































 Промышленность
ПромышленностьПохожие презентации:



")
")





Технологическое оснащение ПП
1.
Тема Технологическое оснащение ППСредства технологического оснащения - это совокупность
орудий производства, необходимых для осуществления
технологического процесса.
Средства технологического оснащения подразделяются на:
- технологическое оборудование;
- средства механизации и автоматизации технологических
процессов (вспомогательных операций и переходов);
- технологическую оснастку.
1 Основные понятия. Виды и классификация оборудования
Технологическое оборудование – это металлорежущие
станки, пресса, литейные машины и прочие механизмы участвующие
в процессе изготовления деталей.
Технологическое оборудование - это средства технологического
оснащения, в которых для выполнения определенной части
технологического процесса размещаются материалы или заготовки,
средства воздействия на них, а также технологическая оснастка.
Технологическое оборудование выбирается в зависимости от
конструкции детали и требованиями по обеспечению качества
поверхности.
2.
Металлорежущийстанок —
Предназначен для
размерной
обработки
металлических
заготовок путем
снятия материала.
История металлорежущих станков.
Считается, что история металлорежущих станков начинается с
изобретения суппорта токарного станка. Около 1751 г. французский
инженер и изобретатель Жак Де Вокансон первый применил
спецальное устройство для фиксации резца - устранив таким
образом непосредственное влияние руки человека на
Формообразование поверхности.
3.
4.
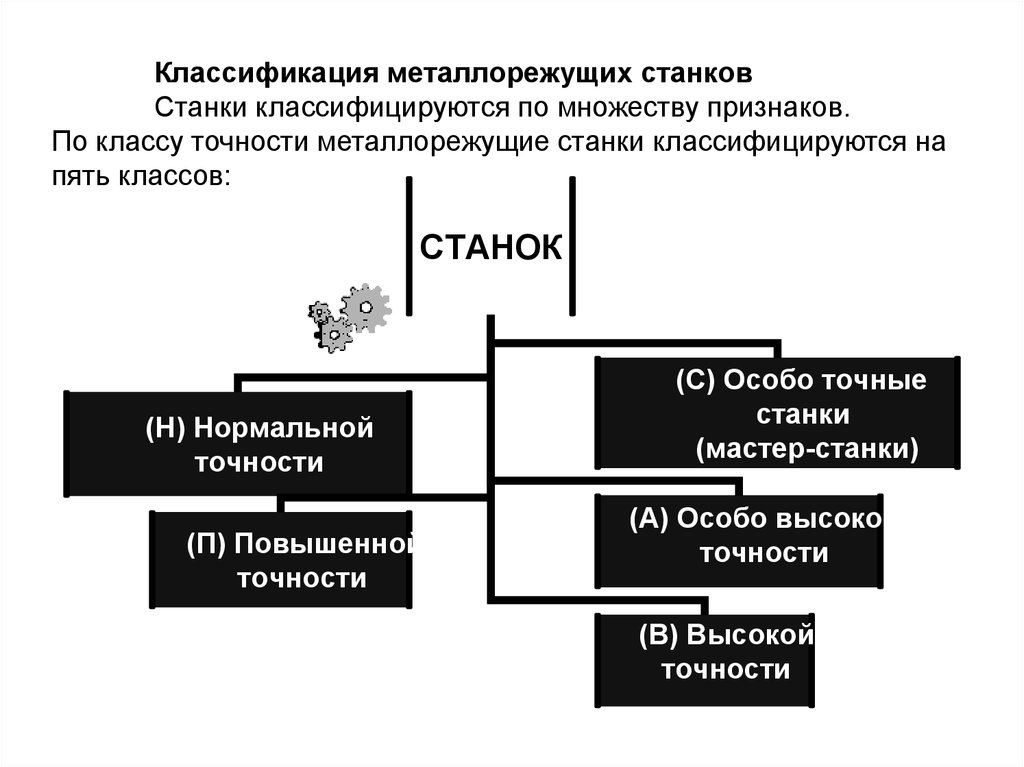
Классификация металлорежущих станковСтанки классифицируются по множеству признаков.
По классу точности металлорежущие станки классифицируются на
пять классов:
СТАНОК
(Н) Нормальной
точности
(П) Повышенной
точности
(С) Особо точные
станки
(мастер-станки)
(А) Особо высокой
точности
(В) Высокой
точности
5.
Классификация металлорежущих станков по массе:СТАНОК
лёгкие (< 1 т)
тяжёлые (>10 т)
уникальные (>100 т)
средние (1-10 т)
6.
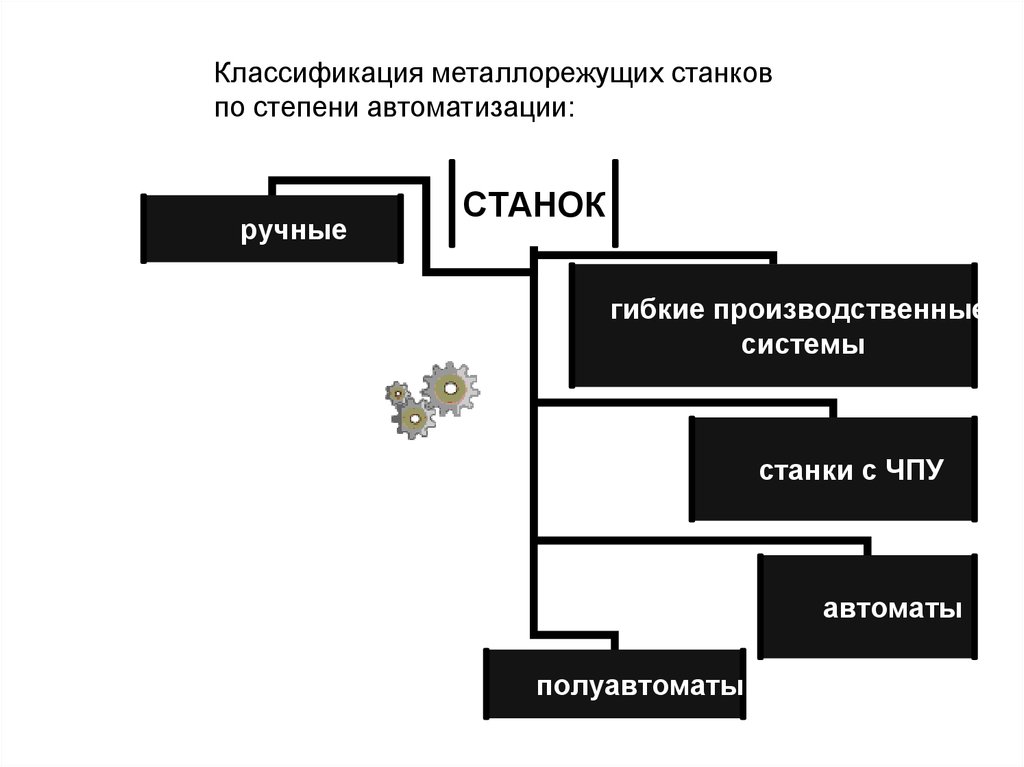
Классификация металлорежущих станковпо степени автоматизации:
ручные
СТАНОК
гибкие производственные
системы
станки с ЧПУ
автоматы
полуавтоматы
7.
Классификация металлорежущих станковпо степени специализации:
СТАНОК
Универсальные.
Для изготовления
широкой
номенклатуры
деталей
малыми партиями.
Используются в
единичном
и серийном
производстве.
Специализированные.
Для изготовления
больших партий
деталей одного
типа.
Используются в
среднем и
крупносерийном
производстве.
Специальные.
Для
изготовления
одной детали
или детали
одного
типоразмера.
Используются в
крупносерийном
и массовом
производстве
8.
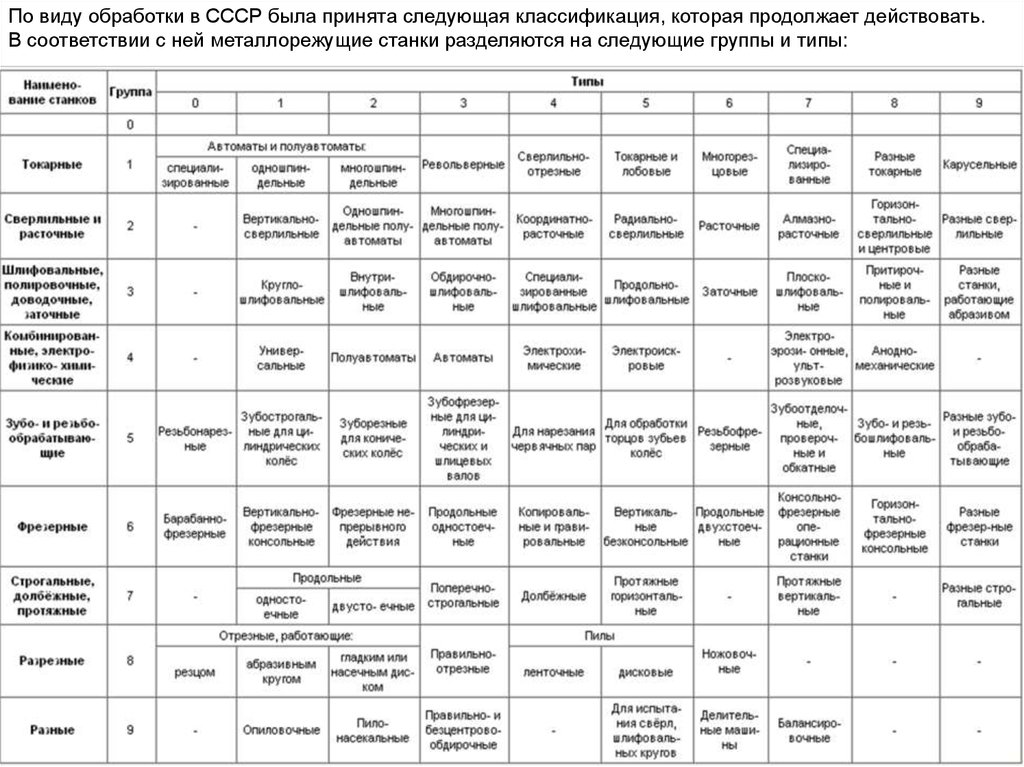
По виду обработки в СССР была принята следующая классификация, которая продолжает действовать.В соответствии с ней металлорежущие станки разделяются на следующие группы и типы:
9.
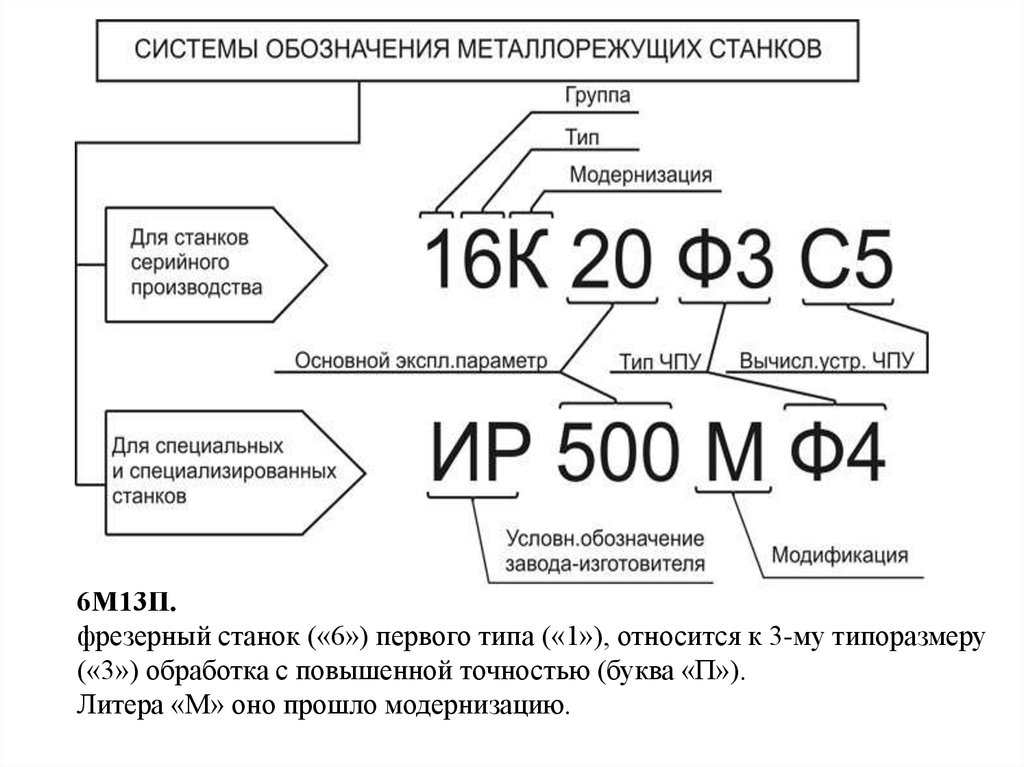
6М13П.фрезерный станок («6») первого типа («1»), относится к 3-му типоразмеру
(«3») обработка с повышенной точностью (буква «П»).
Литера «М» оно прошло модернизацию.
10.
У металлорежущего станка имеетсяпривод(механический, гидравлический, пневматический), с
помощью которого обеспечивается передача движения рабочим
органам: шпинделю,суппорту т.п. Комплекс этих движений
называется формообразующими движениями.
Формообразующие
движения — движения,
осуществляемые
инструментом и
заготовкой,
необходимые для
осуществления
процесса резания, при
изготовлении деталей со
снятием припуска, на
металлорежущих
станках.
11.
Формообразующиедвижения
Основные движения(рабочие),
которые предназначены
непосредственно
для осуществления
процесса резания.
Главное движение
Движение подачи
Вспомогательные
движения – способствуют
осуществлению процесса
резания, но не участвуют
в нём непосредственно.
- наладка станка;
- задача режимов резания;
- установка ограничителей хода в
соответствии с размерами и
конфигурациями заготовок;
- управление станком в процессе работы;
- установка заготовки, снятие готовой детали;
- установка и смена
инструмента и прочие.
12.
• Токарные;• Сверлильные и расточные;
• Шлифовальные, полировальные,
доводочные;
• Комбинированные, электро- и физикохимические;
• Зубо- и резьбо-обрабатывающие ;
• Фрезерные;
• Строгальные, долбежные, протяжные ;
• Разрезные.
13.
Токарный станок - это cтанок для обработкирезанием(точением) заготовок из металлов и др. материалов
в виде тел вращения.
В состав токарной группы станков входят станки
выполняющие различные операции точения: обдирку,
снятие фасок, растачивание и т. д.
На токарных станках выполняют обточку и
расточку цилиндрических, конических и фасонных
поверхностей, нарезание резьбы, подрезку и обработку
торцов, сверление, зенкерование и развертывание отверстий
и т. д.
Заготовка получает вращение от шпинделя, резец —
режущий инструмент — перемещается вместе с салазками
суппорта от ходового вала или ходового винта,
получающих вращение от механизма подачи.
14.
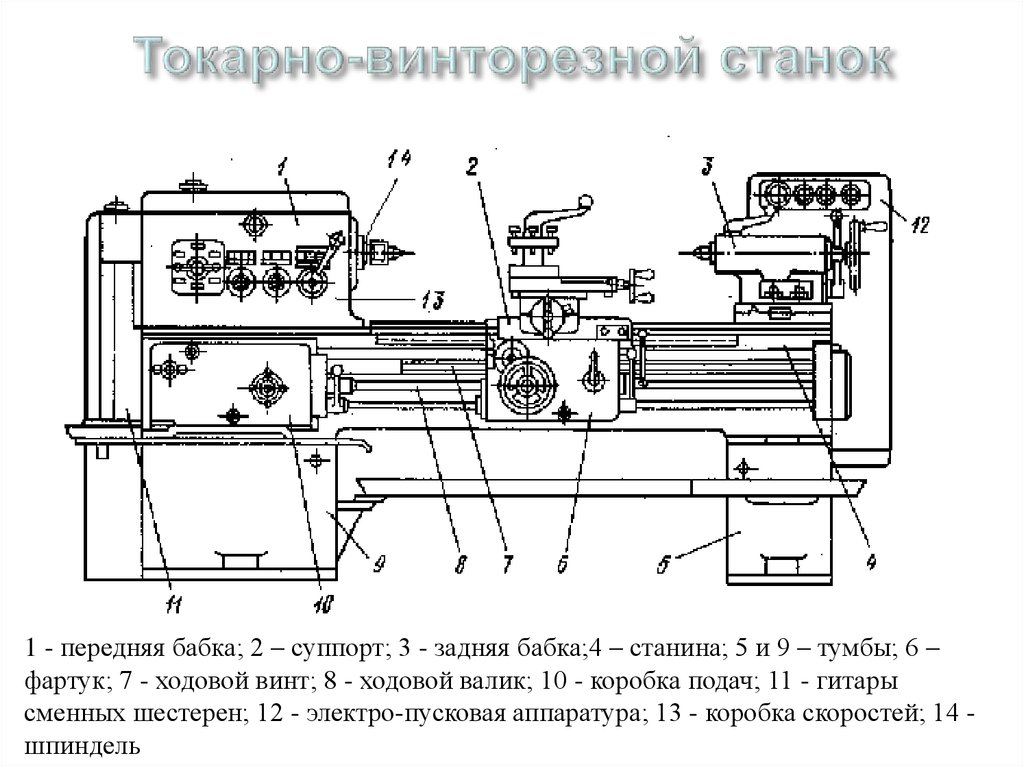
1 - передняя бабка; 2 – суппорт; 3 - задняя бабка;4 – станина; 5 и 9 – тумбы; 6 –фартук; 7 - ходовой винт; 8 - ходовой валик; 10 - коробка подач; 11 - гитары
сменных шестерен; 12 - электро-пусковая аппаратура; 13 - коробка скоростей; 14 шпиндель
15.
Сверлильные станки предназначены для сверленияи рассверливания отверстий, нарезания в них резьбы,
зенкерования, зенкования, цекования, притирки
отверстий и т. п.
Вертикально-сверлильные станки применяют для
обработки отверстий в деталях сравнительно небольшого
размера.
При сверлении главным движением является
вращательное движение инструмента, а движением
подачи – поступательное движение инструмента вдоль
оси.
16.
1 – плита;2 – стол;
3 – станина;
4 – шпиндель;
5 – шпиндельная бабка;
6 – рукоятка включения двигателя;
7 – вариатор скоростей;
8 – штурвал;
9 – рукоятка установки глубины
сверления;
10 – лимб глубины обработки;
11 – рукоятка включения самохода;
12 – рукоятка для выбивания
инструмента;
13 – гнездо для подъема и
опускания шпиндельной бабки;
14 – гнездо для закрепления
шпиндельной бабки; 15 –
электродвигатель;
16 – рукоятка скорости подачи;
17 – контрольная лампочка
17.
Шлифовальные станки имеют вращающийся абразивныйинструмент. Эти станки применяют в основном для
окончательной (финишной) чистовой обработки деталей, путем
снятия с их поверхности слоев металла с точностью, доходящей
иногда до десятых долей микрометра и придания
обрабатываемой поверхности высокой чистоты.
На шлифовальные станки поступают заготовки,
предварительно обработанные на других станках с оставлением
небольшого припуска под шлифование, величина которого
зависит от требуемого класса точности, размеров детали и
предшествующей обработки.
На шлифовальных станках выполняют:
обдирку, разрезку и отрезку заготовок;
точную обработку плоскостей, поверхностей вращения, зубьев
колес, винтовых и фасонных поверхностей и т. п.;
заточку всевозможного инструмента.
18.
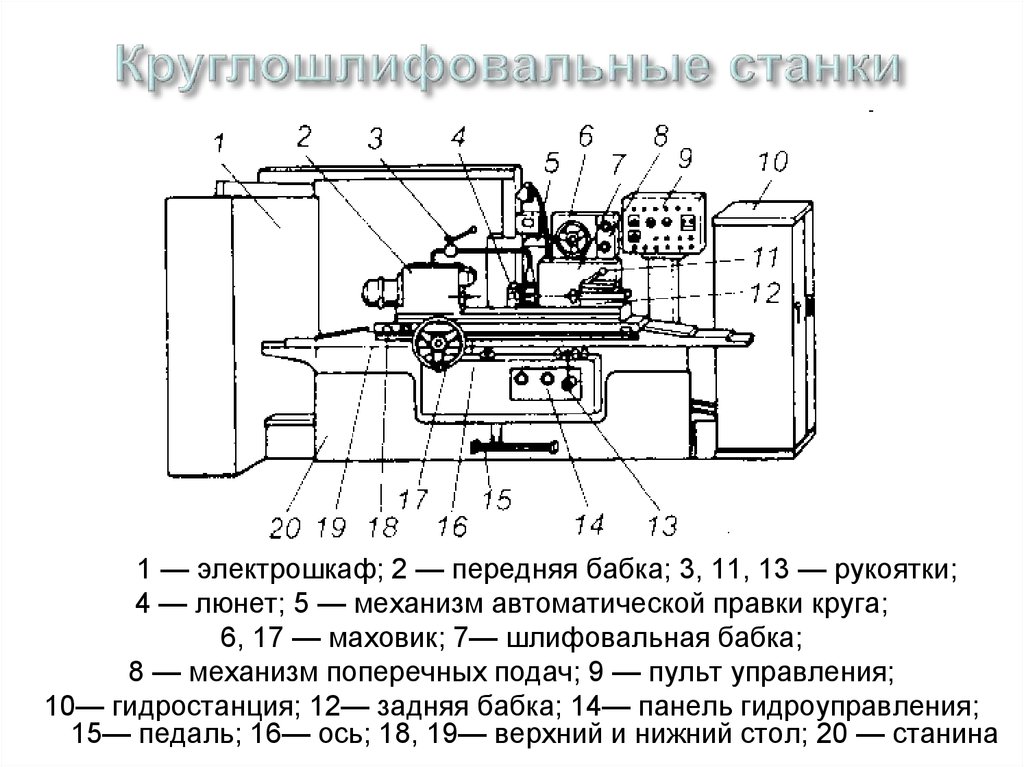
1 — электрошкаф; 2 — передняя бабка; 3, 11, 13 — рукоятки;4 — люнет; 5 — механизм автоматической правки круга;
6, 17 — маховик; 7— шлифовальная бабка;
8 — механизм поперечных подач; 9 — пульт управления;
10— гидростанция; 12— задняя бабка; 14— панель гидроуправления;
15— педаль; 16— ось; 18, 19— верхний и нижний стол; 20 — станина
19.
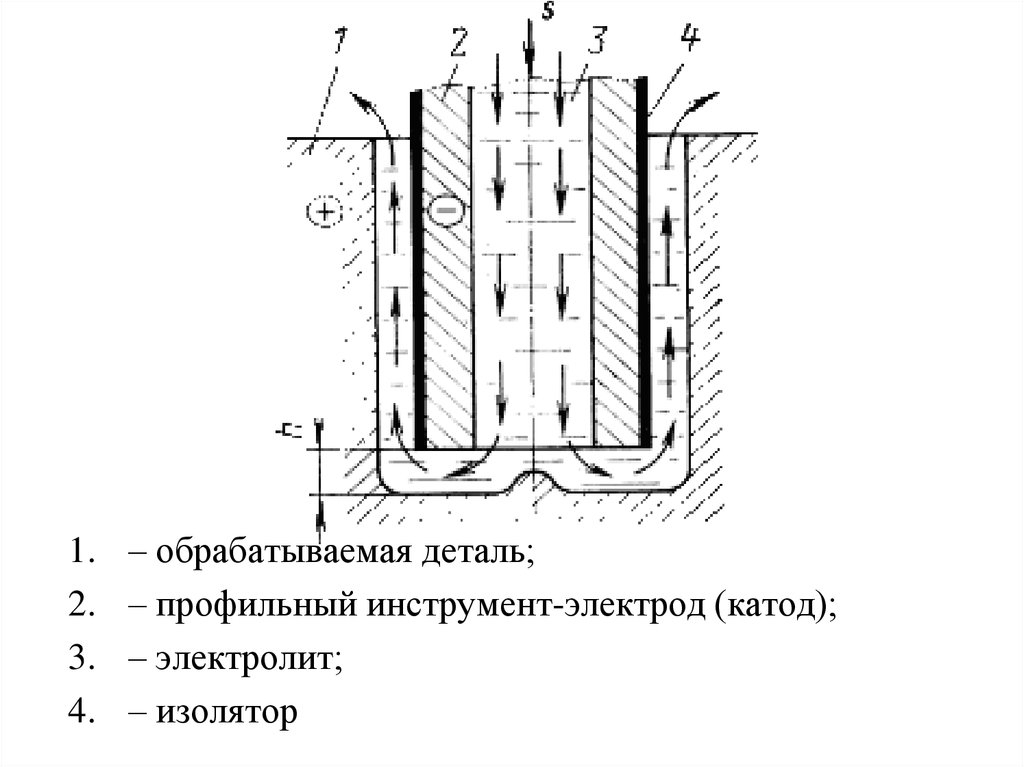
При пропускании тока между электродами происходитрастворение металла анода.
Образующийся продукт растворения в виде солей или
гидроокисей металлов удаляется с поверхности.
При этом процесс анодного растворения на микро-выступах
происходит интенсивнее вследствие относительно более высокой
плотности тока на вершинах выступов. Катодом служит
инструмент, а в качестве электролитов обычно используются
водные растворы хлорных, сернокислых и азотнокислых солей.
Применяется для прошивки отверстий и полостей, резки
заготовок и др. операций.
Основные преимущества: высокая производительность
(скорость прошивки малых отверстий диаметром до 1,5 мм
составляет 2 мм/мин, для больших отверстий до 8 мм – 10 –
19 мм/мин), точность размеров (до ± 0,025 мм) и высокая чистота
поверхности Ra 0,16 – 0,3 мкм.
20.
1.2.
3.
4.
– обрабатываемая деталь;
– профильный инструмент-электрод (катод);
– электролит;
– изолятор
21.
Зубообрабатывающий станок - металлорежущийстанок для обработки зубчатых колёс, червяков и
зубчатых реек.
На станках такого типа осуществляют: черновую
обработку зубьев, чистовую обработку зубьев, приработку
зубчатых колёс, доводку зубьев, закругление торцов
зубьев.
В зависимости от применяемого инструмента
различают:
зубофрезерные;
зубодолбёжные;
зубострогальные;
зубоотделочные.
22.
Резьбообрабатывающий станок - металлорежущий станок, предназначенныйдля получения и обработки резьбы.
Основными типами
резьбообрабатывающих станков
являются :
-резьбонарезные,
-резьбофрезерные,
-гайконарезные,
-резьбо-шлифовальные станки.
-червячно-шлифовальные станки.
Кинематическая схема
резьбонарезного станка мод. С-102М:
1, 7 — шкивы; 2 — ходовой винт;
3 — промежуточный валик;
4, 12 — кулачковые муфты;
5 — поводковая бабка;
6 — шпиндель поводковой бабки;
8 — передняя бабка;
9— заготовка; 10— задняя бабка;
11 — рукоятка
23.
Фре́зерные станки́ — группа металлорежущихстанков в классификации по виду обработки по виду
обработки.
Предназначены для обработки с помощью фрезы
плоских и фасонных поверхностей, тел вращения,
зубчатых колёс и т. п. металлических и других
заготовок.
При этом фреза, закрепленная с помощью цанги в
шпинделе фрезерного станка совершает вращательное
(главное) движение, а заготовка, закреплённая на столе,
совершает движение подачи прямолинейное или
криволинейное.
Управление может быть ручным,
автоматизированным или осуществляться с помощью
системы ЧПУ (CNC).
24.
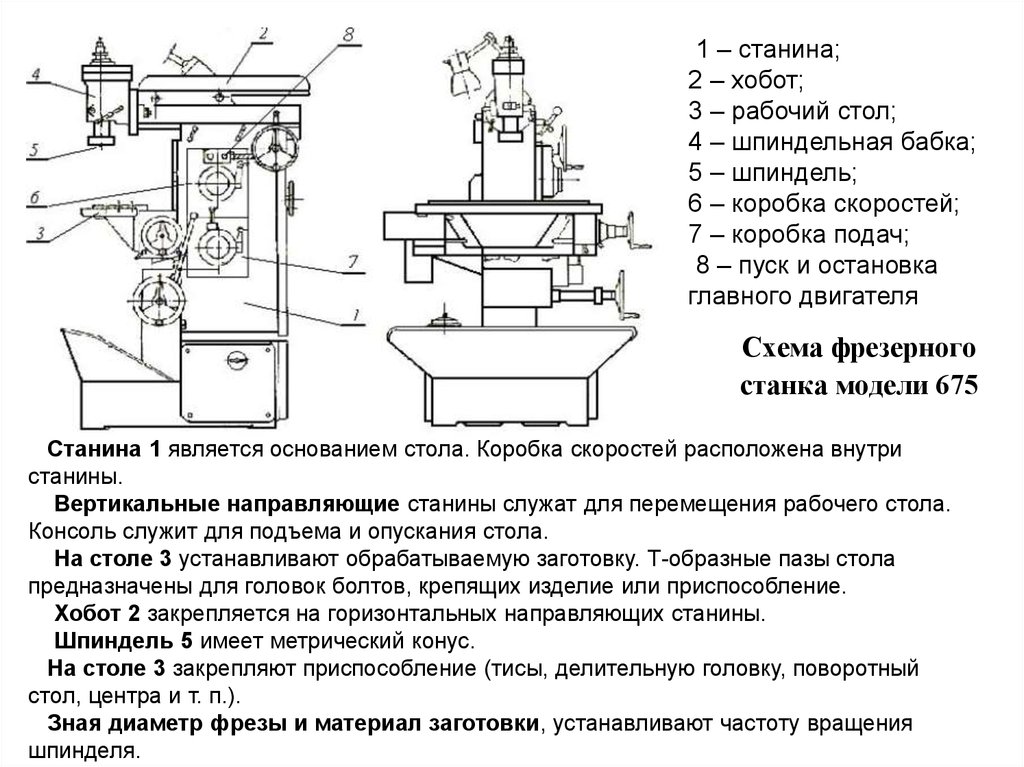
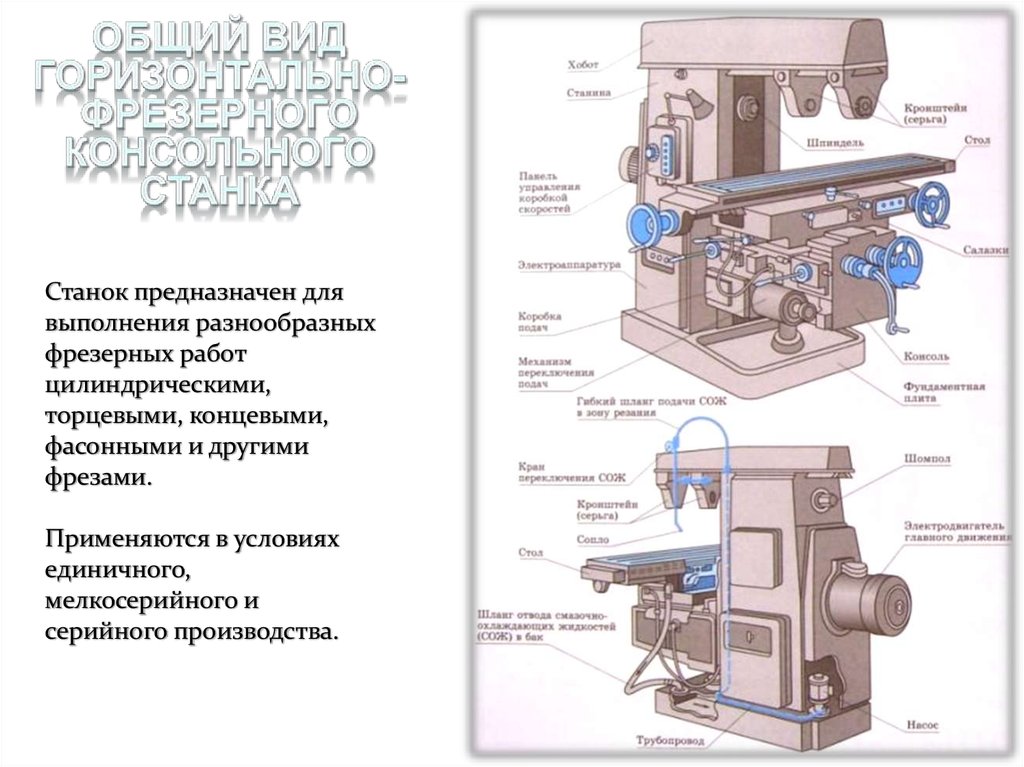
1 – станина;2 – хобот;
3 – рабочий стол;
4 – шпиндельная бабка;
5 – шпиндель;
6 – коробка скоростей;
7 – коробка подач;
8 – пуск и остановка
главного двигателя
Схема фрезерного
станка модели 675
Станина 1 является основанием стола. Коробка скоростей расположена внутри
станины.
Вертикальные направляющие станины служат для перемещения рабочего стола.
Консоль служит для подъема и опускания стола.
На столе 3 устанавливают обрабатываемую заготовку. Т-образные пазы стола
предназначены для головок болтов, крепящих изделие или приспособление.
Хобот 2 закрепляется на горизонтальных направляющих станины.
Шпиндель 5 имеет метрический конус.
На столе 3 закрепляют приспособление (тисы, делительную головку, поворотный
стол, центра и т. п.).
Зная диаметр фрезы и материал заготовки, устанавливают частоту вращения
шпинделя.
25.
Станок предназначен длявыполнения разнообразных
фрезерных работ
цилиндрическими,
торцевыми, концевыми,
фасонными и другими
фрезами.
Применяются в условиях
единичного,
мелкосерийного и
серийного производства.
26.
Строгальные станки предназначаются для обработки так называемыхлинейчатых поверхностей — горизонтальных, вертикальных и наклонных
плоскостей. К линейчатым относятся и фасонные поверхности, представляющие
собой сочетание плоскостей, расположенных под разными углами. Обработке на
строгальных станках подвергаются как детали малых размеров, так и весьма
крупные поковки, отливки и сварные конструкции длиной до 12 м, шириной до 6
м и высотой до 3 м; вес таких деталей может достигать 200 т.
Долбежные станки предназначены для обработки долблением плоских и
фасонных линейчатых поверхностей, пазов и канавок в разнообразных деталях, а
также штампов различных видов. Движение подачи в долбежных станках
прерывистое (периодическое) и осуществляется путем продольной, поперечной
или круговой подачи стола. В современных долбежных станках движение
ползуна осуществляется посредством механического или гидравлического
привода.
Протяжные станки предназначены для обработки поверхностей
различного профиля инструментом — протяжкой. Протяжные станки
разделяются на станки общего назначения и специальные, служат для обработки
(протягивания) внутренних и наружных поверхностей. В Протяжных станках
рабочим движением является прямолинейное движение каретки, несущей
протяжку, либо заготовки при неподвижной протяжке. Выпускаются модели
Протяжных станков с горизонтальным и вертикальным расположением кареток
(от одной до 6), одно- и многопозиционные (с поворотными столами для
установки нескольких деталей).
27.
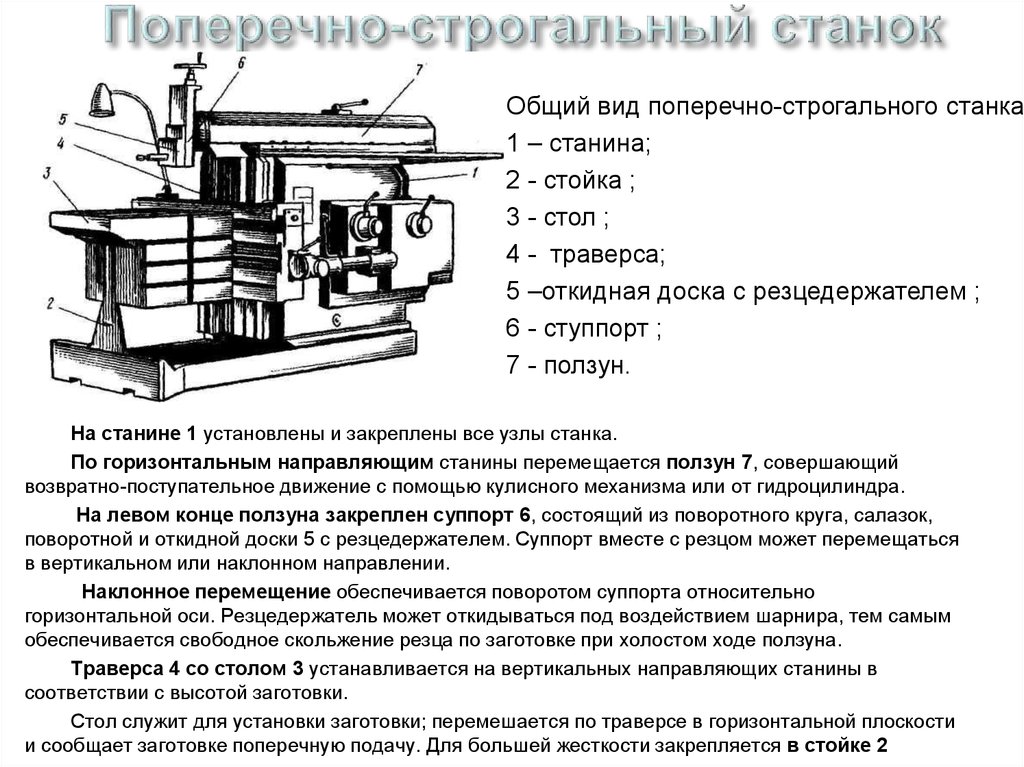
Общий вид поперечно-строгального станка.1 – станина;
2 - стойка ;
3 - стол ;
4 - траверса;
5 –откидная доска с резцедержателем ;
6 - ступпорт ;
7 - ползун.
На станине 1 установлены и закреплены все узлы станка.
По горизонтальным направляющим станины перемещается ползун 7, совершающий
возвратно-поступательное движение с помощью кулисного механизма или от гидроцилиндра.
На левом конце ползуна закреплен суппорт 6, состоящий из поворотного круга, салазок,
поворотной и откидной доски 5 с резцедержателем. Суппорт вместе с резцом может перемещаться
в вертикальном или наклонном направлении.
Наклонное перемещение обеспечивается поворотом суппорта относительно
горизонтальной оси. Резцедержатель может откидываться под воздействием шарнира, тем самым
обеспечивается свободное скольжение резца по заготовке при холостом ходе ползуна.
Траверса 4 со столом 3 устанавливается на вертикальных направляющих станины в
соответствии с высотой заготовки.
Стол служит для установки заготовки; перемешается по траверсе в горизонтальной плоскости
и сообщает заготовке поперечную подачу. Для большей жесткости закрепляется в стойке 2
28.
Разрезные станки предназначены для разрезания и распиловкисортового проката (прутков, уголков, швеллеров, балок). Режущим
инструментом служат сегментная дисковая пила, абразивные диски или
ножовочное полотно. Главное движение – вращение диска или возвратнопоступательное движение ножовочного полотна. Автоматические разрезные
станки работают на разных скоростях, оборудуются устройствами
периодической подачи заготовки и системами двухкоординатного
управления рабочим столом.
Ножовочная пила - это разрезной металлорежущий станок, рабочим
органом которого является ножовочное полотно. Применяется для
распиливания (разрезания) заготовок перпендикулярно или под углом к их
оси. Привод большинства ножовочных пил - от электродвигателя через
механическую передачу. Различают ножовочные пилы с
станкигоризонтальным и вертикальным рабочим органом, с поворотной
рамой.
Анодно-механические станки применяют для анодно-механической
обработки. Наиболее распространены отрезные дисковые и ленточные
анодно-механические станки для резки заготовок, реже применяются
шлифовальные, заточные для обработки наружных и внутренних
поверхностей тел вращения и другие станки. Основные узлы анодномеханического станка: главный привод, привод подачи, регулятор
автоматической подачи, источник питания.
29.
1 - станина;2 - стол;
3 - тиски;
4 - рама;
5 -хобот;
б - патрубок системы охлаждения;
7 - электродвигатель;
8 - сменные насадки
Представляет собой металлорежущий станок, который
состоит из станины 1 и стола 2.
На столе устанавливают тиски 3, которые можно
передвигать вдоль стола и поворачивать вокруг их оси.
Возможность поворота тисков обеспечивает разрезание
металла под различными углами в пределах 45°.
Ножовочное полотно укрепляют в раме 4. Рама с ножовкой
перемещается вдоль качающегося хобота 5.
Ножовка приводится в действие от электродвигателя 7.
30.
Наиболее распространенные типы металлорежущих станков:1-6 — токарные, 7-10 — сверлильные, 11-14 — фрезерные,
15-17 — строгальные, 18-19 — протяжные, 20-24 — шлифовальные.
31.
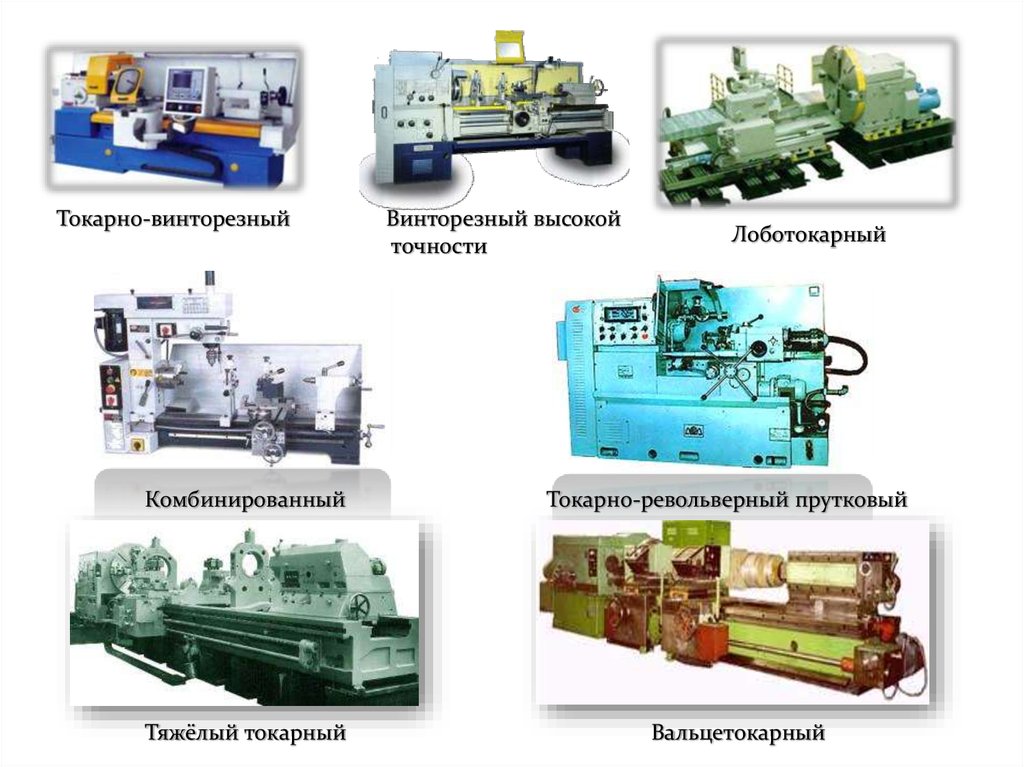
Токарно-винторезныйКомбинированный
Тяжёлый токарный
Винторезный высокой
точности
Лоботокарный
Токарно-револьверный прутковый
Вальцетокарный
32.
33.
Самостоятельная работа студента1. На чём основана классификация металлорежущих станков?
2. Как расшифровывается модель станка?
3. По каким критериям следует выбирать металлорежущий станок для
механической обработки детали?
4. На сколько категорий делятся станки по критерию точности?
5. Для чего следует различать станки по степени универсальности?
6. Какие существуют конструктивные особенности станков?
7. На какие группы подразделяются станки в зависимости от их массы?
34.
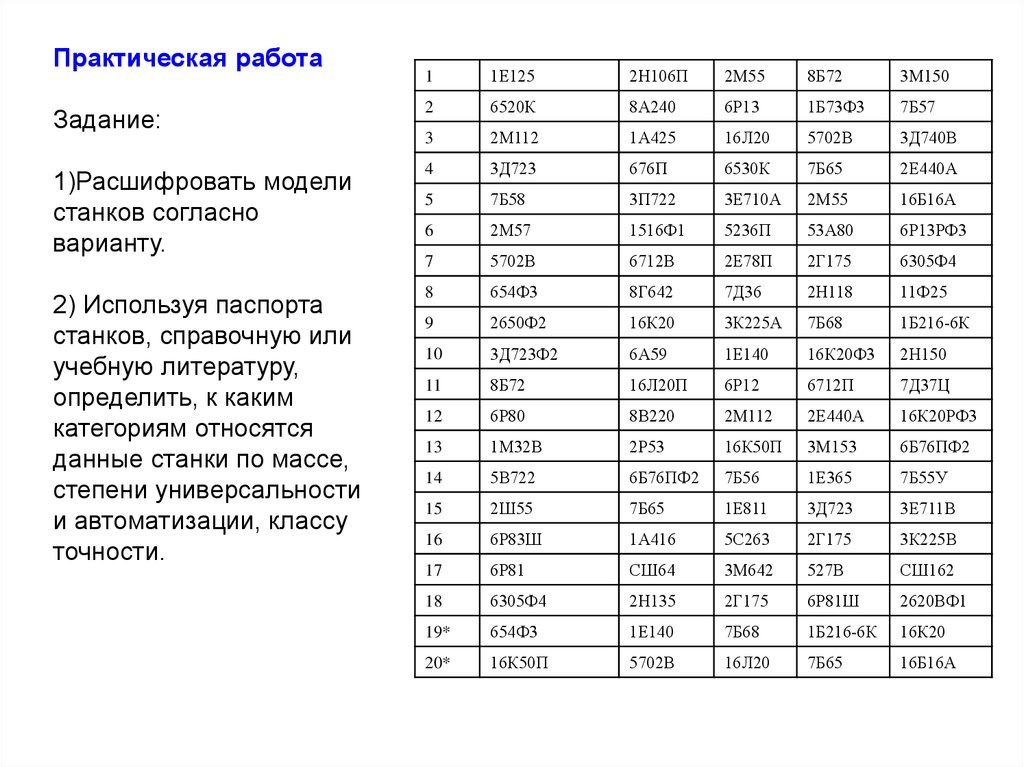
Практическая работа1
1Е125
2Н106П
2М55
8Б72
3М150
Задание:
2
6520К
8А240
6Р13
1Б73Ф3
7Б57
3
2М112
1А425
16Л20
5702В
3Д740В
1)Расшифровать модели
станков согласно
варианту.
4
3Д723
676П
6530К
7Б65
2Е440А
5
7Б58
3П722
3Е710А
2М55
16Б16А
6
2М57
1516Ф1
5236П
53А80
6Р13РФ3
7
5702В
6712В
2Е78П
2Г175
6305Ф4
2) Используя паспорта
станков, справочную или
учебную литературу,
определить, к каким
категориям относятся
данные станки по массе,
степени универсальности
и автоматизации, классу
точности.
8
654Ф3
8Г642
7Д36
2Н118
11Ф25
9
2650Ф2
16К20
3К225А
7Б68
1Б216-6К
10
3Д723Ф2
6А59
1Е140
16К20Ф3
2Н150
11
8Б72
16Л20П
6Р12
6712П
7Д37Ц
12
6Р80
8В220
2М112
2Е440А
16К20РФ3
13
1М32В
2Р53
16К50П
3М153
6Б76ПФ2
14
5В722
6Б76ПФ2
7Б56
1Е365
7Б55У
15
2Ш55
7Б65
1Е811
3Д723
3Е711В
16
6Р83Ш
1А416
5С263
2Г175
3К225В
17
6Р81
СШ64
3М642
527В
СШ162
18
6305Ф4
2Н135
2Г175
6Р81Ш
2620ВФ1
19*
654Ф3
1Е140
7Б68
1Б216-6К
16К20
20*
16К50П
5702В
16Л20
7Б65
16Б16А
35.
2 Технологическая оснастка Виды и классификацияТехнологическая оснастка - это средства
технологического оснащения, дополняющие технологическое
оборудование для выполнения определенной части
технологического процесса и устанавливаемые на технологическом
оборудовании (или применяемые рабочим) для выполнения данной
конкретной операции или группы операций.
К оснастке при получении заготовок относятся: штампы,
литейные формы, модели, прессформы и др.
К оснастке при механической обработке относятся:
приспособления, режущий, вспомогательный и мерительный
инструмент.
36.
1. Универсально-безналадочные8.2.1 Виды и классификация
приспособлений
приспособления
(УБП). Например:
3-х и 4-х кулачковые
патроны, поводковый патрон, машинные тиски. Изготавливаются
централизованно. Рекомендуются к применению при всех типах
производства.
Станочные приспособления используют для установки и закрепления.
2. Универсально-наладочные
приспособления (УНП). Например: 3-х кулачковые
патроны со сменными кулачками, машинные тиски со сменными
губками, планшайбы со сменными прихватами, делительные
головки к фрезерным станкам. Изготовляются централизованно
или на заводе-потребителе. Применяются в серийном и массовом
типе производства.
3.
Унивесально-сборные приспособления
(УСП), собираемые из комплекта стандартных деталей,
изготовляемых централизованно. Сборка приспособления
ведется без чертежа, непосредственно для данной операции,
после чего приспособление разбирается. Рекомендуется к
применению в единичном и мелкосерийном производстве.
4. Сборно-разборные приспособления /СРП/.
Собираются из комплекта стандартизованных и не
стандартизованных деталей самим рабочим на рабочем месте
для каждой операции, после чего - разбираются. По мере
необходимости нестандартные детали проектируются и
изготовляются для новых деталей. Рекомендуются к
применению в серийном типе производства для групп деталей
/унифицированная технология.
5. Специализированные наладочные
приспособления /СШ/. Их также называют групповыми
или быстропереналаживаемыми приспособлениями.
Проектируются на заводе - потребителе для определенных
групп деталей / унифицированная технология/ в условиях
единичного и серийного производства.
6. Не разборные специальные
37.
Способы достижения заданной точности обработки в приспособлениях различных сис38.
Способы механизации закрепления заготовок1.Пневматический. Преимущества: дешевый вид энергии, имеющийся на заводах; обеспечивает
быстроту зажима; прост в управлении. Недостатки: относительно небольшая сила зажима, большие
габариты устройства при больших усилиях, создает удар при зажиме. Подвод сжатого воздуха
осуществляется с применением арматуры, обеспечивающей фильтрацию воздуха, подачу распыленной
смазки, возможность наблюдения за давлением в сети и невозможность падения давления в системе.
2. Гидравлический. Гидравлический привод представляет собой насосную станцию со своим
электродвигателем, масляным резервуаром и аппаратурой. Преимущества: компактность, значительно более
высокие усилия зажима, плавность хода. Недостатки: сложнее конструкция, дороже ремонт, сложнее
устранять протечки в гидросистемах.
3. Пневмогидропривод. Это устройства позволяющее преобразовать пневматическое давление в
гидравлическое. Применение пневмогидравлического привода позволяет при тех же габаритах увеличивать
усилие на штоке, причем усилие зажима получается плавным. Такие усилители давления позволяют
осуществлять надежный и плавный зажим, иногда с применением последовательного действия малого и
большого усилий зажима.
4. Магнитный. Электромагнитные приспособления применяются в виде электромагнитных столов,
главным образом при шлифовании. Имеются разработки по применению магнитных приспособлений при
фрезеровании и на других станках. Естественно, с такими приспособлениями можно обрабатывать только
детали с магнитными свойствами.
5. Вакуумные. Применяются для зажима легких, плоских заготовок.
6. Приспособления с гидропластом. Гидропласт - полихлорвиниловая смола с соответствующими
наполнителями, обеспечивающими ее резинообразное состояние. Окраска - светло-коричневая. Плавится
при температуре 120° С. Равномерно, как жидкость, распределяет гидростатическое давление, оказанное на
массу давление, во все стороны. Объем массы уменьшается на 0,5% на каждые 100 кг/см2 давления. При
давлении до 300 кг/см2 не просачивается через зазоры резьбы (0,03 мм). Сохраняет свои свойства в течение
многих лет. Применяется для точного центрирования.
7. Электроприводные. В последнее время все шире применяются станочные приспособления с
электроприводом. Это стало возможным ввиду создания конструкций выдерживающих тяжелые условия
эксплуатации на столе механообрабатывающего оборудования.
39.
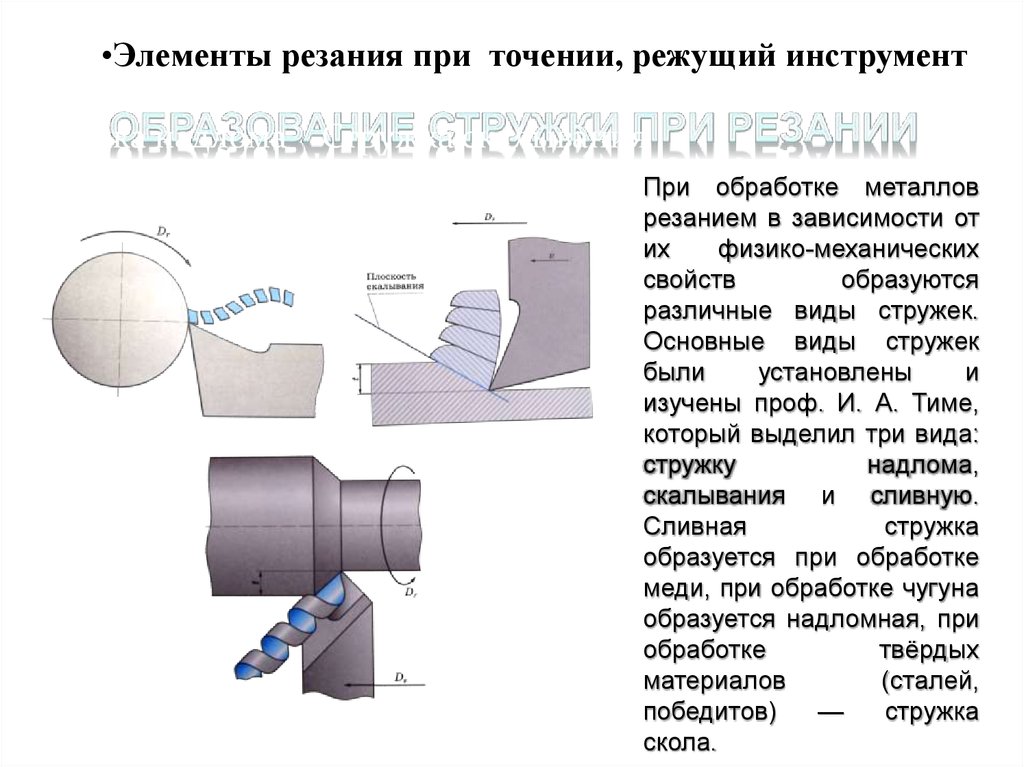
•Элементы резания при точении, режущий инструментСтружка надлома
Стружка скалывания
Стружка сливная
При обработке металлов
резанием в зависимости от
их
физико-механических
свойств
образуются
различные виды стружек.
Основные виды стружек
были
установлены
и
изучены проф. И. А. Тиме,
который выделил три вида:
стружку
надлома,
скалывания и сливную.
Сливная
стружка
образуется при обработке
меди, при обработке чугуна
образуется надломная, при
обработке
твёрдых
материалов
(сталей,
победитов)
—
стружка
скола.
40.
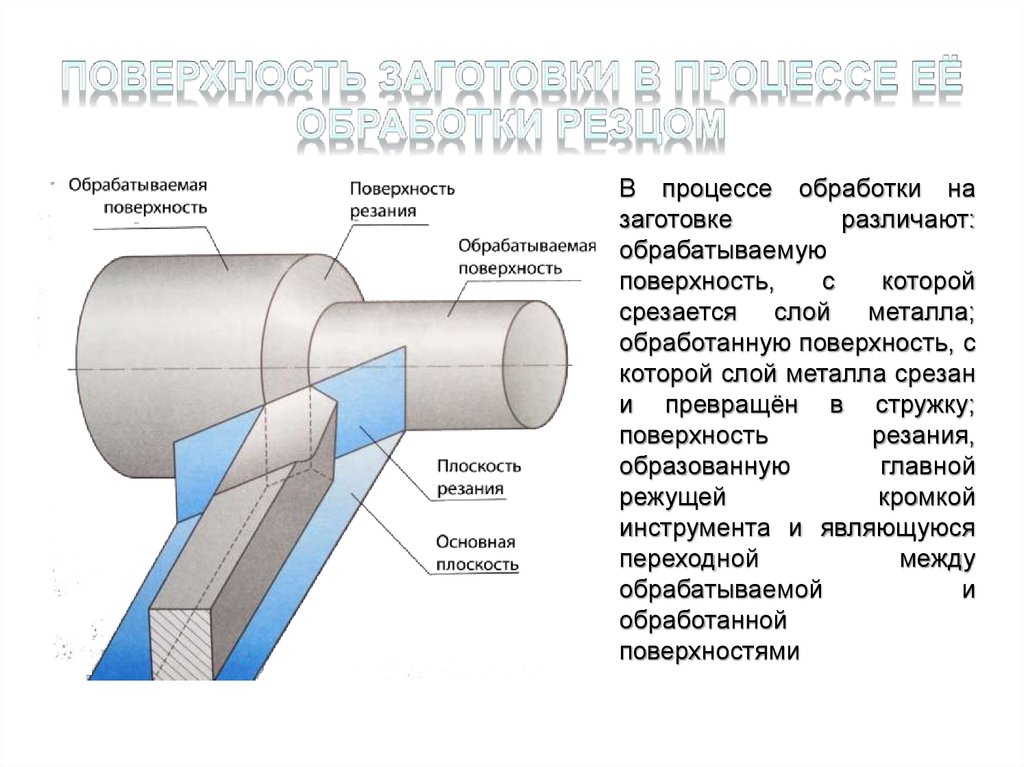
В процессе обработки назаготовке
различают:
обрабатываемую
поверхность,
с
которой
срезается слой металла;
обработанную поверхность, с
которой слой металла срезан
и превращён в стружку;
поверхность
резания,
образованную
главной
режущей
кромкой
инструмента и являющуюся
переходной
между
обрабатываемой
и
обработанной
поверхностями
41.
42.
43.
44.
45.
• Фрезерование – обработка резанием металлов инеметаллических материалов, при которой режущий инструмент
– фреза имеет вращательное движение, а обрабатываемая
заготовка – поступательное.
• Применяется для обработки плоскостей, криволинейных
поверхностей деталей, резьбовых поверхностей, зубьев
зубчатых и червячных колес и т.д.
• В процессе фрезерования участвуют два объекта — фреза и
заготовка. Заготовка — это будущая деталь.
46.
Фреза — режущий многолезвийный инструмент в виде телавращения с зубьями.
Классификация фрезерования может происходить по разному:
-по направлению движения
-по расположению шпинделя станка
-по типу фрезы
47.
Фрезы имеют остроконечную или затылованную форму зуба.У фрез с остроконечными зубьями передняя и задняя поверхности плоские.
У фрез с затылованными зубьями передняя поверхность плоская, а задняя
выполнена по спирали Архимеда; при переточке по передней поверхности
профиль зуба фрезы сохраняется
48.
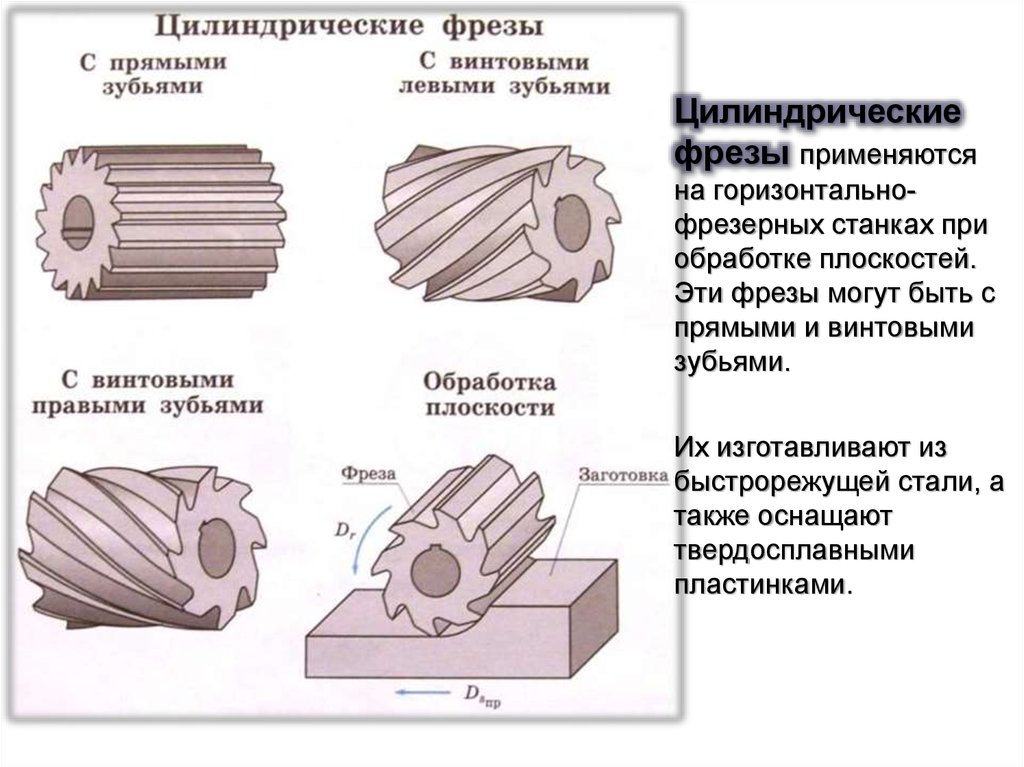
Цилиндрическиефрезы применяются
на горизонтальнофрезерных станках при
обработке плоскостей.
Эти фрезы могут быть с
прямыми и винтовыми
зубьями.
Их изготавливают из
быстрорежущей стали, а
также оснащают
твердосплавными
пластинками.
49.
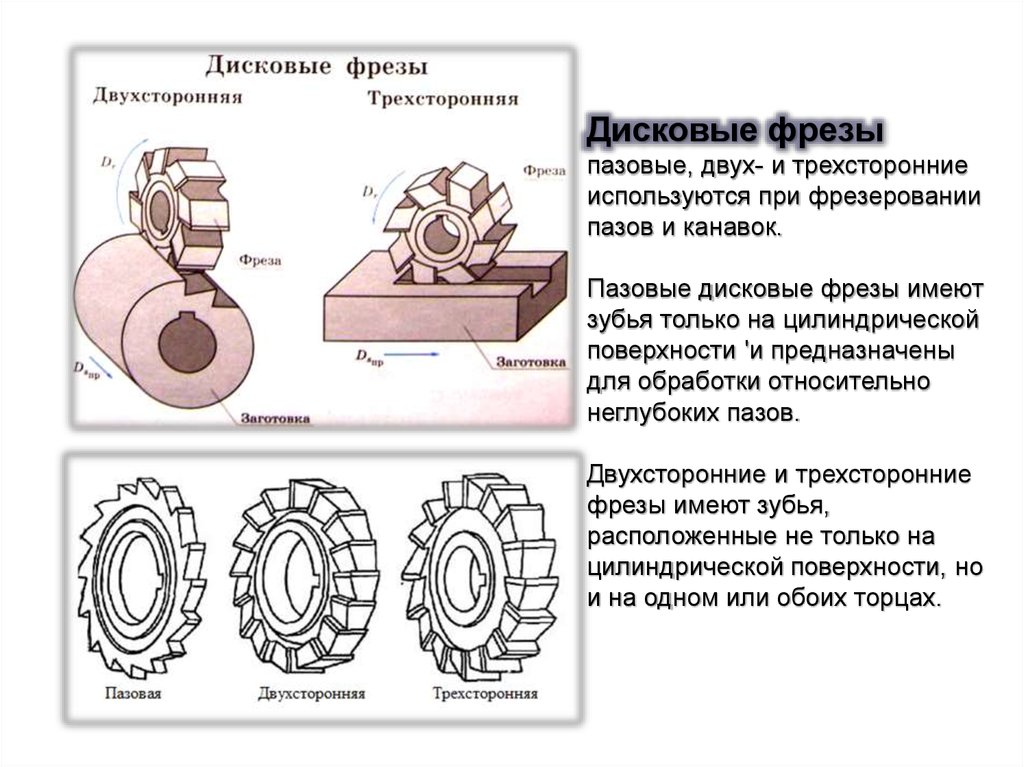
Дисковые фрезыпазовые, двух- и трехсторонние
используются при фрезеровании
пазов и канавок.
Пазовые дисковые фрезы имеют
зубья только на цилиндрической
поверхности 'и предназначены
для обработки относительно
неглубоких пазов.
Двухсторонние и трехсторонние
фрезы имеют зубья,
расположенные не только на
цилиндрической поверхности, но
и на одном или обоих торцах.
50.
Концевые фрезыприменяются для обработки
глубоких пазов в корпусных
деталях контурных выемок,
уступов, взаимно
перпендикулярных плоскостей.
Такие фрезы, как правило,
изготовляются с винтовыми или
наклонными зубьями.
Модульные фрезы
предназначены для обработки
зубьев колес в индивидуальном
производстве методом
копирования. Различают два
типа модульных фасонных
фрез: дисковые и пальцевые.
51.
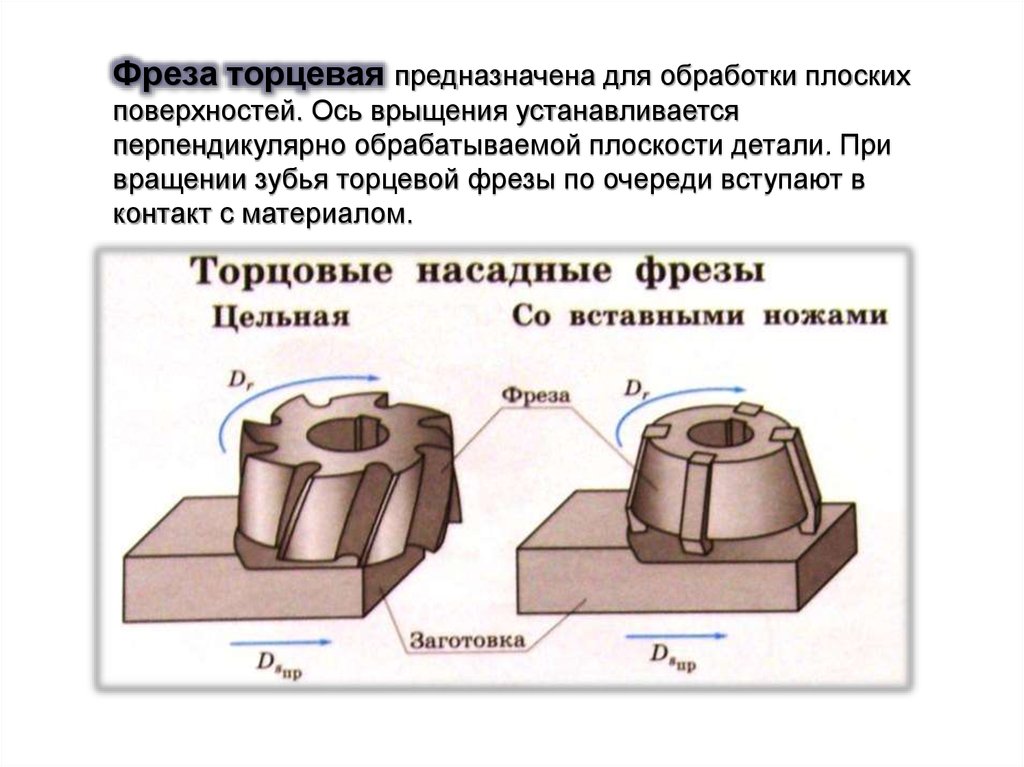
Фреза торцевая предназначена для обработки плоскихповерхностей. Ось врыщения устанавливается
перпендикулярно обрабатываемой плоскости детали. При
вращении зубья торцевой фрезы по очереди вступают в
контакт с материалом.
52.
Червячные фрезы являютсянаиболее распространенным
зуборезным инструментом и
применяются для чернового и
чистового зубонарезания.
Как показывает опыт заводов
тяжелого машиностроения,
червячные фрезы с приварными
зубьями оказываются проще в
изготовлении.
На некоторых предприятиях крупные
червячные фрезы выполняются литыми
из быстрорежущей стали.
53.
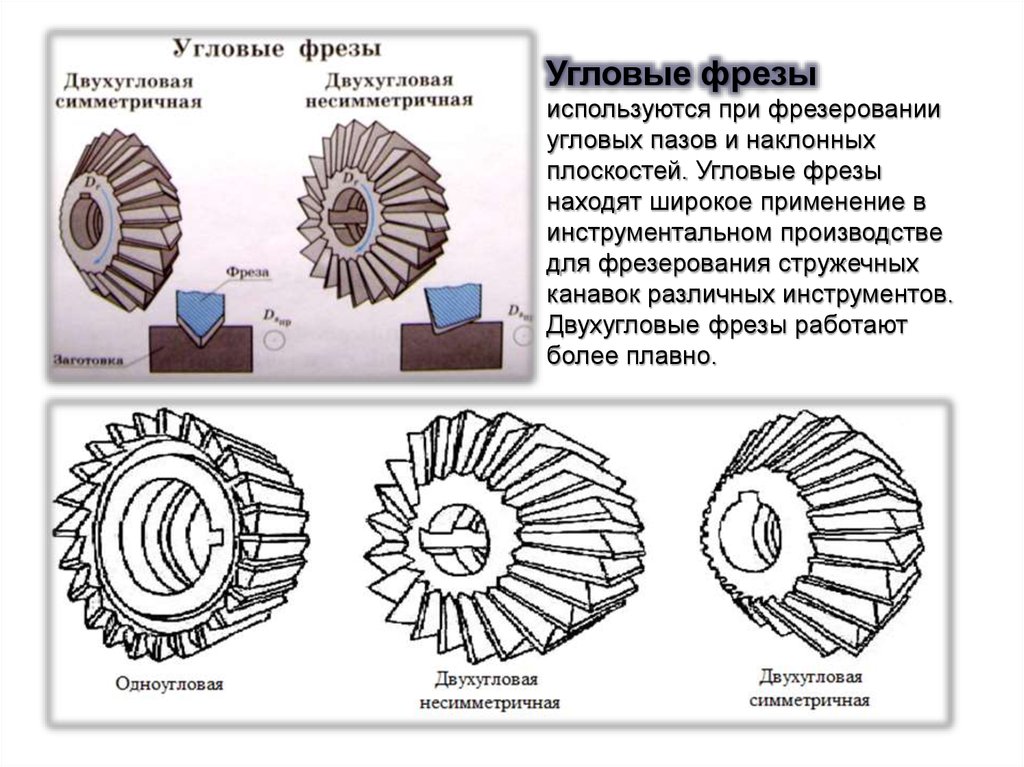
Угловые фрезыиспользуются при фрезеровании
угловых пазов и наклонных
плоскостей. Угловые фрезы
находят широкое применение в
инструментальном производстве
для фрезерования стружечных
канавок различных инструментов.
Двухугловые фрезы работают
более плавно.
54.
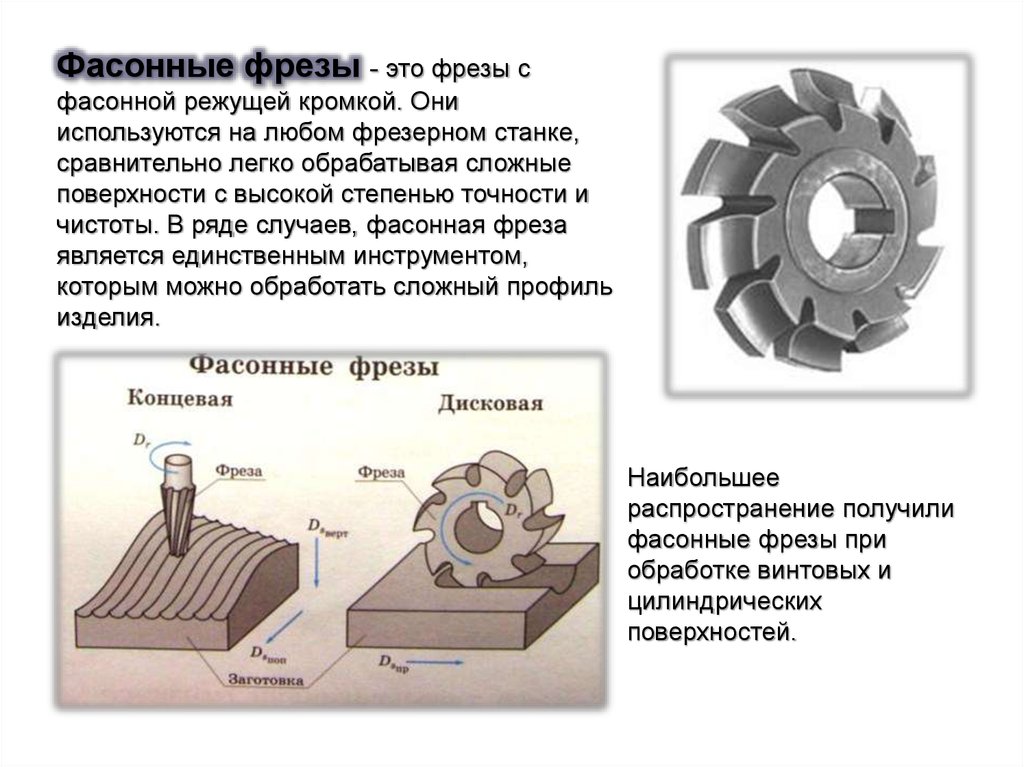
Фасонные фрезы - это фрезы сфасонной режущей кромкой. Они
используются на любом фрезерном станке,
сравнительно легко обрабатывая сложные
поверхности с высокой степенью точности и
чистоты. В ряде случаев, фасонная фреза
является единственным инструментом,
которым можно обработать сложный профиль
изделия.
Наибольшее
распространение получили
фасонные фрезы при
обработке винтовых и
цилиндрических
поверхностей.
55.
56.
Шлифовальные кругиприменяются во многих
областях машиностроения
и строительства и
незаменимы для
шлифования и обдирки
деталей и изделий из
металла, камня а также для
заточки режущего
инструмента.
Специальные прерывистые круги для шлифования многогранных
пластин
Преимущества прерывистого шлифования:
•уменьшаются силы резания;
•отходы производства не обволакивают алмазные
зерна и не забивают поры на рабочей
поверхности круга
•обеспечивается свободный выход стружки из
зоны контакта с деталью;
• улучшаются условия для отвода теплоты.
57.
Измерительные и вспомогательные инструментыВиды вспомогательного инструмента, его назначение
Обеспечивают установку и закрепление режущего инструмента
на технологическом оборудовании, регулирование его положения в
процессе обработки, а также быструю его замену при необходимости.
Основные требования к данным приспособлениям:
- крепление режущего инструмента с необходимой точностью и
жёсткостью;
- возможность регулирования положения режущих кромок
относительно технологической системы;
- расширение технологических возможностей станков;
- концентрация технологических переходов;
- удобство в эксплуатации;
- технологичность изготовления.
58.
Для станков токарной группы к данным устройствам относятся:* Переходные оправы (втулки) для концевого инструмента, устанавливаемые в пиноль задней
бабки
* Переходные оправы для закрепления инструмента в гнездах револьверной головки (они
позволяют крепить резцы с круглой и призматической державкой, концевой инструмент, а также
плашки и метчики)
* Резьбонарезные головки
Для станков сверлильной группы:
* Многошпиндельные сверлильные головки
* Вышеуказанные переходные втулки для концевого инструмента
* Быстросменные патроны для быстрой замены последовательно использованных инструментов
(сверло, зенкер, развертка)
* Патроны для закрепления инструмента с цилиндрическим хвостовиком (цанговые или
кулачковые)
Для фрезерных станков:
* Фрезерные оправы с цилиндрической поверхностью, для насадных фрез (шпонка для передачи
крутящего момента, можно устанавливать пакет фрез, в хвостовике резьбовое отверстие для
шомпола, два паза для ориентации на шпинделе станка)
* Оправы с коническими отверстиями для концевых фрез
* Оправы с посадочным местом для торцовых фрез
* Патроны для закрепления концевых фрез с цилиндрическим хвостовиком
Для расточных станков:
* Борштанги для расточных резцов
* Расточные оправки
* Оправы для концевого инструмента
Для протяжных станков:
* Патроны для крепления протяжек
59.
Средства измеренияВ процессе обработки заготовок пользуются
средствами для настройки станка на требуемые размеры и
проверки годности изделий.
Применяемые при этом инструменты можно разделить на
две группы:
-измерительные - для определения действительных размеров
заготовки детали (измерительные линейки, штангенциркули,
микрометры, угломеры. индикаторы, нутромеры,
кронциркули, рейсмасы и др.);
- контрольно--поверочные - для установления годности
размеров и формы детали в пределах технических требований
рабочего чертежа (предельные калибры, шаблоны, угольники,
щупы и др.)
60.
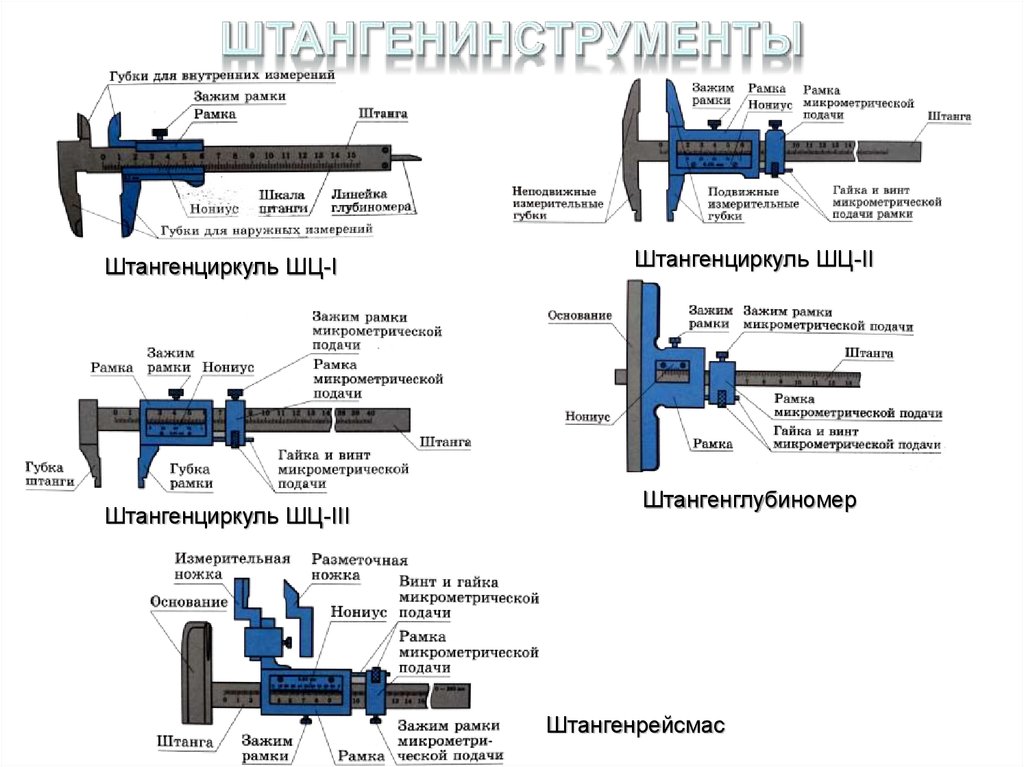
Штангенциркуль ШЦ-IШтангенциркуль ШЦ-III
Штангенциркуль ШЦ-II
Штангенглубиномер
Штангенрейсмас
61.
62.
63.
64.
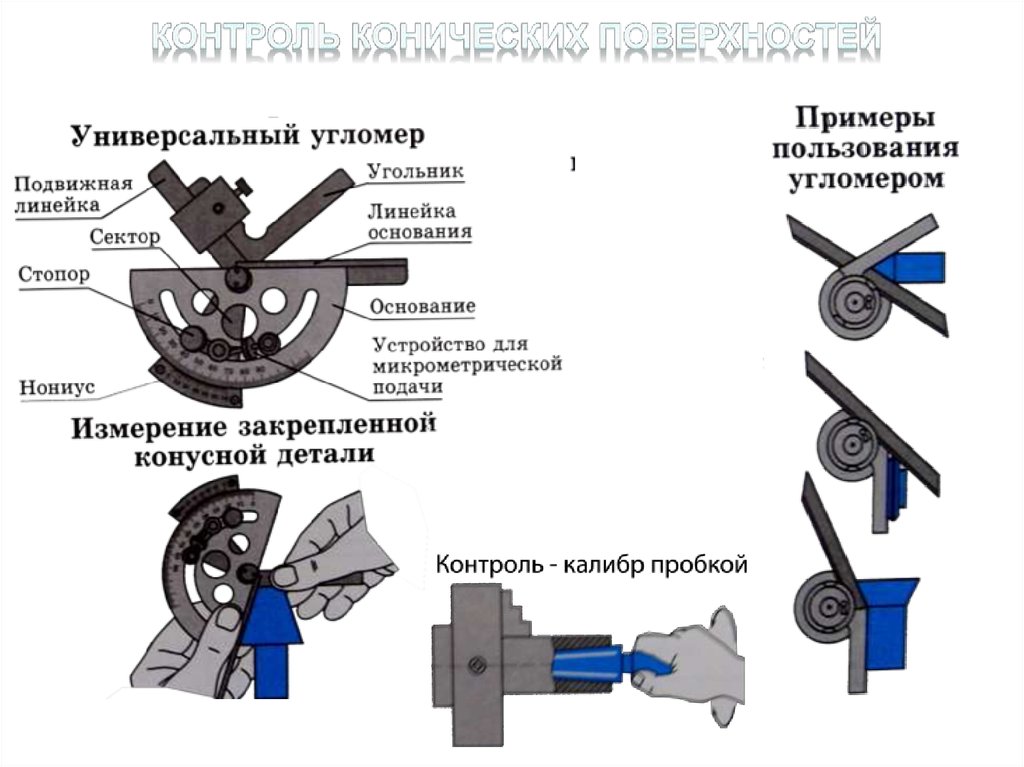
65.
66.
Практическая работаЗадание: Подобрать средства оснащения для детали согласно варианта