



















































 Промышленность
Промышленность Инженерная графика
Инженерная графикаПохожие презентации:










Замер и установка инструмента на станках с ЧПУ, коррекция инструмента
1.
Презентация на тему:«Замер и установка инструмента на станках с ЧПУ,
коррекция инструмента».
2.
Рис.1 – Координаты расположения нулей3.
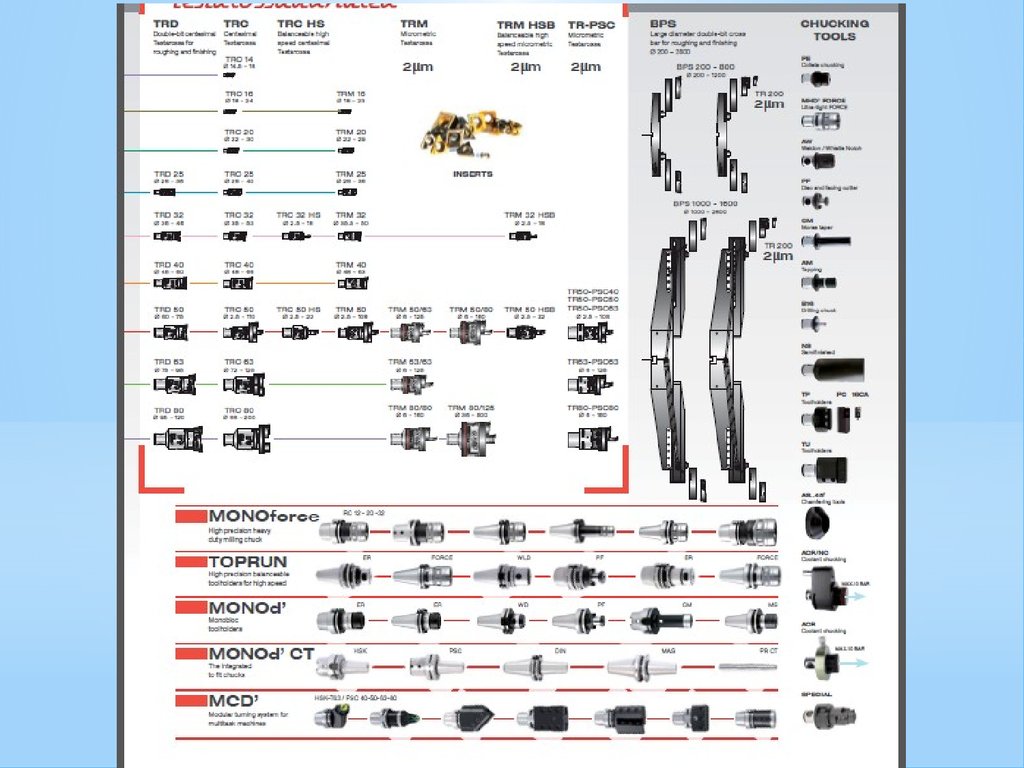
Рис.1 - Общий вид резцового блока с рифлёным цилиндрическим хвостовикомРис.2 - Пример одной из систем вспомогательных инструментов
для токарных станков с ЧПУ
4.
Рис.3 - Общий вид системы вспомогательных инструментовдля сверлильных и фрезерных станков с ЧПУ
5.
6.
7.
Рисунок 1Рисунок 2
Рисунок 3
8.
9.
10.
11.
Рисунок 1Рисунок 3
Рисунок 2
Рисунок 4
12.
13.
Рисунок 1Рисунок 2
Рисунок 4
Рисунок 3
14.
Рисунок 2Рисунок 1
Рисунок 3
15.
16.
17.
18.
19.
20.
21.
22.
Рисунок 1Рисунок 2
Рисунок 3
23.
24.
25.
26.
27.
28.
29.
30.
31.
ав
б
г
32.
ед
ж
33.
34.
35.
36.
37.
38.
39.
40.
41.
Рис. – Измерения инструмента с помощьюлазерной системы TL
Рис.- датчик Renishaw TS-27 для измерения
длины и радиуса инструмента
42.
Рисунок - Пресеттер SECA E Micro(Устройство дляизмерения инструмента вне станка)
43.
Рисунок 1Рисунок 3
Рисунок 2
Рисунок 4
44.
45.
46.
47.
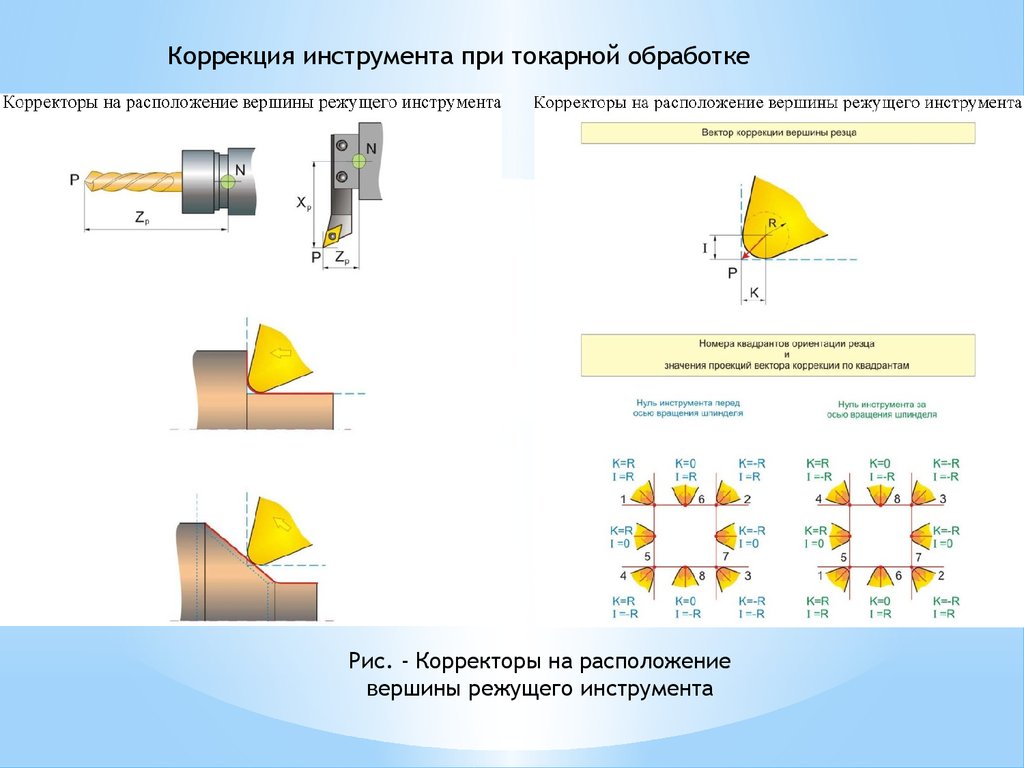
Коррекция инструмента при токарной обработкеРис. - Корректоры на расположение
вершины режущего инструмента
48.
Коррекция инструмента при фрезерной обработкеРисунок 3 – Принцип эквидистантной коррекции
Рисунок 1 – Инструментальный комплекс
Рисунок 2 – Компенсация длины инструмента по отношению к передней плоскости
шпинделя и к нулевому инструменту
Рис. – Комбинация длины инструмента
49.
Рисунок 4 – Однозначное определение контура эквидистантойи расчет внешних сопряжений отрезков эквидистант
50.
Рисунок 6 – Автоматическое соединение разрыва эквидистант по дуге51.
Рисунок 7 – Автоматическое соединение разрыва эквидистант потраектории пересечения эквидистант
52.
Рисунок 5 – Расчет внутренних сопряжений отрезков эквидистант53.
Рис. – ИзносРис. – Обратный износ