





 Физика
ФизикаПохожие презентации:










Физические основы ЭТП
1. ФИЗИЧЕСКИЕ ОСНОВЫ ЭТП
2. Разделы курса
• 1. ЭЛЕКТРОТЕРМИЧЕСКИЕ ПРОЦЕССЫ• 2. ФИЗИКО-ТЕХНИЧЕСКИЕ ОСНОВЫ ДУГОВОГО
РАЗРЯДА
• 3. ВЫСОКОИНТЕНСИВНЫЕ ИСТОЧНИКИ ЭНЕРГИИ
• 4. ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА МАТЕРИАЛОВ
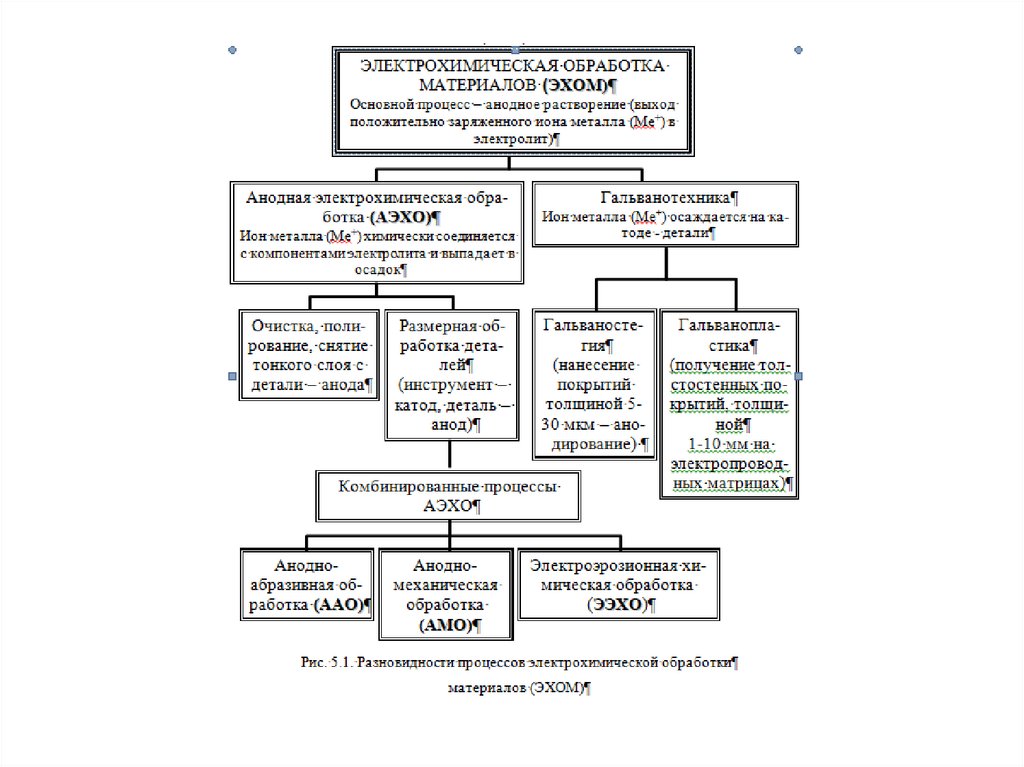
• 5. ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
МАТЕРИАЛОВ
• 6. ЭЛЕКТРОМЕХАНИЧЕСКИЕ ПРОЦЕССЫ
• 7. ЭЛЕКТРОКИНЕТИЧЕСКИЕ ПРОЦЕССЫ
• 8. ТЕРМОРЕЗАНИЕ
3. 1. ЭЛЕКТРОТЕРМИЧЕСКИЕ ПРОЦЕССЫ
Нагрев сопротивлением
Индукционный нагрев
Диэлектрический нагрев
Дуговой нагрев
Электронно- и ионно-лучевой нагрев
Плазменный нагрев
Лазерный нагрев
4. тепловым потоком
Теплопроводность характеризуется:тепловым
потоком
конвекцией
закон Ньютона-Рихмана
Q = αk (Tc-Tг)∙F,
Электрический ток, проводники 1 и 2 рода.
Закон Ома для металлов имеет вид
j = nе ео μе Е,
Закон Джоуля - Ленца:
Q = I2 R t,
излучением
Т
Q CS
100
4
Выделяющаяся в
проводнике мощность:
P
U2 S
5.
6.
16
2
3
5
4
1
2
3
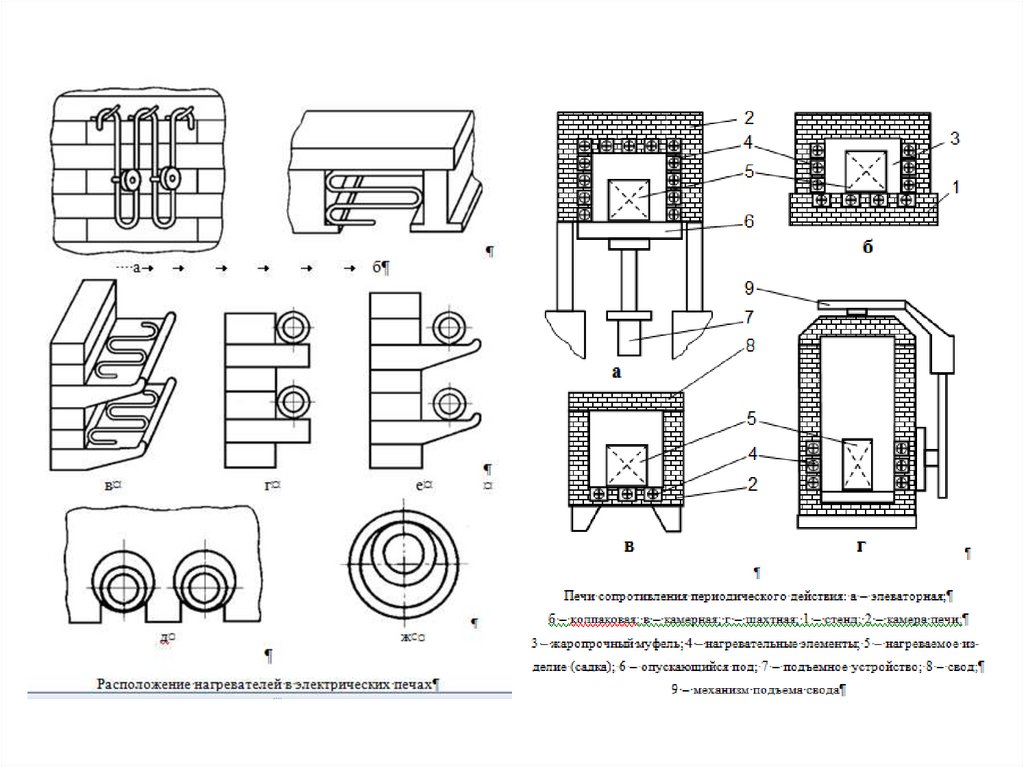
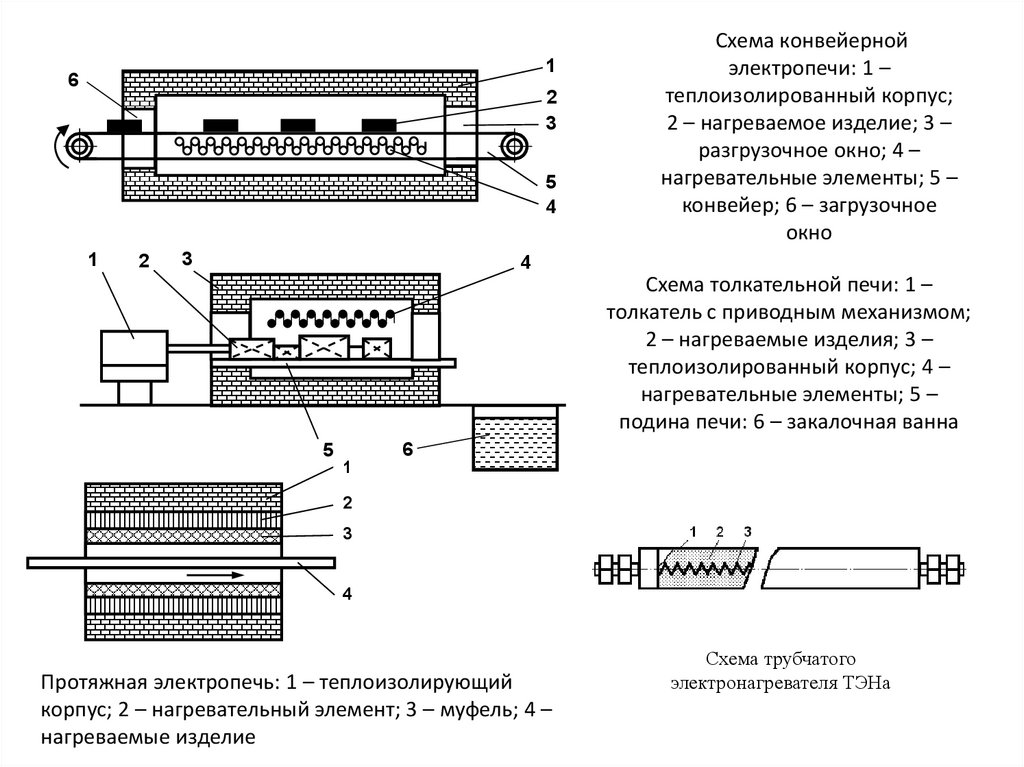
Схема конвейерной
электропечи: 1 –
теплоизолированный корпус;
2 – нагреваемое изделие; 3 –
разгрузочное окно; 4 –
нагревательные элементы; 5 –
конвейер; 6 – загрузочное
окно
4
Схема толкательной печи: 1 –
толкатель с приводным механизмом;
2 – нагреваемые изделия; 3 –
теплоизолированный корпус; 4 –
нагревательные элементы; 5 –
подина печи: 6 – закалочная ванна
6
5
1
2
3
4
Протяжная электропечь: 1 – теплоизолирующий
корпус; 2 – нагревательный элемент; 3 – муфель; 4 –
нагреваемые изделие
Схема трубчатого
электронагревателя ТЭНа
7.
12
1
3
4
1
2
3
2
3
а
б
в
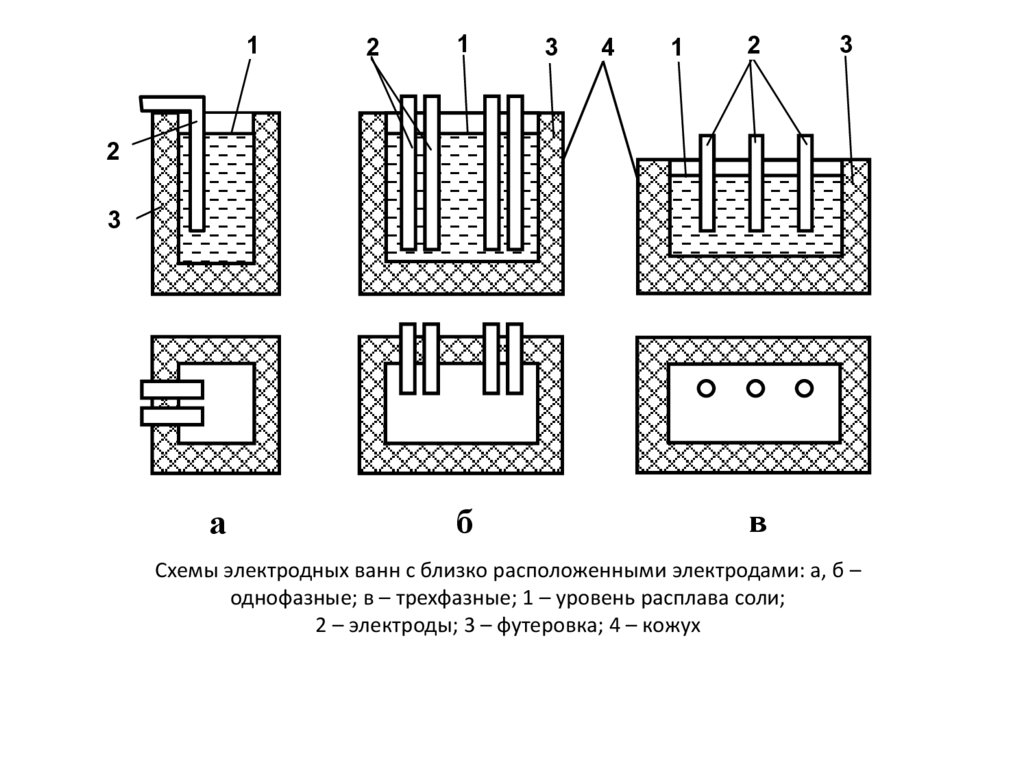
Схемы электродных ванн с близко расположенными электродами: а, б –
однофазные; в – трехфазные; 1 – уровень расплава соли;
2 – электроды; 3 – футеровка; 4 – кожух
8.
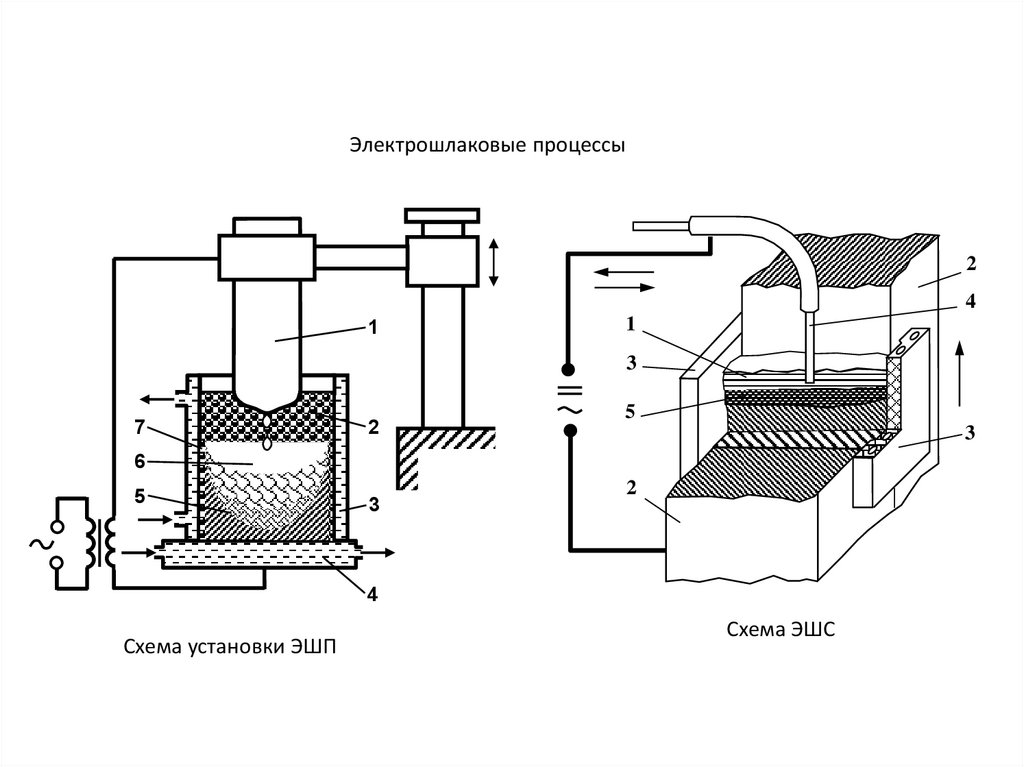
Электрошлаковые процессы2
4
1
1
3
7
2
5
3
6
5
3
2
4
Схема установки ЭШП
Схема ЭШС
9.
13
2
1
2
3
СТ
СТ
F
F
а
2
4
б
5
F
5
СТ
I
4
F
F
I
F
в
г
7
8
2
F
СТ
F
2 6
СТ
4
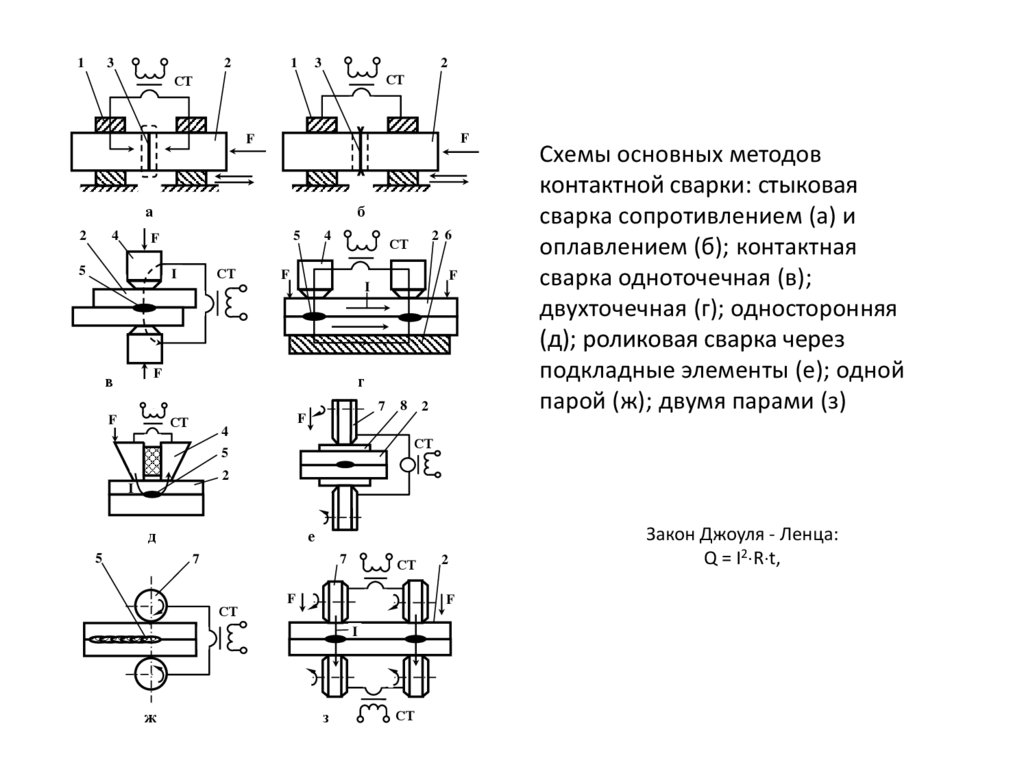
Схемы основных методов
контактной сварки: стыковая
сварка сопротивлением (а) и
оплавлением (б); контактная
сварка одноточечная (в);
двухточечная (г); односторонняя
(д); роликовая сварка через
подкладные элементы (е); одной
парой (ж); двумя парами (з)
СТ
5
2
I
д
5
е
7
7
СТ
СТ
F
F
I
ж
2
з
СТ
Закон Джоуля - Ленца:
Q = I2 R t,
10.
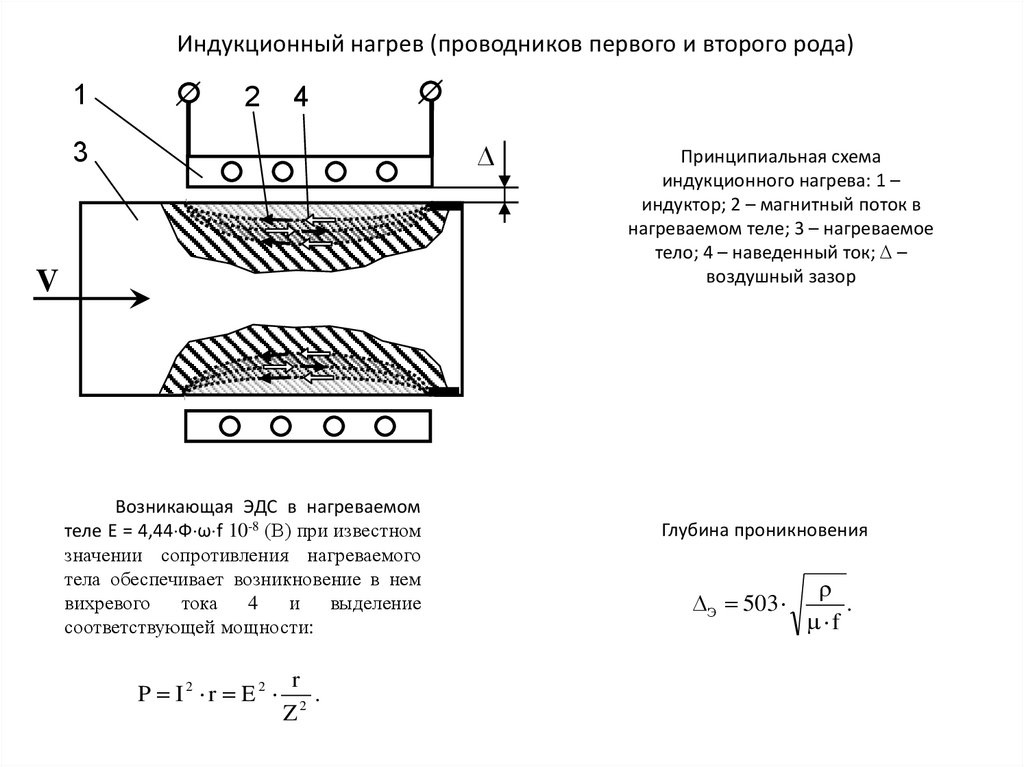
Индукционный нагрев (проводников первого и второго рода)1
2
4
3
V
Возникающая ЭДС в нагреваемом
теле Е = 4,44 Ф ω f 10-8 (В) при известном
значении сопротивления нагреваемого
тела обеспечивает возникновение в нем
вихревого
тока
4
и
выделение
соответствующей мощности:
P I2 r E2
r
.
Z2
Принципиальная схема
индукционного нагрева: 1 –
индуктор; 2 – магнитный поток в
нагреваемом теле; 3 – нагреваемое
тело; 4 – наведенный ток; –
воздушный зазор
Глубина проникновения
Э 503
.
f
11.
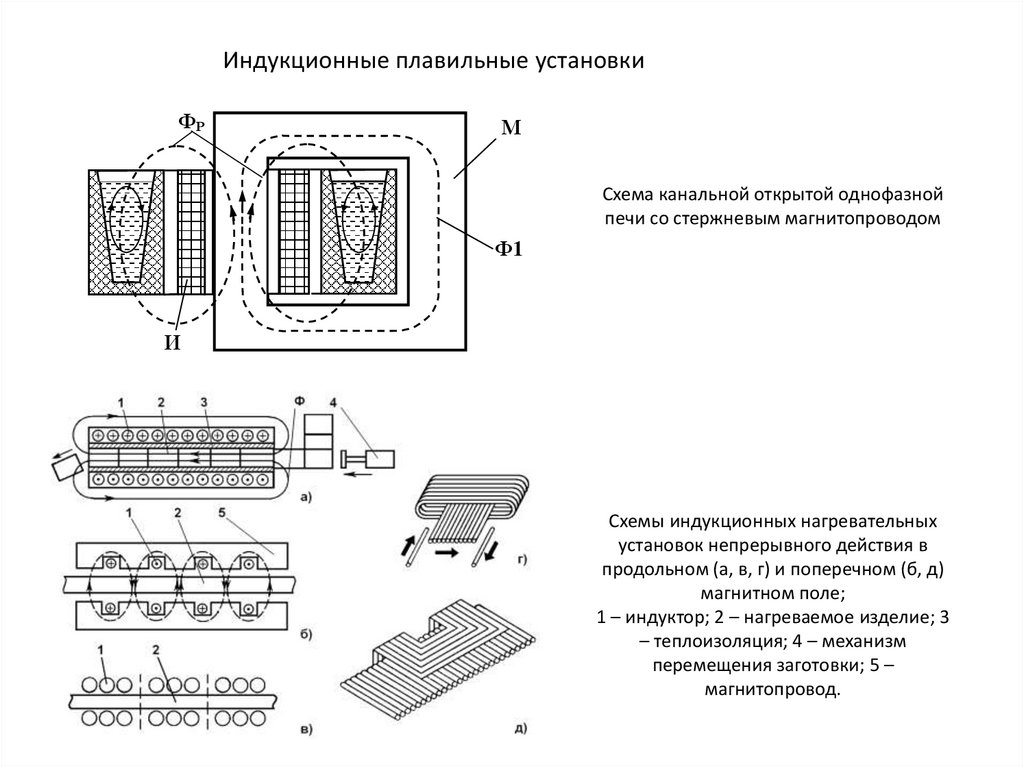
Индукционные плавильные установкиФР
М
Схема канальной открытой однофазной
печи со стержневым магнитопроводом
Ф1
И
Схемы индукционных нагревательных
установок непрерывного действия в
продольном (а, в, г) и поперечном (б, д)
магнитном поле;
1 – индуктор; 2 – нагреваемое изделие; 3
– теплоизоляция; 4 – механизм
перемещения заготовки; 5 –
магнитопровод.
12.
вода1
3
3
вода
1
3
1
2
2
а
б
2
в
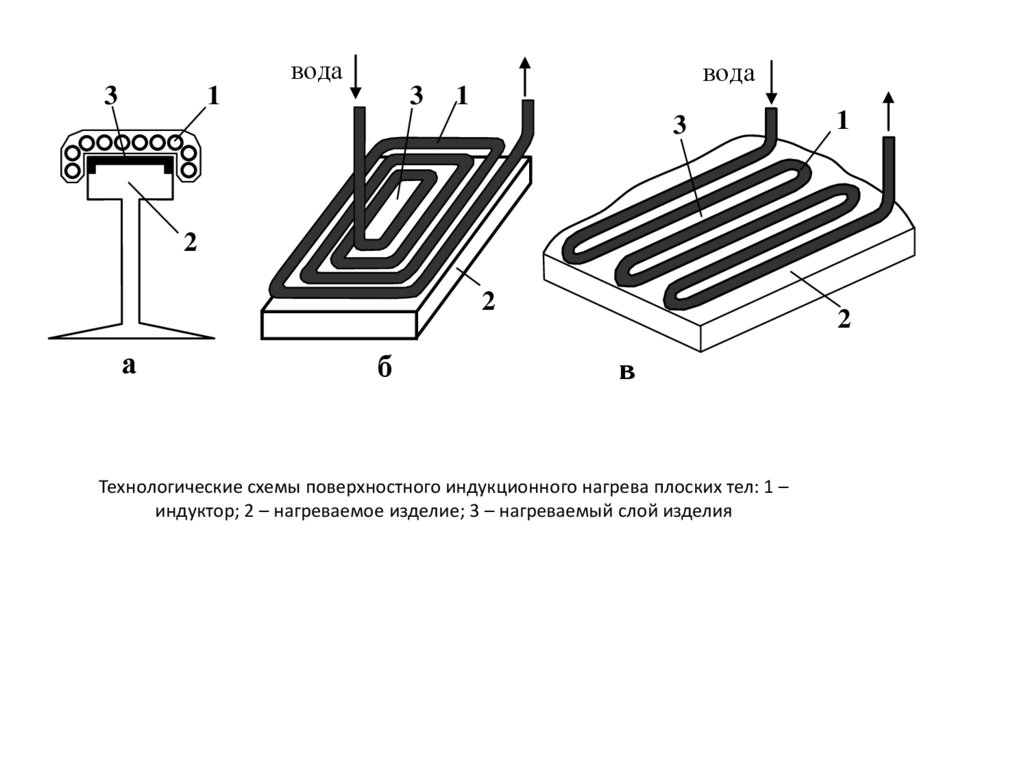
Технологические схемы поверхностного индукционного нагрева плоских тел: 1 –
индуктор; 2 – нагреваемое изделие; 3 – нагреваемый слой изделия
13.
Диэлектрический нагревЕ=0
+q
-q
Е
+q
-q
Е
Е=0
ℓ
а
б
Виды поляризации диэлектрика в
электрическом поле: а – поляризация атомов; б
– ориентационная поляризация
Основой диэлектрического
нагрева является быстрое и
равномерное выделение теплоты
при прохождении тока через
диэлектрик или полупроводник,
помещенный в переменное
электрическое поле. В результате
центры электрического действия
положительных и отрицательных
частиц не совпадают и во
внешнем пространстве такая
молекула воспринимается как
диполь, т.е. как система двух
равных, но противоположных
зарядов +q и –q, смещенных друг
от друга на расстояние ℓ
14.
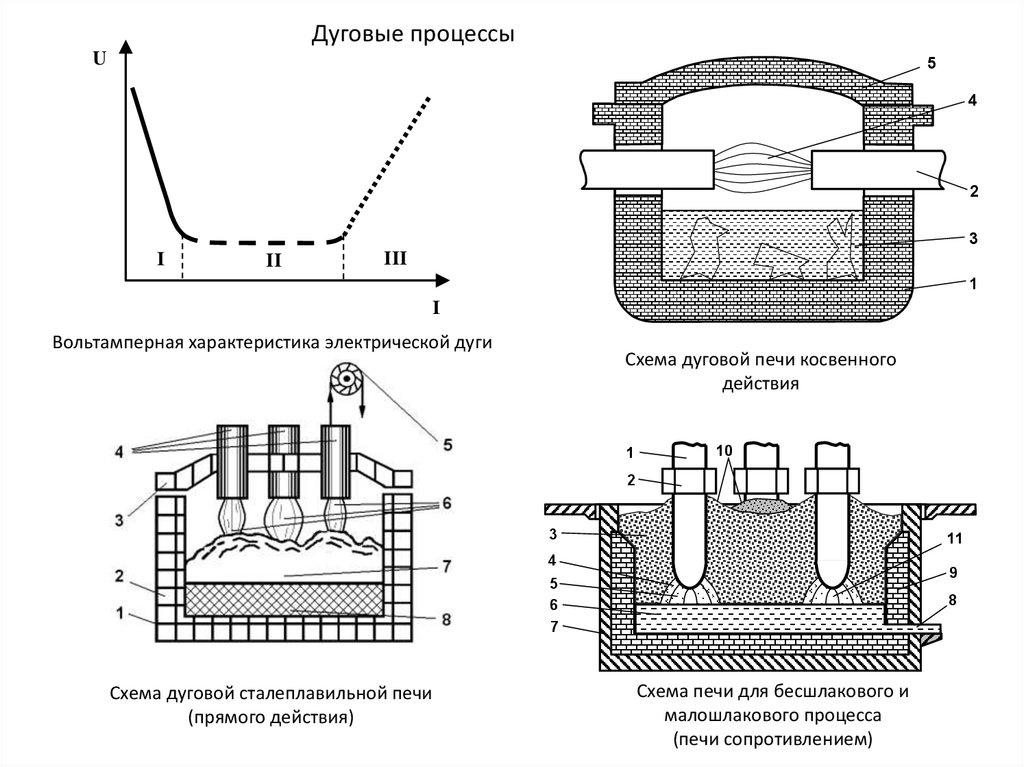
Дуговые процессыU
5
4
2
3
I
II
III
1
I
Вольтамперная характеристика электрической дуги
Схема дуговой печи косвенного
действия
1
10
2
3
11
4
5
6
7
Схема дуговой сталеплавильной печи
(прямого действия)
9
8
Схема печи для бесшлакового и
малошлакового процесса
(печи сопротивлением)
15.
12
3
10
9
8
4
5
6
7
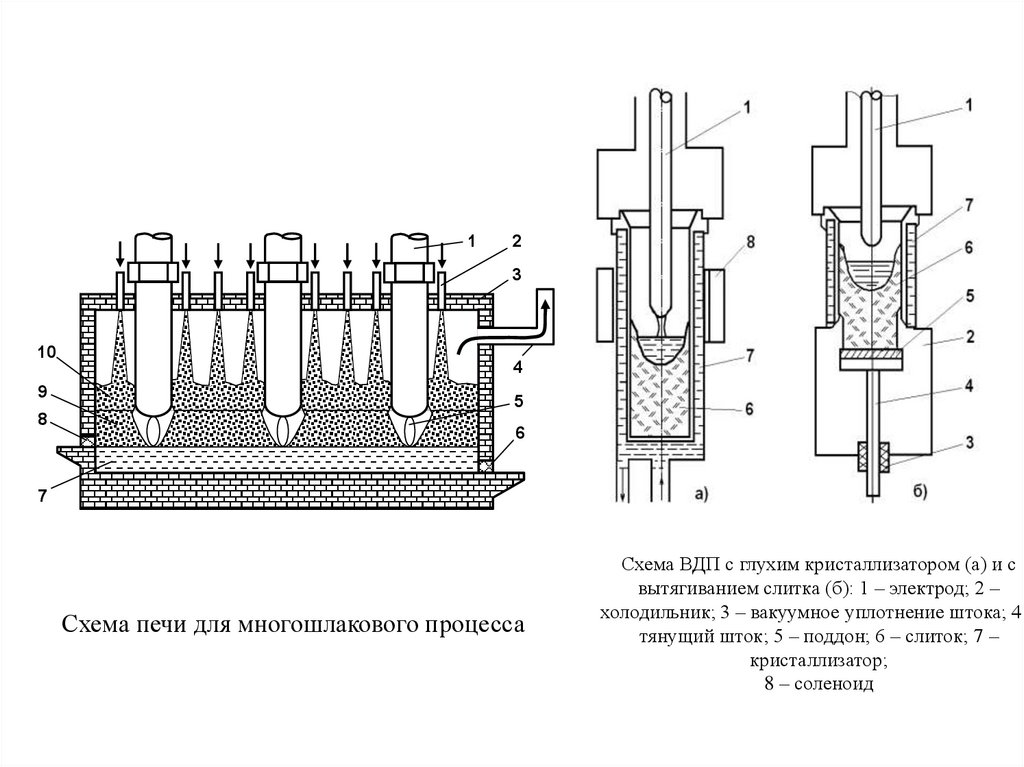
Схема печи для многошлакового процесса
Схема ВДП с глухим кристаллизатором (а) и с
вытягиванием слитка (б): 1 – электрод; 2 –
холодильник; 3 – вакуумное уплотнение штока; 4
тянущий шток; 5 – поддон; 6 – слиток; 7 –
кристаллизатор;
8 – соленоид
16.
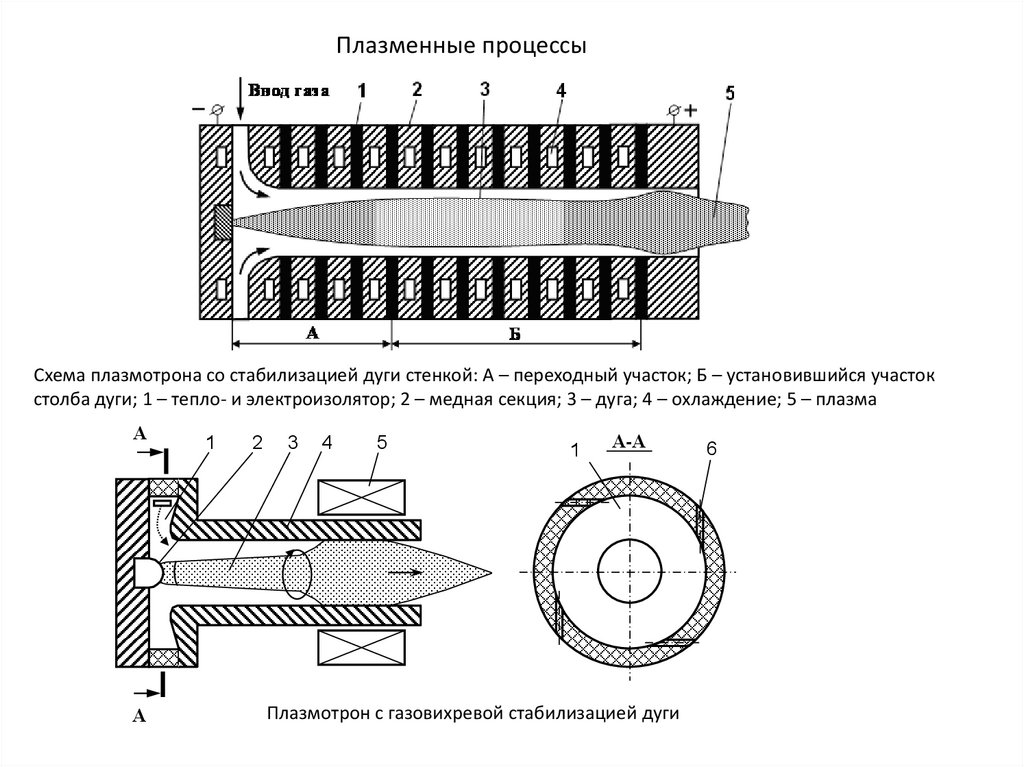
Плазменные процессыСхема плазмотрона со стабилизацией дуги стенкой: А – переходный участок; Б – установившийся участок
столба дуги; 1 – тепло- и электроизолятор; 2 – медная секция; 3 – дуга; 4 – охлаждение; 5 – плазма
А
А
1
2
3
4
5
1
А-А
Плазмотрон с газовихревой стабилизацией дуги
6
17.
21
4
3
8
5
1
2
1
2
3
3
4
6
8
5
5
а
7
б
6
1
1
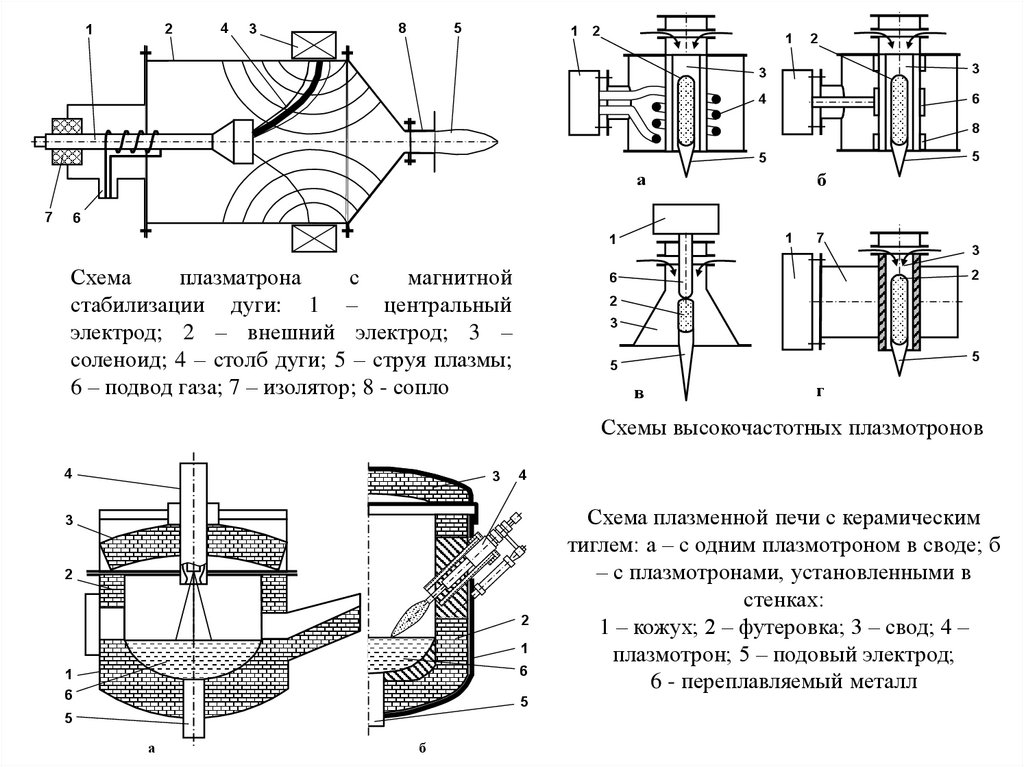
Схема
плазматрона
с
магнитной
стабилизации дуги: 1 – центральный
электрод; 2 – внешний электрод; 3 –
соленоид; 4 – столб дуги; 5 – струя плазмы;
6 – подвод газа; 7 – изолятор; 8 - сопло
7
3
2
6
2
3
5
5
в
г
Схемы высокочастотных плазмотронов
4
3
4
3
2
2
1
6
1
6
5
5
а
б
Схема плазменной печи с керамическим
тиглем: а – с одним плазмотроном в своде; б
– с плазмотронами, установленными в
стенках:
1 – кожух; 2 – футеровка; 3 – свод; 4 –
плазмотрон; 5 – подовый электрод;
6 - переплавляемый металл
18.
56
4
V
V
2
3
7
6
3
2
1
7
8
V
5
4
а
6
3
8
V
4
1
б
7
2
1
8
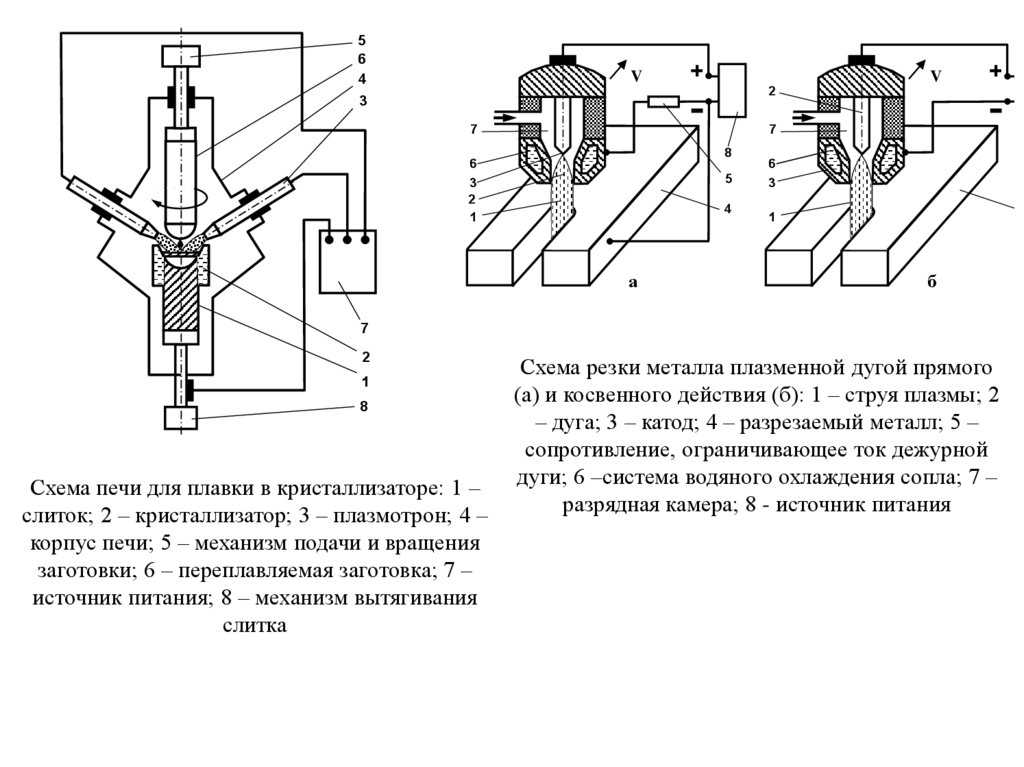
Схема печи для плавки в кристаллизаторе: 1 –
слиток; 2 – кристаллизатор; 3 – плазмотрон; 4 –
корпус печи; 5 – механизм подачи и вращения
заготовки; 6 – переплавляемая заготовка; 7 –
источник питания; 8 – механизм вытягивания
слитка
Схема резки металла плазменной дугой прямого
(а) и косвенного действия (б): 1 – струя плазмы; 2
– дуга; 3 – катод; 4 – разрезаемый металл; 5 –
сопротивление, ограничивающее ток дежурной
дуги; 6 –система водяного охлаждения сопла; 7 –
разрядная камера; 8 - источник питания
19.
12
9
3
3
4
C
R
5
1
1
3
3
2
2
6
7
4
10
6
9
7
5
8
8
4
4
а
б
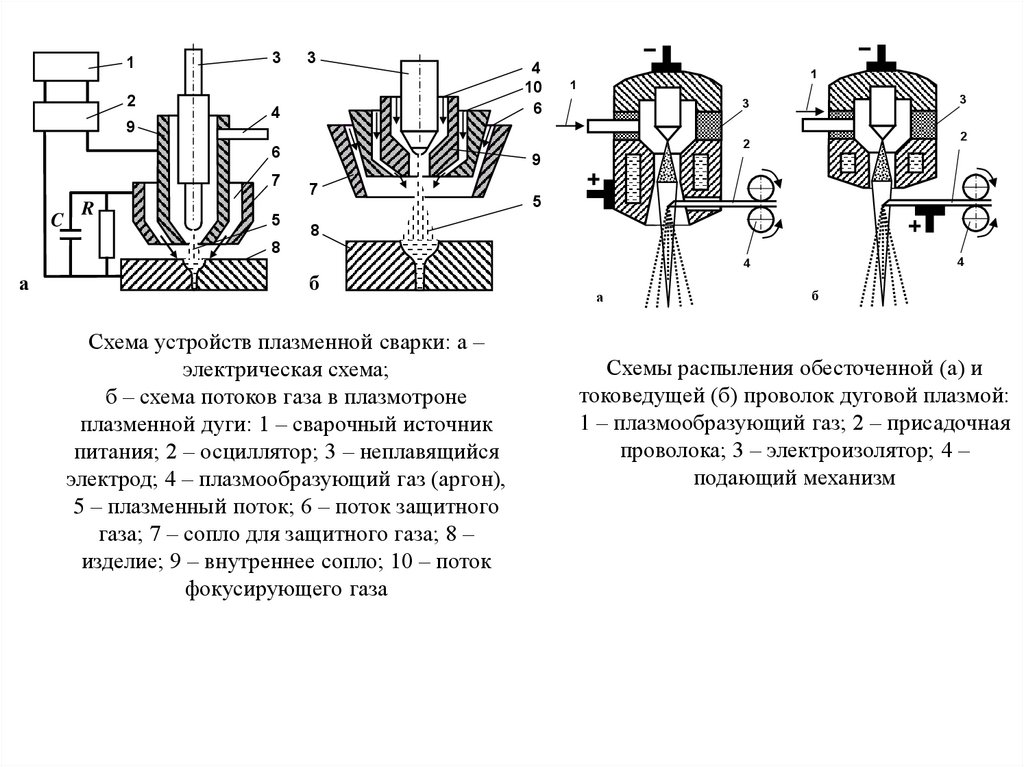
Схема устройств плазменной сварки: а –
электрическая схема;
б – схема потоков газа в плазмотроне
плазменной дуги: 1 – сварочный источник
питания; 2 – осциллятор; 3 – неплавящийся
электрод; 4 – плазмообразующий газ (аргон),
5 – плазменный поток; 6 – поток защитного
газа; 7 – сопло для защитного газа; 8 –
изделие; 9 – внутреннее сопло; 10 – поток
фокусирующего газа
а
б
Схемы распыления обесточенной (а) и
токоведущей (б) проволок дуговой плазмой:
1 – плазмообразующий газ; 2 – присадочная
проволока; 3 – электроизолятор; 4 –
подающий механизм
20.
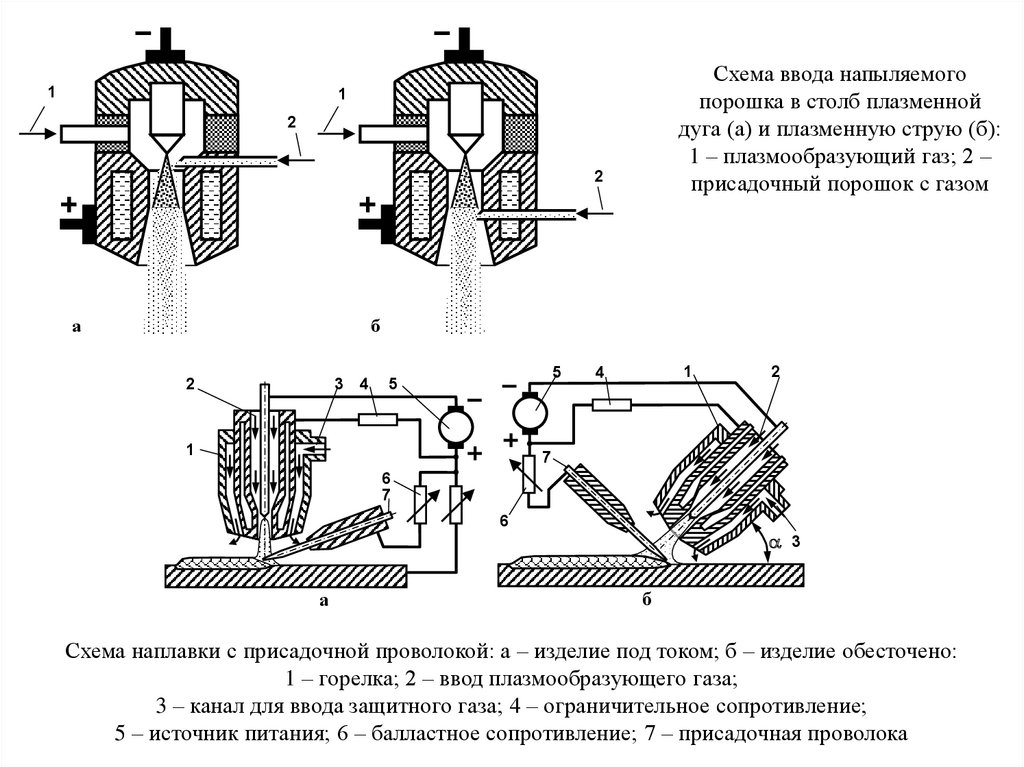
1Схема ввода напыляемого
порошка в столб плазменной
дуга (а) и плазменную струю (б):
1 – плазмообразующий газ; 2 –
присадочный порошок с газом
1
2
2
а
б
3 4
2
5
5
1
1
4
2
7
6
7
6
а
3
б
Схема наплавки с присадочной проволокой: а – изделие под током; б – изделие обесточено:
1 – горелка; 2 – ввод плазмообразующего газа;
3 – канал для ввода защитного газа; 4 – ограничительное сопротивление;
5 – источник питания; 6 – балластное сопротивление; 7 – присадочная проволока
21.
1110
13
9
12
14
15
4
4
6
1
2
3
8
7
5
3
2
1
5
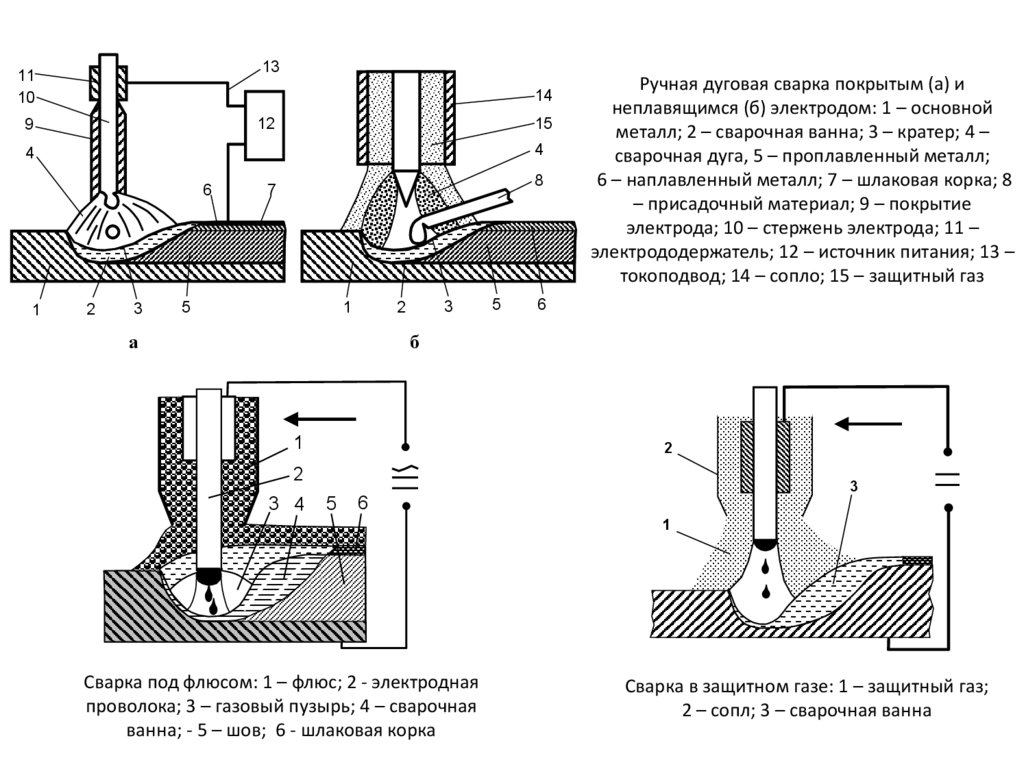
Ручная дуговая сварка покрытым (а) и
неплавящимся (б) электродом: 1 – основной
металл; 2 – сварочная ванна; 3 – кратер; 4 –
сварочная дуга, 5 – проплавленный металл;
6 – наплавленный металл; 7 – шлаковая корка; 8
– присадочный материал; 9 – покрытие
электрода; 10 – стержень электрода; 11 –
электрододержатель; 12 – источник питания; 13 –
токоподвод; 14 – сопло; 15 – защитный газ
6
б
а
1
2
2
3 4
3
5
6
1
Сварка под флюсом: 1 – флюс; 2 - электродная
проволока; 3 – газовый пузырь; 4 – сварочная
ванна; - 5 – шов; 6 - шлаковая корка
Сварка в защитном газе: 1 – защитный газ;
2 – сопл; 3 – сварочная ванна
22.
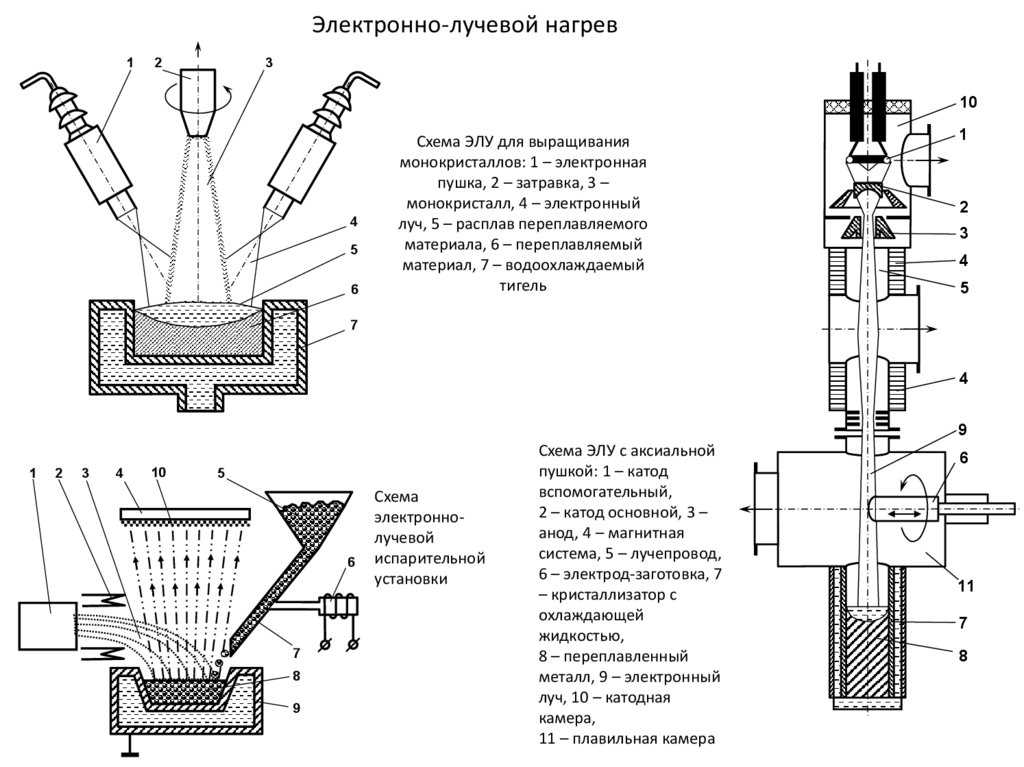
Электронно-лучевой нагрев1
2
3
10
4
5
6
Схема ЭЛУ для выращивания
монокристаллов: 1 – электронная
пушка, 2 – затравка, 3 –
монокристалл, 4 – электронный
луч, 5 – расплав переплавляемого
материала, 6 – переплавляемый
материал, 7 – водоохлаждаемый
тигель
1
2
3
4
5
7
4
9
1
2
3
4
10
5
6
6
7
8
9
Схема
электроннолучевой
испарительной
установки
Схема ЭЛУ с аксиальной
пушкой: 1 – катод
вспомогательный,
2 – катод основной, 3 –
анод, 4 – магнитная
система, 5 – лучепровод,
6 – электрод-заготовка, 7
– кристаллизатор с
охлаждающей
жидкостью,
8 – переплавленный
металл, 9 – электронный
луч, 10 – катодная
камера,
11 – плавильная камера
6
11
7
8
23.
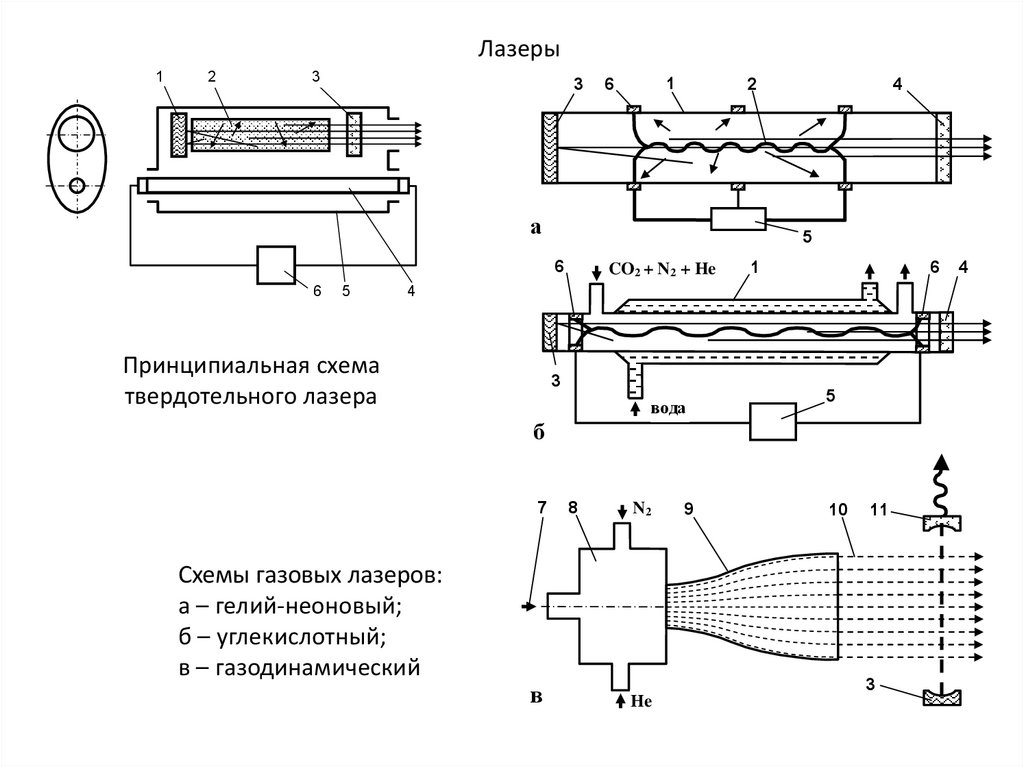
Лазеры1
2
3
3
1
6
2
а
5
6
6
5
4
CO2 + N2 + He
1
6
4
Принципиальная схема
твердотельного лазера
3
вода
5
б
7
8
N2
Схемы газовых лазеров:
а – гелий-неоновый;
б – углекислотный;
в – газодинамический
в
9
10
11
3
He
4
24.
Электроэрозионная обработка4
5
U
Т
U
tи
6
Um
7
I
8
2
tп
tи
9
1
а
Т
I
Im
3
tп
t
а
t
б
Импульсы напряжения и тока: U – напряжение на
электродах; 1 – ток в межэлектродном промежутке
б
Схема физических процессов в межэлектродном
промежутке при электроэрозионной обработке
1
1
Sпр
Sпр
Sпр
2 3
2 3
1
Электроискровая обработка
W=4-5Дж; f до 1,5*10*6 кГц; U=250В
Rа=1-2
а
1
б
Sпр
3
2
в
2 3
Sпр
1
г
2
3
д
Sпр
е
Схемы электроэрозионной обработки профилированным электродом: 1 – заготовка; 2 – электродинструмент; 3 – диэлектрическая жидкость; Sпp – направление подачи инструмента; методы прямого (а-г) и
обратного (д) копирования; е – прошивание отверстий с криволинейной осью
25.
Sпр3 1
1
в
б
а
1
Sпр
1 2
3
2
1
3 1
2
г
U
UC
2
3
2
3
Sпр
Sпр
2
Vи
Sпр
3
н
Gп
р
д
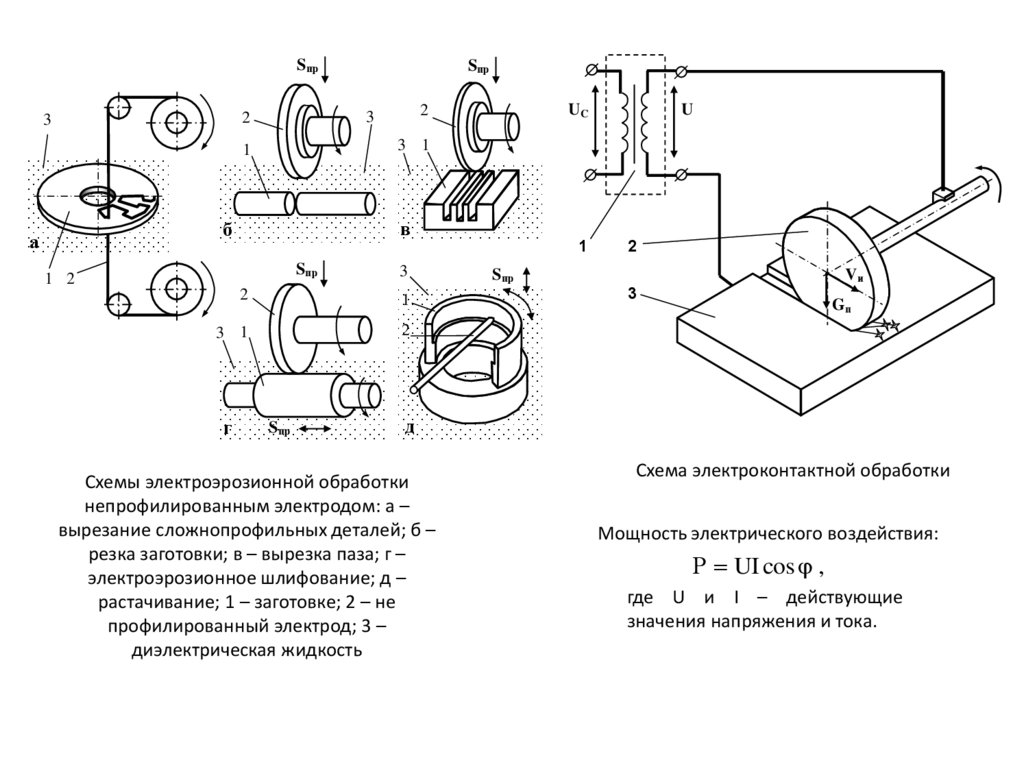
Схемы электроэрозионной обработки
непрофилированным электродом: а –
вырезание сложнопрофильных деталей; б –
резка заготовки; в – вырезка паза; г –
электроэрозионное шлифование; д –
растачивание; 1 – заготовке; 2 – не
профилированный электрод; 3 –
диэлектрическая жидкость
Схема электроконтактной обработки
Мощность электрического воздействия:
Р UI cos ,
где U и I – действующие
значения напряжения и тока.
26.
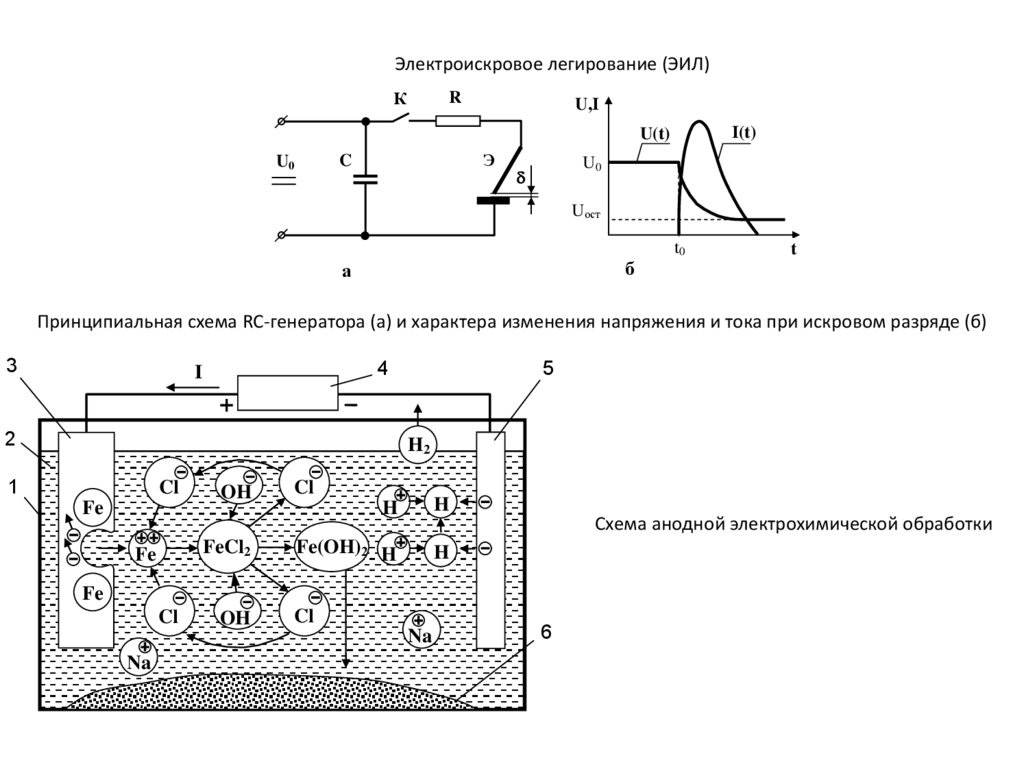
Электроискровое легирование (ЭИЛ)К
R
U,I
I(t)
U(t)
Э
C
U0
U0
Uост
б
а
t0
t
Принципиальная схема RC-генератора (а) и характера изменения напряжения и тока при искровом разряде (б)
3
4
I
2
5
H2
1
Cl
Fe
OH
FeCl2
Fe
Cl
H
H
Fe(OH)2 H
H
Схема анодной электрохимической обработки
Fe
Cl
OH
Cl
Na
Na
6
27.
28.
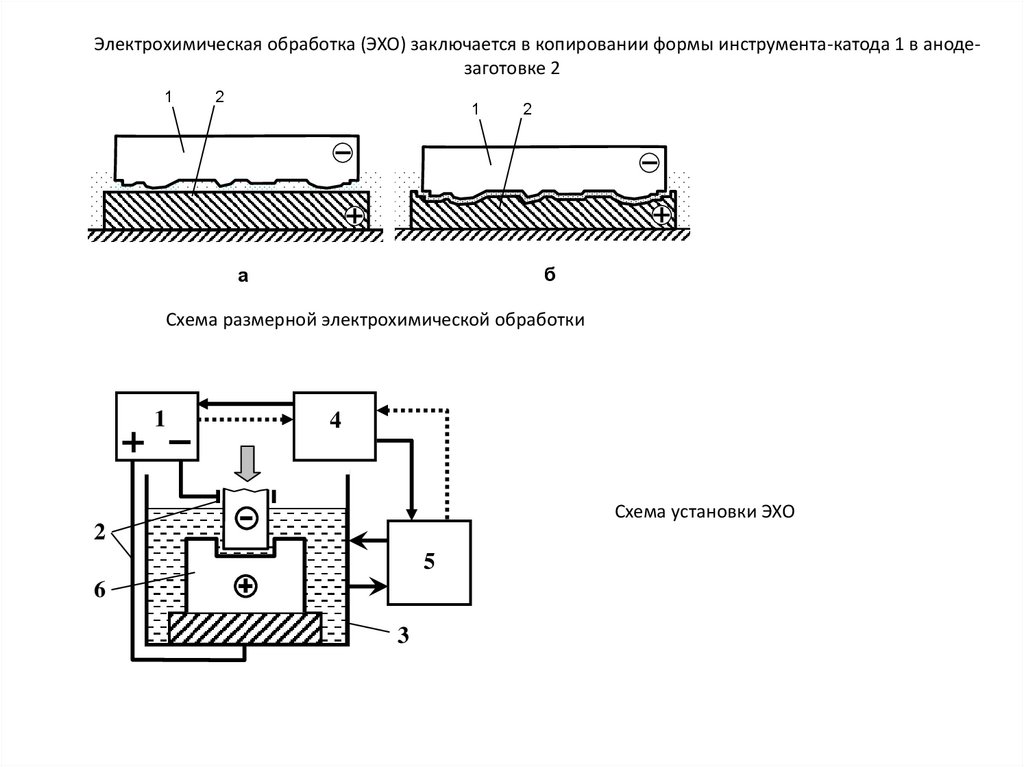
Электрохимическая обработка (ЭХО) заключается в копировании формы инструмента-катода 1 в анодезаготовке 21
2
1
2
б
а
Схема размерной электрохимической обработки
1
4
Схема установки ЭХО
2
5
6
3
29.
1Vи
Gтр
V
rкр
rкр
Vи
5
2
G
Vв
3
rкр
U
Rz max
amin
4
2
I
1
3
5
а
1
6
3
4
4
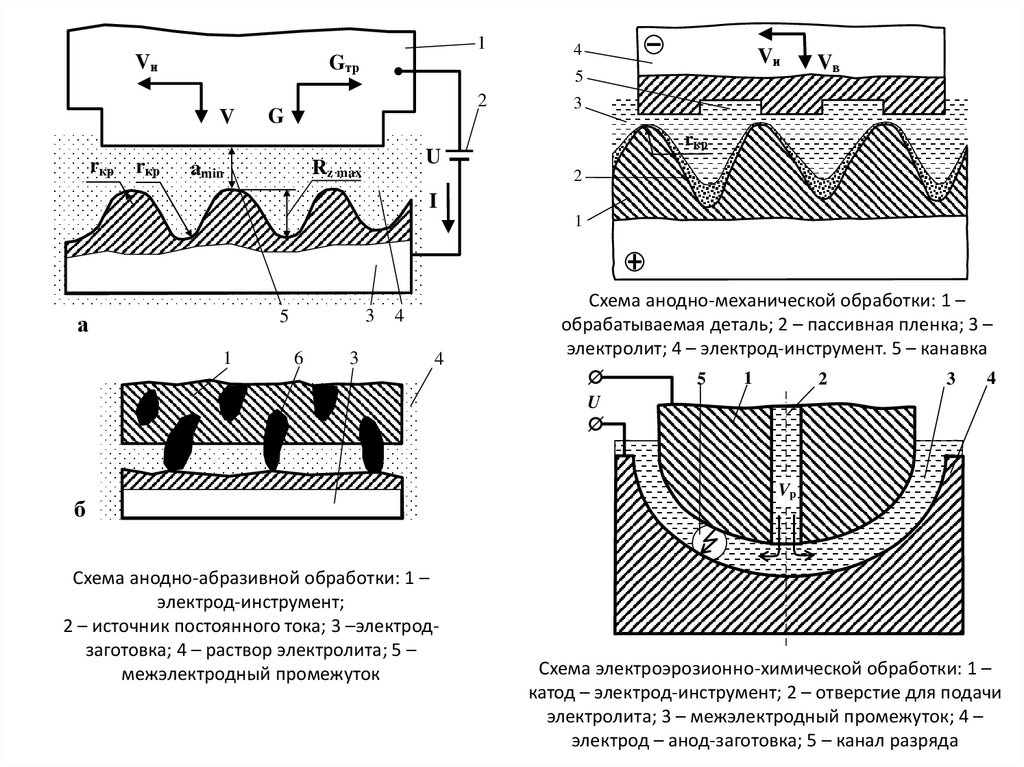
Схема анодно-механической обработки: 1 –
обрабатываемая деталь; 2 – пассивная пленка; 3 –
электролит; 4 – электрод-инструмент. 5 – канавка
5
1
2
3
4
U
б
Схема анодно-абразивной обработки: 1 –
электрод-инструмент;
2 – источник постоянного тока; 3 –электродзаготовка; 4 – раствор электролита; 5 –
межэлектродный промежуток
Vp
Схема электроэрозионно-химической обработки: 1 –
катод – электрод-инструмент; 2 – отверстие для подачи
электролита; 3 – межэлектродный промежуток; 4 –
электрод – анод-заготовка; 5 – канал разряда
30.
12
3
4 5
6
3 8
7
6
5
7
8
9
10
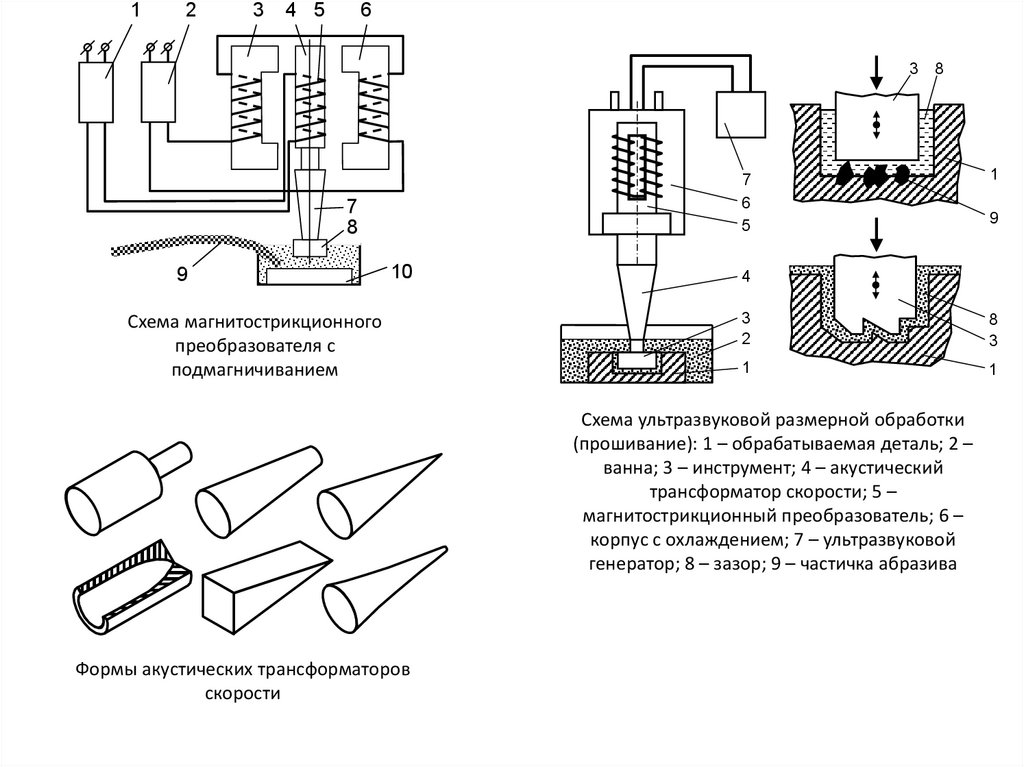
Схема магнитострикционного
преобразователя с
подмагничиванием
9
4
3
2
8
3
1
1
Схема ультразвуковой размерной обработки
(прошивание): 1 – обрабатываемая деталь; 2 –
ванна; 3 – инструмент; 4 – акустический
трансформатор скорости; 5 –
магнитострикционный преобразователь; 6 –
корпус с охлаждением; 7 – ультразвуковой
генератор; 8 – зазор; 9 – частичка абразива
Формы акустических трансформаторов
скорости
1
31.
12
3
4
Fм
5
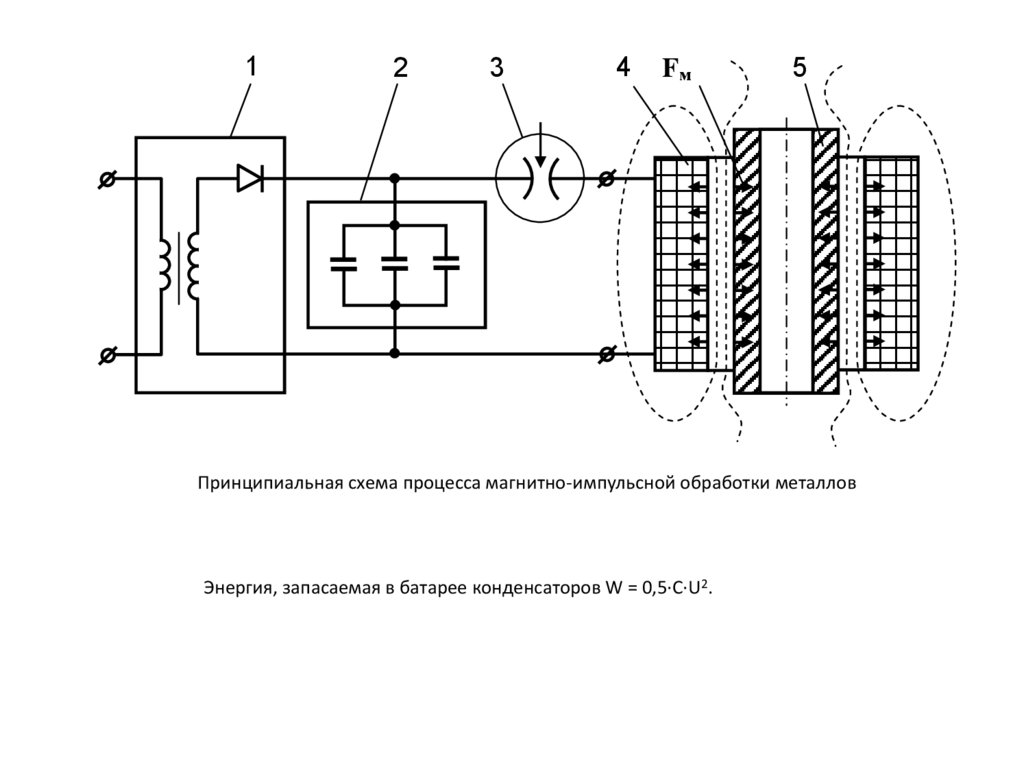
Принципиальная схема процесса магнитно-импульсной обработки металлов
Энергия, запасаемая в батарее конденсаторов W = 0,5∙C∙U2.
32.
U, кВ60
40
20
Э1
ИР
ИУВ
–1
З
–2
–3
0
1
I, кА
2
I, max
8
ГИТ
H2O
Д
Э2
опора
3
,мкс
T
4
0
–4
–8
,мкс
1
2
3
1
2
3
,мкс
1
2
3
,мкс
Р, МВт
80
40
0
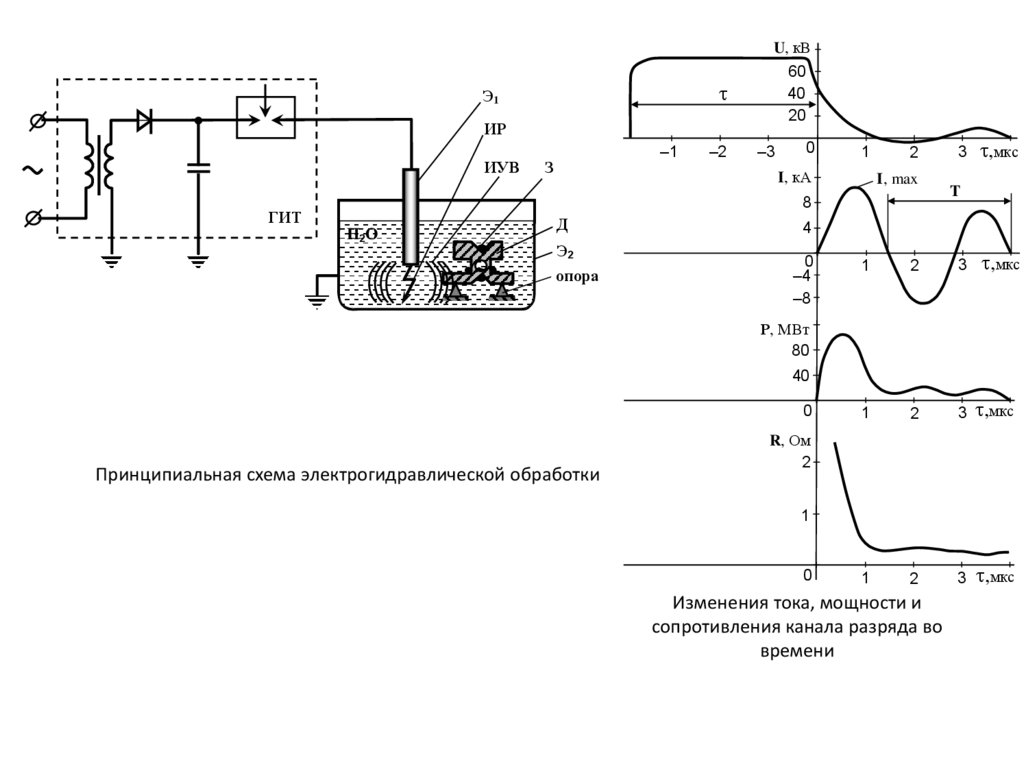
Принципиальная схема электрогидравлической обработки
R, Ом
2
1
0
Изменения тока, мощности и
сопротивления канала разряда во
времени
33.
Библиографический списокОсновная: Ленивкин В.А., Стрижаков Е.Л. Электротехнологические процессы и оборудование:
Учеб. пособие. Ростов-на-Дону: Издательский центр ДГТУ, 2007
Дополнительная: 1. Бирюков Б.Н. Электрофизические и электрохимические методы размерной
обработки. М.: Машиностроение, 1981. –128 с.
2. Бортничук Н.И., Крутянский М.М. Плазмено-дуговые плавильные печи. М.; Энергоиздат, 1981.
3. Донской А.В., Клубинский B.C. Электроплазменные процессы и установки в машиностроении. Л.:
Машиностроение, 1979.
4. Волхонский Л.А. Вакуумные дуговые печи. М.: Машиностроение. 1985.
5. Плазменная технология /Д.Г. Быховский, А.Я. Медведев, В.Н. Богданов и др. Л.: Лениздат, 1980. –
150 с.
6. Попилов Д.Я. Электрофизическая и электрохимическая обработка материалов: Справочник, 2-е
изд. М.: Машиностроение, 1982. –400 с.
7. Григорьяиц А.Г., Шиганов И.Н. Оборудование и технология лазерной обработки материалов. М.:
Высшая школа, 1990. –159 с.
8. Федоров Б.Ф. Лазеры - основы устройства и применение. М.: Машиностроение, 1988.
9. Холопов Ю.В. Оборудование для ультразвуковой сварки. Л.: Энергоатомиздат, 1985. –168 с.
10. Ширшов И.Г., Котиков В.Н. Плазменная резка. Л.: Машиностроение. 1987. –192 с.
11. Размерная электрическая обработка металлов / Под ред. А.В. Глазкова. М.: Высшая школа,
1978. –336 с.
12. Электрофизические и электрохимические методы обработки материалов: Учеб. пособие в 2-х
томах /Артамонов Б.А., Волков Ю.С., Дрожалова В.И. и др. T.I и П. М.:Высшая шкюла, 1983. –336 с.
13. Технология электрической сварки металлов и сплавов плавлением / Под ред. Б.Е. Патона.
М.:Маишностроение, 1974. –768 с.
14. Электрические промышленные печи. Ч.II. Дуговые печи и установки специального нагрева /
Под ред. А.Д. Свенанского. М.: Энергоиздат, 1981.
15. Фомин Н.И., ЗатуловскнЙ Л.М. Электрические печи и установки индукционного нагрева. М.:
Металлургия, 1981.
16. Дудин А.А. Магнито-импульсная сварка металлов. М.: Металлургия, 1979. –127 с.