")




















 Механика
Механика Промышленность
ПромышленностьПохожие презентации:










Система допусков на линейные размеры гладких элементов деталей (ИСО)
1. Система допусков на линейные размеры гладких элементов деталей (ИСО)
Курс лекций «Взаимозаменяемость инормирование точности»
Глубокова С.В.
2. Система допусков на линейные размеры ИСО
Система допусков и посадок – это закономерно построеннаясовокупность стандартизованных допусков и предельных отклонений
размеров элементов деталей, а также посадок, образованных
отверстиями и валами, имеющими стандартные предельные значения.
Система допусков и посадок – совокупность рядов допусков
и посадок, закономерно построенных на основе производственного
опыта, экспериментальных исследований, теоретических обобщений и
оформленных в виде стандартов.
Все размеры в системе допусков ИСО разделяют на три
группы:
- малые размеры (до 1мм)
- средние размеры (от 1 до 500 мм включительно)
- большие размеры (св. 500 мм до 3150 мм)
3. Система допусков на линейные размеры ИСО
В системе допусков ИСО можно выделить 6 признаков:1. Интервалы размеров
2. Единицы допуска
3. Ряды точности (допуски)
4. Классы допусков (поля допусков) отверстий и валов
5. Посадки в системе отверстия и в системе вала
6. Нормальная температура
4. Система допусков на линейные размеры ИСО
Интервалы размеровВсе номинальные размеры назначаются стандартными
значениями округленными в соответствии с рядами предпочтительных
чисел и в свою очередь разделяются на основные интервалы и
промежуточные интервалы.
Промежуточные интервалы задаются для размеров свыше 10
мм и делят каждый интервал на 2 или 3 интервала.
Основной интервал, мм
Св. 1
до 3
Св. 3
до 6
Св. 6
до 10
Св. 10
до 18
Св. 18
до 30
Промежуточные интервалы, мм
Св. 10
до 14
Св. 14
до 18
Св. 18
до 24
Св. 24
до 30
……
……
…..
…..
Св. 180
до 250
Св. 180
до 200
Св. 200
до 225
Св. 225
до 250
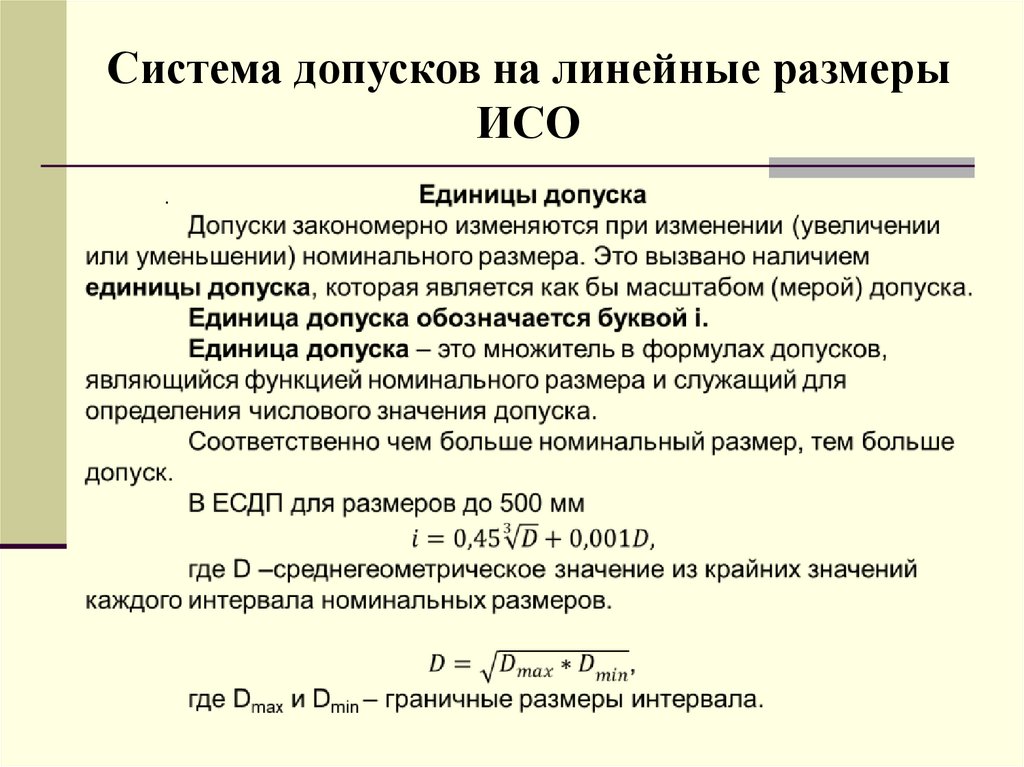
5.
Система допусков на линейные размерыИСО
.
6. Система допусков на линейные размеры ИСО
Ряды точности (квалитеты)В системе допусков ИСО ряды точности называются
квалитетами.
В других системах такие ряды допусков называются
классами, степенями. Но все эти термины являются синонимами.
Согласно ГОСТ 25346-89 квалитет (IT) – это совокупность
допусков соответствующих одинаковой степени или уровню точности
для всех номинальных размеров.
Сокращенно допуск по квалитету обозначается IT (Internation
Tolerans).
В системе допусков ИСО предусмотрено 20 квалитетов
точности, обозначаемых порядковым номером, возрастающим с
увеличением допуска.
IT
01, 0, 1, 2, ……,18
С увеличением допуска точность уменьшается.
7. Система допусков на линейные размеры ИСО
Согласно ГОСТ 25346-2013 квалитет – это группа допусковна линейные размеры, характеризующаяся общим обозначением.
Значения допусков получаются умножением единицы допуска
(i) на определенное постоянное для данного квалитета (класса) число
(k):
IT=k*I
Квалитет
5
6
7
8
9
10
11
12
13
14
15
16
17
Значение
допуска
7i
10i
16i
25i
40i
64i
100i
160i
250i
400i
640i
1000i
1600i
В системе допусков ИСО начиная с 5 квалитета при переходе от
одного квалитета к другому допуск изменяется на 60 %, т.е. в 1,6 раза,
что соответствует знаменателю геометрической прогрессии ряда
предпочтительных чисел R5, а при изменении квалитета на 5 ступеней
допуск изменяется в 10 раз.
8. Система допусков на линейные размеры ИСО
Классы допусков (поля допусков) отверстий и валовНесмотря на то, что интервал допуска характеризуется
допуском на размер, он не имеет собственного обозначения, тем
более оперировать предельными размерами при задании точности
размера не всегда удобно. Более оптимальным является
использование информации о допуске на размер (характеристика
точности изготовления) и основном отклонении размера от
номинального размера элемента детали. В ГОСТ 25346–2013
используется термин «класс допуска».
Класс допуска – это сочетание основного отклонения и
квалитета.
В системе допусков ИСО класс допуска указывают
комбинацией символов, состоящей из обозначения основного
отклонения (литера или литеры латинского алфавита: заглавные –
для отверстий, строчные – для валов) и следующего за ним номера
квалитета. Например, Н7, D10 – для отверстий, m6, js8 – для валов.
При наличии литеры основного отклонения в указании класса допуска
обозначение квалитета указывается без буквенного обозначения IT.
9. Система допусков на линейные размеры ИСО
Если литеры основного отклонения в обозначении размеране указано, то литеры IT указываются обязательно. Например,
±IT14/2.
Класс допуска содержит информацию о значении допуска и
положении интервала допуска относительно номинального размера
размерного элемента.
При использовании буквенных символов при обозначении
основных отклонений исключение составляют литеры: Oo, Ll, Qq, Ww.
10. Система допусков на линейные размеры ИСО
11. Система допусков на линейные размеры ИСО
12. Система допусков на линейные размеры ИСО
13. Система допусков на линейные размеры ИСО
Из основного набора классов допусков (полей допусков)выделяют предпочтительные классы допусков (поля допусков):
17 для отверстий и 17 для валов, используя которые практически,
возможно получить посадки любого вида и разной точности.
Предпочтительные классы допусков (поля допусков) отверстий и
валов приведены в таблице
Квалитет
Поля допусков
(классы допусков) отверстий
Поля допусков
(классы допусков) валов
6
-
g6, h6, js6, k6, n6, p6, r6, s6
7
G7, H7, Js7, K7, N7, P7, R7, S7
f7, h7
8
F8, H8
e8
9
E9,H9
d9, h9
10-11
D10, A11, B11, C11, H11
a11, b11, c11, h11
14. Система допусков на линейные размеры ИСО
Посадки в системе отверстия и системе валаПосадки во всех системах образуются сочетанием классов
допусков (полей допусков) отверстия и вала.
Посадка в системе отверстия – это система образования
посадок, в которой для одного интервала номинальных размеров и
одного ряда точности (квалитета) нормируется один класс допуска
(поле допуска) для отверстия (основное отверстие) – обозначается
буквой Н, и несколько классов допусков (полей допусков) для вала, в
том числе из соседних рядов точности.
Посадка в системе вала – это система образования
посадок, в которой для одного интервала номинальных размеров и
одного ряда точности (квалитета) нормируется один класс допуска
(поле допуска) для вала (основной вал) – обозначается буквой h, и
несколько классов допуска (полей допусков) для отверстий, в том
числе из соседних рядов точности.
15. Система допусков на линейные размеры ИСО
16. Система допусков на линейные размеры ИСО
Принадлежность посадки к системе отверстия определяетналичие в условном обозначении основного отверстия (буква Н) в
числителе.
Вид посадки (зазор, натяг, переходная) определяет основное
отклонение сопрягаемого с отверстием вала. Основное отклонение
"g" – определяет, что эта посадка – с зазором.
Предпочтительной являются посадки в системе
отверстия.
У посадок в системе вала основное отклонение основного
вала обозначается буквой h и находится в знаменателе, в числителе
указывается сопрягаемое с основным валом отверстие.
Основные отклонения могут образовывать три вида посадок:
1. А(а) – Н(h) – образуют посадки с зазором
2. J(j) – N(n)(условно) – образуют посадки переходные
Для больших величин натягов и достаточно высоких квалитетах
точности основные отклонения N(n) образуют посадки с натягом.
3. P(p) – Zc(zc) – образуют посадки с натягом.
17. Система допусков на линейные размеры ИСО
В системе допусков ИСО на линейные размеры приводитсяперечень рекомендованных к применению классов допусков для
образования посадок в системе отверстия и системе вала. Всего
установлено 40 классов допусков для образования посадок в
системе отверстия и 32 класса допуска для образования посадок в
системе вала, из которых возможно представить предпочтительные
посадки:
- 17 посадок – в системе отверстия;
- 17 посадок – в системе вала.
18. Система допусков на линейные размеры ИСО
Система допусков на линейные размерыОсновные
Классы допусков для валов для посадок
ИСО переходные
отклонения
с зазором
с натягом
Н6
g5
js5 k5 m5
n5 p5
h5
Н7
f6 g6 h6 js6 k6 m6 n6
p6 r6 s6 t6 u6
x6
e7 f7
d8 e8 f8
Н8
h7 js7 k7 m7
s7
u7
h8
Н9
d8 e8 f8
Н10
h8
b9
d9
h9
Н11
b11 c11 d11
h10
Основные
отклонения
h5
h6
h7
h8
h9
c9
Классы допусков для валов для посадок
с зазором
переходные
с натягом
G6 H6
JS6 K6 M6
N6 P6
F7 G7 H7
JS7 K7 M7 N7
P7 R7 S7 T7
U7 X7
E8 F8
H8
D9 E9 F9
H9
E8 F8
H8
D9 E9 F9
H9
C10 D10
H10
B11
19. Система допусков на линейные размеры ИСО
20. Система допусков на линейные размеры ИСО
Нормальная температураЗа нормальную температуру измерения температура равная
20 °С. Если она отлична от этой величины, необходимо вводить
поправки. Это называется "приведение размера к 20 °С".
21. Система допусков на линейные размеры ИСО
Выбор посадок.Посадки с зазором:
Используются для подвижных и неподвижных соединений
деталей.
В подвижной посадке зазор должен обеспечить свободное
перемещение деталей, размещение смазки, компенсирование
температурных деформаций.
В неподвижной посадке облегчается сборка, а неподвижность
обеспечивается шпонкой или крепление винтами, штифтами и т.д.
Посадки переходные:
Используются для неподвижных соединений,
обеспечивающих хорошее центрирование, но легко разбираемых.
Натяги и зазоры здесь небольшие. Наиболее широко применяют при
установке подшипников качения.
22. Система допусков на линейные размеры ИСО
Посадки с натягом:Используются для неподвижных неразъемных соединений,
без дополнительного крепления. Посадку получают под прессом
холодным или горячим способами.