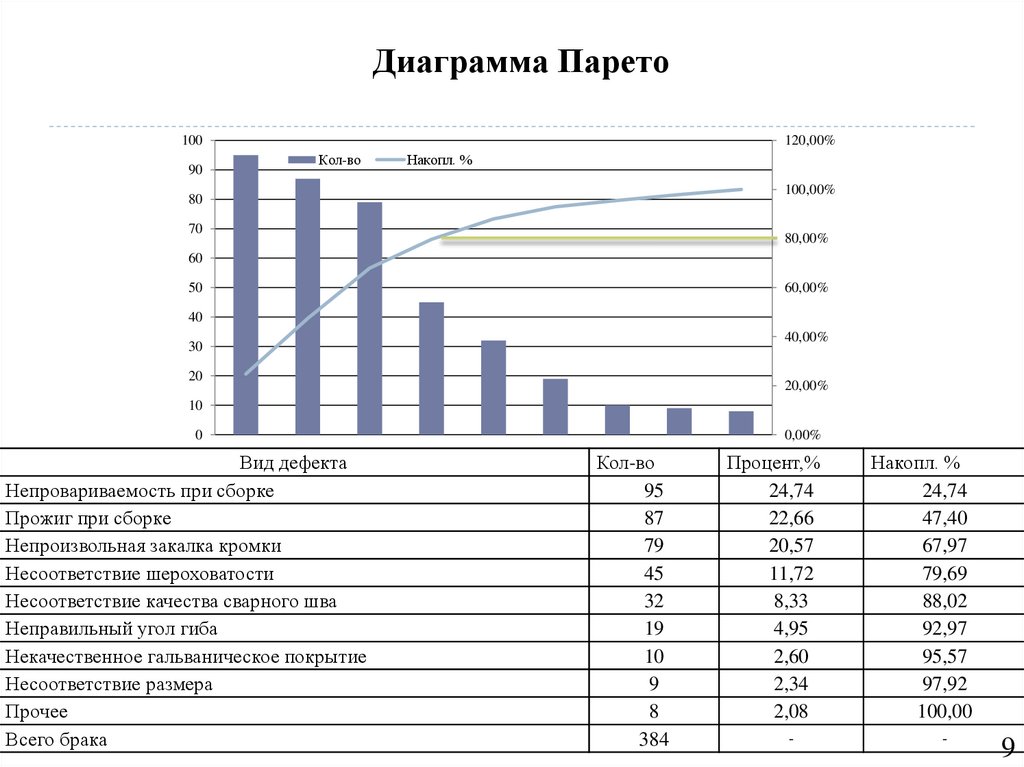
Вид дефекта
Непровариваемость при сборке
Прожиг при сборке
Непроизвольная закалка кромки
Несоответствие шероховатости
Несоответствие качества сварного шва
Неправильный угол гиба
Некачественное гальваническое покрытие
Несоответствие размера
Прочее
Всего брака
0,00%
Кол-во
95
87
79
45
32
19
10
9
8
384
Процент,%
24,74
22,66
20,57
11,72
8,33
4,95
2,60
2,34
2,08
-
Накопл. %
24,74
47,40
67,97
79,69
88,02
92,97
95,57
97,92
100,00
-
9
10.
Разработка мероприятий по улучшениюобработки листового металла
Внедрение технологии клинч-соединения
Внедрение гидроабразивного оборудования
Сенсорный датчик углового положения
Внедрение современного оборудования с
возможностью лазерной сварки
Использование аргона
Улучшение процесса резки используемых материалов
Внедрение современных систем кондиционирования
Ультразвуковая дефектоскопия сварных швов
10
11.
Оценка результатов внедрения улучшений иэкономический эффект
100
120,00%
90
100,00%
80
70
80,00%
60
50
60,00%
40
40,00%
30
20
20,00%
10
0
До улучшений
После улучшений
Накопл.% до
Накопл.% после
0,00%
Вид дефекта
Непровариваемость при сборке
Прожиг при сборке
Непроизвольная закалка кромки
Неправильный угол гиба
Некачественное гальваническое покрытие
Несоответствие качества сварного шва
Прочее
Несоответствие размера
Несоответствие шероховатости
Всего брака
Кол-во
до
после
95
23
87
21
79
20
45
18
32
13
19
11
10
10
9
8
8
6
384
130
Процент
до
после
24,74
17,69
22,66
16,15
20,57
15,38
11,72
13,85
8,33
10,00
4,95
8,46
2,6
7,69
2,34
6,15
2,08
4,62
-
-
Накопл. %
до
после
24,74
17,69
47,4
33,84
67,97
49,23
79,69
63,07
88,02
73,07
92,97
81,54
95,57
89,23
97,92
95,38
100
100,00
-
-
11
12.
Сравнение затрат на брак за 2021 и 2022 год60
1,5 млн. руб
50
40
4,5 млн. руб
Затраты на брак
30
Себестоимость
20
30 млн. руб.
47 млн. руб
10
0
Наименование
показателя
Себестоимость
продукции, млн. руб.
Затраты на брак, млн.
руб.
2022 г.
2021 г.
2022 год
2021 год
Абсолютное отклонение,
2022 к 2021 гг., млн.руб
Относительное
отклонение, 2022 к 2021
гг.,%
47,00
30,00
17,00
156,67
1,50
4,50
-3, 00
- 66,67
12
13.
ЗаключениеВыявлены главные причины с помощью диаграммы Исикавы ,
влияющие на возникновение дефектов при обработке листового
металла
1
4
2
Определены основные виды дефектов на основе диаграммы
Парето, наиболее часто встречающиеся и влияющие на
качество продукции
3
Разработаны мероприятия по улучшению обработки листового
металла
Составлен график с наглядным изображением снижения затрат на
брак, но и повышением себестоимости продукции.
13