


 Промышленность
ПромышленностьПохожие презентации:






")

 допусков размеров, массы и припусков на отливку по ГОСТ Р-53464-2009")

Автоматизация расчета припусков и операционных размеров. Методы определения припусков
1.
2.
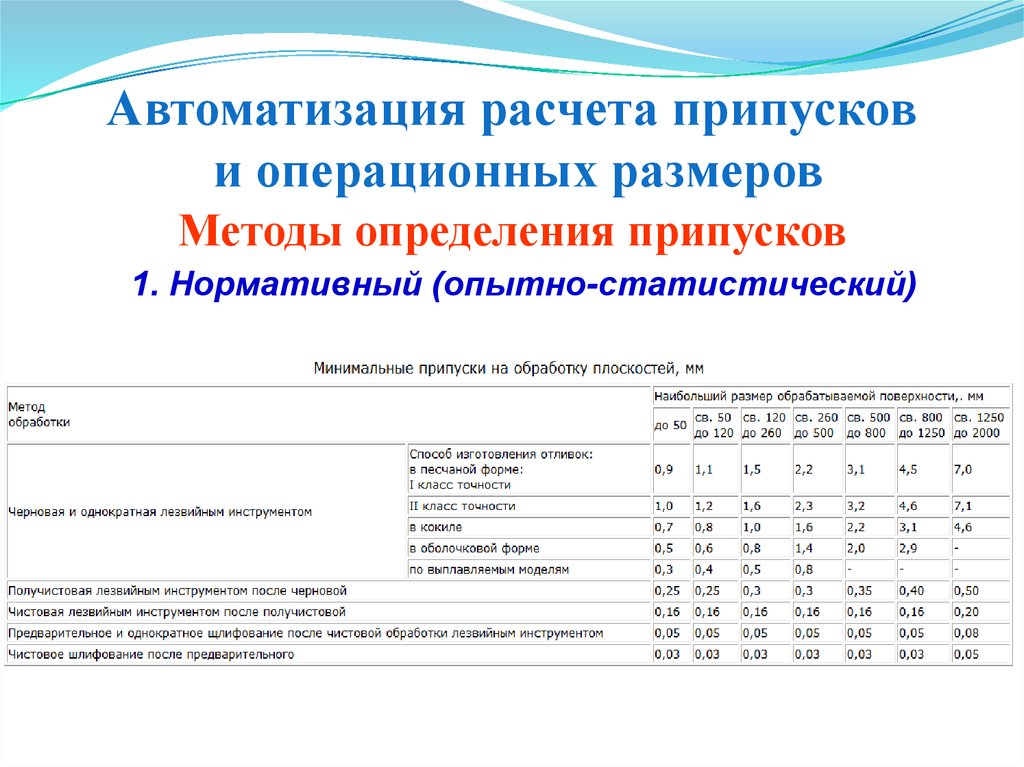
Автоматизация расчета припускови операционных размеров
Методы определения припусков
1. Нормативный (опытно-статистический)
3.
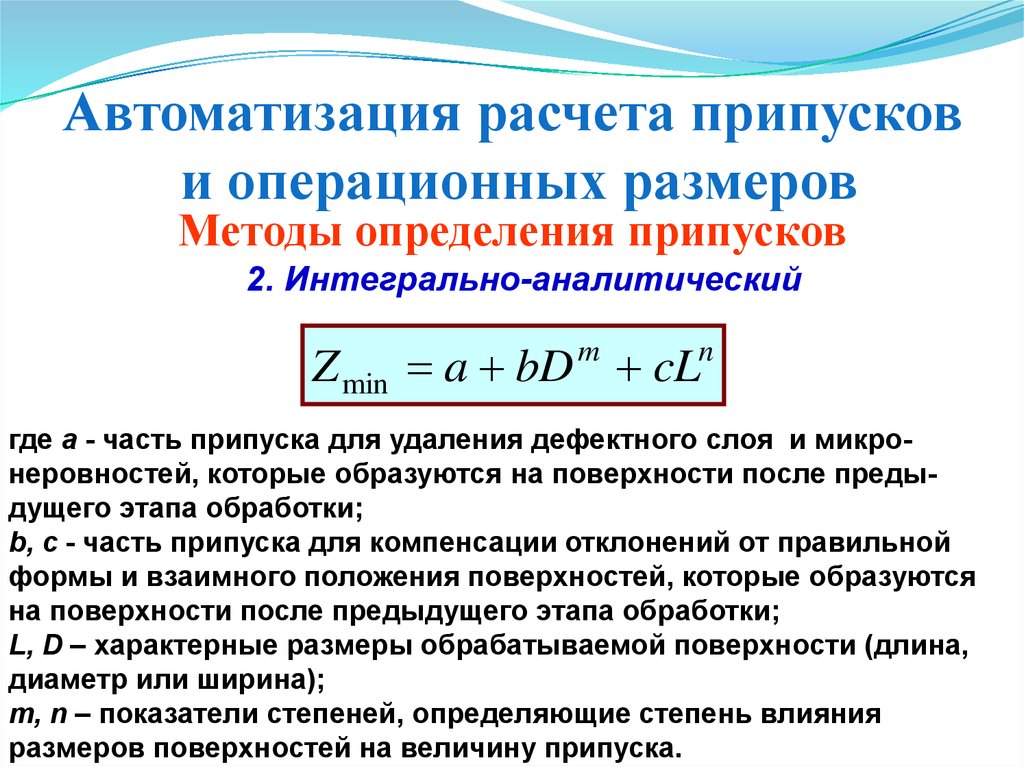
Автоматизация расчета припускови операционных размеров
Методы определения припусков
2. Интегрально-аналитический
Z min a bD cL
m
n
где а - часть припуска для удаления дефектного слоя и микронеровностей, которые образуются на поверхности после предыдущего этапа обработки;
b, с - часть припуска для компенсации отклонений от правильной
формы и взаимного положения поверхностей, которые образуются
на поверхности после предыдущего этапа обработки;
L, D – характерные размеры обрабатываемой поверхности (длина,
диаметр или ширина);
m, n – показатели степеней, определяющие степень влияния
размеров поверхностей на величину припуска.
4.
Автоматизация расчета припускови операционных размеров
Методы определения припусков
1. Аналитический (дифференциально-аналитический)
Z mini k Rzi 1 Ti 1 ρ i 1 ε i
Rzi-1 — высота шероховатости неровностей профиля, мкм;
Ti-1 – глубина дефектного слоя на предшествующей операции (переходе), мкм;
i-1 – векторная сумма пространственных отклонений взаимосвязанных
поверхностей обрабатываемой заготовки, полученных на предшествующей
операции, мкм;
i – векторная сумма погрешностей базирования и закрепления, мкм;
k – коэффициент, учитывающий характер припуска (для односторонних
припусков k = l, для симметричного: k = 2)
5.
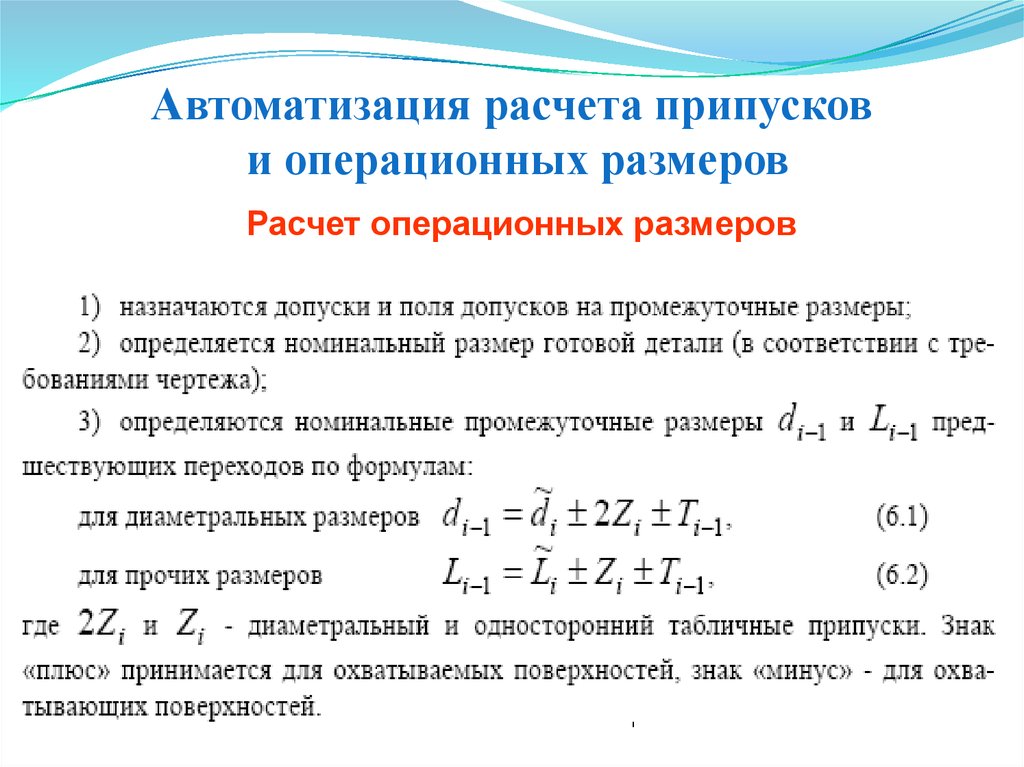
Автоматизация расчета припускови операционных размеров
Расчет операционных размеров
6.
Автоматизация расчета припускови операционных размеров
Информационное обеспечение проектной процедуры
расчета припусков и операционных размеров
Таблица Общие сведения о детали - tOSD
Таблица – Общие сведения о заготовке - tOSZ
Таблица Общие сведения о поверхностях детали - tOSPD
Таблица базы данных для расчета припусков - tOPP
Таблицы предельных отклонений размеров - tPOR
Таблица выбранных технологических операций - tVTO
Таблица выбранных технологических переходов - tVTP
7.
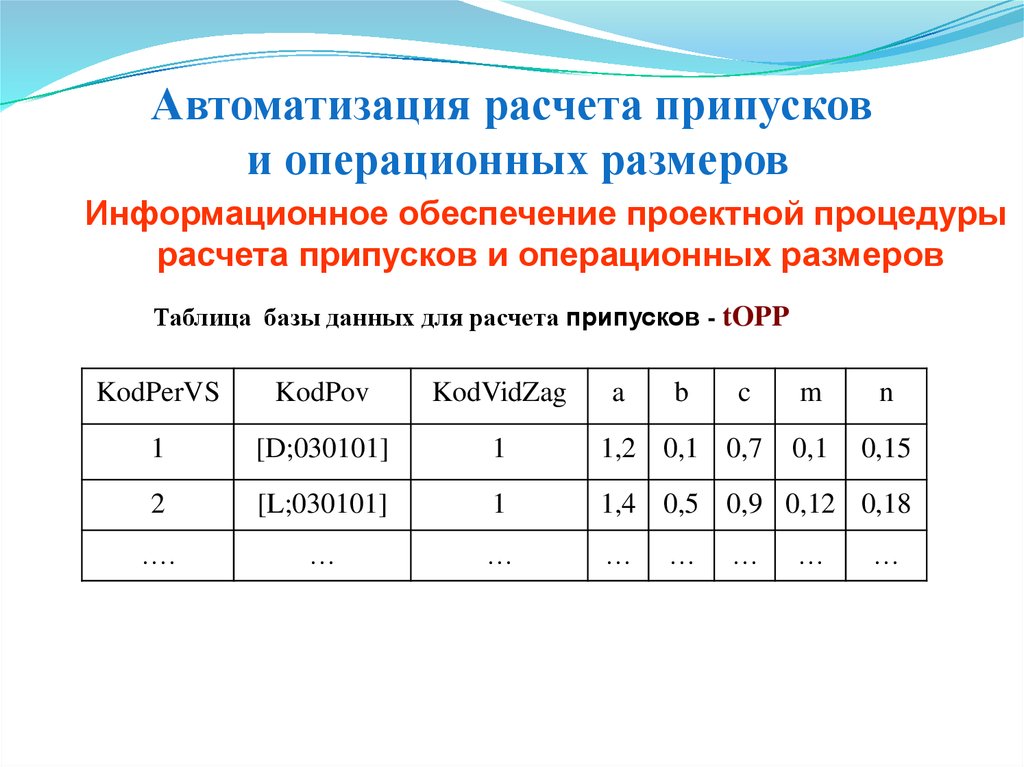
Автоматизация расчета припускови операционных размеров
Информационное обеспечение проектной процедуры
расчета припусков и операционных размеров
Таблица базы данных для расчета припусков - tOPP
KodPerVS
KodPov
KodVidZag
a
b
1
[D;030101]
1
1,2 0,1 0,7
2
[L;030101]
1
1,4 0,5 0,9 0,12 0,18
….
…
…
…
…
c
…
m
n
0,1
0,15
…
…
8.
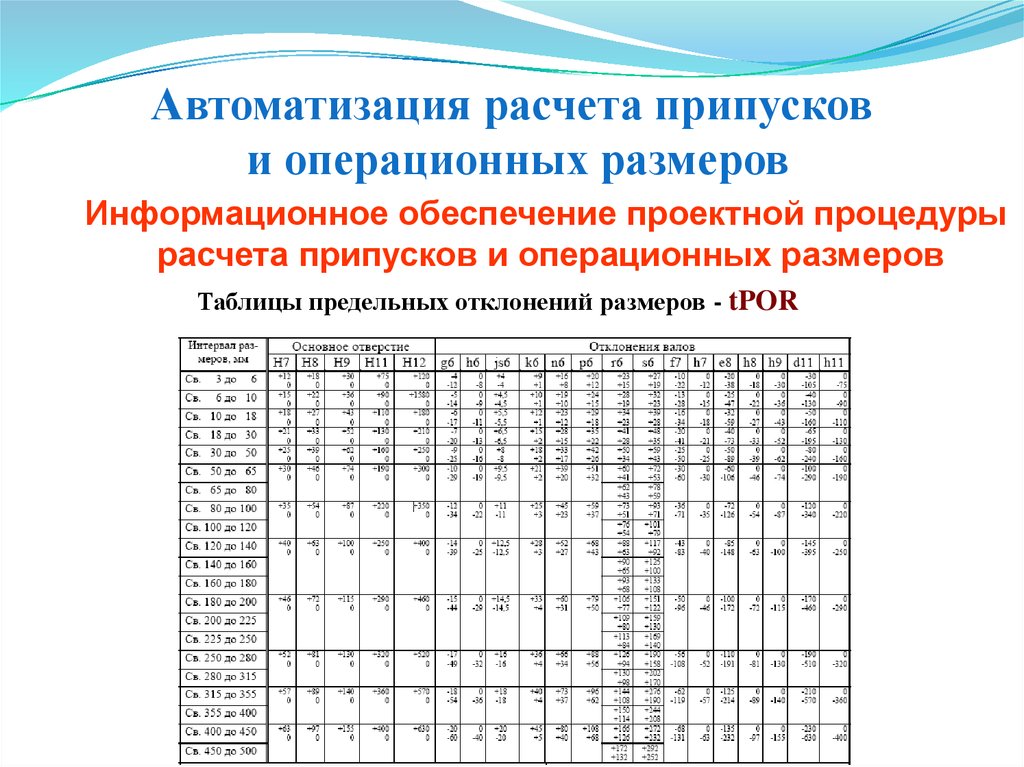
Автоматизация расчета припускови операционных размеров
Информационное обеспечение проектной процедуры
расчета припусков и операционных размеров
Таблицы предельных отклонений размеров - tPOR
9.
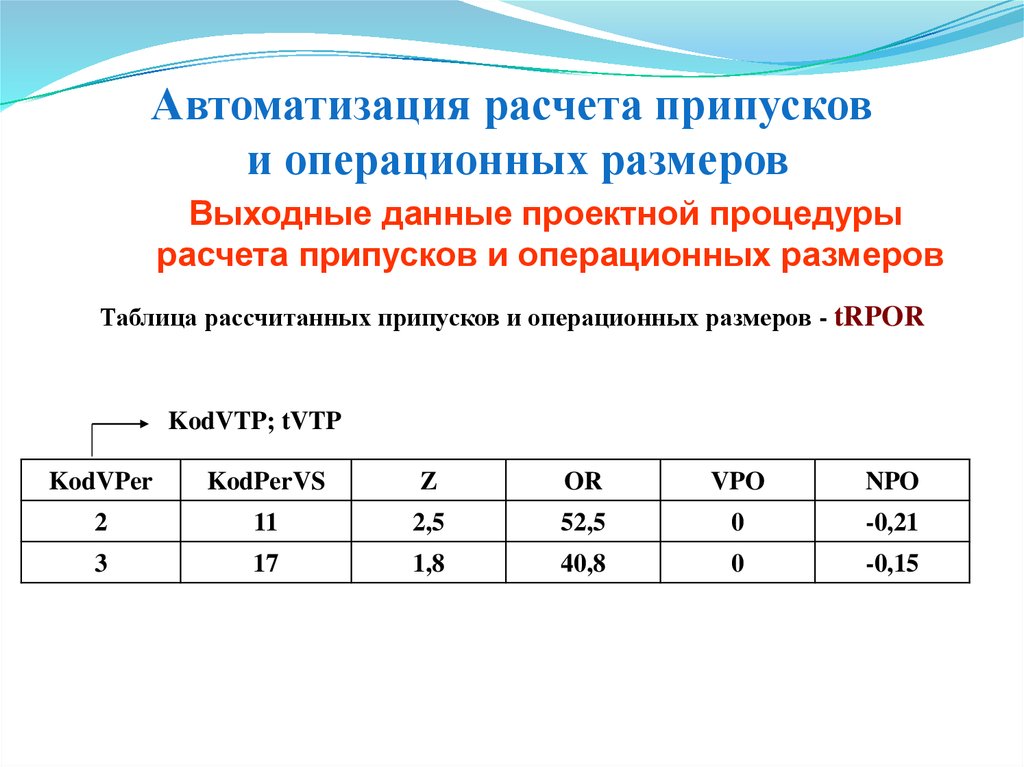
Автоматизация расчета припускови операционных размеров
Выходные данные проектной процедуры
расчета припусков и операционных размеров
Таблица рассчитанных припусков и операционных размеров - tRPOR
KodVTP; tVTP
KodVPer
KodPerVS
Z
OR
VPO
NPO
2
11
2,5
52,5
0
-0,21
3
17
1,8
40,8
0
-0,15
10.
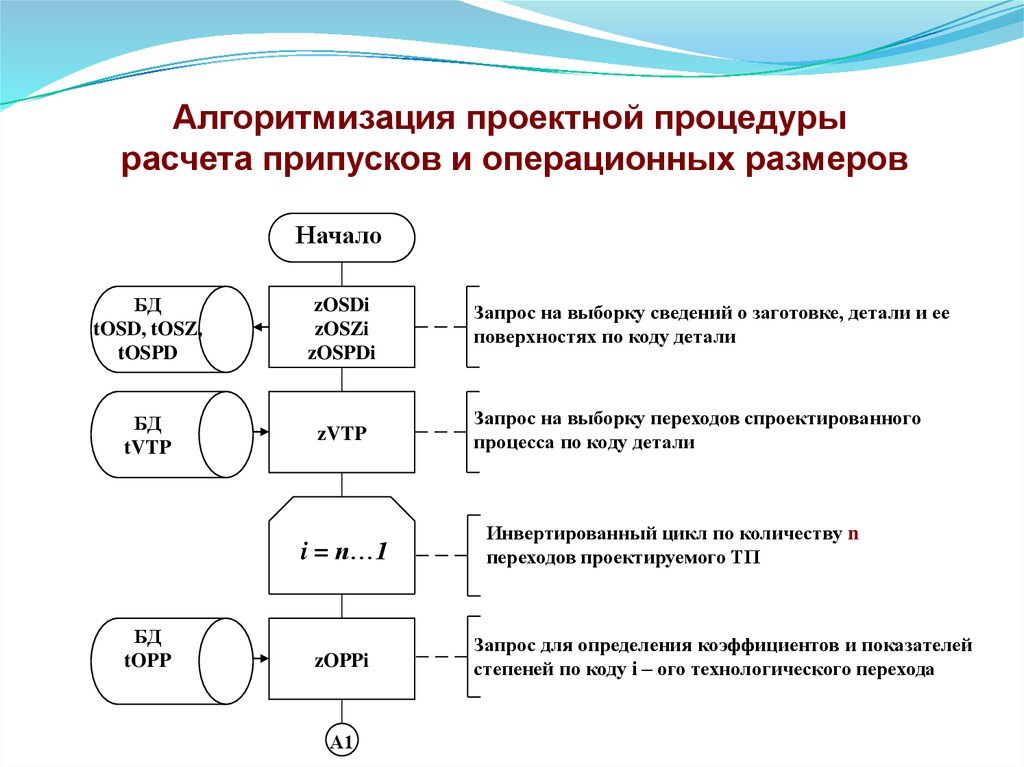
Алгоритмизация проектной процедурырасчета припусков и операционных размеров
Начало
БД
tOSD, tOSZ,
tOSPD
zOSDi
zOSZi
zOSPDi
БД
tVTP
zVTP
i = n…1
БД
tOPP
zOPPi
А1
Запрос на выборку сведений о заготовке, детали и ее
поверхностях по коду детали
Запрос на выборку переходов спроектированного
процесса по коду детали
Инвертированный цикл по количеству n
переходов проектируемого ТП
Запрос для определения коэффициентов и показателей
степеней по коду i – ого технологического перехода
11.
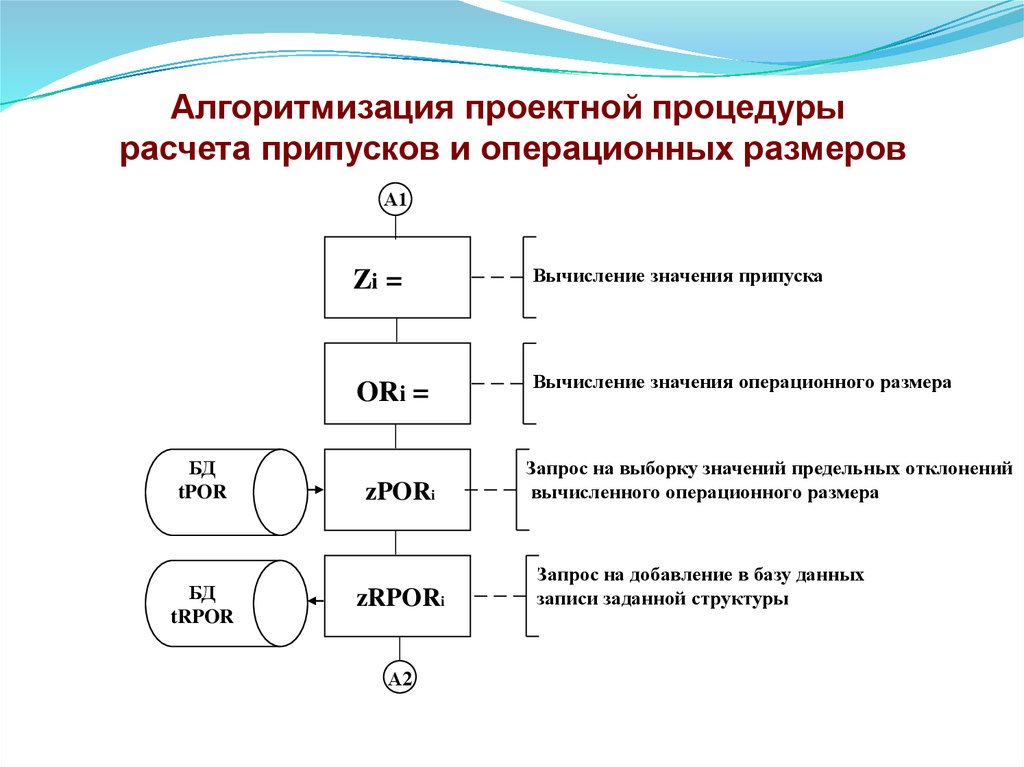
Алгоритмизация проектной процедурырасчета припусков и операционных размеров
А1
Zi =
ORi =
БД
tPOR
БД
tRPOR
zPORi
zRPORi
А2
Вычисление значения припуска
Вычисление значения операционного размера
Запрос на выборку значений предельных отклонений
вычисленного операционного размера
Запрос на добавление в базу данных
записи заданной структуры
12.
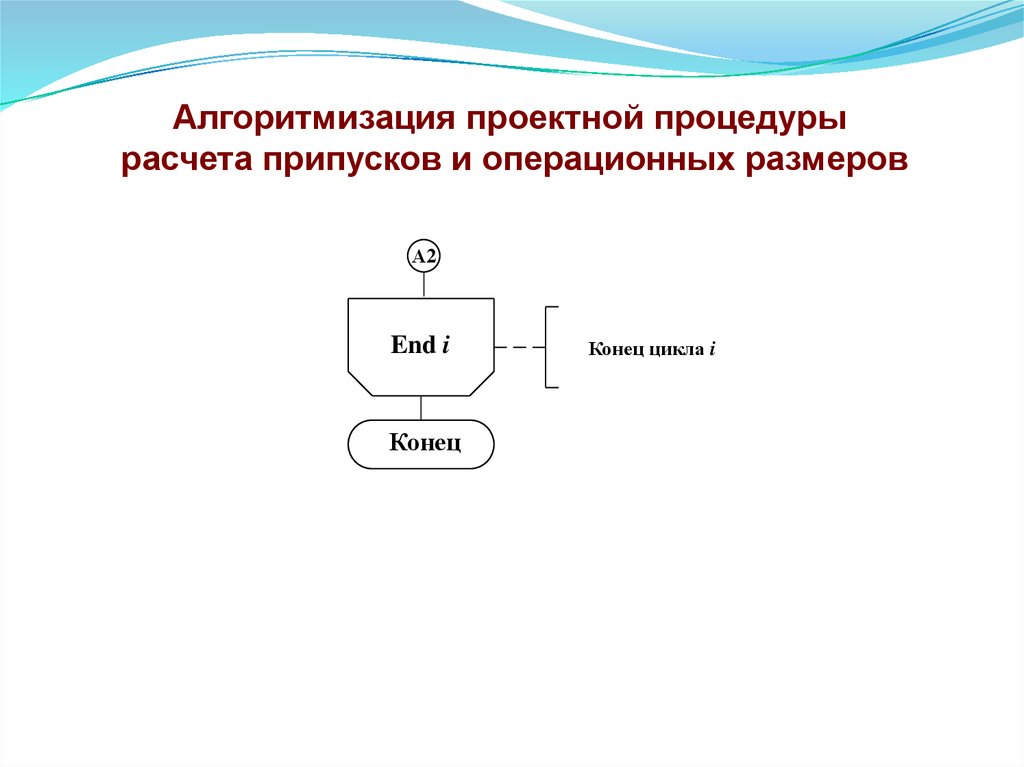
Алгоритмизация проектной процедурырасчета припусков и операционных размеров
А2
End i
Конец
Конец цикла i
13.
Автоматизация выбора режущих инструментовФормализация задачи автоматизированного
выбора режущего инструмента
1 Создание классификатора режущих инструментов
2 Создание базы данных режущих инструментов
3 Задание условий выбора режущих инструментов
14.
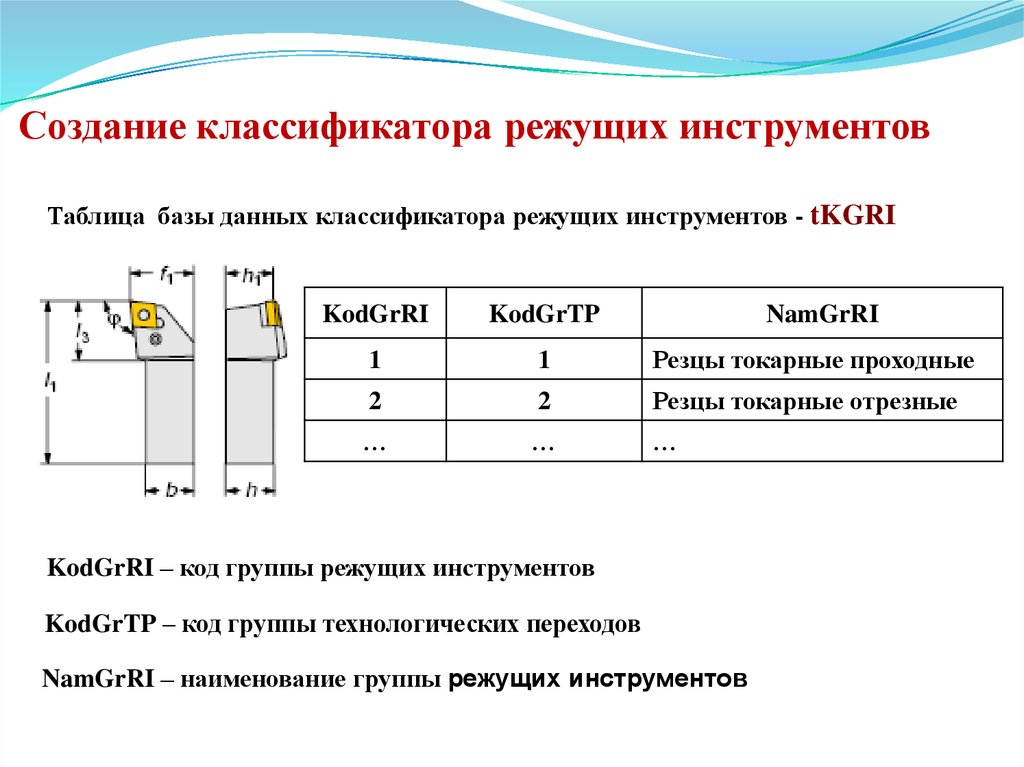
Создание классификатора режущих инструментовТаблица базы данных классификатора режущих инструментов - tKGRI
KodGrRI
KodGrTP
NamGrRI
1
1
Резцы токарные проходные
2
2
Резцы токарные отрезные
…
…
…
KodGrRI – код группы режущих инструментов
KodGrTP – код группы технологических переходов
NamGrRI – наименование группы режущих инструментов
15.
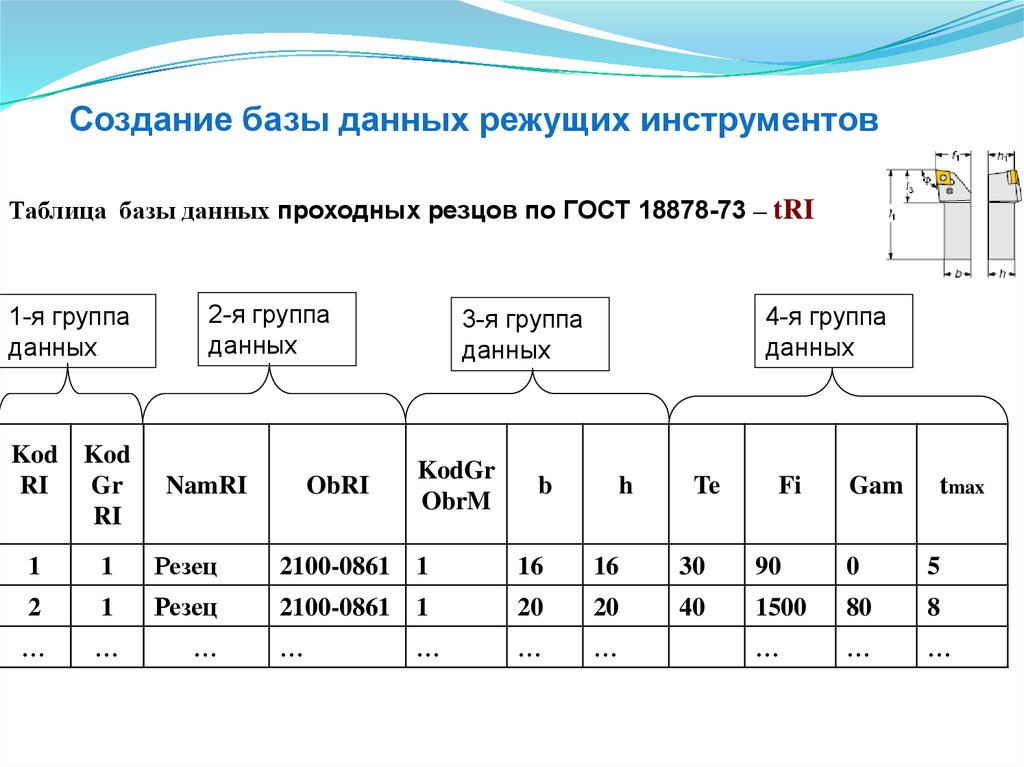
Создание базы данных режущих инструментовТаблица базы данных проходных резцов по ГОСТ 18878-73 – tRI
1-я группа
данных
Kod Kod
RI
Gr
RI
2-я группа
данных
NamRI
ObRI
4-я группа
данных
3-я группа
данных
KodGr
ObrM
b
h
Te
Fi
Gam
tmax
1
1
Резец
2100-0861 1
16
16
30
90
0
5
2
1
Резец
2100-0861 1
20
20
40
1500
80
8
…
…
…
…
…
…
…
…
…
…
16.
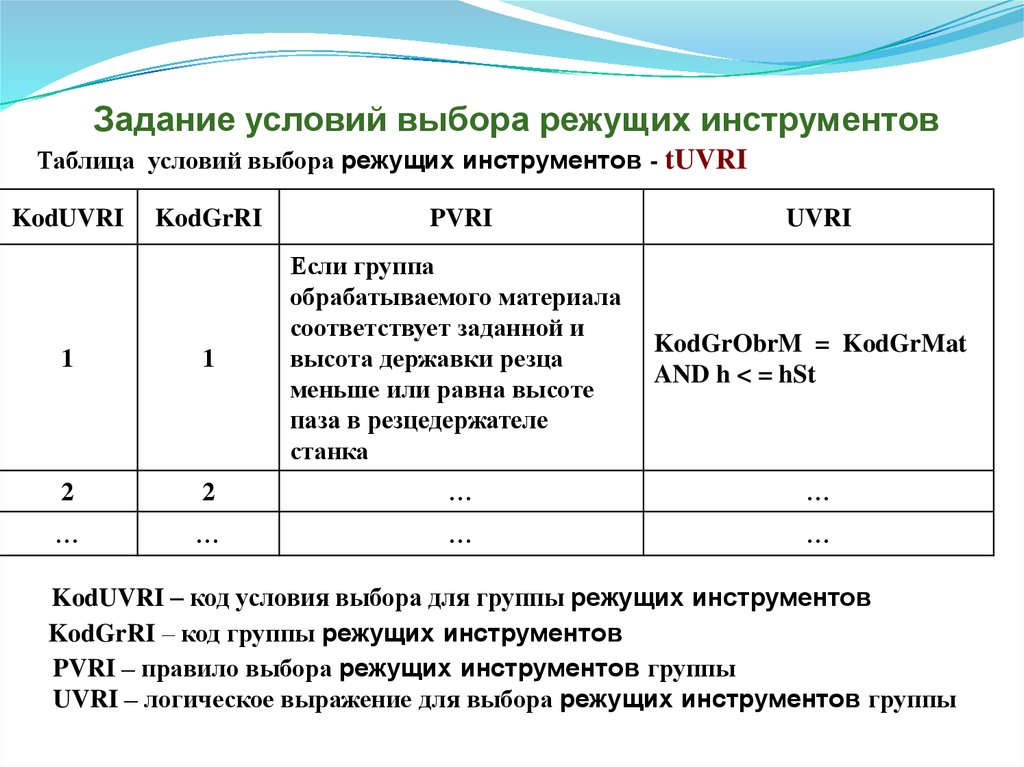
Задание условий выбора режущих инструментовТаблица условий выбора режущих инструментов - tUVRI
KodUVRI
KodGrRI
PVRI
UVRI
1
1
Если группа
обрабатываемого материала
соответствует заданной и
высота державки резца
меньше или равна высоте
паза в резцедержателе
станка
2
2
…
…
…
…
…
…
KodGrObrM = KodGrMat
AND h < = hSt
KodUVRI – код условия выбора для группы режущих инструментов
KodGrRI – код группы режущих инструментов
PVRI – правило выбора режущих инструментов группы
UVRI – логическое выражение для выбора режущих инструментов группы
17.
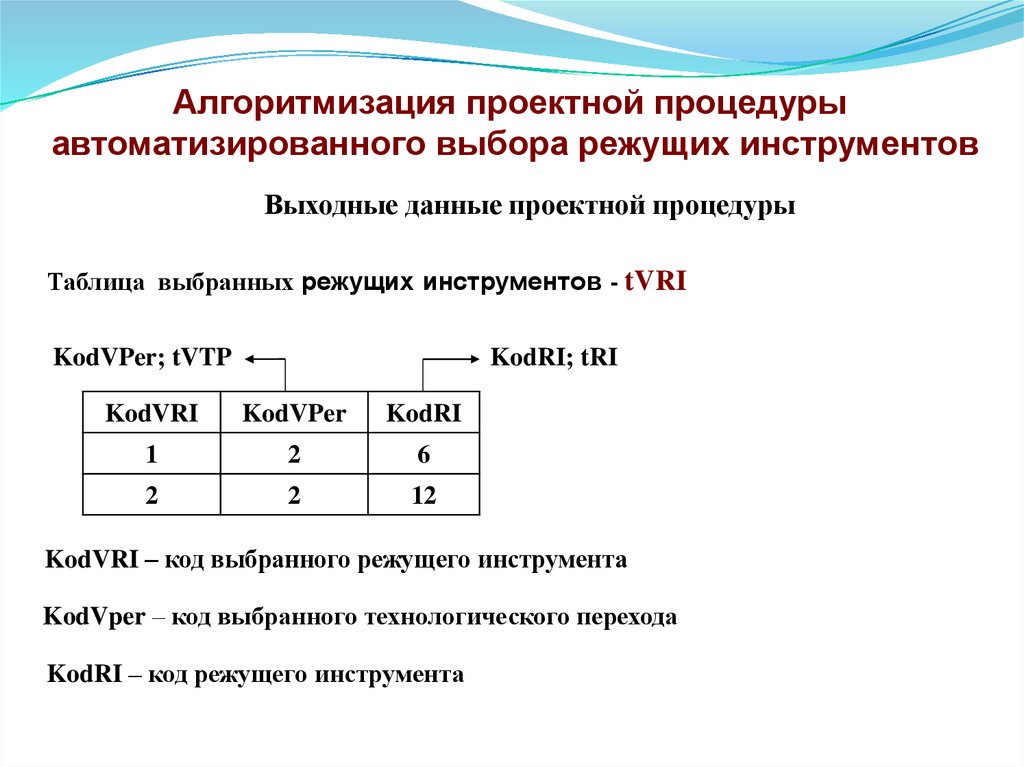
Алгоритмизация проектной процедурыавтоматизированного выбора режущих инструментов
Выходные данные проектной процедуры
Таблица выбранных режущих инструментов - tVRI
KodVPer; tVTP
KodRI; tRI
KodVRI
KodVPer
KodRI
1
2
6
2
2
12
KodVRI – код выбранного режущего инструмента
KodVper – код выбранного технологического перехода
KodRI – код режущего инструмента
18.
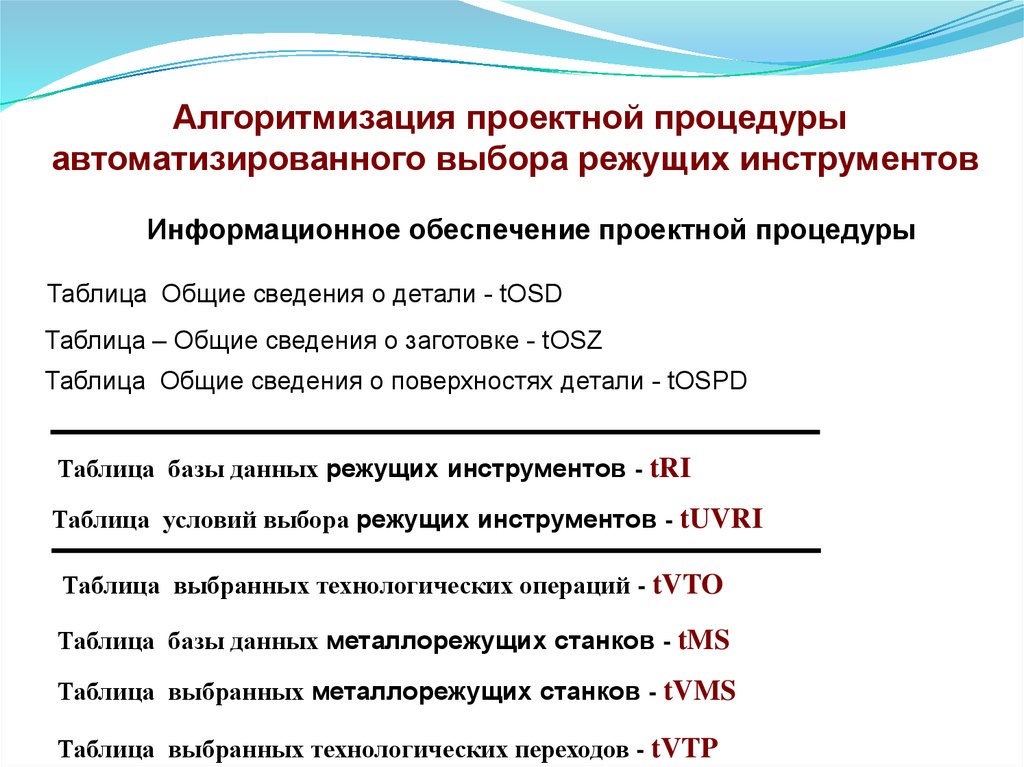
Алгоритмизация проектной процедурыавтоматизированного выбора режущих инструментов
Информационное обеспечение проектной процедуры
Таблица Общие сведения о детали - tOSD
Таблица – Общие сведения о заготовке - tOSZ
Таблица Общие сведения о поверхностях детали - tOSPD
Таблица базы данных режущих инструментов - tRI
Таблица условий выбора режущих инструментов - tUVRI
Таблица выбранных технологических операций - tVTO
Таблица базы данных металлорежущих станков - tMS
Таблица выбранных металлорежущих станков - tVMS
Таблица выбранных технологических переходов - tVTP
19.
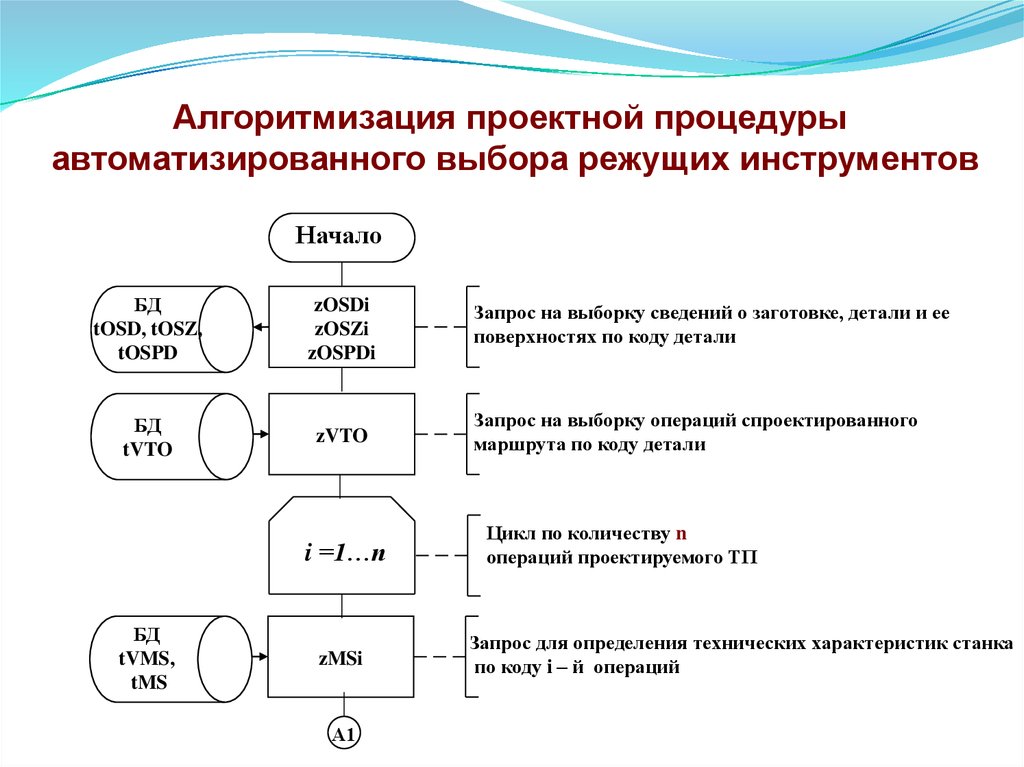
Алгоритмизация проектной процедурыавтоматизированного выбора режущих инструментов
Начало
БД
tOSD, tOSZ,
tOSPD
zOSDi
zOSZi
zOSPDi
БД
tVTO
zVTO
i =1…n
БД
tVMS,
tMS
zMSi
А1
Запрос на выборку сведений о заготовке, детали и ее
поверхностях по коду детали
Запрос на выборку операций спроектированного
маршрута по коду детали
Цикл по количеству n
операций проектируемого ТП
Запрос для определения технических характеристик станка
по коду i – й операций
20.
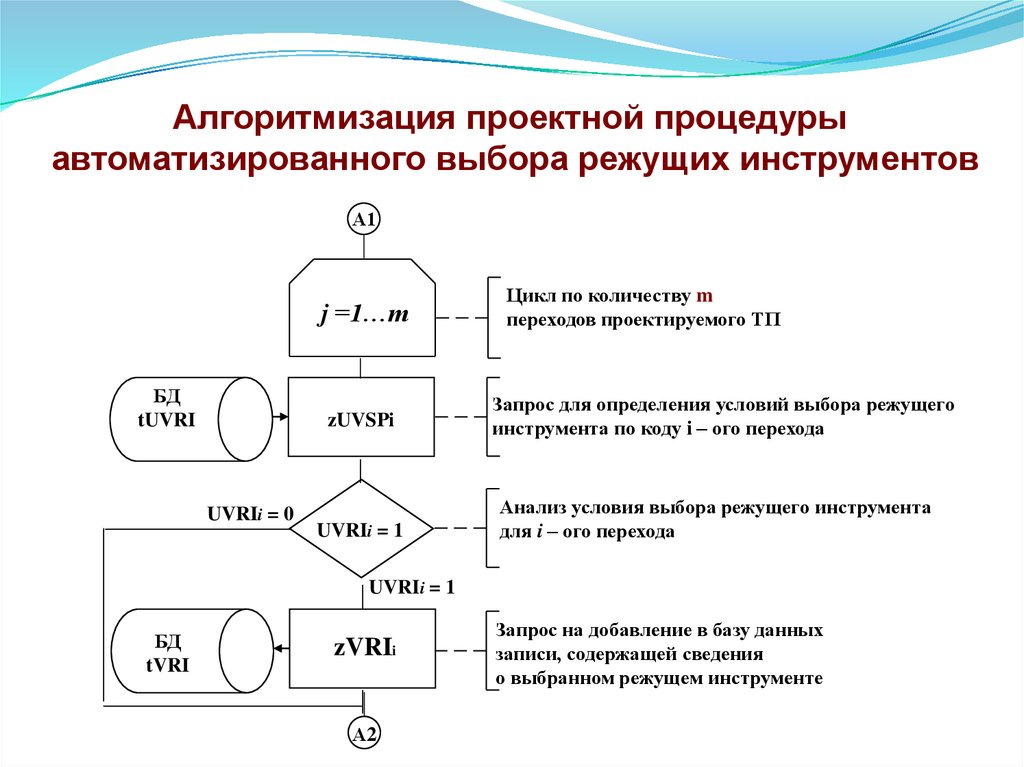
Алгоритмизация проектной процедурыавтоматизированного выбора режущих инструментов
А1
j =1…m
БД
tUVRI
zUVSPi
UVRIi = 0
UVRIi = 1
Цикл по количеству m
переходов проектируемого ТП
Запрос для определения условий выбора режущего
инструмента по коду i – ого перехода
Анализ условия выбора режущего инструмента
для i – ого перехода
UVRIi = 1
БД
tVRI
zVRIi
А2
Запрос на добавление в базу данных
записи, содержащей сведения
о выбранном режущем инструменте
21.
Алгоритмизация проектной процедурыавтоматизированного режущего инструмента
А2
End j
Конец цикла j
End i
Конец цикла i
Конец