













 Промышленность
ПромышленностьПохожие презентации:










Фрезерование поверхностей
1. Презентация по теме: «Фрезерование поверхностей»
2. Фрезерование плоскостей торцовыми фрезами
3.
Торцовые фрезы предназначены дляобработки плоскостей на вертикально- и
горизонтально-фрезерных станках.
Торцовые фрезы в отличии от
цилиндрических имеют зубья,
расположенные на цилиндрической
поверхности и на торце. Торцовые
фрезы делятся на насадные с мелкими
зубьями и с крупными зубьями и
насадные со вставными ножами.
Торцовые фрезы по сравнению с
цилиндрическими имеют ряд
преимуществ, главным из которых
являются:
1)Более жесткое крепление на оправке
или шпинделе
2)Более плавная работа из-за большого
числа одновременно работающих
зубьев .
4.
Торцовые фрезы, как и цилиндрические делятся направорежущие и леворежущие.
Праворежущими называют такие фрезы, которые
при работе должны вращаться по часовой стрелке,
а леворежущие вращаются против часовой
стрелки
5.
Установка и закрепление торцовых фрез на вертикальнофрезерных и горизонтально – фрезерных станках.Торцовые насадные фрезы закрепляют на концевых оправках.
Фрезерные станки снабжают комплектом оправок с одинаковыми
коническими хвостовиками, но с разными диаметрами цилиндрической
части: 16, 22, 27, 32, 40 и 50 мм. Фреза обычно соединяется с оправкой
с помощью, входящей в паз фрезы. При выборе оправки следует
следить за тем, чтобы для праворежущих фрез была резьба оправки и
винта для затяжки фрезы была также правой, а для леворежущих фрез
– левой (за избежание самоотвинчивания)
6.
Торцовые фрезы большого диаметра (125 мм. и выше) изготовляют насадными,они могут иметь цилиндрические и конические посадочные отверстия.
Фрезы с коническим посадочным отверстием закрепляют на конусе фрезерной
оправки с помощью вкладыша и винта. Вкладыш входит в паз, имеющийся в корпусе
фрезы. Оправка с коническим хвостовиком входит в коническое отверстие шпинделя
станка и затягивается затяжным винтом, который ввертывается в резьбовое
отверстие оправки при помощи ключа.
Фрезы с цилиндрическим посадочным отверстием крепят непосредственно на
цилиндрическом конце шпинделя. Для передачи крутящего момента шпонки,
закрепленные на торцевой поверхности шпинделя, входят в соответствующие пазы в
корпусе фрезы.
Фрезу насаживают цилиндрической выточкой на конец шпинделя и крепят к торцу
шпинделя с помощью четырех винтов.
7.
Фрезерование плоскостейцилиндрическими фрезами
8.
Цилиндрические фрезы (см. рис.) применяют для обработки плоскостей.Зубья цилиндрической фрезы располагаются по винтовой линии с
определенным углом наклона винтовой канавки w.
Цилиндрические фрезы изготовляют с мелкими зубьями, и с
крупными зубьями ,со вставными ножами. Фрезы, оснащенные
винтовыми пластинками твердого сплава.
Изготовление цилиндрических фрез со вставными ножами
(зубьями) позволяет более экономно использовать дорогостоящий
инструментальный материал.
9.
В соответствии с размером диаметра отверстия фрезы выбираютнеобходимый диаметр оправки.
На заводах применяются оправки стандартных диаметров: 16, 22, 27, 32,
40, 50 и 60 мм.
Коническим хвостовиком оправку вставляют в коническое
отверстие шпинделя , плотно затягивают затяжным винтом (шомполом).
От проворачивания ее удерживают сухари, имеющиеся на фланце
шпинделя, которые входят в соответствующие пазы фланца оправки.
Другой конец поддерживает серьга. Короткие концевые оправки
закрепляют одним концом в гнезде шпинделя, а на другом конце оправки
крепят насадную фрезу с помощью шпонки и винта. Эти оправки
предназначены для выполнения легких работ.
10.
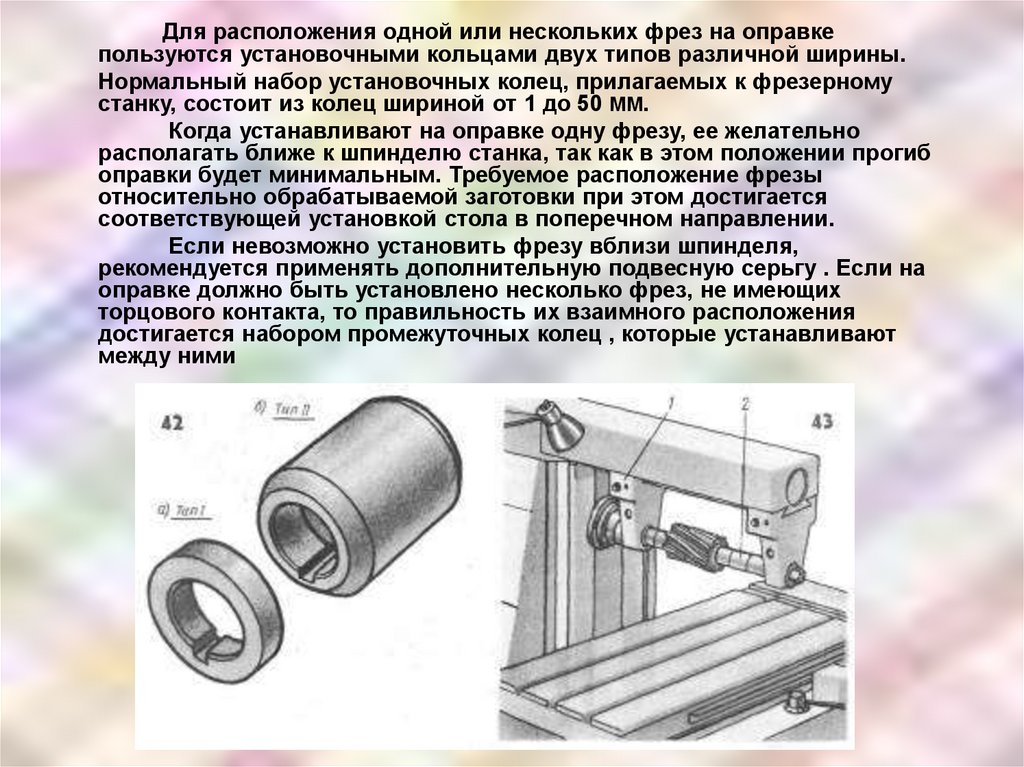
Для расположения одной или нескольких фрез на оправкепользуются установочными кольцами двух типов различной ширины.
Нормальный набор установочных колец, прилагаемых к фрезерному
станку, состоит из колец шириной от 1 до 50 ММ.
Когда устанавливают на оправке одну фрезу, ее желательно
располагать ближе к шпинделю станка, так как в этом положении прогиб
оправки будет минимальным. Требуемое расположение фрезы
относительно обрабатываемой заготовки при этом достигается
соответствующей установкой стола в поперечном направлении.
Если невозможно установить фрезу вблизи шпинделя,
рекомендуется применять дополнительную подвесную серьгу . Если на
оправке должно быть установлено несколько фрез, не имеющих
торцового контакта, то правильность их взаимного расположения
достигается набором промежуточных колец , которые устанавливают
между ними
11.
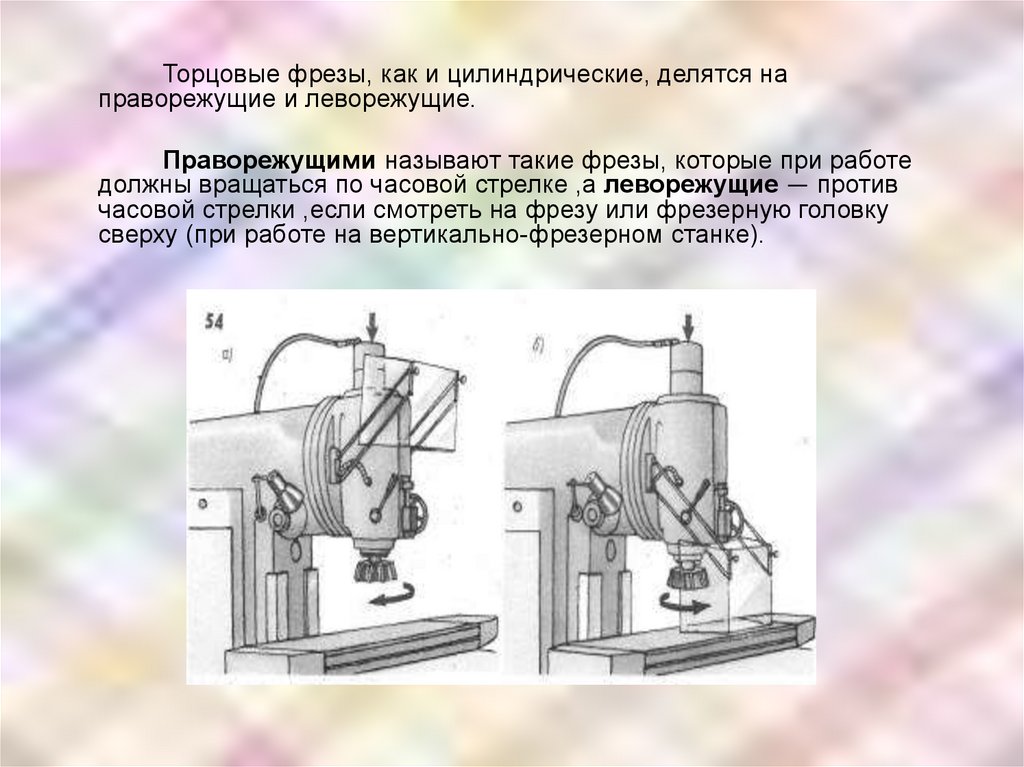
Торцовые фрезы, как и цилиндрические, делятся направорежущие и леворежущие.
Праворежущими называют такие фрезы, которые при работе
должны вращаться по часовой стрелке ,а леворежущие — против
часовой стрелки ,если смотреть на фрезу или фрезерную головку
сверху (при работе на вертикально-фрезерном станке).
12. Фрезерование пазов
Выемку металла в детали, ограниченную фасонными или плоскимиповерхностями, называют пазом. Пазы бывают прямоугольными, Тобразными, типа «ласточкин хвост», фасонными, сквозными, открытыми,
закрытыми и др. Обработка пазов является распространенной операцией
на фрезерных станках различных типов и осуществляется дисковыми,
концевыми и фасонными фрезами
13.
Сквозные прямоугольные пазы чаще всего фрезеруют дисковыми трехсторонними фрезами,дисковыми пазовыми или концевыми фрезами .При фрезеровании точных пазов ширина дисковой
фрезы (диаметр концевой фрезы) должен быть меньше ширины паза, а фрезерование на заданный
размер производят за несколько проходов. Обработка пазов концевыми фрезами требует
правильного выбора направления вращения шпинделя станка относительно винтовых канавок
фрез.
Фрезерование замкнутых пазов производят на вертикально-фрезерных станках концевыми фрезами .
Диаметр фрез следует принимать на 1...2 мм меньше ширины паза. Врезание на заданную глубину
резания осуществляют перемещением стола с заготовкой в продольном и вертикальном
направлениях, затем включают продольное движение подачи стола и фрезеруют паз на
необходимую длину с последующими чистовыми проходами по боковым сторонам паза.
Криволинейные пазы фрезеруют за один рабочий ход на полную их глубину. Соответственно этому
условию назначают результирующее движение подачи, равное сумме векторов поперечного и
продольного движения подач. Для уменьшения врезания в местах изменений направлений пазов
необходимо вести обработку фрезами с минимальными вылетами и уменьшать скорости подачи.
Фрезерование пазов специальных профилей — Т-образных, типа «ласточкин хвост» — осуществляют на
вертикально- или продольно-фрезерных станках за три (Т-образные пазы) или два (пазы типа
«ласточкин хвост») перехода. Учитывая неблагоприятные условия работы Т-образных и
одноугловых фрез, используемых при выполнении указанных операций, подача на зуб , не должна
превышать 0,03 мм/зуб; скорость резания — 20...25 м/мин.
14. Фрезерование уступов
Две взаимно-перпендикулярные плоскости образуют уступ. На заготовках может бытьодин или несколько уступов. Обработка уступов — это распространенная операция,
которую и осуществляют дисковыми или концевыми фрезами, или набором
дисковых фрез на горизонтально- и вертикально-фрезерных станках так же, как и
обработку пазов. Уступы, имеющие большие размеры, фрезеруют торцовыми
фрезами.
Торцовые фрезы используют при фрезеровании заготовок с широкими уступами на горизонтально- и
вертикально-фрезерных станках. Деталь с симметрично расположенными уступами обрабатывают
на двухпозиционных поворотных столах. После фрезерования первого уступа деталь в
приспособлении поворачивают на 180°.
Для легкообрабатываемых материалов и материалов средней трудности обработки с большой
глубиной фрезерования применяют дисковые фрезы с нормальными и крупными зубьями.
Фрезерование труднообрабатываемых материалов следует вести фрезами с нормальными и
мелкими зубьями. При фрезеровании уступа следует брать дисковую фрезу, ширина которой на
5...6 мм больше ширины уступа. В этом случае точность размера уступа по ширине не зависит от
ширины фрезы.
15. Разрезание заготовок
Операции полного отделения части материала от заготовки, разделениязаготовок на отдельные части, а также образования одного или нескольких мерных
узких пазов (прорезей, шлицов) осуществляют отрезными и прорезными фрезами.
Диаметр отрезной фрезы следует выбирать по возможности минимальным. Чем
меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость. Заготовки чаще
всего устанавливают и закрепляют в тисках.
Отрезку тонкого листового материала и его разрезку на полосы
предпочтительнее вести при попутном фрезеровании и небольших подачах (S_=
0,01...0,08 мм/зуб). Скорости резания при отрезании отрезными и прорезными
фрезами из быстрорежущей стали в зависимости от глубины фрезерования и подачи
на зуб фрезы составляют: при обработке заготовок из серого чугуна v=12...65 м/мин;
из ковкого чугуна — 27...75 м/мин; из стали — 24...60 м/мин.