




 Промышленность
ПромышленностьПохожие презентации:










Технологический процесс изготовления сварной конструкции «Кабельный короб КБ2-1 позиция 1-1»
1.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ БУРЯТИЯГОСУДАРСТВЕННОЕ БУДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ
УЧЕРЕЖДЕНИЕ.
“БУРЯТСКИЙ РЕСПУБЛИКАНСКИЙ ИНДУСТРИАЛЬНЫЙ ТЕХНИКУМ
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ
РАБОТА
тема: «Технологический процесс изготовления сварной
конструкции «Кабельный короб КБ2-1
позиция 1-1 »
Выполнил студент гр. СВ-201
Смирнов Кирилл
2.
Целью дипломной работы является разработкатехнологического процесса изготовления
конструкции Кабельный короб КБ2-1 позиция 1-1
Задачи:
• - подобрать и обосновать проектируемый способ
сварки металлоконструкции;
• - технологический процесс изготовления
• - выбрать и обосновать сварочное и сборочное
оборудование;
• - разработать технологию сборки-сварки .
3.
Изготовление барной стойки4.
Параметрами конструкции является
показатели
прочности сварного шва способность выдерживать
большие нагруски. На него влияет:
⦁ Толщина металла и его качество;
⦁ Достаточная пропускная способность;
⦁ Надёжность
⦁ Прочность свариваемой конструкции;
Данная конструкция является важным элементом
мостовой конструкции и состоит из 11 элементов, но в
данном
проекте я рассмотрю не всю конструкцию, а
колько позицию 2-2.
5.
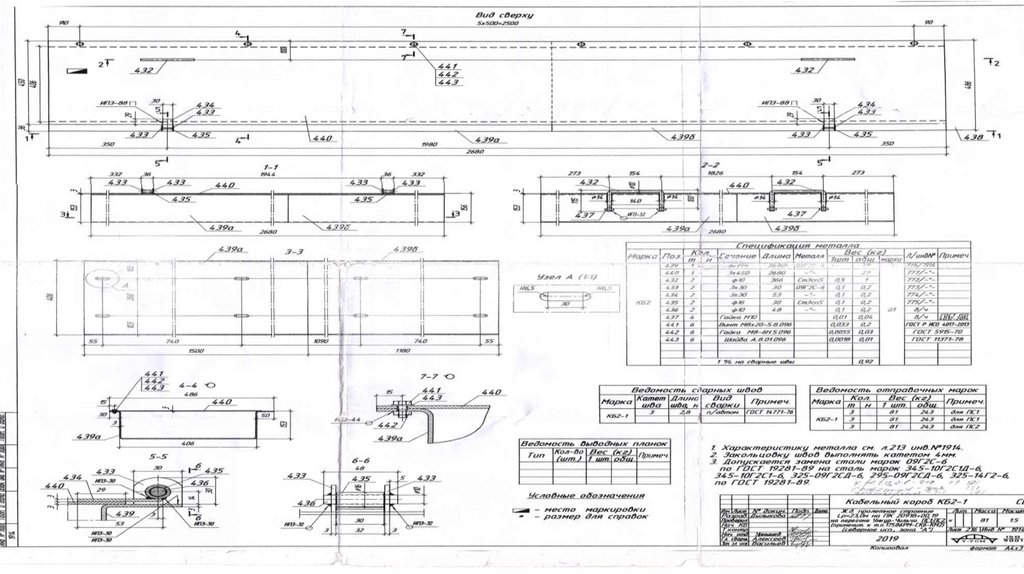
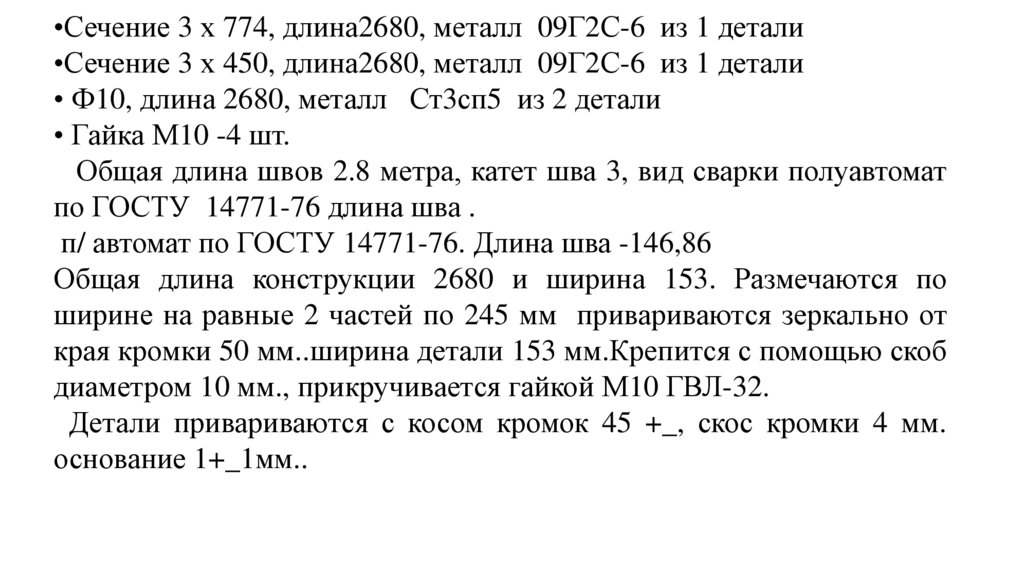
•Сечение 3 х 774, длина2680, металл 09Г2С-6 из 1 детали•Сечение 3 х 450, длина2680, металл 09Г2С-6 из 1 детали
• Ф10, длина 2680, металл Ст3сп5 из 2 детали
• Гайка М10 -4 шт.
Общая длина швов 2.8 метра, катет шва 3, вид сварки полуавтомат
по ГОСТУ 14771-76 длина шва .
п/ автомат по ГОСТУ 14771-76. Длина шва -146,86
Общая длина конструкции 2680 и ширина 153. Размечаются по
ширине на равные 2 частей по 245 мм привариваются зеркально от
края кромки 50 мм..ширина детали 153 мм.Крепится с помощью скоб
диаметром 10 мм., прикручивается гайкой М10 ГВЛ-32.
Детали привариваются с косом кромок 45 +_, скос кромки 4 мм.
основание 1+_1мм..
6.
Аппарат полу автоматической сварки7.
Выбор сварочных материалов8.
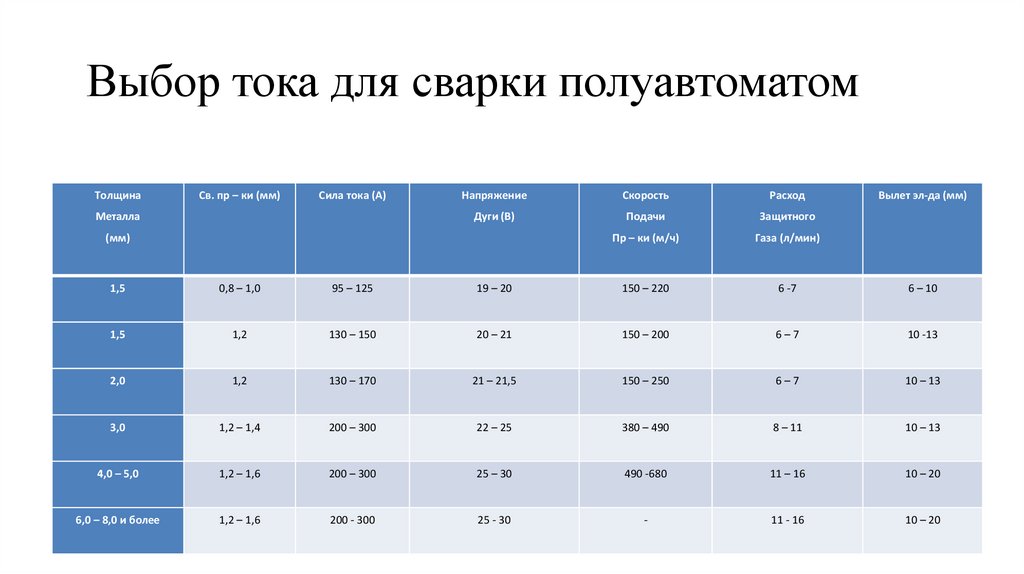
Выбор тока для сварки полуавтоматомТолщина
Св. пр – ки (мм)
Сила тока (А)
Металла
Напряжение
Скорость
Расход
Дуги (В)
Подачи
Защитного
Пр – ки (м/ч)
Газа (л/мин)
(мм)
Вылет эл-да (мм)
1,5
0,8 – 1,0
95 – 125
19 – 20
150 – 220
6 -7
6 – 10
1,5
1,2
130 – 150
20 – 21
150 – 200
6–7
10 -13
2,0
1,2
130 – 170
21 – 21,5
150 – 250
6–7
10 – 13
3,0
1,2 – 1,4
200 – 300
22 – 25
380 – 490
8 – 11
10 – 13
4,0 – 5,0
1,2 – 1,6
200 – 300
25 – 30
490 -680
11 – 16
10 – 20
6,0 – 8,0 и более
1,2 – 1,6
200 - 300
25 - 30
-
11 - 16
10 – 20
9.
Виды возможных дефектови способы их устранения
10.
11.
заключениеИзготовление данной конструкции необходимы в
промышленных мостах и переходах необходимость
их велика. Эта конструкция придает эстетический вид
и обеспечивает электробезопасность.