




 Промышленность
ПромышленностьПохожие презентации:




")





Автоматизация системы управления технологическим процессом прессования плитки керамической на ОАО «Керамин»
1.
Автоматизация системыуправления технологическим
процессом прессования
плитки керамической на ОАО
«Керамин»
2.
Перечень функциональных блоков1. Блок регулирования температуры жидкости в выталкивателе.
2. Блок регулирования температуры пресс-формы.
3. Блок регулирования температуры подвижной траверсы.
4. Блок регулирования давления в гидравлической станции.
5. Блок контроля положения подвижной траверсы.
6. Блок контроля положения задвижки в бункере.
7. Блок контроля положения отпрессованной плитки.
3.
Функциональная схемапресса
гидравлического для
производства плитки
4.
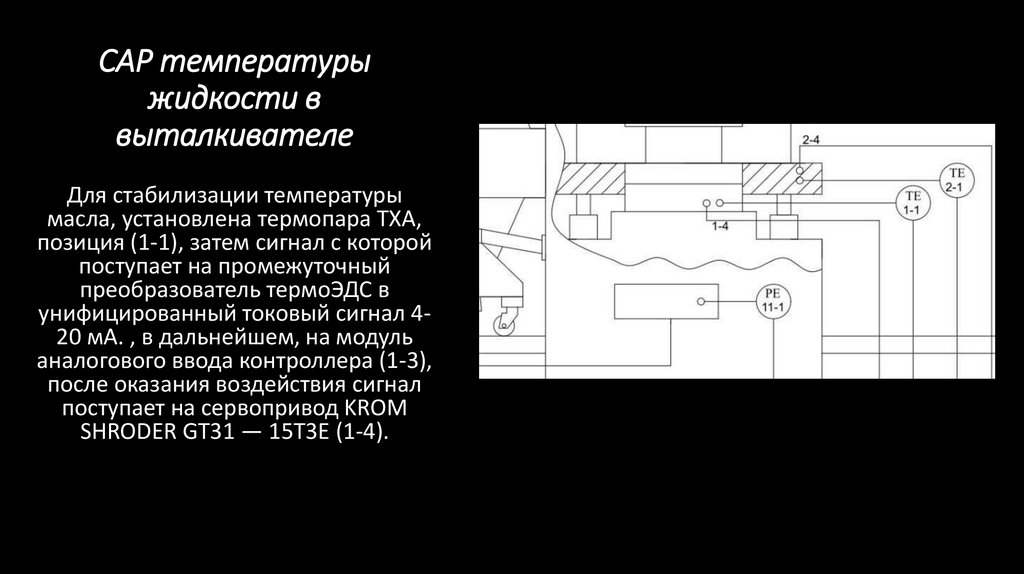
САР температурыжидкости в
выталкивателе
Для стабилизации температуры
масла, установлена термопара ТХА,
позиция (1-1), затем сигнал с которой
поступает на промежуточный
преобразователь термоЭДС в
унифицированный токовый сигнал 420 мА. , в дальнейшем, на модуль
аналогового ввода контроллера (1-3),
после оказания воздействия сигнал
поступает на сервопривод KROM
SHRODER GT31 — 15T3E (1-4).
5.
САР температурыпресс-формы
Для стабилизации температуры
нагрева пресс-формы, установлена
термопара ТСП-1199, позиция (2-1),
сигнал с которой поступает
промежуточный преобразователь
термоЭДС в унифицированный
токовый сигнал 4-20 мА и, в
дальнейшем, на модуль аналогового
ввода контроллера (2-3). С
контроллера сигнал поступает на
сервопривод KROM SHRODER GT31 —
15T3E (2-4).
6.
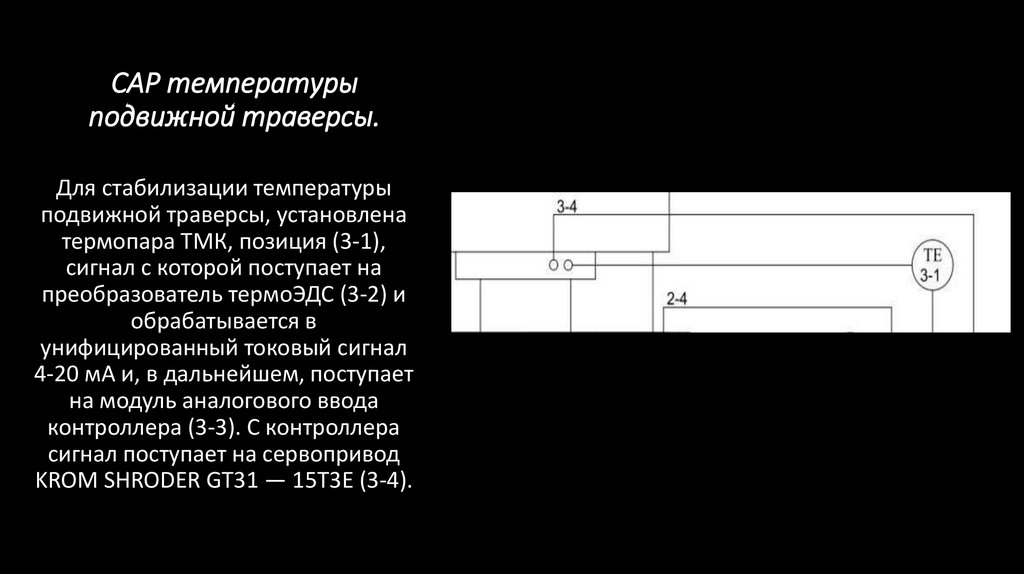
САР температурыподвижной траверсы.
Для стабилизации температуры
подвижной траверсы, установлена
термопара ТМК, позиция (3-1),
сигнал с которой поступает на
преобразователь термоЭДС (3-2) и
обрабатывается в
унифицированный токовый сигнал
4-20 мА и, в дальнейшем, поступает
на модуль аналогового ввода
контроллера (3-3). С контроллера
сигнал поступает на сервопривод
KROM SHRODER GT31 — 15T3E (3-4).
7.
САР давления вгидравлической
станции
Для стабилизации давления в
гидравлической станции установлен
датчик давления с унифицированным
выходным сигналом 4-20мА ATM.1ST
(12-1), сигнал с которого поступает на
модуль аналогового ввода
контроллера. С контроллера (модуля
релейного вывода) сигнал поступает на
электропривод сервопривод KROM
SHRODER GT31 — 15T3E (14-2).
8.
САК положенияподвижной траверсы
Для контроля положения
подвижной траверсы установлены
концевые выключатели Omron WLN (4-1) сигнал с которого поступает
на аналоговый модуль
контроллера. Использование
концевых выключателей
позволяет уведомить оператора о
ситуации с “залипанием” траверсы
в промежуточном положении.
9.
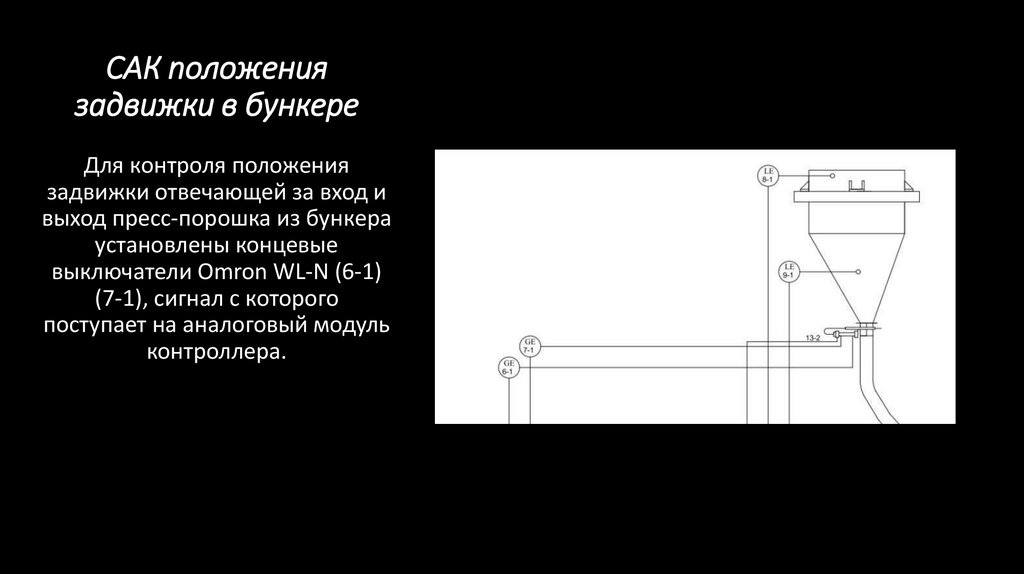
САК положениязадвижки в бункере
Для контроля положения
задвижки отвечающей за вход и
выход пресс-порошка из бункера
установлены концевые
выключатели Omron WL-N (6-1)
(7-1), сигнал с которого
поступает на аналоговый модуль
контроллера.
10.
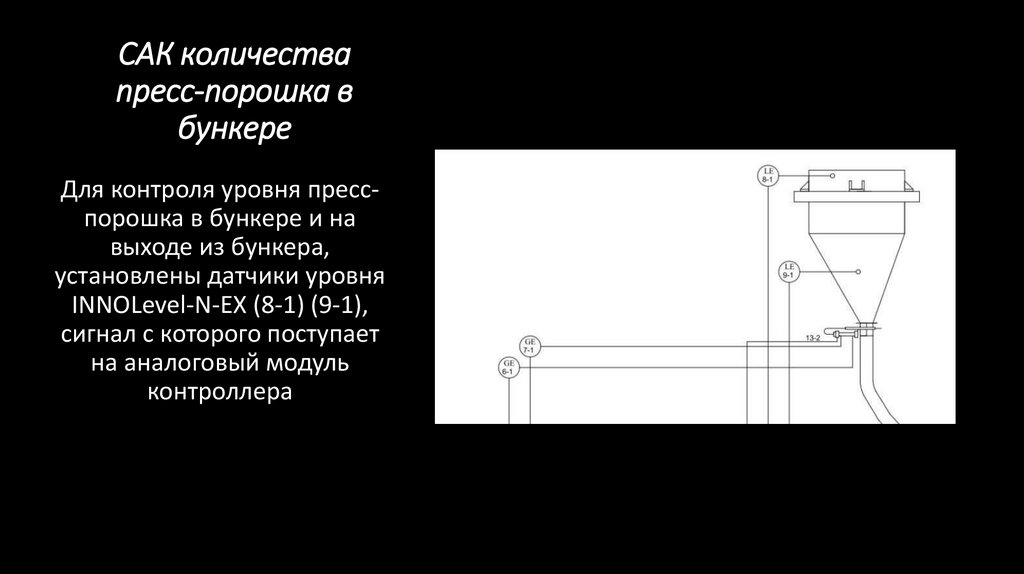
САК количествапресс-порошка в
бункере
Для контроля уровня пресспорошка в бункере и на
выходе из бункера,
установлены датчики уровня
INNOLevel-N-EX (8-1) (9-1),
сигнал с которого поступает
на аналоговый модуль
контроллера
11.
САК положенияотпрессованной
плитки
Для контроля положения
выходящей из пресса плитки,
установлены концевые
выключатели Omron WLCA2-2N-Q
(5-1) сигнал с которого поступает
на аналоговый модуль
контроллера. Использование
концевых выключателей
позволяет уведомить оператора
о ситуации с “завалом” плитки на
конвейерных роликах.