
























 Промышленность
ПромышленностьПохожие презентации:










Фанерное производство. Основные подразделения
1.
ПРЕЗЕНТАЦИЯпо производственной (профессиональной) практике
Группа ЦБ-31
Место практики: ООО «СФЗ»
Цех фанеры. Клеильный участок.
Специальность 35.02.04 Технология комплексной переработки
древесины
Выполнил студент: Козлов. Е.В.
1
2.
Фанерное производство. Основные подразделения.ЦЦех приемки и
подготовки сырья
ЦЦех шпона
ЦЦех фанеры
2
3.
ЦЕХ ПРИЕМКИ И ПОДГОТОВКИ СЫРЬЯНачальник цеха – Казаков Иван Александрович
3
4.
Цех приемки и подготовки сырьяЦех приемки и подготовки сырья является самостоятельным
структурным подразделением предприятия.
Цех подчиняется заместителю генерального директора по
производству.
Непосредственное руководство цехом осуществляет начальник цеха.
Персонал цеха:
• ИТР цеха – 8 чел.;
• технологический персонал – 56 чел.;
• механический персонал – 15 чел.
Итого 79 человек.
5.
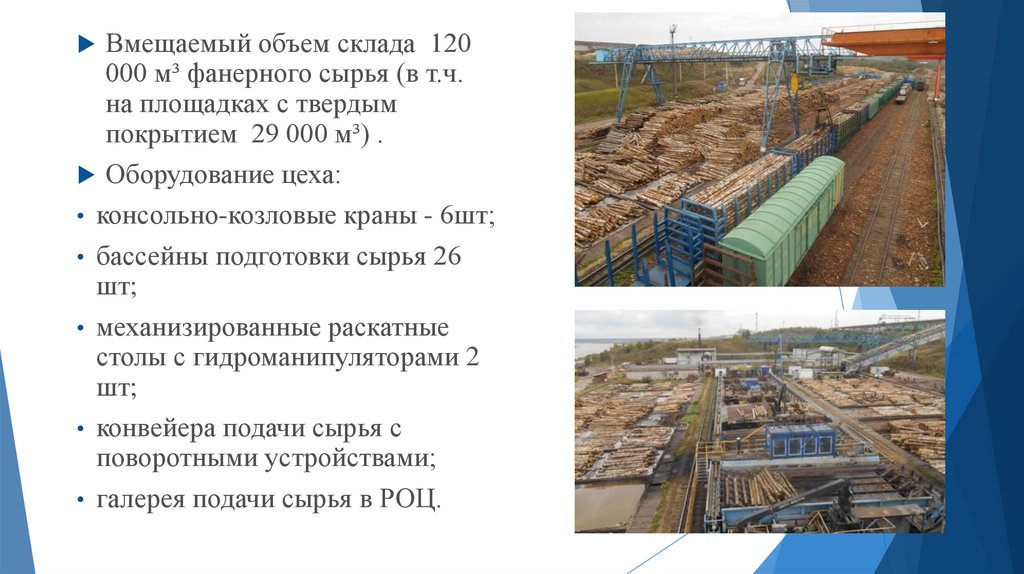
Вмещаемый объем склада 120000 м³ фанерного сырья (в т.ч.
на площадках с твердым
покрытием 29 000 м³) .
Оборудование цеха:
• консольно-козловые краны - 6шт;
• бассейны подготовки сырья 26
шт;
• механизированные раскатные
столы с гидроманипуляторами 2
шт;
• конвейера подачи сырья с
поворотными устройствами;
• галерея подачи сырья в РОЦ.
6.
Линия приемки и сортировки сырья;Тяжелая техника:
Volvo L180 H, Volvo L180 HHL, Sennebogen
825, Sennebogen 830, Камаз с
гидроманипулятором, Volvo L180HHL –
выработал ресурс.
7.
Цели и задачи цеха:- выгрузка фанерного сырья без простоев а/м и ж/д
транспорта;
- сортировка сырья;
- загрузка бассейнов ГТО и размещение сырья на
складе;
- хранение фанерного сырья;
- оборотность фанерного сырья;
- подготовка и подача фанерного сырья в производство.
8.
ЦЕХ ШПОНАНачальник цеха – Костин Сергей Александрович
9.
ИТР – 15 человекНачальник цеха шпона
Ведущий инженер-технолог
Инженер-технолог 1 категории
Старший мастер смены
Мастер смены
Механик
Механик по гидравлике
Мастер по ремонту оборудования
Технологический персонал окорочно-распиловочного и лущильного участков– 130 человек
Лущильщик шпона
Резчик шпона
Машинист рубительных машин
Окорщик
Станочник-распиловщик
Оператор агрегатных линий
Бункеровщик
Заточник
Технологический персонал участка сушки и подготовки шпона – 234 человека
Сушильщик шпона
Сортировщик шпона полуавтоматических линий
Сортировщик шпона (ручная сортировка)
Сортировщик шпона (комплектовщик)
Оператор автоматических и полуавтоматических линий
Починщик шпона
Резчик шпона
Станочник ребросклеивающего станка
Механическая служба цеха – 35 человек
10.
Окорка и распиловка сырьяВ состав входят две линии окорки и распиловки сырья ЛОРС 1 и ЛОРС 2. На каждой линии один
окорочный станок VK – 820, и две маятниковые пилы ПА-15. Основная линия ЛОРС1 (в работе две
маятниковые пилы), дополнительная ЛОРС 2 (в работе одна маятниковая пила)
Окорочный станок VК – 820
Маятниковая пила ПА-15
11.
Лущение шпонаНа участке 7 лущильных линий. Линии лущения №7, №8, №9 - для лущения продольного шпона (8 ft).
Линии лущения №10, №11, №12, №13 – для лущения поперечного шпона (4 ft).
В работе ежесменно 6 лущильных линий: две продольные и четыре поперечные.
Линия лущения №7 «Raute Smart» проект реализован в 2021г.
Линия №9 Raute VE – 800, 2000г
Линия №7 Raute Smart, 2021г
12.
Задачи цеха – окорка, лущение, сушка иподготовка шпона для цеха фанеры в
требуемом соотношении, ассортименте и
качестве.
Выполнение норм расхода сырья, расхода ТЭР,
отбор высших сортов шпона.
13.
Сушка шпона:Общие положения
Сушка шпона представляет собой удаление из шпона связанной (30 %) и свободной
влаги. Связанная влага находится в стенках клеток и вызывает явления усушки и
разбухания древесины. Свободная влага занимает полости клеток древесины, и ее
удаление не изменяет размеров шпона.
Существуют следующие виды сушки:
Конвективная - сушка, при которой тепло передается циркулирующим агентом сушки,
который является и влагопоглотителем, т. е. сушка выполняется за счет омывания горячим
воздухом листов шпона (ленточные сушилки).
Контактная (кондуктивная) - сушка, при которой тепло шпону передается при его контакте с
поверхностью, нагретой до 120-180 °C. Влага поглощается окружающим воздухом
(дыхательный пресс).
14.
15.
Сортировка шпона — одна из важнейших операций технологического процесса,определяющая сортовой выход готовой фанеры. Сортность листа шпона определяет
сортировщик в зависимости от совокупности дефектов листа (пороков древесины и дефектов
обработки). Количество возможных сочетаний дефектов очень велико, к тому же отдельные
дефекты иногда трудно определить с достаточной точностью. Задача сортировщика
заключается в умении дать правильную общую оценку качества листа шпона, чтобы в одном
сорте не было резких отклонений.
Существуют определенные правила подбора шпона в зависимости от сортов фанеры. В
каждом листе фанеры различают две стороны: лицевую (правую) и оборотную (левую), при
этом лицевая сторона, как правило, лучшего качества, чем оборотная; внутренний слой
фанеры более низкого качества, чем наружный.
Для каждого сорта шпона четко определены допустимые пороки древесины и
производственные дефекты.
Сортообразующими пороками для шпона являются сучки различных видов и размеров,
торцовые трещины, ненормальные окраски и гнили (ложное ядро, побурение, пятнистость и
синева), прорость, т.е. пороки древесины, вызванные природными условиями произрастания.
К производственным дефектам, возникающим в процес се производства, относятся
разнотолщинность, шероховатость и волнистость поверхности, трещины и т.д.
Для высших сортов фанеры внутренний слой не должен иметь выпавших сучков с
отверстиями более 10 мм и разошедшихся трещин шириной более 0,2 мм.
16.
Во всех сортах фанеры в качестве внутреннего слоя допускается применять шпон, имеющийненормальную окраску (без ограничения размеров).
Сухой шпон сортируют сразу же после выхода его из сушилки. Помещение сортировочного
отделения должно быть хорошо освещено и иметь соответствующую влажность и температуру
воздуха.
В сортировочном отделении должны быть вывешены правила сортировки шпона, эталоны пороков
древесины с описанием способов их измерения. Сортировщицы должны иметь микрометр с
погрешностью отсчета 0,1 мм; линейку с миллиметровыми делениями, карандаш или мелки.
При ручной сортировке сортировщицы укладывают шпон в плотные стопы на подстопные места,
сортируя его по толщине, сорту, размеру и назначению.
Площадь подстопного места должна быть не меньше наибольшей площади шпона полного формата
и по высоте не менее 20 см.
На каждом подстопном месте вывешивают бирку с указанием сорта, назначения, толщины шпона,
формата листов. Высота стоп шпона не должна превышать 0,8 м, чтобы не создавались неудобства
при его укладке и не происходили разрывы листов при транспортировании и наборе пакетов.
Для сортировки шпона по размерам необходимо предусмотреть подстопные места для каждого
основного сорта. При наличии пяти основных сортов шпона А, АВ, В, ВВ, С и трех сортов шпона
для внутренних слоев фанеры общее количество подстопных мест должно быть пятнадцать.
17.
После сушки и сортировки шпон выдерживается в стопах для выравнивания влажности в течение 24часов. Объем шпона на выдержке составляет 400 м3.
18.
Починка шпона19.
Починка заключается в удалении из листов шпон дефектных мест споследующей заменой их вставками из качественного шпона.
Для починки используются полоски шпона шириной не менее 45 мм,
влажностью на 2-4% ниже влажности листа шпона.
Полоски вырезаются на специальном оборудовании и подсушиваются до
получения требуемой влажности. Вставки должны быть подобраны по
направлению волокон и цвету древесины, той же породы и толщины, что
и подлежащие починке листы и плотно держаться в шпоне.
Починенный шпон сортируется вручную в соответствии с требованиями
стандартов на продукцию. Хранится такой шпон не более 8 часов.
20.
НАБОРКА ПАКЕТОВОтсортированный,
починенный,
ребросклеенный шпон
поступает на
участок наборки пакетов,
где листы
шпона (волокнами вдоль)
с
нанесённым клеевым
слоем
чередуются с сухими
листами
(волокнами поперёк)
21.
Холодное прессование: Набранные пакеты проклеенныхлистов шпона подвергаются холодной
подпрессовке
22.
Горячее прессование: подразумевает условия схватывания клеевого слоя принагреве пресса до 120-130 градусов. Склеивание пакетов производится в
горячих многоэтажных прессах под воздействием давления и температуры.
23.
Оберзка по формату: Листы фанеры поступают на линию обрезки, где краяобрезаются под требуемый формат. Сначала листы обрезается по длинной
стороне, затем по короткой.
24.
Шлифование фанеры:Листы фанеры поступают на автоматическую линиюшлифования, где они отшлифовываются для получения гладкой поверхности
листа
25.
Сортировка фанеры ручная: Листы фанеры фанера сортируетсяна поступают на линию категории дальнейшей сортировки фанеры,
где определяется сорт:
1) в готовую продукцию
2) на доработку мелких
фанеры, и далее
дефектов
3) под ламинирование
Доработка мелких дефектов: Фанера дорабатывается вручную при наличии
мелких дефектов: замазывается шпателем или дошлифовывается.
26.
27.
Ламинирование: Фанера, подготовленная под ламинирование, попадает намногоэтажные пресса ламинирования, где ее покрывают импрегнированной
(пропитанной фенольными смолами) пленкой и прессуют под горячим
давлением
28.
Покраска торцов: Вся ламинированная фанера проходит обработкуторцовкраской в специальном покрасочном боксе
29.
Упаковка фанеры: Готовая продукция (фанера стандартная и ламинированная)упаковывается либо в стрейч плёнку на автоматической линии упаковки либо
вручную с использованием фанерной обложки и ДВП