










 Промышленность
ПромышленностьПохожие презентации:










Подготовка свариваемых поверхностей (механическая обработка, зачистка, обезжиривание)
1.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС:1.Подготовка свариваемых поверхностей
(механическая обработка, зачистка,
обезжиривание).
2.Сборка элементов конструкции (в
приспособлении, стапеле, стенде).
3.Сварка.
4.Контроль сварных швов и соединений
(рентген контроль, испытания на прочность
и герметичность).
2.
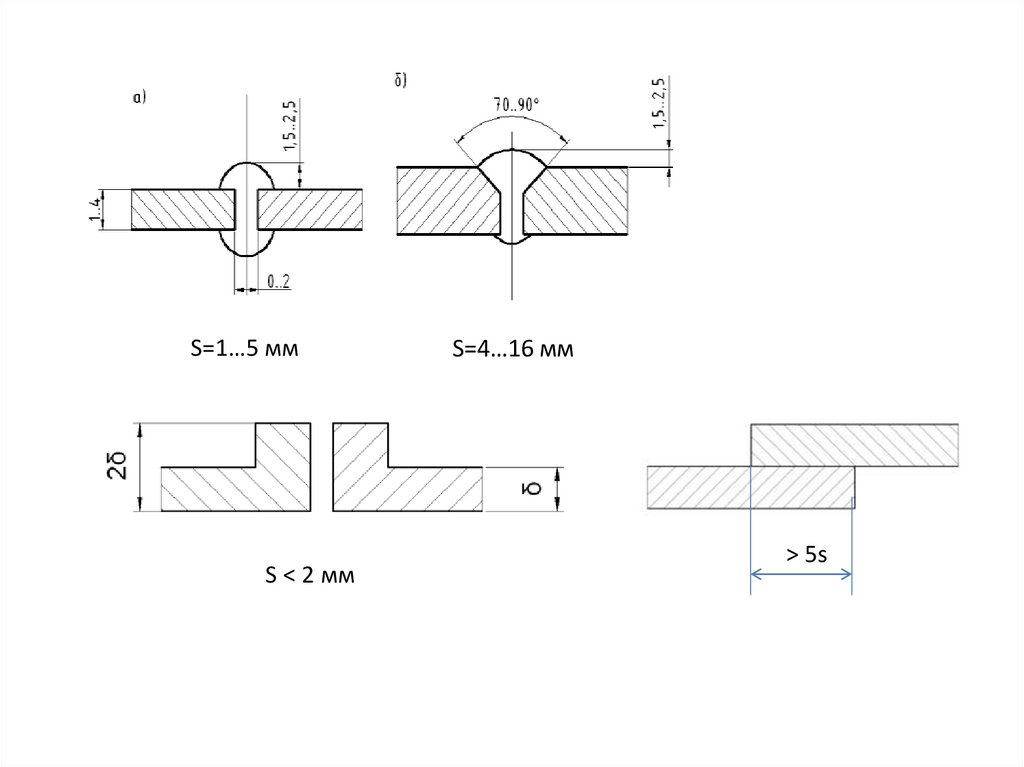
S=1…5 ммS < 2 мм
S=4…16 мм
> 5s
3.
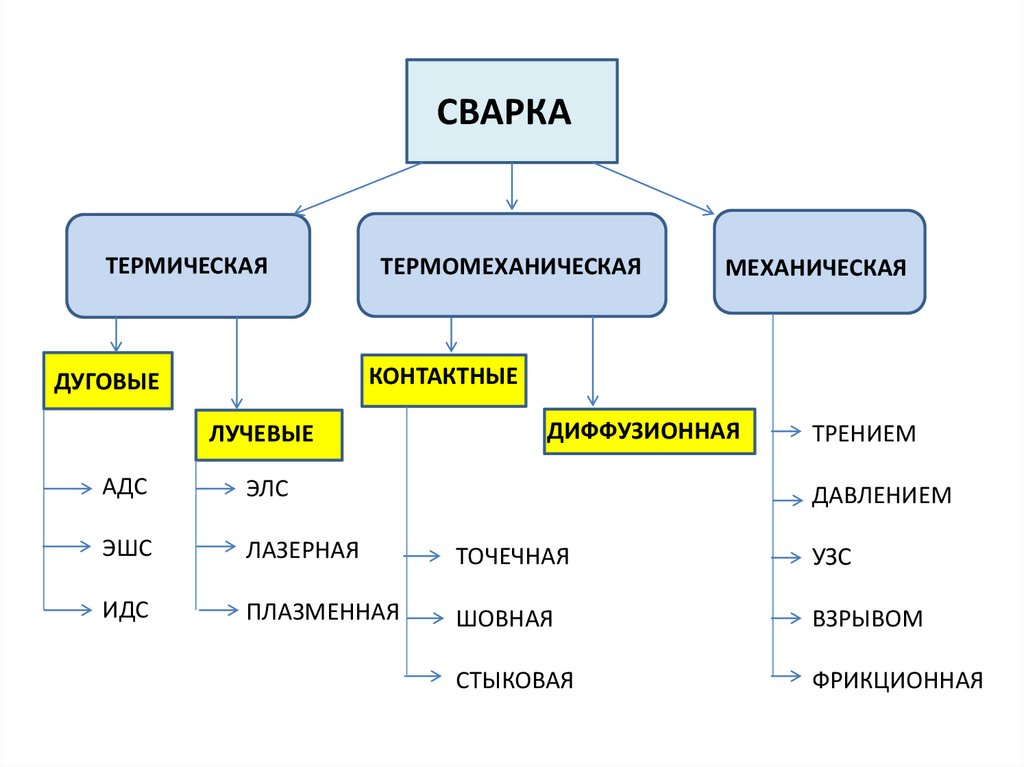
ССВАРКА
ТЕРМИЧЕСКАЯ
ТЕРМОМЕХАНИЧЕСКАЯ
МЕХАНИЧЕСКАЯ
КОНТАКТНЫЕ
ДУГОВЫЕ
ЛУЧЕВЫЕ
ДИФФУЗИОННАЯ
ТРЕНИЕМ
АДС
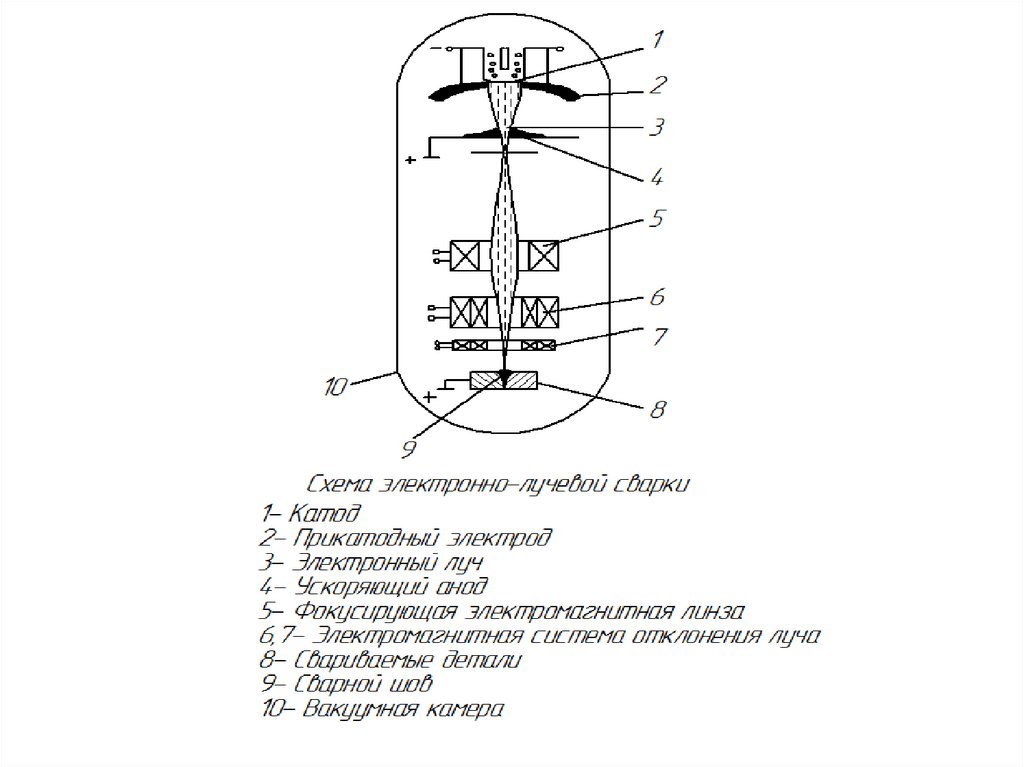
ЭЛС
ЭШС
ЛАЗЕРНАЯ
ТОЧЕЧНАЯ
УЗС
ИДС
ПЛАЗМЕННАЯ
ШОВНАЯ
ВЗРЫВОМ
СТЫКОВАЯ
ФРИКЦИОННАЯ
ДАВЛЕНИЕМ
4.
5.
6.
7.
8.
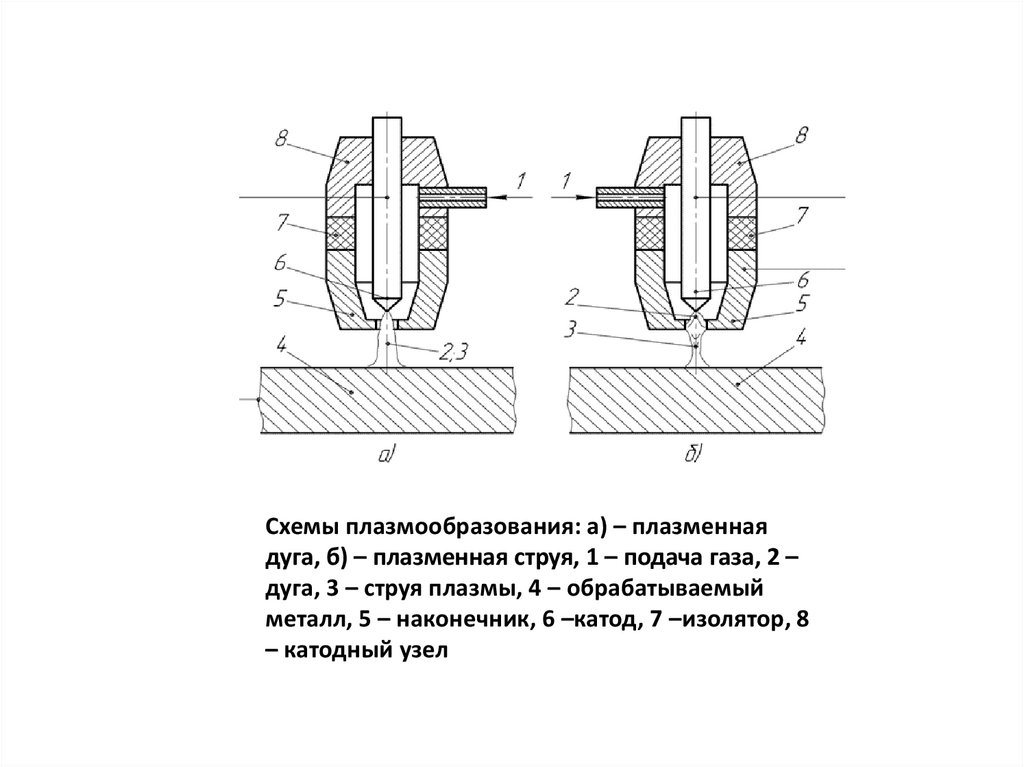
Схемы плазмообразования: а) – плазменнаядуга, б) – плазменная струя, 1 – подача газа, 2 –
дуга, 3 – струя плазмы, 4 – обрабатываемый
металл, 5 – наконечник, 6 –катод, 7 –изолятор, 8
– катодный узел
9.
10.
11.
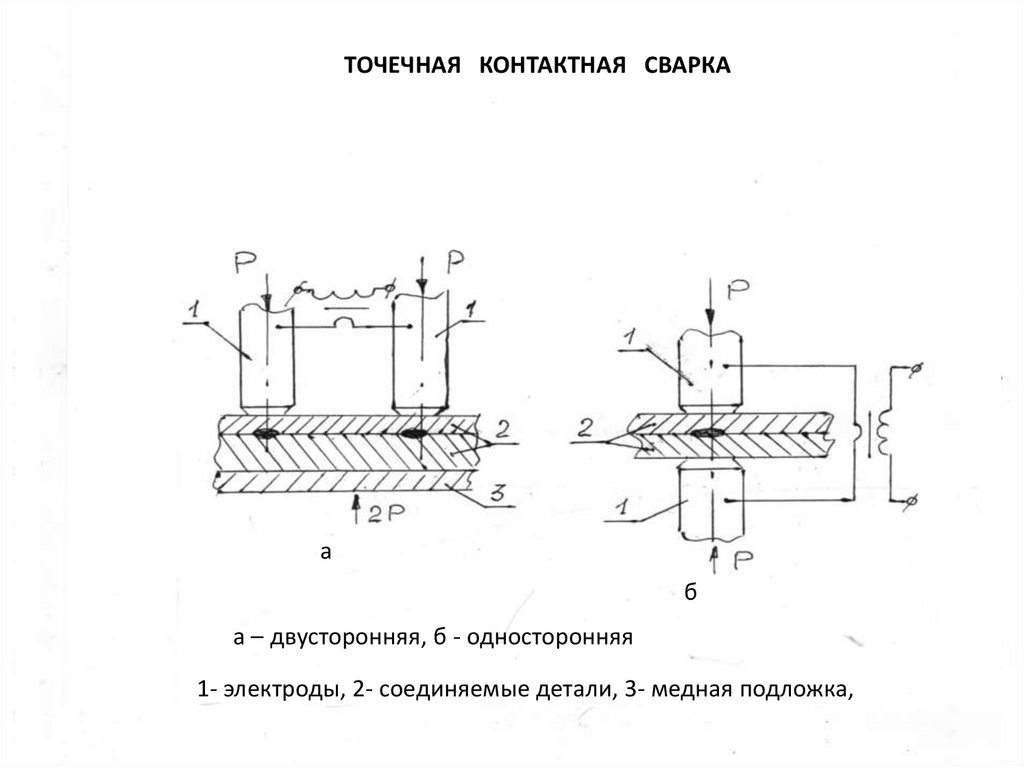
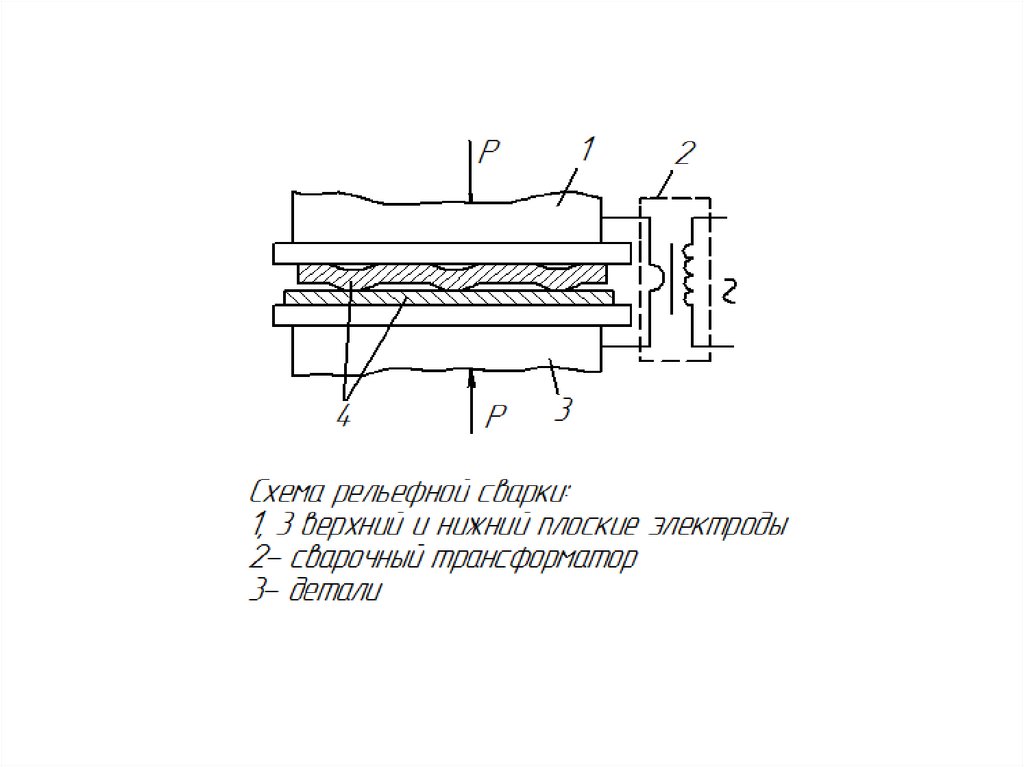
ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКАа
б
а1
– двусторонняя,
б - односторонняя
– электроды
2-- соединяемые
детали
1- электроды,
2- соединяемые
детали, 3- медная подложка,
3 – медная подложка
12.
13.
14.
15.
16.
Принципиальная схема установки для диффузионной сварки(a) и общий вид многопозиционной установки СДВУ-4М (б):
и 1 - вакуумная камера; 2 - система охлаждения камеры; 3 вакуумная система; 4 - высокочастотный генератор; 5 гидросистема пресса
17.
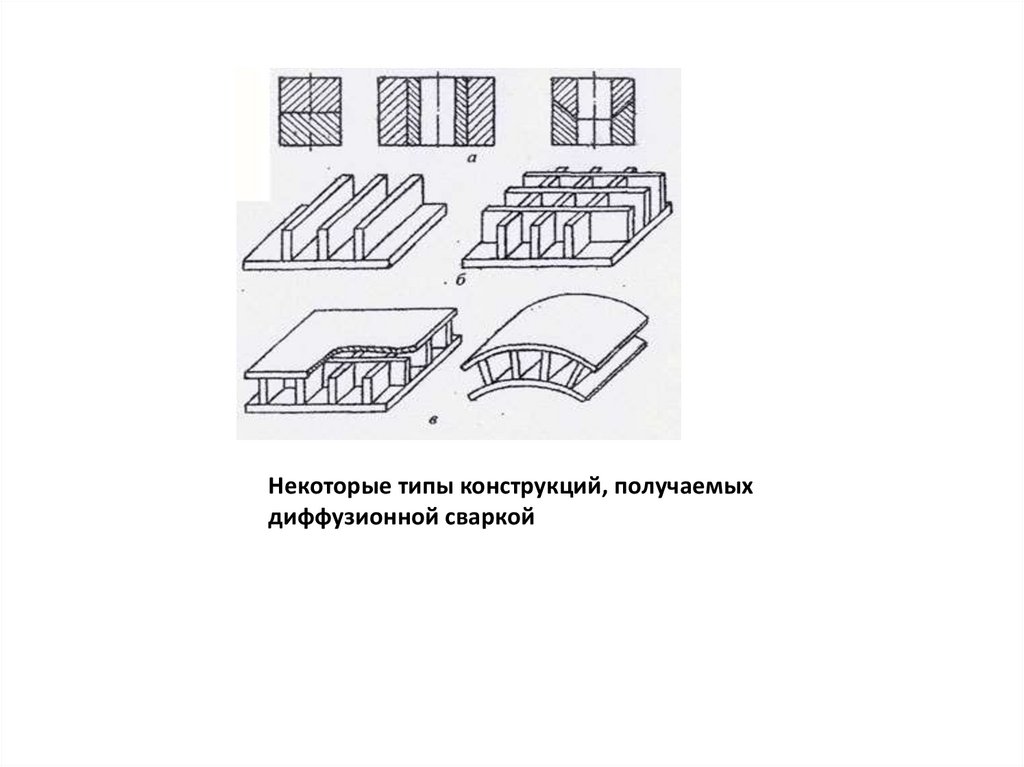
Некоторые типы конструкций, получаемыхдиффузионной сваркой
18.
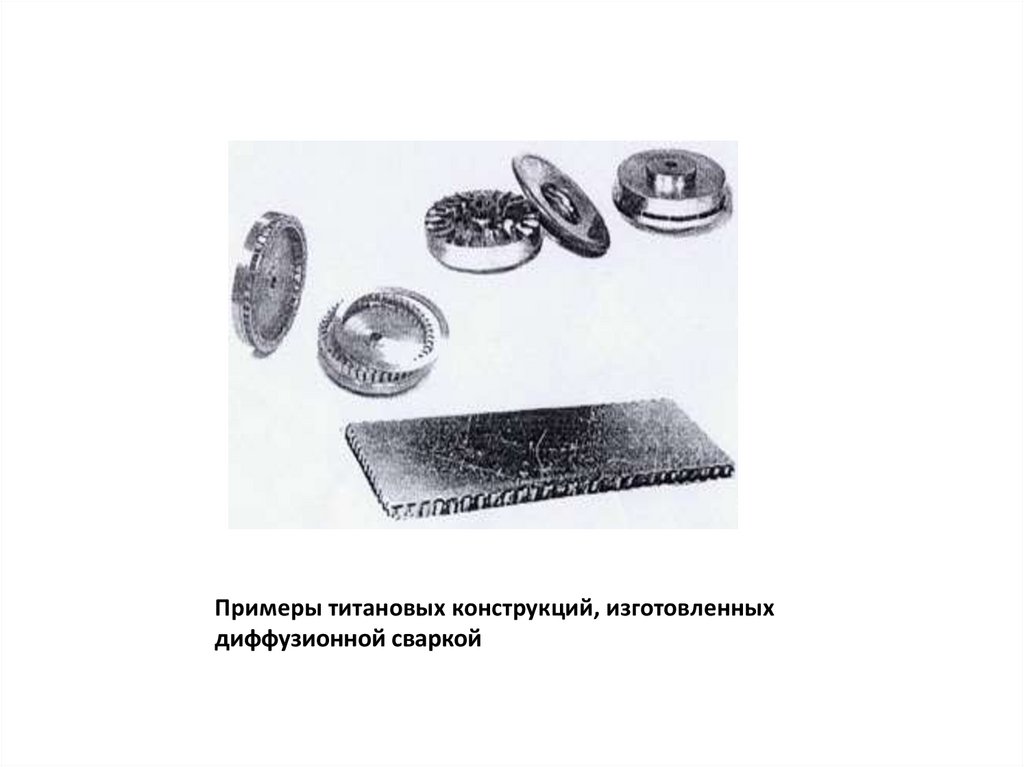
Примеры титановых конструкций, изготовленныхдиффузионной сваркой
19.
20.
21.
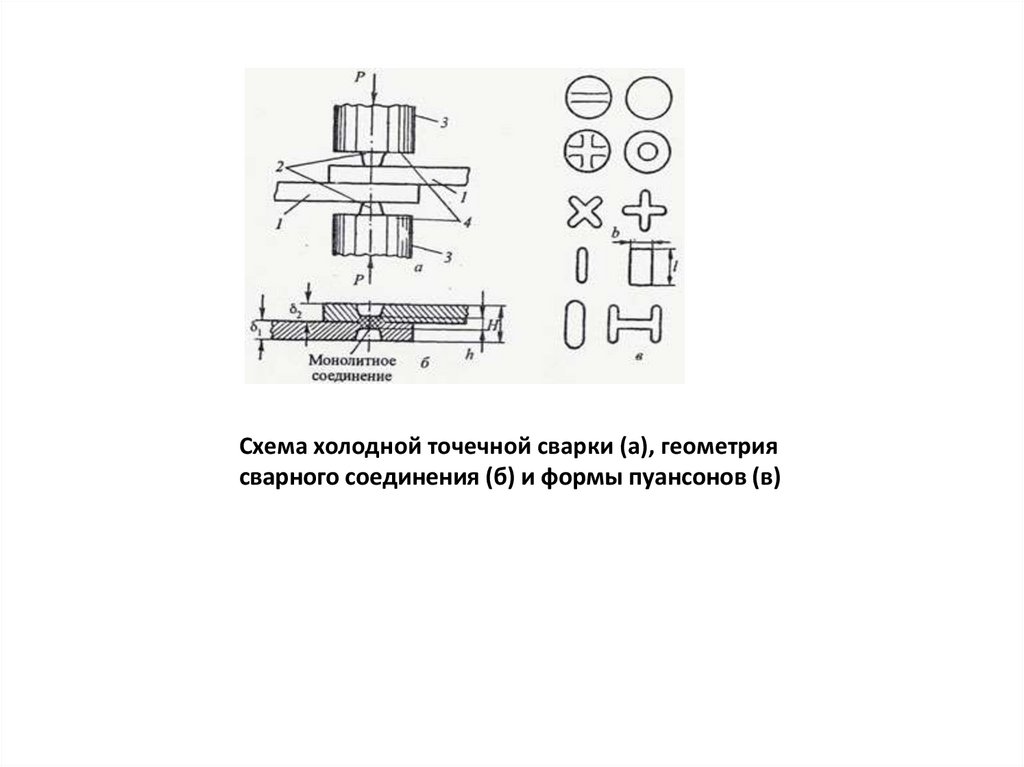
Схема холодной точечной сварки (а), геометриясварного соединения (б) и формы пуансонов (в)
22.
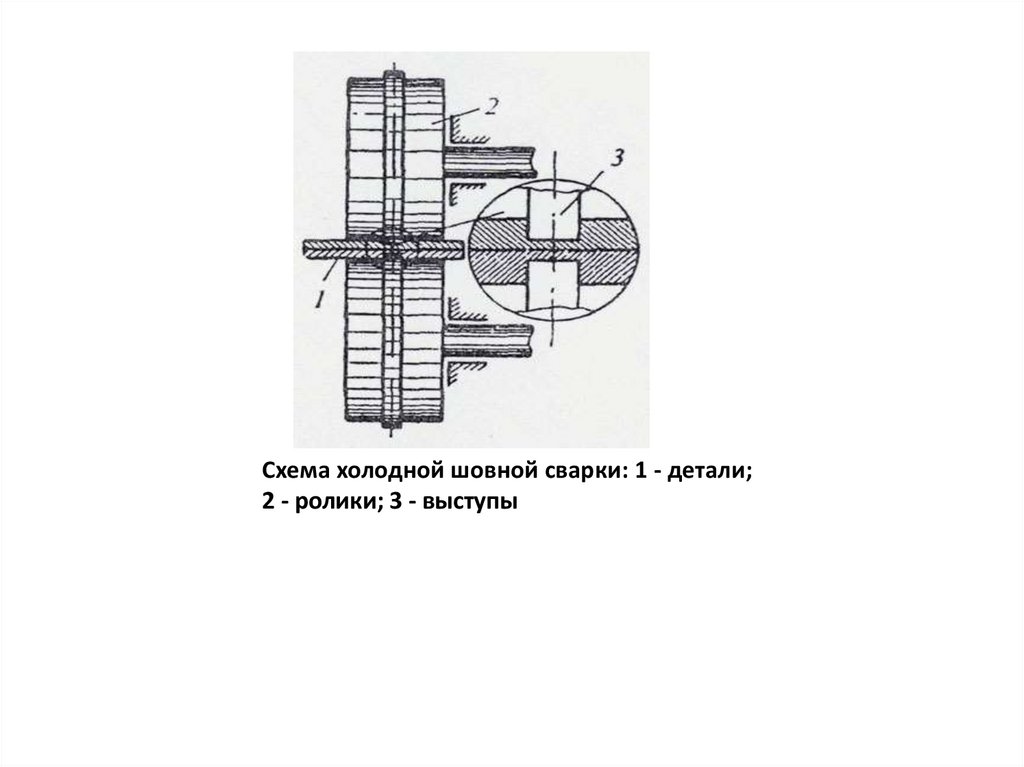
Схема холодной шовной сварки: 1 - детали;2 - ролики; 3 - выступы
23.
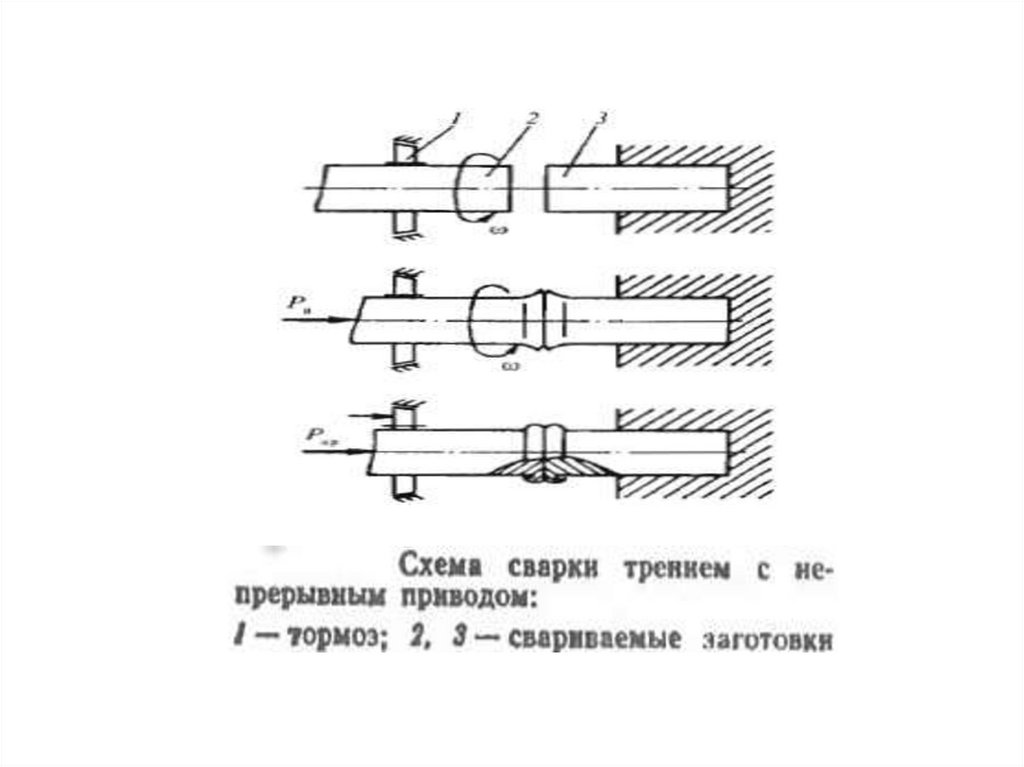
СХЕМА ФРИКЦИОННОЙ СВАРКИ24.
ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОЙ СВАРКИ25.
Сварные соединения, получаемые при СТП26.
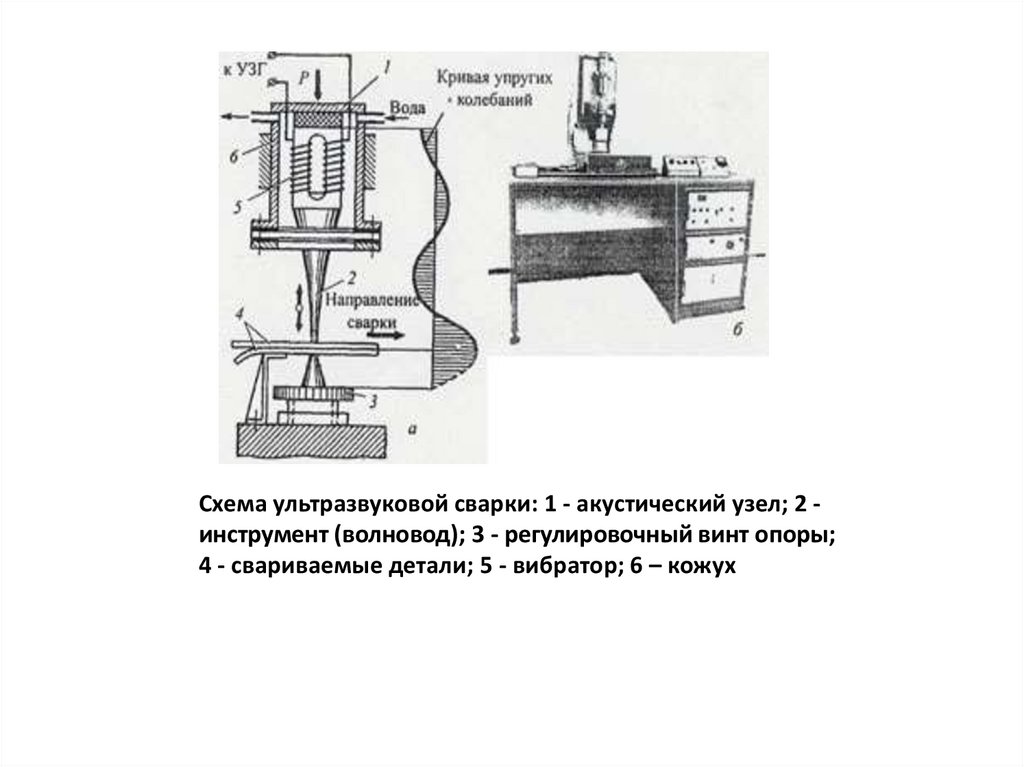
Схема ультразвуковой сварки: 1 - акустический узел; 2 инструмент (волновод); 3 - регулировочный винт опоры;4 - свариваемые детали; 5 - вибратор; 6 – кожух
27.
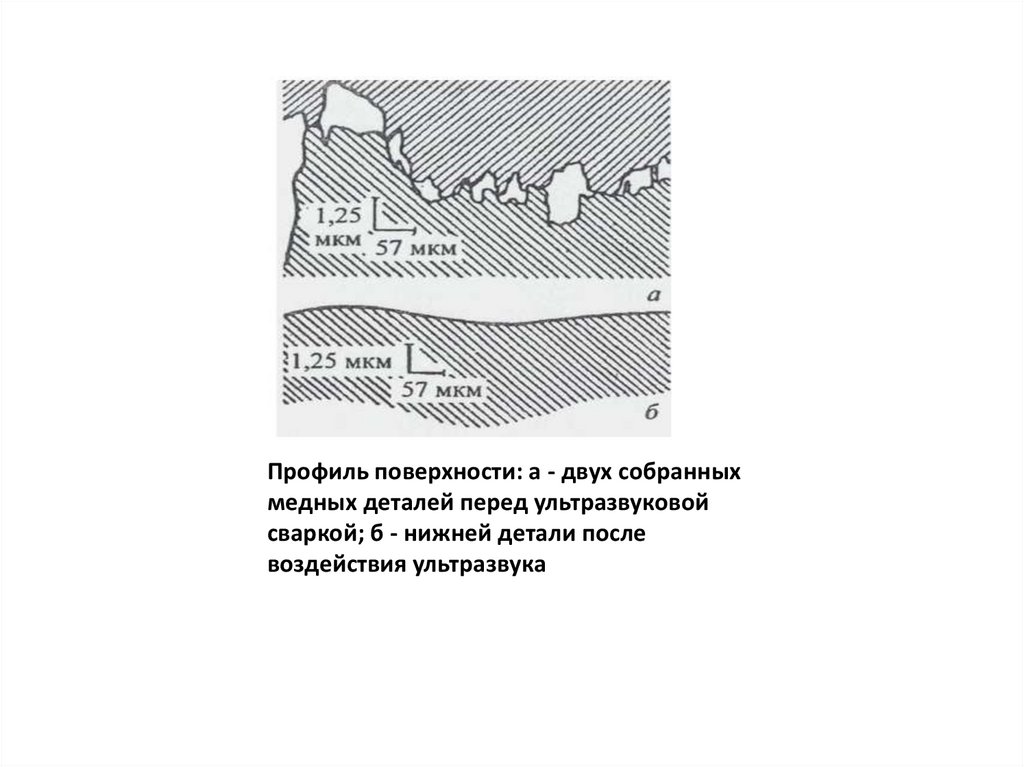
Профиль поверхности: а - двух собранныхмедных деталей перед ультразвуковой
сваркой; б - нижней детали после
воздействия ультразвука
28.
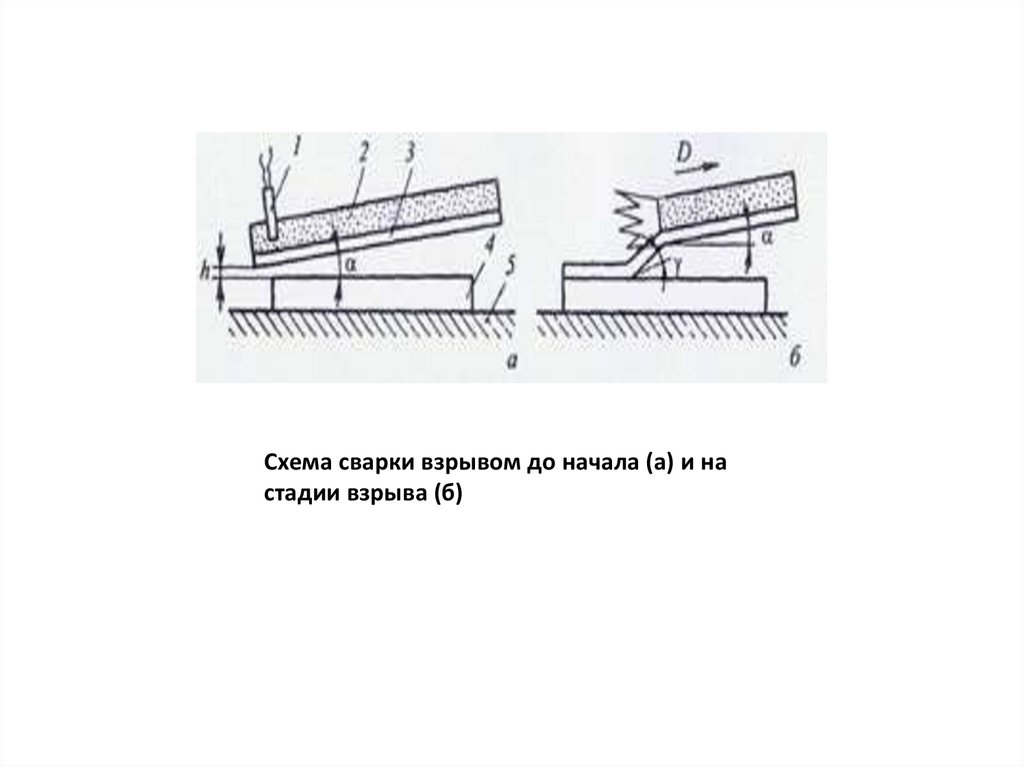
Схема сварки взрывом до начала (а) и настадии взрыва (б)
29.
Принципиальная схема магнитно-импульсной сварки1- зарядное устройство, 2 –конденсаторы, 3 – коммутирующее устройство, 4 – индуктор, 5,6 – свариваемые детали,
7 - опора
30.
31.
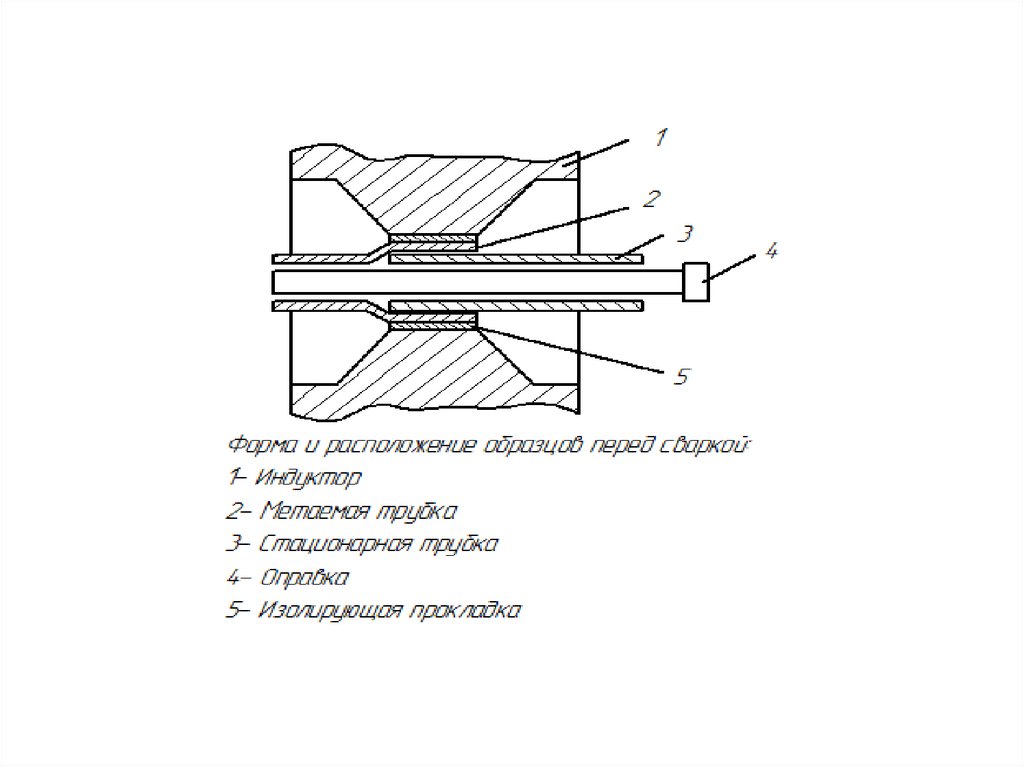
Схемы осуществления магнитно-импульснойсварки: 1,2 - свариваемые заготовки; 3 - индуктор
32.
33.
34.
35.
АА
36.
37.
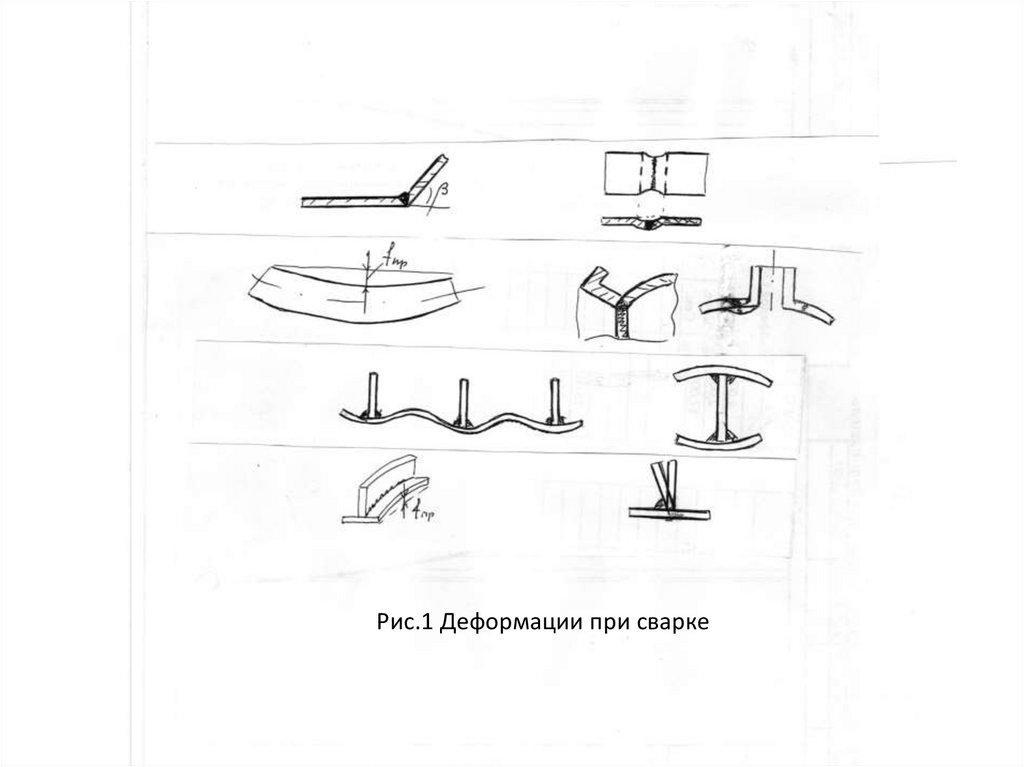
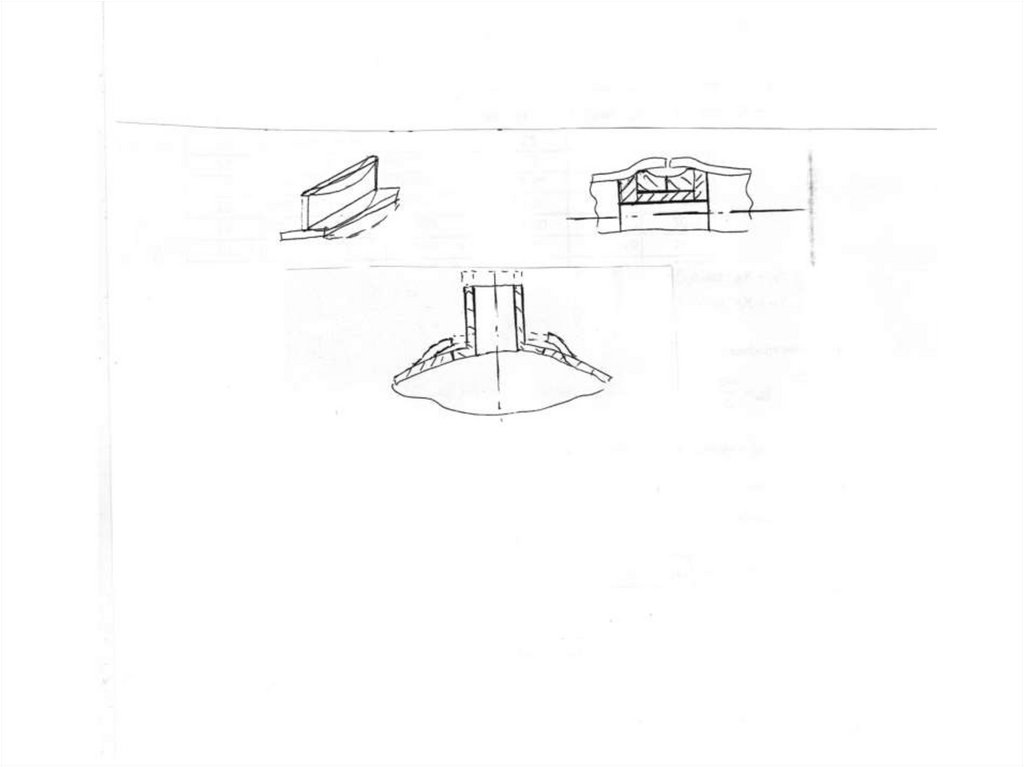
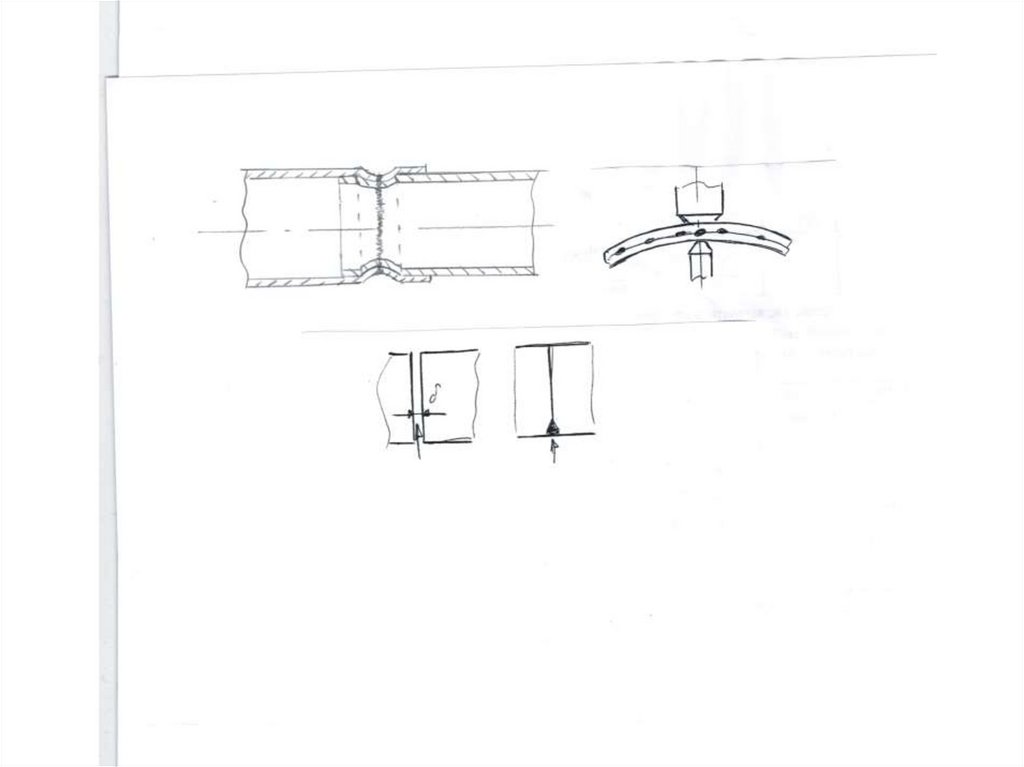
Рис.1 Деформации при сварке38.
39.
40.
СТЕХПРОЦЕСС КОНТРОЛЯ
КАЧЕСТВА
Контроль
процесса
сборки
Контроль
процесса
сварки
Контроль
СЕ
размер
заготовки
Размеры СЕ
СЕ
размеры
Последовательность
переходов
качество
шва
шероховатость
зазор в
соединении
режимы
сварки
размеры СЕ
геометрия
кромок
чистота
кромок
квалификация
сварщика
Контроль
исходных
данных
Контроль
заготовок
марка
материала
паспорт
(сертификат)
на ХС и МС
41.
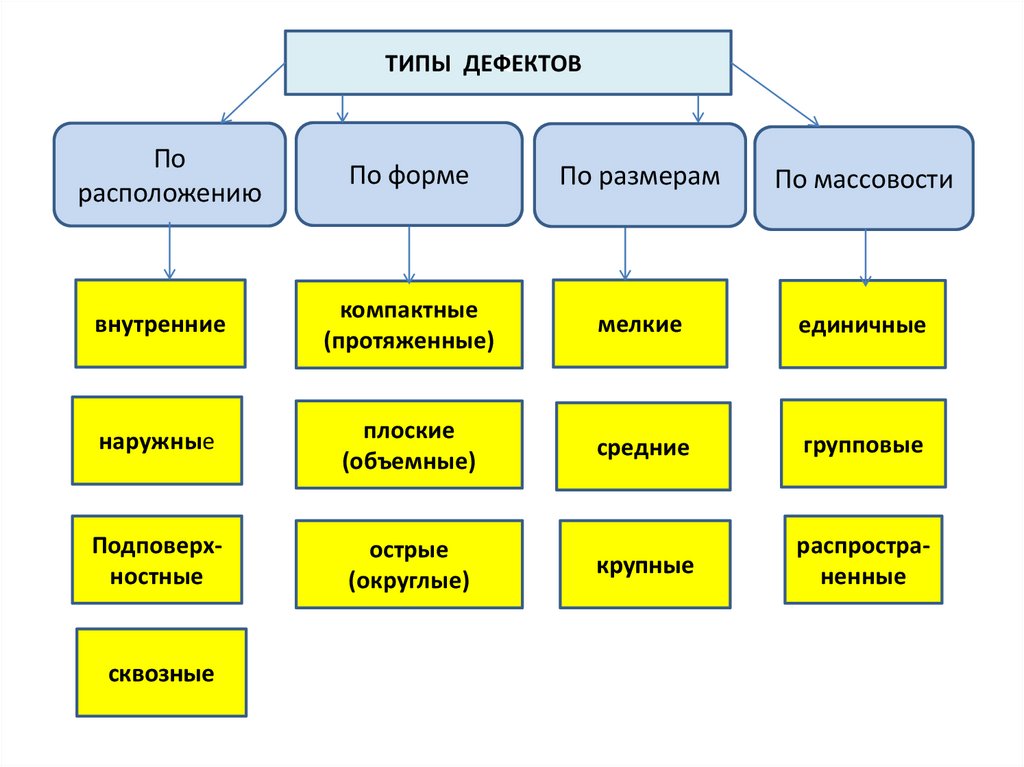
ТИПЫ ДЕФЕКТОВС
По
расположению
По форме
По размерам
По массовости
внутренние
компактные
(протяженные)
мелкие
единичные
наружные
плоские
(объемные)
средние
групповые
Подповерхностные
острые
(округлые)
крупные
распространенные
сквозные
42.
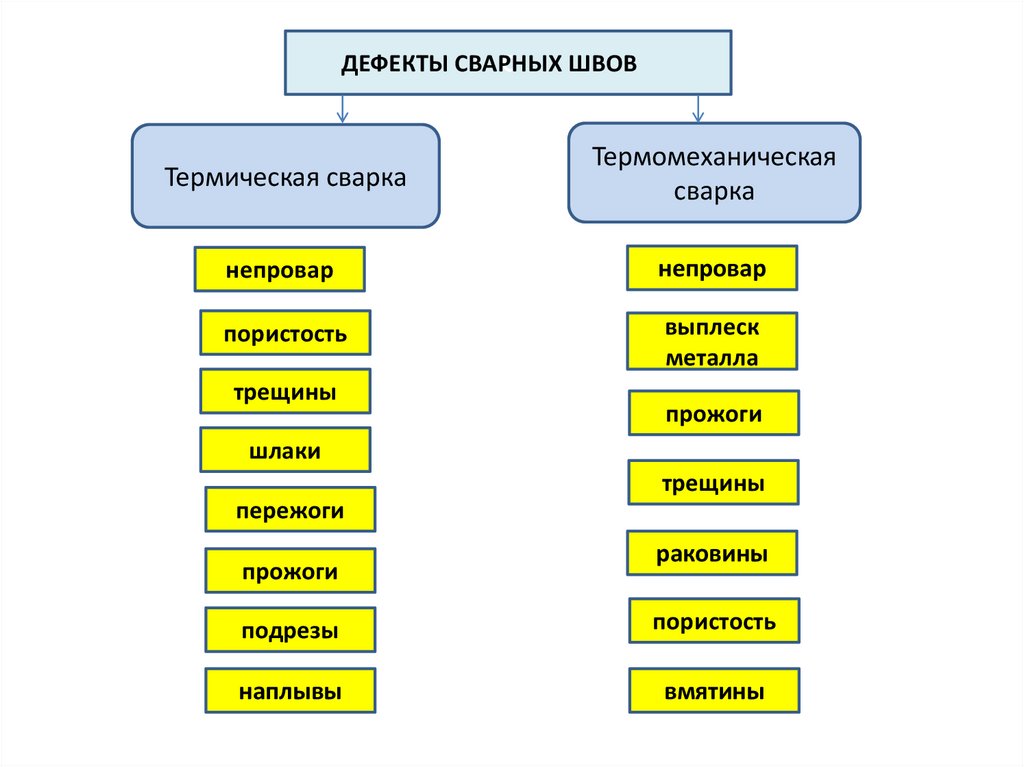
ДЕФЕКТЫ СВАРНЫХШВОВ
С
Термическая сварка
Термомеханическая
сварка
непровар
непровар
пористость
выплеск
металла
трещины
прожоги
шлаки
трещины
пережоги
прожоги
раковины
подрезы
пористость
наплывы
вмятины
43.
ПАЙКАТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС:
1. Подготовка поверхности деталей под пайку;
2. Сборка деталей;
3. Укладка припоя;
4. Нанесение флюса;
5. Пайка;
6. Обработка соединения после пайки;
7. Контроль качества и испытания.
44.
СПОСОБЫ ПАЙКИПо удалению
оксидной
пленки
По способу
получения
припоя
По
заполнению
зазора
По источнику
нагрева
готовый
Капиллярная
пайка
В печи
композитный
Некапиллярная пайка
Индукционная пайка
Контактнореактивная пайка
Пайкасварка
ЭЛП
флюсовая
УЗ
В активной
газовой
среде
В нейтральной газовой
среде
В вакууме
Реактивнофлюсовая пайка
ЛП
45.
Реакция восстановления оксидов:(активная среда)
МеО + Н2 = Ме + Н2О
Реактивно-флюсовая пайка:
MenXm = nMe + mX
MenXm - галоген металла ;
nMe - восстановленный металл;
mX - газ
46.
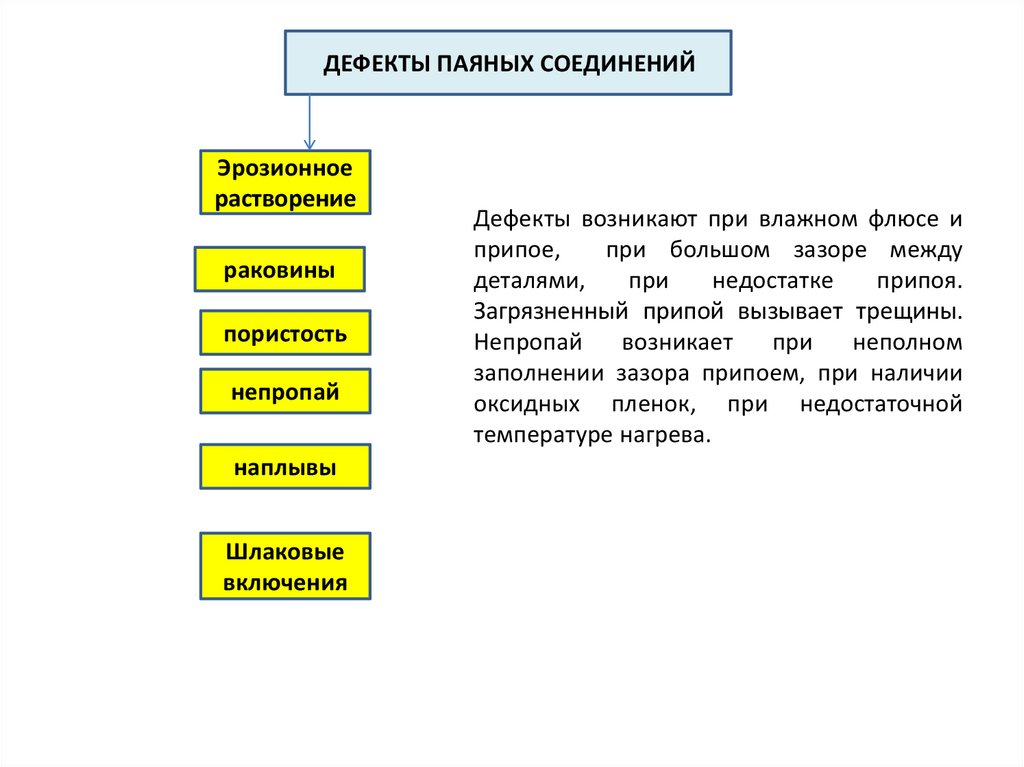
ДЕФЕКТЫ ПАЯНЫХС СОЕДИНЕНИЙ
Эрозионное
растворение
раковины
пористость
непропай
наплывы
Шлаковые
включения
Дефекты возникают при влажном флюсе и
припое,
при большом зазоре между
деталями,
при
недостатке
припоя.
Загрязненный припой вызывает трещины.
Непропай
возникает
при
неполном
заполнении зазора припоем, при наличии
оксидных пленок, при недостаточной
температуре нагрева.