














 Промышленность
ПромышленностьПохожие презентации:










Правка и гибка металла
1.
Правка и гибкаметалла
2.
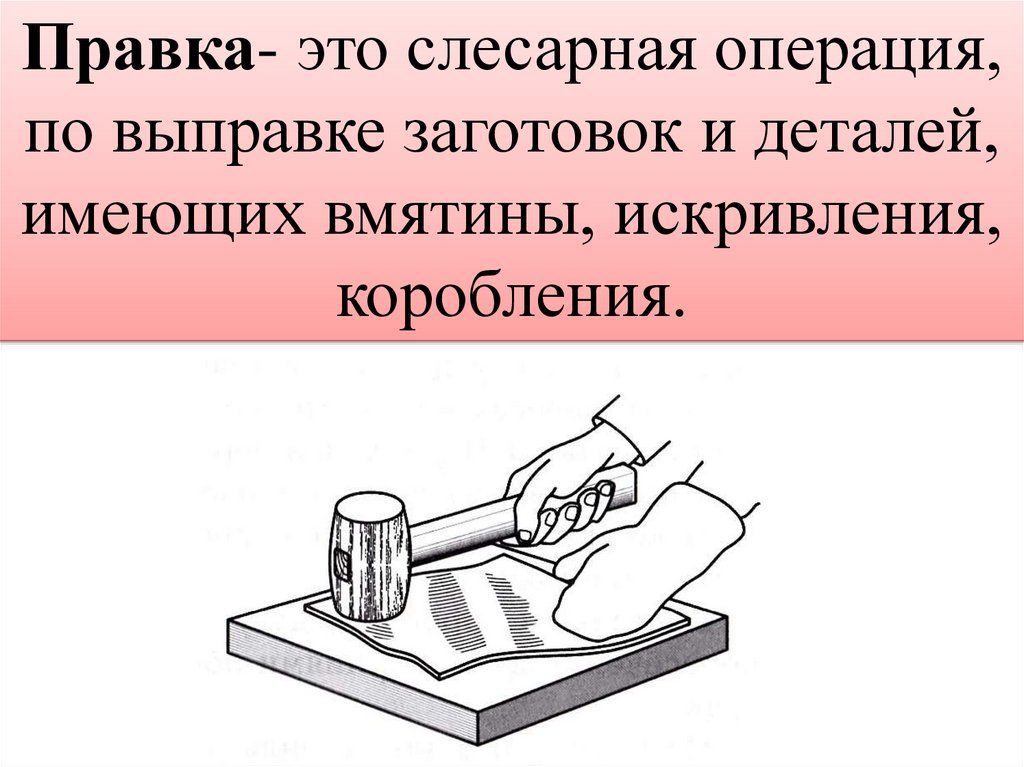
Правка- это слесарная операция,по выправке заготовок и деталей,
имеющих вмятины, искривления,
коробления.
3.
Металл подвергается правке вхолодном и горячем состоянии.
Выбор способа правки определяется
величиной прогиба, размерами
детали и материалом.
4.
Ручную правку заготовок из листавыполняют на чугунной или стальной
плите специальными молотками со
сферическим бойком;
5.
заготовки из тонкого листа правятмолотками со вставным бойком из
мягкого металла или деревянным
молотком — киянкой.
6.
Правке подвергаются только пластичныематериалы - сталь, медь, алюминий и их
деформируемые сплавы.
Правка бывает ручная и машинная.
7.
При ручной правке листовых заготовок идеталей применяют стальные или
чугунные правильные плиты или
наковальни
8.
Машинная правка производится наручных и приводных трехвалках, на
приводных пневматических молотах и
на прессах.
9.
Правка производится путем нанесенияударов стальными молотками или
молотками из мягкого материала по
определенным местам, соразмеряя силу
ударов с величиной выпуклости и с
толщиной выправляемого изделия.
Боек молотка должен ложиться на лист
ровно, без перекоса. Молоток следует
держать за конец ручки и для удара
пользоваться только кистью руки.
10.
Ни в коем случае нельзя наносить ударынепосредственно по выпуклостям, так
как выпуклости будут не уменьшаться, а
увеличиваться.
11.
Гибка полосовой сталиПроцессом гибки называют слесарную
операцию, с помощью которой заготовка
из металла при деформации принимает
требуемую пространственную форму.
12.
Ручную гибку производят в тисках спомощью слесарного молотка и
различных приспособлений.
Последовательность выполнения гибки
зависит от размеров контура и
материала заготовки.
13.
Гибку тонкого листового металлапроизводят киянкой. При использовании
длягибки металлов различных оправок
их форма должна соответствовать форме
профиля детали с учетом
деформации металла.
14.
В тех случаях, когда требуется изогнутьстальную полосу на ребро, используется
роликовое приспособление.
15.
Расчет длины заготовки выполняютпо чертежу с учетом радиусов всех
изгибов.
Для деталей, изгибаемых под
прямым углом без закруглений с
внутренней стороны, припуск
заготовки на изгиб должен
составлять от 0,6 до 0,8 толщины
металла.
16.
Впроизводственных
условиях гибка
металла
выполняется на
гибочных и
растяжных
машинах
различных
конструкций.