




































 Механика
МеханикаПохожие презентации:










Инструмент, применяемый в слесарном деле
1.
Тема 1.3 Инструмент,применяемый в слесарном
деле
2.
Ударный инструмент• В качестве ударного инструмента при рубке металла и при слесарно-монтажных работах
применяются слесарные молотки. Они бывают двух типов: с круглым бойком и
квадратным
3.
• Молоток состоит из рабочих частей (бойка и носка), а также средней части с отверстием подрукоятку. Изготавливают молотки из стали марок У7, 50, 40X. Боек и носок закаливают с
последующим отпуском до твердости НRС 50…56. Сердцевина молотка должна оставаться
вязкой и незакаленной.
• Основной характеристикой молотка является его масса
4.
• Отверстие под рукоятку имеет овальную форму, расширяющуюся к выходу в обе стороны.Это обеспечивает надежное крепление молотка на рукоятке. Располагается отверстие так,
чтобы его центр был к носку ближе, чем центр тяжести молотка. Это обеспечивает большую
устойчивость и лучшее использование массы при ударе.
• Молотки насаживают на деревянные рукоятки из твердых и упругих пород деревьев (кизил,
граб, клен, рябина, ясень, береза). Рукоятка имеет овальное сечение, увеличивающееся к
концу, и должна иметь гладкую, отполированную поверхность. Закрепляется молоток
деревянными или металлическими клиньями. Рекомендуется следующая длина ручки: 200
мм для молотка массой 50 г, 250 — для молотка массой 100 и 200 г, 320 — для молотка
массой 400 и 500 г, 360 — для молотка массой 600 и 800 г и 400 мм для молотка массой 1000
г.
5.
Основные виды ударного кузнечногоинструмента
• К виду ударного инструмента относятся кувалды (боевые молоты) и ручники
(кузнечные молотки). С помощью первых выполняют основную работу деформации
металла, вторые применяют для нанесения слабых ударов и управления мощными
ударами молотобойца.
• При ковке используют три типа кувалд: тупоносые, остроносые продольные и
остроносые поперечные. В соответствии с ГОСТ 11401—75 и 11402—75 кувалды
изготовляют ковкой из стали 50; их рабочие поверхности обрабатывают на
металлорежущих станках до получения шероховатости Rz 800. Рабочие части
кувалд термически обрабатывают до твердости НRC3 48 ... 52 глубиной до 30 мм.
Тупоносые кувалды имеют длину L, равную 128 . . . 205 мм, а массу — 2 ... 16 кг; у
остроносых длина составляет 168 . . . 212 мм, а масса — 3 ... 8 кг.
6.
7.
• Рукоятки для кувалд изготовляют длиной 750 . . . 900 мм из тонкослойнойдревесины граба, клена, кизила, рябины или комлевой част березы с
незначительным утолщением свободного конца. Насадочное отверстие для
рукоятки должно иметь расширение от середины к наружным поверхностям
с уклоном не более 1:10. Такая форма отверстия обеспечивает расклинивание
рукоятки в кувалде и повышает надежность ее закрепления.
• Ручники (рис. 5.2, б) служат кузнецу для указания молотобойцу места и
силы удара, а также для подачи команд о начале и конце ковки и темпе
нанесения ударов. Поскольку ручники используют также для выполнения
мелких работ, они имеют несколько разновидностей: молоток-ручник 4 с
шарообразным задком, ручники с поперечным 5 и продольным 6 задками.
Изготовляют ручники из стали У7 массой 0,5 ... 1,5 кг. Рукоятки для них
изготовляют длиной 350 . . .600 мм из березы, клена, ясеня или рябины; они
должны быть гладкими и без трещин.
8.
Слесарно-монтажный инструмент• Слесарно-монтажным инвентарем является набор приспособлений, главное предназначение
которых, ручная обработка материалов различного типа, ремонт либо сборка разного рода
деталей, механизмов.
• Основные виды:
1.
Ударный инструмент - Основным ударным приспособлением при работе является молоток в паре
с ним применяются ударные приспособления:
- Керны применяются в качестве разметки различных поверхностей для последующей резки или
сверления;
- Зубило используют, чтобы рубить метал, другие виды материалов;
- Крейцмейсель используется при вырубании канавок, шпоночных пазов. В отличие от зубила, у
этого инструмента более узкая режущая кромка;
- Бородок позволяет размечать поверхность металла, вырубать отверстия.
9.
2. Зажимный инструмент - главное назначение зажимных инструментов является, удержаниеобрабатываемого материала, деталей, приспособлений. Основным типом этих приспособлений
считается шарнирно-губцевый механизм действия. К этому виду инвентаря относятся:
- Плоскогубцы применяются с целью удержания и сгибания. Некоторые виды оснащены режущими
частями. Рабочая часть плоскогубцев изготовлена из губок с насечками на внутренней стороне,
обеспечивая больший момент удержания.
- Пассатижи применяются для резки провода. Они оснащены 2 заостренными губками;
- Клещи применяются при выдергивании гвоздей, выравнивания вбитых гвоздей, шурупов.
- Тиски применяются для зажима обрабатываемого материала. Тисками очень удобно пользоваться
при сверлении, отпиливании, заточке различного рода деталей. Эти действия становятся более
безопасными и точными.
Большая часть зажимных инструментов (плоскогубцы, кусачки, пассатижи) применяются в
электромонтажных работах. Они оснащаются прорезиненными, пластиковыми диэлектрическими
рукоятками.
10.
3.Инструмент для нарезки резьбы – применяеся целью надежного сочленения металлических деталей
применяются резьбовые крепления. Резьба нарезается как на внутреннюю поверхность деталей, так
на внешнюю. Для нарезания резьбы применяются следующие инструменты:
- Метчиком нарезается внутренняя резьба. Он представляет собой металлический стержень
высокой закалки с зазубринами на одной из сторон стержня. Метчики бывают нескольких видов:
метрические, дюймовые, трубные, трапецеидальные. Метрические и дюймовые выпускаются парами
либо тройками. Первым считается черновой метчик, с его помощью изготавливается основная резьба.
Второй чистовой, выполняет точную резьбу. Третий калибровочный метчик, он калибрует резьбу
высокой точности. Вращения метчиков осуществляется воротком. Он может быть регулируемым и не
регулированным, часто оснащен трещоточным механизмом.
- При изготовлении внешней резьбы применяется плашка либо клуппа. Плашка похожа на гайку с
отверстиями вывода стружки. Плашка не регулируется по размеру. Клуппа оснащена раздельными
губками с зазубринами. По сравнению с плашкой, клуппа делает более точную резьбу. Для вращения
плашек, клупп используются обычные или трещоточные рукоятки.
11.
4.Инструмент для механической обработки
К этому типу слесарных приспособлений относятся разного рода напильники. Состоит напильник из
ручки и металлической поверхности с шероховатой насечкой. Они отличаются по форме: плоские,
треугольные, квадратные, полукруглые, круглые. От формы напильника зависит форма обработки
материала. А от насечки, качество обработки. Чем больше величина насечки, тем больше материала
стачивается за один проход. Напильники могут быть плотницкие. Они отличаются круглыми насечками
рабочей поверхности. Механическую обработку также выполняют надфили. Надфиль-это уменьшенная
копия напильника. Применяется для обработки мелких деталей, материалов.
12.
5.Инструмент для резки металла
Главным инструментом, режущим металл, является ножовка. Она представляет собой раму с ручкой и
режущее полотно. Режущее полотно сменное. Бывает 2 видов: с крупными зубьями для резки мягких
материалов, с мелкими зубьями для резки жестких материалов.
При работе с металлом часто используются ножницы. Они похожи на обычные канцелярские
ножницы, но более большие по размерам, из закаленной стали. Этими ножницами нарезается листовое
железо, проволока, мелкие гвозди.
13.
6.Инструмент для сверления
• Для высверливания отверстий применяются следующие виды инструментов:
- Сверла применяют при проделывании отверстий различного диаметра в разных видах поверхностей.
Различаются обычные сверла для работы с мягкими материалами: железо, дерево, пластик. Для
сверления твердых поверхностей применяют победитовые сверла с алмазными наконечниками.
- Развертки проделывают конусные, цилиндрические отверстия;
- Зенковка обрабатывает готовые отверстия под головку болта, шурупа. С помощью зенковки
выполняется фаска или углубление;
- Зенкеры увеличивают диаметры готовых отверстий.
14.
7.Измерительные инструменты
• Эти инструменты предназначены для замера поверхности или разного рода величин. Измерительные
инструменты бывают нескольких типов, но к слесарным относятся 2 основных:
1. Слесарно-монтажный инвентарь для измерения метрических величин. Метрические величины можно
измерять на ровных поверхностях при помощи рулетки, линейки, штангенциркуля. Глубина
измеряется- глубиномером. Различные метрические величины измеряются щупами, угломерами,
уровнями.
2. Электро измерительные приборы измеряют электрические величины. Они бывают стрелочными,
электронными, светодиодными. К ним относятся тестеры напряжения, измерители мощности тока,
величины тока. Часто выпускаются измерительные приборы универсальные. С их помощью можно
измерить все виды электрических величин
15.
8.Ключи слесарные
Слесарно-монтажный ключ представляет собой прямую металлическую поверхность-рукоятку. На обоих
концах этой рукоятки расположены рабочие профили в виде U образного зева. Эти зева предназначены
для захвата, удержания головок болтов либо гаек. Зева изогнуты на 30 градусов по отношению к
рукоятке. Это обеспечивает удобство во время вращения.
9. Ключи шестигранные
Этот вид ключей представляет собой изогнутый металлический стержень шестигранной формы.
10. Головки торцевые
Этот вид ключей представляет собой рукоятку в форме буквы Г или Т с шестигранным углублением
с одного конца. Главной особенностью такого ключа, является сменный крутящий момент с
величиной углубления.
16.
Гаечные ключи• Виды ключей:
1. Разводной ключ - Основное преимущество этого вида заключается в возможности захватить
различные модификации крепежных элементов, даже нестандартные.
2. Рожковый ключ - Это самая распространенная классическая форма ручного инструмента. Название
«рожковый», он заслужил потому, что имеет концы в виде рогов. Размер зева, как правило, указан на
теле. Ремонт в труднодоступном месте облегчается за счет повернутой под углом 15 градусов рабочей
части инструмента.
17.
3.Торцевой ключ - Торцевой гаечный ключ применяют для проведения ремонтных работ в
труднодоступных местах, таких как ниши или углубления.
4.
Накидной ключ - Преимущество заключается в степени охвата всей гайки, при этом, нагрузка
давления равномерно распределена на все грани, а не на два, как у рожкового аналога.
18.
5.Ключ гаечный комбинированный - Ключ гаечный комбинированный, сочетает в себе на одной
ручке, два разных противоположных конца. Чаще всего – это совмещение рожкового и накидного
рабочих концов.
6.
Трубчатый ключ - Его производят в виде трубки с шестигранником на концах. В роли рычага
выступает стержень, для которого предусмотрены отверстия в теле приспособления.
19.
7.Ключ с трещоткой - Усовершенствованная форма накидных и торцовых ключей. Основное
преимущество заключается в том, что мастеру не нужно для каждого оборота перекидывать
инструмент. Это позволяет экономить время и трудозатраты.
20.
8.Специфические инструменты
• Гайкокол - используется в том случае, если нужно снять старую, прикипевшую гайку.
• Динамометрические ключи – используются для контроля усилия, с которым затягивают гайку.
• Трубные ключи – используются в сантехнических работах
21.
Отвертки• Отвертки являются базовыми инструментами для проворачивания винтов со специальными пазами
различных типов на головках (закручивание и выкручивание).
• Рассмотрим наиболее широко используемые типы.
22.
Плоский• Изначальный и наиболее часто используемый традиционно тип винта – он имеет одну
прорезь в головке. Однако, такой тип крепления теряет популярность, поскольку он является
наименее надежным – отвертка часто соскальзывает с прорези и шансы повредить винт или
отвертку весьма высоки.
Стандартная маркировка: SL.
Размер отверток: 1.0 – 4.0
Крестообразный Phillips
• Еще один чрезвычайно популярный тип шлица – крестообразный. Размеры шлицов Phillips
(отличаются от размеров винтов) обозначаются 0000, 000, 00, 0, 1, 2, 3, и 4 (в порядке возрастания
размера).
• Стандартная маркировка: PH.
Размер отверток: #000 - #1
23.
Крестообразный Pozidriv• Узор похож на крестообразный типа Phillips, однако имеет 4 дополнительных направляющих.
Популярный в Европе тип винтов. Размеры Pozidriv схожи с размерами Phillips.
• Стандартная маркировка: PZ.
Звездообразный Torx
• Шестиконечный винт использует отверстие головки в виде шестиконечной звезды с округленными
концами. Популярный вид креплений в области электроники, для автомобильных систем и других
применений. Размеры винта Torx обозначаются T1, T2 (или T01, T02) ... T55.
• Стандартная маркировка: T.
• Размер отверток: Т01 – Т20
Звездообразный Torx с антивандальной защитой
• Антивандальный винт Torx с дополнительной защитой от несанкционированного доступа
разработан для применений, где вмешательство пользователя нежелательно. Отвертки и ключи
для винтов Tamper-proof Torx могут использоваться и для работы с обычными Torx.
• Стандартная маркировка: TxH, где x – размер.
• Размер отверток: Т05Н – Т20Н
24.
Шестигранный Hex• Винт с отверстием в виде шестигранника, который можно выкручивать шестигранным ключом или
отверткой.
• Стандартная маркировка: H.
• Размер отверток: H0.7 – H3.0
Tri-Wing ®
• Известен также как треугольный шлиц, это винт с тремя плоскими "крылышками" и небольшим
треугольным отверстием в центре. Нет определенной области использования креплений Tri-wing.
Когда-то они использовались в товарах от Nintendo. Сегодня, они обычно используются в электронном
оборудовании. Размеры Tri-wing обозначаются TRI000, TRI00, TRI0, TRI1, TRI2, TRI3, и т.д.
• Стандартная маркировка: TRI.
• Размер отверток: TRI000 – TRI1
Двухштырьковый (спаннер)
• Винт с двумя круглыми отверстиями друг напротив друга предназначен для избегания
несанкционированного доступа. В основном используется в электронике, в общественных местах:
уборные, лифты, вагоны поездов и т.д.
• Стандартная маркировка: SP.
25.
Pentalobe• "Пятиконечные антивандальные винты" – так называется система, используемая Apple для своих
разработок.
• Стандартная маркировка: TS.
• Размер отверток: TS 1
Tri-Point
• Винты Tri-Point используются при изготовлении мобильных устройств, электроники и др. Их начала
использовать компания Apple: в смартфонах, которые были выпущены после iPhone 6, а также часах
Apple Watch.
• Стандартная маркировка: TP / Y.
• Размер отверток: TRIY 06
26.
Режущий инструмент• Зубило - представляет собой металлический стержень, заточенный с двух сторон, с плоским обухом. В
зависимости от конструктивных особенностей приборы делятся на два вида: ручные и для
электроинструментов. Стержень может иметь овальное, прямоугольное, круглое сечение или форму
многогранника.
Существует несколько разновидностей зубил:
1. Слесарное – самое распространенное, используется для обработки незакаленного металла.
2. Пика используется вместе с электроинструментом.
3. Крейцмейсель - кромка этого прибора не только заостренная, но и зауженная, благодаря чему можно
выполнять пазы и небольшие канавки на металлических поверхностях.
27.
5.Канавочник (канавочное) - Зубила этого вида отличаются наличием специальной кромки, при
помощи которой можно делать фигурные вырезы на камне и металле.
6.
Кузнечное оснащается деревянной рукояткой, за счет чего его можно применять не только для
холодной, но и для горячей рубки металла.
28.
• Пробойник – это инструмент, предназначенный для проделывания отверстий в металле, коже, картонеи других тонких листовых материалах. Он имеет заостренную кромку, благодаря чему врезается в
поверхность, создавая отверстие с идеальной геометрией. Полученный результат от работы такого
инструмента выглядит более качественно, чем в случае применения дрели или шила.
29.
Инструмент для резки металла• Способы резки металла
1.
ручная резка;
2.
механическая (фрезерование, шлифование, сверление);
3.
лазерная;
4.
гидроабразивная;
5.
плазменная;
6.
газовая.
30.
• Инструменты для резки металла:1. ручная ножовка известна как ножовочные полотна;
2. электрический лобзик;
3. ножницы по металлу;
4. дисковые и сабельные пилы;
5. болгарка.
• Промышленные инструменты для резки металла
1.
гильотинные ножницы;
2.
плазменная резка;
3.
ленточные станки;
4.
лазерная резка;
5.
водоструйная резка.
31.
Обработка отверстий: виды операций и используемыйинструмент
• Обработка отверстий – это целый ряд технологических операций, целью которых является доведение
геометрических параметров, а также степени шероховатости внутренней поверхности предварительно
выполненных отверстий до требуемых значений.
• Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою
очередь эти методы подразделяются на дополнительные технологические операции, к которым
относятся рассверливание, цекование и зенкование.
32.
Сверление• Наиболее распространенной из таких технологий является сверление, выполняемое с использованием
режущего инструмента, который называется сверлом.
• При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном
материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых
приспособлений и оборудования сверление может быть:
1. ручным, выполняемым посредством механических сверлильных устройств или электро- и
пневмодрелей;
2. станочным, осуществляемым на специализированном сверлильном оборудовании.
33.
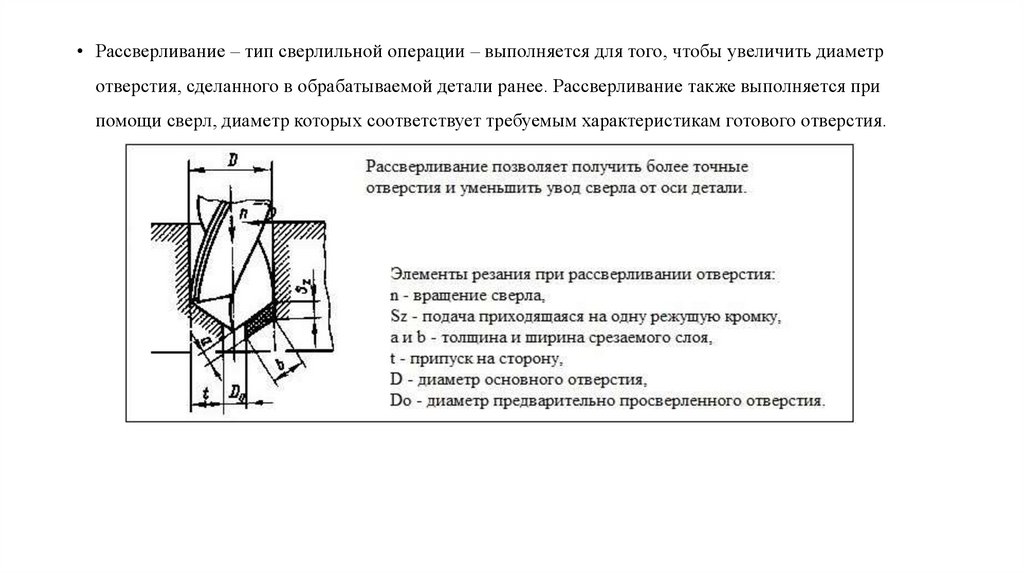
• Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметротверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при
помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.
34.
Зенкерование• При помощи зенкерования, выполняемого с использованием специального режущего инструмента,
решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья,
штамповки, ковки или посредством других технологических операций:
1.
приведение формы и геометрических параметров имеющегося отверстия в соответствие с
требуемыми значениями;
2.
повышение точности параметров предварительно просверленного отверстия вплоть до восьмого
квалитета;
3.
обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней
поверхности, которая при использовании такой технологической операции может доходить до
значения Ra 1,25.
35.
Зенкование и цекование• При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке
подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех
случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных
элементов или просто снять с нее фаску.
36.
• Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будутсоприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная
операция также на станках и при помощи цековки, для установки которой на оборудование
применяются оправки.
37.
Развертывание• Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали
при помощи сверления. Обработанный с использованием такой технологической операции элемент
может иметь точность, степень которой доходит до шестого квалитета, а также невысокую
шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть
ручными или машинными.
38.
Механизированный ручной инструмент• Ручной механизированный инструмент – это инструмент, при работе которого главное движение
рабочих органов осуществляется от двигателя, а вспомогательные движения и управление этими
инструментами производится в ручную.
• Механизированный ручной инструмент бывает с электро-, пневмо-, гидравлическим приводом.
• К механизированному ручному инструменту относятся различные сверлильные машины, ручные
шлифовальные машины, ножницы, шаберы, напильники, гайковерты и шуруповерты.
39.
Ручные дрели• Ручная дрель – инструмент для сверления, вращение оснастки которого выполняется за счет привода
от мускульной силы человека. Является полностью автономной и практически бесшумной, за счет
чего превосходит электрические, аккумуляторные и пневматические аналоги, хотя и уступает им в
плане производительности, скорости и удобства.
• Преимущества инструмента
1.
Высокая надежность.
2.
Умеренная производительность.
3.
Полная автономность.
4.
Низкий уровень шума.
5.
Практически полное отсутствие необходимости обслуживания.
6.
Медленный износ оснастки.
• Недостатки инструмента
1. Низкая скорость сверления.
2. Физическая сложность использования.
40.
Виды ручных дрелей• Обычная дрель с открытым механизмом
Это классическая облегченная односкоростная ручная дрель. У нее шестерни являются открытыми. В
связи с этим при работе инструментом желательно не носить свободную одежду, так как она может
попасть между них и испортится.
41.
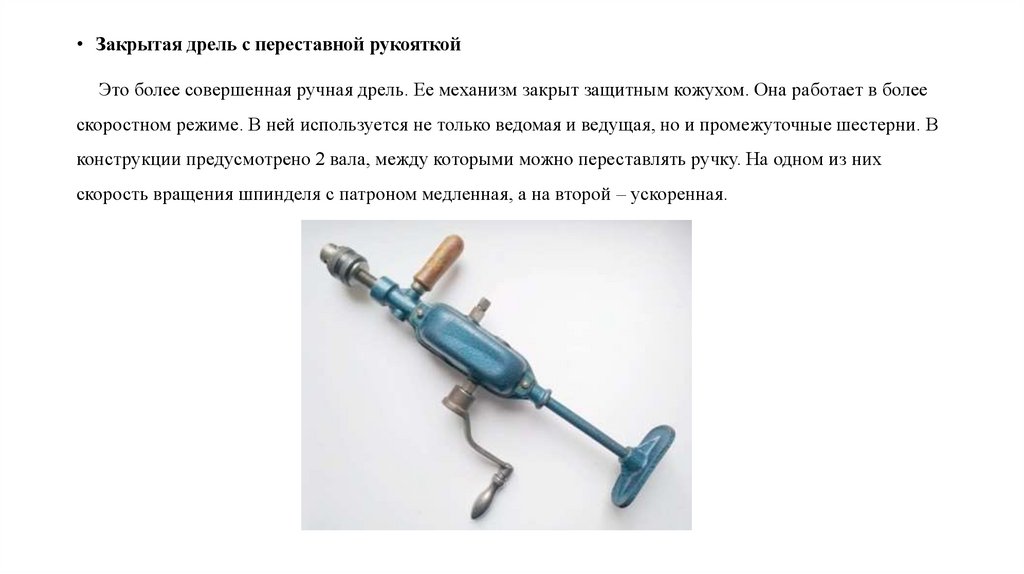
• Закрытая дрель с переставной рукояткойЭто более совершенная ручная дрель. Ее механизм закрыт защитным кожухом. Она работает в более
скоростном режиме. В ней используется не только ведомая и ведущая, но и промежуточные шестерни. В
конструкции предусмотрено 2 вала, между которыми можно переставлять ручку. На одном из них
скорость вращения шпинделя с патроном медленная, а на второй – ускоренная.
42.
• Мини ручные дрелиДля моделирования применяются миниатюрные ручные дрели. Они представляют собой только ручку
с патроном. Такой инструмент не имеет вспомогательного механизма. Чтобы сверлить, необходимо
вращать ручку.
43.
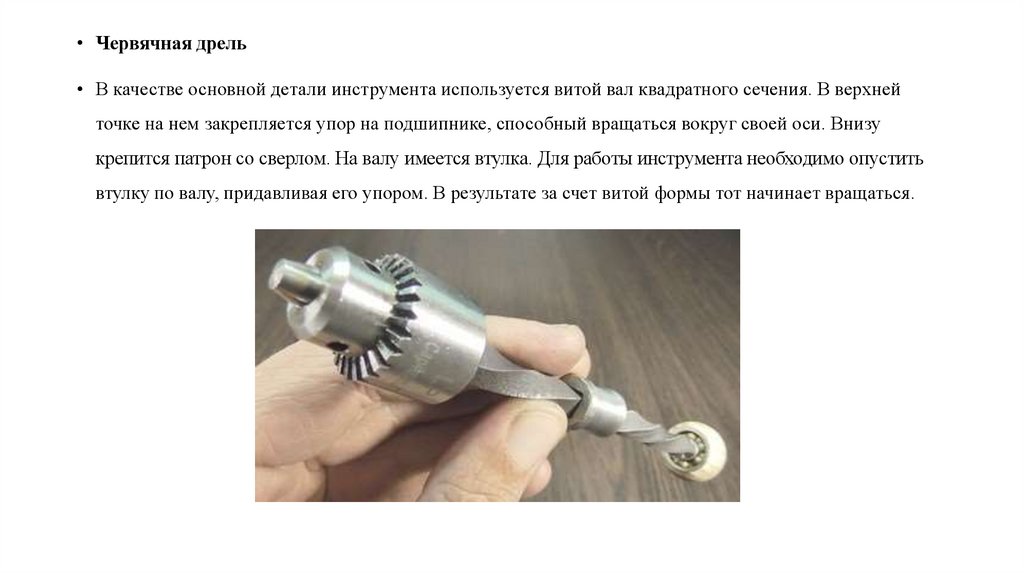
• Червячная дрель• В качестве основной детали инструмента используется витой вал квадратного сечения. В верхней
точке на нем закрепляется упор на подшипнике, способный вращаться вокруг своей оси. Внизу
крепится патрон со сверлом. На валу имеется втулка. Для работы инструмента необходимо опустить
втулку по валу, придавливая его упором. В результате за счет витой формы тот начинает вращаться.