 Экономика
ЭкономикаПохожие презентации:










Виды движения предметов труда
1.
ГОБПОУ “Липецкий машиностроительный колледжПМ03 МДК.02.01
“Планирование и организация работы структурного подразделения”
Раздел 2 : Планирования работы структурного подразделения
ТЕМА: “Виды движения
предметов труда в
процессе производства”
2.
План1. Формы организации производства
2. Методы организации производства.
3. Виды движения предметов труда в процессе производства
4. Принципы организации производственного процесса
3.
ВВЕДЕНИЕОрганизация производства комплекс мероприятий по
эффективному сочетанию живого труда с материальными
элементами производства при конкретных социальноэкономических условиях.
В рамках отраслей промышленности организации производства
проявляется в его концентрации, выборе и обосновании
рациональных размеров предприятий, в их специализации,
кооперировании, комбинировании и размещении.
Концентрация, специализация, кооперирование и
комбинирование представляют собой формы отраслевой
организации производства, а размещение территориальной. Все
формы организации производства взаимосвязаны.
4.
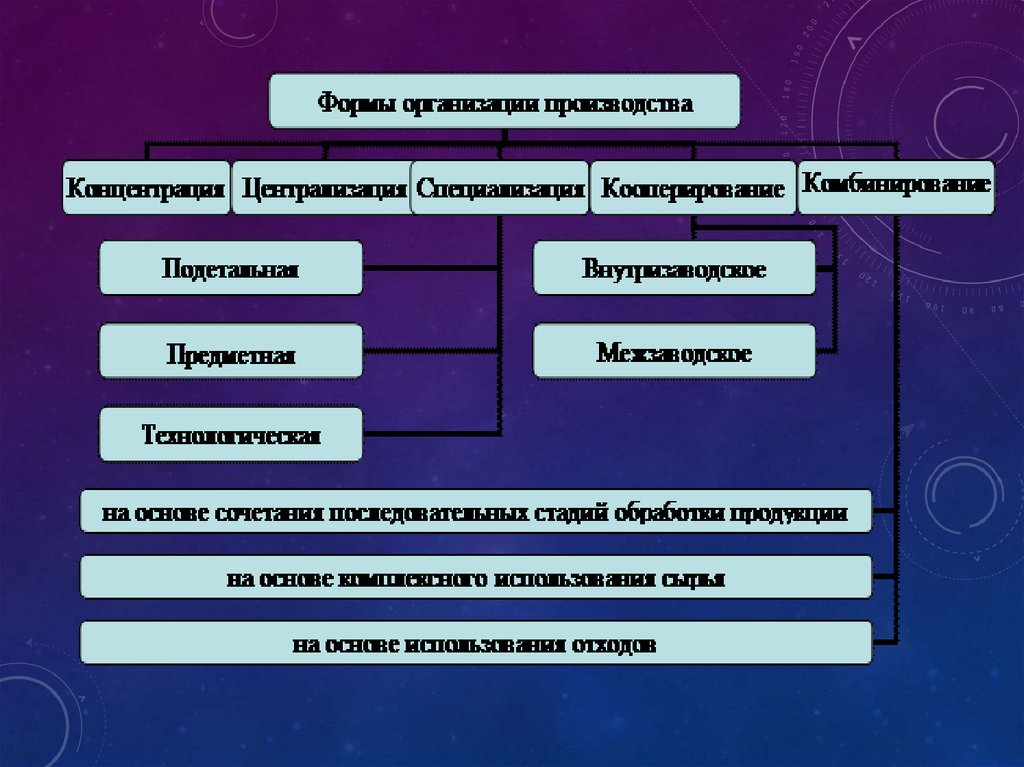
Формы организации производстваК ФОРМАМ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ОТНОСЯТСЯ
СПЕЦИАЛИЗАЦИЯ, КООПЕРИРОВАНИЕ И КОМБИНИРОВАНИЕ.
КОНЦЕНТРАЦИЯ,
КОНЦЕНТРАЦИЯ ПРЕДСТАВЛЯЕТ СОБОЙ ПРОЦЕСС СОСРЕДОТОЧЕНИЯ ИЗГОТОВЛЕНИЯ
ПРОДУКЦИИ НА ПРЕДПРИЯТИЯХ И В ЕГО ПРОИЗВОДСТВЕННЫХ ПОДРАЗДЕЛЕНИЯХ.
ДЛЯ ОЦЕНКИ УРОВНЯ СПЕЦИАЛИЗАЦИИ ПРЕДПРИЯТИЙ И ЕГО ПОДРАЗДЕЛЕНИЙ
ИСПОЛЬЗУЮТСЯ СЛЕДУЮЩИЕ ПОКАЗАТЕЛИ:
УДЕЛЬНЫЙ ВЕС ОСНОВНОЙ
ПРОИЗВОДСТВА;
(ПРОФИЛЬНОЙ)
ПРОДУКЦИИ В
ОБЩЕМ ОБЪЕМЕ
КОЛИЧЕСТВО ГРУПП, ВИДОВ, ТИПОВ ИЗДЕЛИЙ, ВЫПУСКАЕМЫХ ПРЕДПРИЯТИЕМ;
ДОЛЯ СПЕЦИАЛИЗИРОВАННОГО ОБОРУДОВАНИЯ В ОБЩЕМ ЕГО ПАРКЕ;
ЧИСЛО НАИМЕНОВАНИЙ ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ НА ЕДИНИЦЕ ОБОРУДОВАНИЯ;
КОЛИЧЕСТВО ОПЕРАЦИЙ, ВЫПОЛНЯЕМЫХ НА ОБОРУДОВАНИИ, И ДР.
КОМБИНИРОВАНИЕ ПРЕДСТАВЛЯЕТ СОБОЙ СОЕДИНЕНИЕ В ОДНОМ ПРЕДПРИЯТИИ
РАЗЛИЧНЫХ ПРОИЗВОДСТВ, ИНОГДА ДАЖЕ РАЗНООТРАСЛЕВЫХ, НО ТЕСНО
СВЯЗАННЫХ МЕЖДУ СОБОЙ. ПОКАЗАТЕЛЯМИ, ХАРАКТЕРИЗУЮЩИМИ УРОВЕНЬ
КОМБИНИРОВАНИЯ, ЯВЛЯЮТСЯ:
КОЛИЧЕСТВО И СТОИМОСТЬ ПРОДУКТОВ, ПОЛУЧАЕМЫХ ИЗ ПЕРЕРАБАТЫВАЕМОГО
НА КОМБИНАТЕ ИСХОДНОГО СЫРЬЯ;
УДЕЛЬНЫЙ ВЕС СЫРЬЯ И ПОЛУФАБРИКАТОВ, ПЕРЕРАБАТЫВАЕМЫХ В ПОСЛЕДУЮЩИЙ
ПРОДУКТ НА МЕСТЕ ИХ ПОЛУЧЕНИЯ (НАПРИМЕР, ЧУГУНА В СТАЛЬ, СТАЛИ В
ПРОКАТ);
УДЕЛЬНЫЙ ВЕС ПОБОЧНОЙ ПРОДУКЦИИ В ОБЩЕМ ОБЪЕМЕ ПРОДУКЦИИ КОМБИНАТА
И ДР.
5.
6.
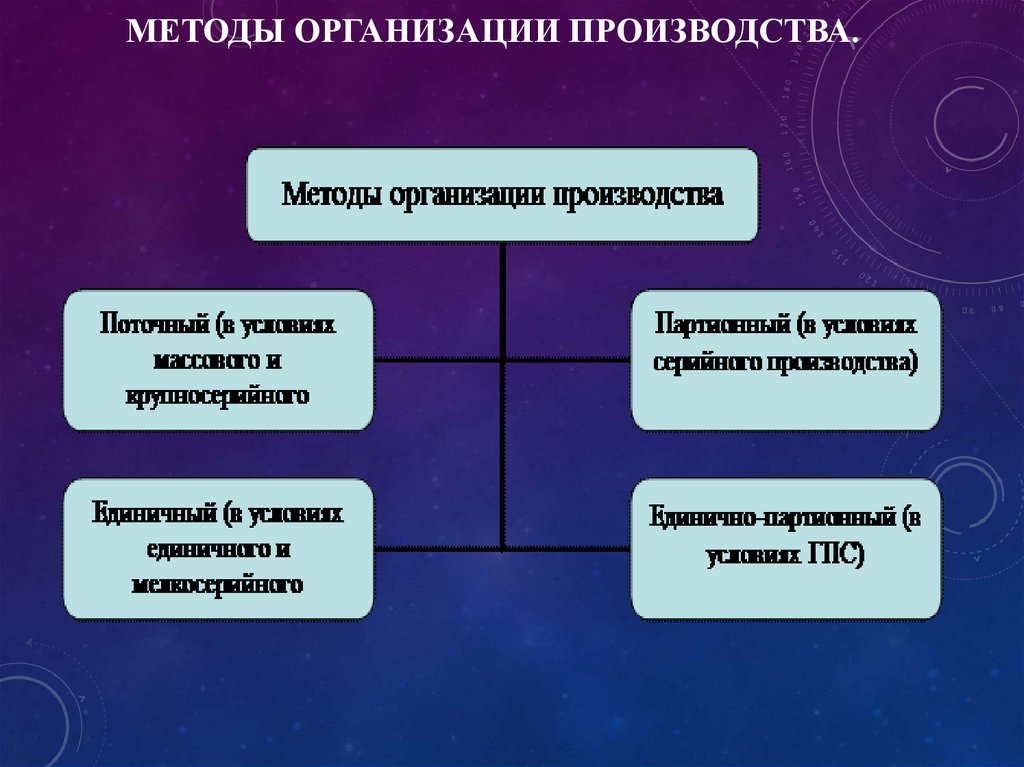
МЕТОДЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА.7.
Поточный метод.Поточный метод характеризуется:
- глубоким расчленением производственного процесса на операции;
- четкой специализацией рабочих мест на выполнении определенных
операций;
- параллельным выполнением операций на всех рабочих местах;
- расположением оборудования по ходу технологического процесса;
- высоким уровнем непрерывности производственного процесса,
достигаемым обеспечением равенства или кратности продолжительности
операций такту потока. Такт - промежуток времени между двумя очередными
изделиями, сходящими с последней операции поточной линии. Величина, обратная такту, называется ритмом поточной линии;
- наличием специального межоперационного транспорта для передачи
предметов труда с операции на операцию.
8.
Партионный метод.Партионный метод характеризуется:
• одновременная обработка продукции нескольких наименований;
• закрепление за каждым рабочим местом нескольких операций;
• широкое применение универсального оборудования наряду со
специализированным;
• использование высококвалифицированных кадров широкой
специализации;
• преимущественное расположение оборудования по группам
однотипных станков.
9.
ЕДИНИЧНОГО МЕТОДА.Единичный метод характеризуется:
• большая неповторяющаяся номенклатура продукции;
• использование универсального оборудования и специальной
оснастки;
• расположение оборудования по группам однотипных станков;
• разработка укрупненной технологии;
• использование рабочих с широкой специализацией высокой
квалификации;
• значительный удельный вес работ с использованием ручного труда;
• сложная система организации материально-технического
обеспечения, создающая большие запасы незавершенного
производства, а также складские запасы.
10.
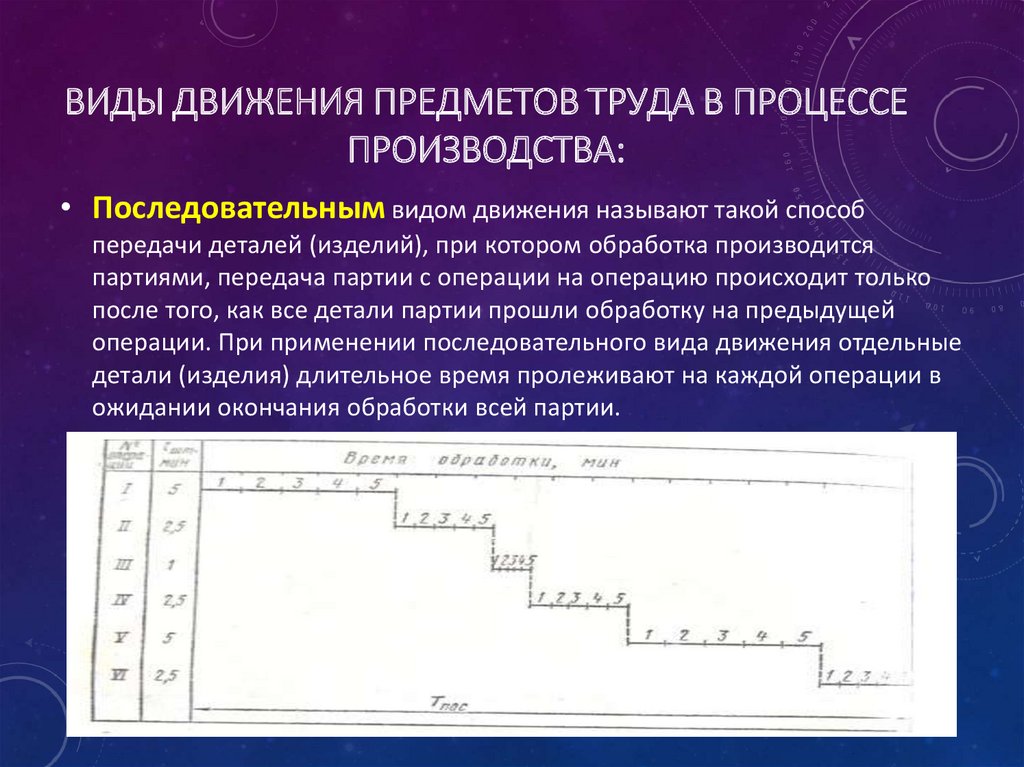
ВИДЫ ДВИЖЕНИЯ ПРЕДМЕТОВ ТРУДА В ПРОЦЕССЕПРОИЗВОДСТВА:
• Последовательным видом движения называют такой способ
передачи деталей (изделий), при котором обработка производится
партиями, передача партии с операции на операцию происходит только
после того, как все детали партии прошли обработку на предыдущей
операции. При применении последовательного вида движения отдельные
детали (изделия) длительное время пролеживают на каждой операции в
ожидании окончания обработки всей партии.
11.
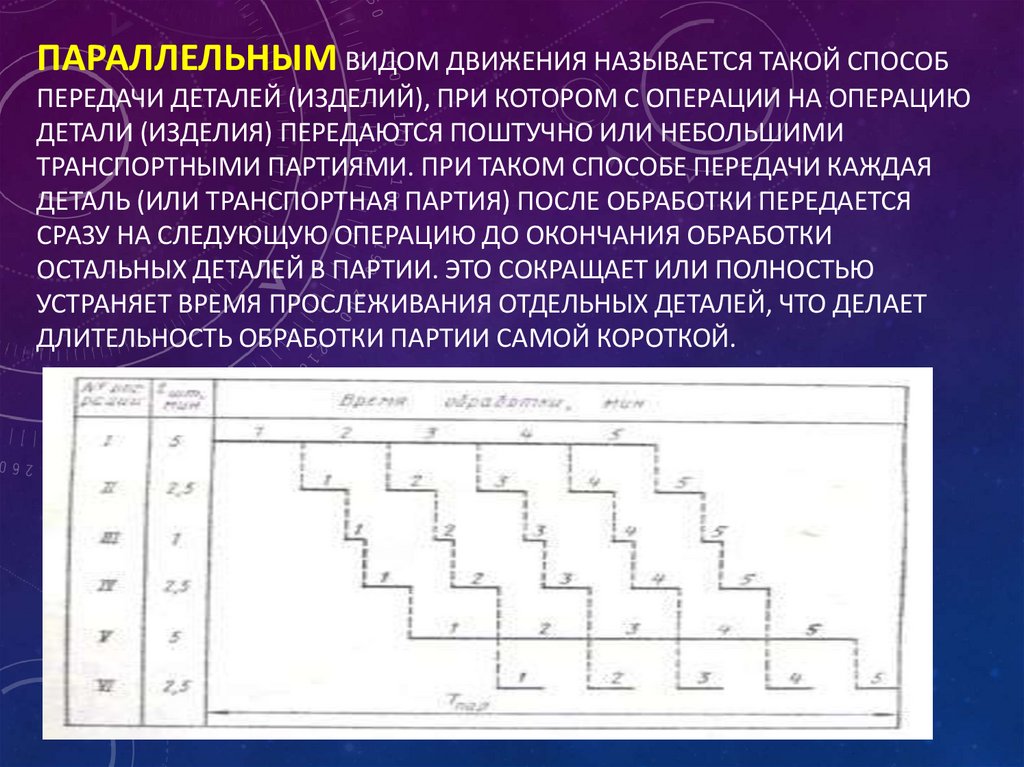
ПАРАЛЛЕЛЬНЫМ ВИДОМ ДВИЖЕНИЯ НАЗЫВАЕТСЯ ТАКОЙ СПОСОБПЕРЕДАЧИ ДЕТАЛЕЙ (ИЗДЕЛИЙ), ПРИ КОТОРОМ С ОПЕРАЦИИ НА ОПЕРАЦИЮ
ДЕТАЛИ (ИЗДЕЛИЯ) ПЕРЕДАЮТСЯ ПОШТУЧНО ИЛИ НЕБОЛЬШИМИ
ТРАНСПОРТНЫМИ ПАРТИЯМИ. ПРИ ТАКОМ СПОСОБЕ ПЕРЕДАЧИ КАЖДАЯ
ДЕТАЛЬ (ИЛИ ТРАНСПОРТНАЯ ПАРТИЯ) ПОСЛЕ ОБРАБОТКИ ПЕРЕДАЕТСЯ
СРАЗУ НА СЛЕДУЮЩУЮ ОПЕРАЦИЮ ДО ОКОНЧАНИЯ ОБРАБОТКИ
ОСТАЛЬНЫХ ДЕТАЛЕЙ В ПАРТИИ. ЭТО СОКРАЩАЕТ ИЛИ ПОЛНОСТЬЮ
УСТРАНЯЕТ ВРЕМЯ ПРОСЛЕЖИВАНИЯ ОТДЕЛЬНЫХ ДЕТАЛЕЙ, ЧТО ДЕЛАЕТ
ДЛИТЕЛЬНОСТЬ ОБРАБОТКИ ПАРТИИ САМОЙ КОРОТКОЙ.
12.
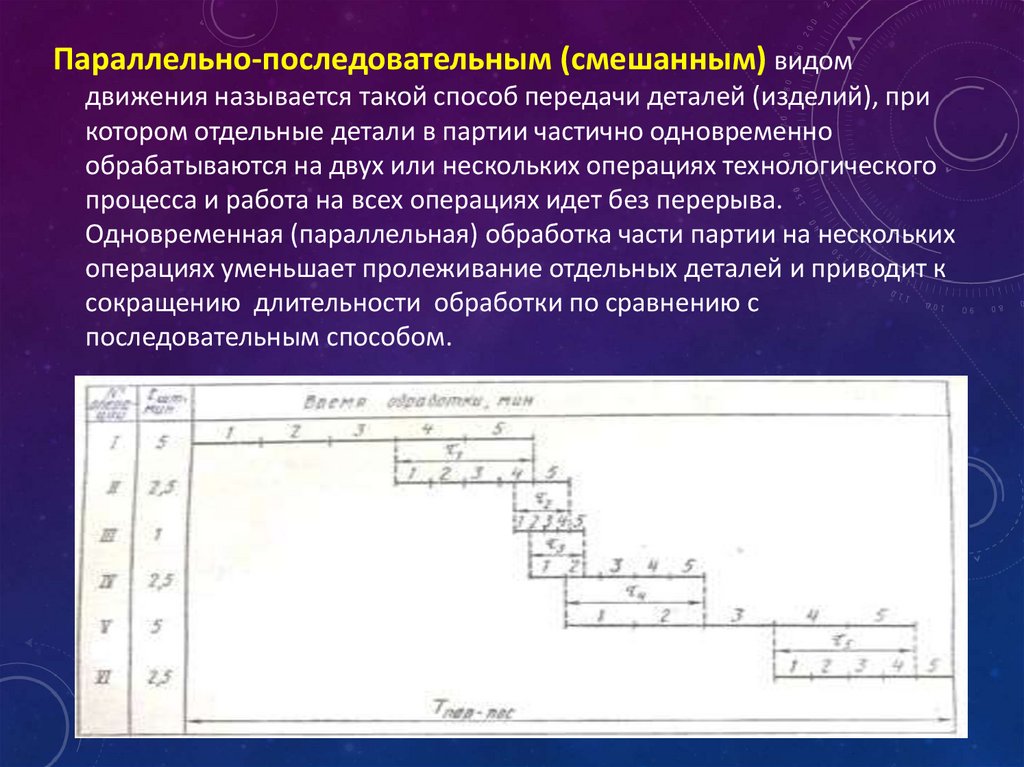
Параллельно-последовательным (смешанным) видомдвижения называется такой способ передачи деталей (изделий), при
котором отдельные детали в партии частично одновременно
обрабатываются на двух или нескольких операциях технологического
процесса и работа на всех операциях идет без перерыва.
Одновременная (параллельная) обработка части партии на нескольких
операциях уменьшает пролеживание отдельных деталей и приводит к
сокращению длительности обработки по сравнению с
последовательным способом.
13.
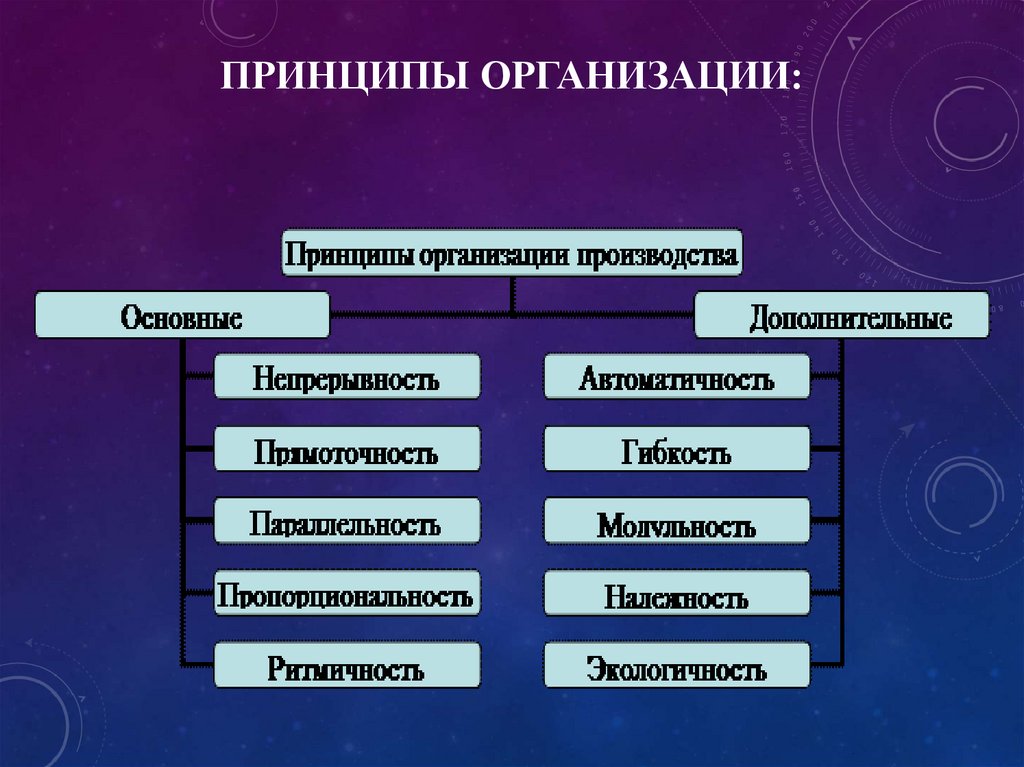
ПРИНЦИПЫ ОРГАНИЗАЦИИ:14.
ЗАКЛЮЧЕНИЕАнализ особенностей видов движения предметов труда позволяет сделать следующие
выводы:
• во-первых, уровень параллельности, непрерывности и величина технологического
цикла существенно зависят от вида движения предметов труда в производственном
процессе;
• во-вторых, в условиях наличия несинхронизированных операций все виды
движения предметов труда не обеспечивают минимальной длительности
технологического цикла, а следовательно, имеют большие резервы рациональности;
• в-третьих, увеличение размера партии обрабатываемых деталей особенно
целесообразно при параллельном виде движения предметов труда, так как при этом
технологический цикл увеличивается медленнее, чем размер партии;
• в-четвертых, изменение норм времени по операциям значительно влияет на
длительность технологического цикла, однако это влияние при различных видах
движения партии деталей экономически противоречиво. Так, сокращение
трудоемкости коротких операций при параллельно-последовательном движении
предметов труда повышает производительность труда (выработку) на этих
операциях, но в то же время вызывает потери на производстве из-за удлинения
технологического цикла вследствие увеличения прослеживания деталей на рабочих
местах, где трудоемкость выполнения операций более высокая.