


































 Строительство
СтроительствоПохожие презентации:










Газета «Земля России» №25
1.
Газета «Земля РОССИИ» № 25Свидетельство регистрации Северо –Западном региональном управлении государственного Комитет РФ по печати (г.СПб)
номер П 0931 от 16.05.94. Газета перерегистрирована 19.06.1998, в связи со сменой учредителей , добавлен. иностран
языков. Учред. «Сейсмофонд» ОГРН : 1022000000824 КПП 201401001 Исх .№ ЗР -25 от 04 апреля 2022
Учредитель редакции газеты "Земля РОССИИ" организация "Сейсмофонд" ИНН: 2014000780, ОГРН : 1022000000824
Юридический адрес организации «Сейсмофонд», учредителя газеты «Земля РОССИИ»: ул им С.Ш.Лорсонова д
6 г. Грозный. [email protected] (921) 962-67-78, (996)79826-54 Редакция не всегда разделяет мнение авторов
Уважаемые Ленинградцы Сталинский комитет Ленинграда приглашает вас на конференцию ,
посвященную день рождения В.И.Ленина .Ждем вас в актовом зале горкома КПРФ 21 апреля в 18.00 , по
адресу -метро Обводный канал , , Лиговский пр.д 207.Б Справки по тел. 8-904-603-82-14 Иван Метелица.
Новый Петербург от 7 апреля 2022 № 7 (25-1466) "Актуальность Ленинского подход к
изобретательской деятельности при социализме в СССР и современное состояние инновационной
деятельности при ультро -либеральном, колониальном курсе антигосударственных реформ по
уничтожению изобретательское деятельности и самих изобретателей в буржуазной РФ. Докладчик
редактор газеты "Земля РОССИ" Мажиев Х.Н.
1
2.
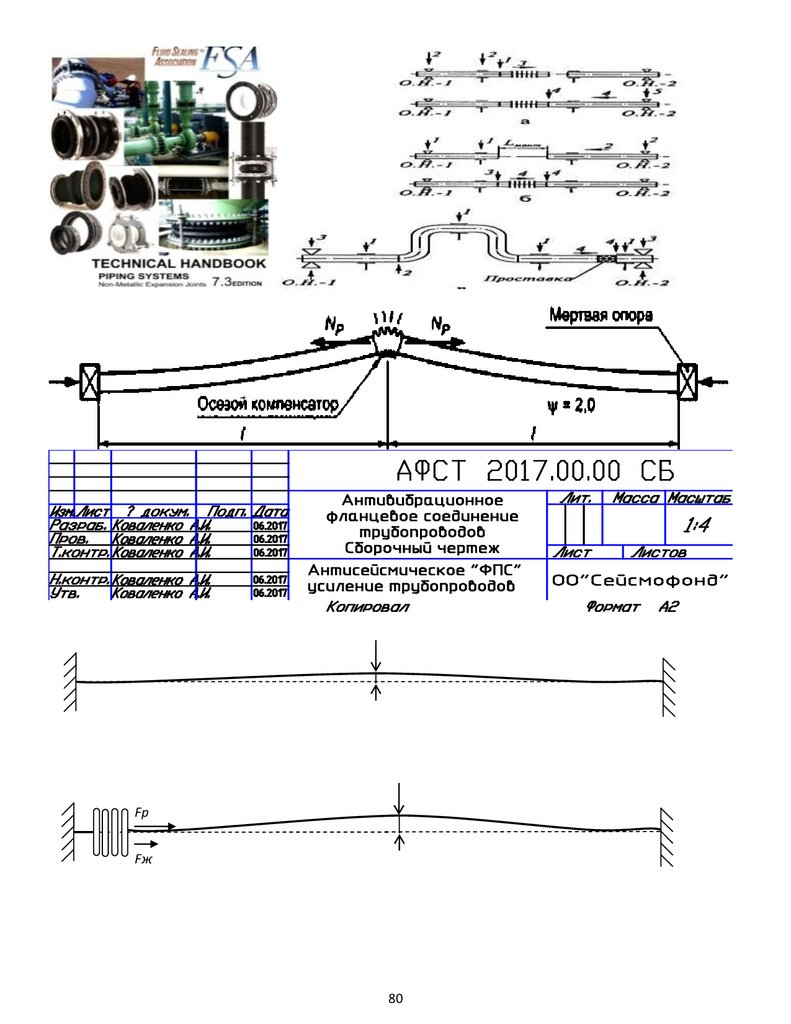
Обеспечение сейсмической надежности антисейсмическихконденсатоотводчики автоматические ( АО "Завод имени Гаджиева") с
креплением компенсаторов к трубопроводной арматуре , с учетом
сдвиговой прочности, согласно расчета в ПК SCAD на сдвиговых,
фрикционно – подвижных болтовых соединениях, для обеспечения
сейсмостойкости нефтегазовых и технологических трубопроводов и их
взаимодействие, с геологической средой , в том числе нелинейным
методом расчета, преимущественно при импульсных растягивающих
нагрузках , согласно изобретениям проф. дтн ПГУПС А.М.Уздина №№
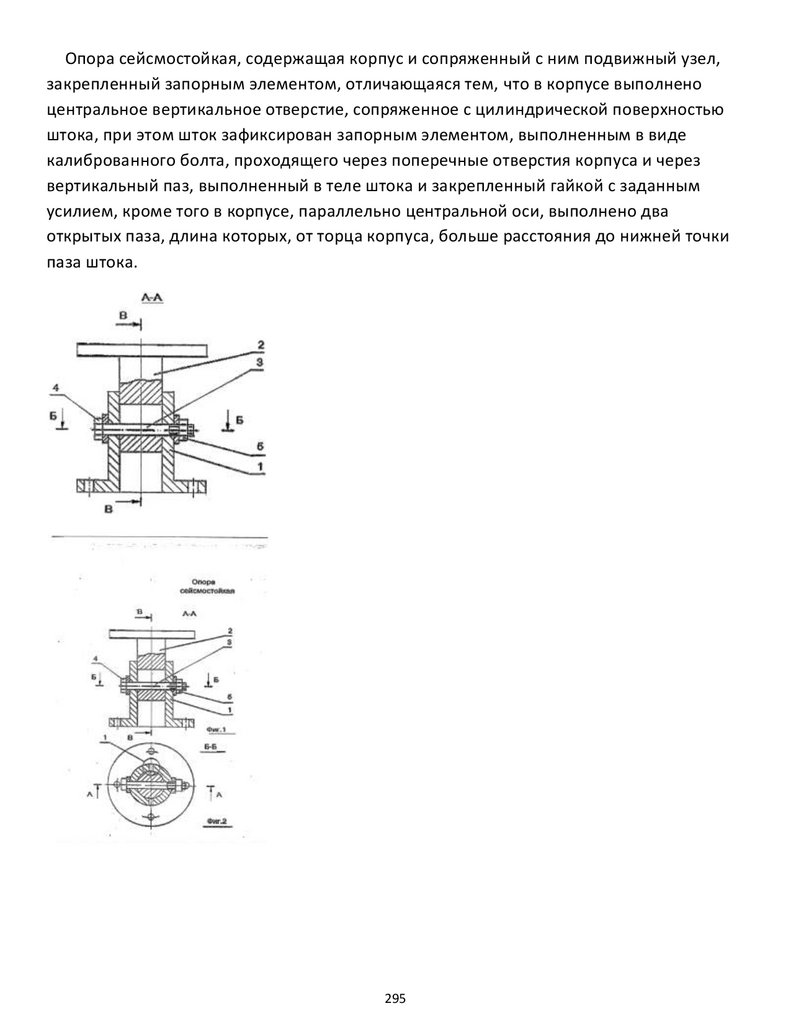
1143895, 1168755, 1174616, 165076 "Опора сейсмостойкая", 2010136746
"Способ защита зданий и сооружений при взрыве с использованием
сдвигоустойситвых и легко сбрасываемых соединений , использующие
систему демпфирования фрикционности и сейсмоизоляцию для
поглощения взрывной и сейсмической энергии
2
3.
Владимир Путин в обращении к делегатам шестого съездапосвящённом 85 летию Всероссийского общества изобретателей
и рационализаторов ВОИР в июле 2017, пожелал плодотворной
работы, неиссякаемого вдохновения и энергии для новых ярких
достижений и открытий, однако огнестойкий компенсатор
гаситель температурных напряжений на сдвиговых фрикционноподвижных болтовых соединениях, уже выпускается Канадской и
Американской фирмой Star seismic ,Romac industries ink, DAMPTECH
Earthguake Protection, JCM industries, Tehnical HANDBOOK piping
SYSTEMS, FLEXOLL, расположенного в США, Канаде, Японии, Китае и
в г. Монреале, на Аляске в г. Анкоридж (США) под руководством
Джоаквием Фразао (Канада) , Peter Spoer (USA), Imad Mualla (USA) ,
Shihkichi Suzuki ( Япония)
3
4.
45.
https://ppt-online.org/1121884 https://disk.yandex.ru/d/EVMy0NZ_kkLd0A5
6.
Выводы рекомендации предложения изобретателейРоссии для Правительства РФ, ГД РФ
1. Изобретатели России выражают недоверие обоим тендему
Верховному Главнокомандующему Вооруженными Силами Д.Медведеву и
Председателю Правительства РФ В.Путину.
2. Требует привлечения к уголовной ответственности Министра
экономического развития РФ Эльвиры Набиулиной и министра Финансов
господина Кудрина, за целенаправленную подрывную деятельность по
ликвидации научного потенциала и допустившею низкую
конкурентоспособность отечественных промышленных и военной продукции
в машиностроении, авиационной промышленности, тепловозостроение,
скоростных электричках ( закупка в Германии поездов фирмы «Сименс» и
самолетов марки «Боинг». В США и другие бытовые и военные товары и
оборудование ) Российской Федерации и уничтожению заслуженных
изобретателей СССР и России у которых отняли все льготы, а себе
добавили акции, премии, участие председателем в совете директоров банка,
а состояние имущество возросло в сотни и более раз ( боле подробно об
имуществе, счетах, и членстве в совет директоров банка, венчурных
компаний ( по поисковику www.yandex.ru доходы членов Правительства РФ,
следующий запрос «Прокуратуры изумили затраты проверка «Российской
венчурной компании выявила расточительство» и не целевое использование
государственных средств Матвиенко В.И.
3. Предлагаем приступить к сбору подписей за отставку ВРИО
Губернатора СПб Беглова , который отказалась подписать Закон СПб "Об
инновационной деятельности СПб" направленный депутатом А .И Кущак.
так как он якобы противоречит федеральному закону. Отказ номер 07106/3336 от 22 апреля 2009 ( 901831-3 ) на четырех страницах редакцией
газеты «Земля РОССИИ» направлено Медведеву Д.А.
4. Требуем от представителя Президента в СЗ И.И .Клебанова и начальника
УФМС прекратить выдачу трудовых виз иностранным гастербайтерам из
Израиля, которые заняли все руководящие посты в Правительстве РФ, СПБ,
6
7.
Ленинградской области и находятся на руководящих постах всехэлектронных СМИ.
5. Для координации действий всех национально-патриотических и военнодержавных сил сформировать Объединенный штаб по отставке
Председателя Правительства В В Путина и Д.А Медведева и начать
формирование народного ополчение из уволенных офицеров.
6. Просим Президента республики Белоруссии А.Г.Лукашенко возобновить
работу институт открытий стран СНГ и России закрытый
реформаторами - либералами 10 лет назад.
7. Президента РФ Д.А Медведева просим утвердить отклоненный проект
закона о якобы инвестициях изобретателям отклоненный В И.Матвиенко.
8. Вернуть льготы изобретателям России и СССР и возобновить
коммунальные льготы по уплате кварплаты 50 % , как было при СССР и
разрешить бесплатный проезд в транспорте изобретателям имеющих более
10 изобретений.
9. Вернуть льготы заслуженным изобретателем и приравнять их к льготам
заслуженных работников искусства, так называемых в народе,
хохатушникам и клоунам, из общака артистов, обслуживающих либеральнокриминальный компрадорский незаконно режим или как называют в народе
корпорация совершивщшая в 1993 государственный переворот которая
управляется из забугра
10. Ежегодно проводить бесплатно в колоном зале г Москвы награждении
100 лучших изобретателей России по энергосберигающим технологиям и
награждать изобретателей: 3 первые премии автомашины ГАЗ К -69
(отечественный) или Нива или Лада, 3 вторые премии мотоцикл с коляской (
отечественный_) и 5-ть вторых премий спортивный отечественный
велосипед, холодильник, стиральную машину, аспирантам и студентам ноутбук российской сборки ( отечественный ) или другие бытовые приборы
облегчающие бытовые условия изобретателей ( 28 апреля 2009 )
Изобретатели подписавшие обращение, просят Медведева и Путина
телевизоры изобретателям, не дарить.
7
8.
11. Освободить временно, хотя бы на 10 лет изобретателей от всехгосударственных пошлин при подаче заявки на выдачу патента , как это
было при коммунистах , когда руководящая была КПСС, а не П ( артии ) Ед
РОСС ).
12.Ограничить патентование на территории РФ ворованных с помощью
технического шпионажа и принуждению к соавторству российский
аспирантов, временно по договорам сотрудничающих с американскими и
израильскими университетами на кабальных условиях.
13. За неравномерный обмен и утаивание патентной информации странами
НАТО и закрытий своих патентных фондов в одностороннем порядке , пока
предупредить руководителей Парижской , Гаагской патентной Конфекции
о приостановлении или закрытии Российского патентного фонда для
иностранных граждан занимающихся сбором , а фактически изучением
технической информации в коммерческих интересах стран НАТО ( шпионаж
) при попустительстве службы ФСБ , МВД, СК Все силы корпорации
брошены на экстремистов и «фашистов», ну и на националистов
требующих хотя бы пропорционального распределения должностей по
национальному признаку в Правительстве РФ и Администрации
Президента.
14. Приравнять льготы изобретателей к льготам блокадников, ветеранов по
получению пенсии по старости.
15. Запретить использовать на территории РФ за рубежной продукции без
сертификации, стандартизации , технологических регламентов,
экологических служб и экспертизы авторского права и патентно –
лицензионных исследований на патентную чистоту на территории РФ и
если есть аналоги то взимать дополнительную государственную пошлину до
50 % от стоимости товара.
16. В связи с односторонним закрытием или ограничением патентных
фондов США , Англии , Франции , создать на территории посольств РФ в
странах НАТО, патентно –лицензионные службы для оперативного сбора,
перевода на русский язык, и оперативного размещения зарубежных патентов
8
9.
на серверах: RU, BY патентов США, Англия, для открытого пользованиепатентными поверенными РФЮ.
17. В учебных институтах ввести курс - СЕМИНАР 6 МЕСЯЦЕВ ПО
дисциплине патентно- лицензионная деятельность и изобретательство на
предприятиях , государственных предприятиях , кооперативах, ООО , ЗАО.
18. Ввести значок «Заслуженный изобретатель СССР».
19. Все проводимые мероприятии изобретателей , патентоведов : освещать
в течении 10 лет бесплатно по всем государственным телевизионным
каналам.
20. Возобновить льготы изобретателям на бесплатное получение земли под
инновационные изобретения, и аграрную сельскохозяйственную
деятельности до 10 га.
21. Заслуженным изобретателям и изобретателям имеющих более 10
изобретений выделить специальный участок на Волковском, Богословском и
Митрофановском кладбище с организацией похорон за счет федерального
бюджета с установкой памятной плиты из Карельского мраморам (
рекомендации изобретателя Бирюлева В И.).
22. Каждому Ленинградцу, Петербуржцу - изобретателю, патентоведу,
инженеру. ученому , преподавателю, сержанту и матросу, каждому, кто
считает себя воином и защитником России проникнуться пониманием
смертельной угрозы, нависшей над нашей Родиной.
ТОВАРИЩИ изобретатели и офицеры России, отечество и наука разрушены
Патентное поле России, заминировано патентами стран НАТО, а
изобретателями РФ никогда уже не обезвредить патентное минные
заграждения, по всем ведущим отраслям. Патентное поле в РФ, странами
запада защищено Европейски и карманным Гаагским судом, и флотом НАТО,
а техническое отставание превращает наши оборонный комплекс и корабли,
в груду металлолома. На сегодня страны НАТО, закрыли свою патентную
базу от РФ.
9
10.
В 1943 США, так же закрыла, все научные публикации и изобретения поатомному и водородному оружию.
Изобретатели СПб И ЛО выступают за создание совершенно нового
Министерства в Правительстве России – «Министерства инновационного
развития и интеллектуальной собственности», руководство которого было
бы полностью подконтрольно и подотчѐтно всем изобретателям, то есть
персонально формировалось бы на Съезде «Союза изобретателей России» - и
только после этого окончательно утверждалось Президентом России.
Выступайте за восстановление всех других прав и свобод, и льгот для
изобретателей и заслуженных изобретателей СССР и РФ, которые
существовали для изобретателей во времена существования СССР.
Подробности на сайте: seismofond.ru в рубрике «ИЗОБРЕТАТЕЛИ СПб и
ЛО». Для подтверждения курса предательства и измены
Главнокомандующего Вооруженными Силами А.Д Медведева и Председателя
Правительства РФ В В Путина прилагаем статью читателя Алексея
Сидорова «Не теряя бдительности.. » и заглавие и название книг
зарубежных и российских авторов , которые размещены в Интернет и
переведены на русский язык:
ОТКРЫТОЕ ОБРАЩЕНИЕ изобретателей
газеты "Земля РОССИИ"
Всероссийской конференции изобретателей к Президенту Российской
Федерации
21 век - век информации и новых технологий. Основу новых технологий
составляют изобретения. Изобретения - национальное богатство России, а
изобретательская деятельность учѐных, инженеров и студентов - одно из
основных звеньев научно-технического прогресса. Именно научно
технический прогресс - тот локомотив, который способен вывести нашу
10
11.
страну из кризисного состояния. Без изобретений научно-техническийпрогресс немыслим
Следует помнить , что изобретения - это не развлечение новаторов, а
необходимый фактор выживания и процветания человечества. Человек
вынужден был изобретать, чтобы не исчезнуть из этого мира. В России на
современном этапе изобретения - необходимый фактор увеличения ВВП.
К сожалению, состояние и развитие нашей страны не в полной мере
соответствует 21 веку. Экономическая стратегия продолжает уповать на
сырьевые ИСТОЧНИКИ, но не использует новые технологии, разработанные
на уровне передовых мировых достижений, в других отраслях. Многие
развитые страны, такие, как Япония, Южная Корея и др., Сырьевых
источников, сделали огромный экономический прорыв только за счѐт новых
технологий, в том числе и российского происхождения.
В наших публичных библиотеках, в вузовских библиотеках сосредоточено
огромное интеллектуальное богатство в виде готовых оформленных
изобретений, которое лежит мертвым грузом, и пока нет явных признаков
того, что в ближайшем будущем оно будет использовано.
В стране основательно разрушена патентная система, на предприятиях и в
учреждениях отсутствует финансирование новых технологических
разработок, закончился льготный срок оплаты патентных услуг для вузов
страны, отсутствует моральное и материальное стимулирование
изобретательской деятельности, отчѐты о НИР на технические темы не
содержат новых технических решений, разработанных на уровне
изобретений, зашиты диссертаций на технические темы проходят без
изобретений, что существенно снижает новизну и значимость проведенных
исследований.
Особо следует отметить финансирование изобретательской деятельности
в некоторых военных вузах. Например, в Военно-морской академии имени Н.Г.
Кузнецова, в Военно-космической академии имени А.Ф. Можайского, и
некоторых других финансирование изобретательской деятельности не
осуществляется с 1992 года, изобретателям хронически не выплачивается и
11
12.
без того скромное авторское вознаграждение, чем грубо нарушается 8статья Патентного закона.
Для активизации изобретательской деятельности в стране, направленной на
увеличение ВВП, предлагаем:
Наладить достойное финансирование изобретательской деятельности,
материальное поощрение изобретателей, ввести дополнительную доплату
заслуженным изобретателям России.
1. Реанимировать патентную систему страны, патентные отделы и
службы в соответствующих подразделениях.
2. Возродить моральное стимулирование изобретательской
деятельности, например, за 100 изобретений присваивать без защиты
учѐную степень «кандидата технических наук», за 200 изобретений - учѐную
степень «доктора технических наук», а также ряд других льгот, которые
были ранее.
3. В учебные программы технических вузов ввести дисциплину «Основы
технических инноваций и инновационной деятельности» (следует отметить,
что слово инженер с латыни переводится как «изобретатель»).
4. Восстановить прежние требования к НИР на технические темы: они
должны начинаться с патентных исследований, а заканчиваться новыми
техническими решениями, защищенными соответствующими охранными
документами. Рекомендовать ВАК внести в соответствующее положение
требования о подтверждении новизны и значимости научных результатов
исследований патентами РФ.
5. Осуществлять доплату за творческий труд, а не за наличие учѐной
степени. Такая доплата существует только в России и Испании и никак не
стимулирует творческой отдачи. За защиту диссертации внести
единовременное вознаграждение.
6. Провести 1-й съезд изобретателей России, который бы наметил пути
развития интеллектуальной деятельности на ближайшие годы.
12
13.
Наше обращение продиктовано очевидными интересами развития страны.Россия может и должна быть мощной технической державой. Для этого
необходимо широко использовать мощный интеллектуальный потенциал и
огромные творческие способности наших изобретателей.
Обращение принято участниками конференции единогласно
https://ppt-online.org/1121884 https://disk.yandex.ru/d/EVMy0NZ_kkLd0A
Выводы рекомендации предложения изобретателей России
для Правительства РФ, ГД РФ
1. Изобретатели России выражают недоверие обоим тендему Верховному Главнокомандующему
Вооруженными Силами Д.Медведеву и Председателю Правительства РФ В.Путину.
2. Требует привлечения к уголовной ответственности Министра экономического развития РФ Эльвиры
Набиулиной и министра Финансов господина Кудрина, за целенаправленную подрывную деятельность по
ликвидации научного потенциала и допустившею низкую конкурентоспособность отечественных промышленных и
военной продукции в машиностроении, авиационной промышленности, тепловозостроение, скоростных
электричках ( закупка в Германии поездов фирмы «Сименс» и самолетов марки «Боинг». В США и другие
бытовые и военные товары и оборудование ) Российской Федерации и уничтожению заслуженных изобретателей
СССР и России у которых отняли все льготы, а себе добавили акции, премии, участие председателем в совете
директоров банка, а состояние имущество возросло в сотни и более раз ( боле подробно об имуществе, счетах, и
членстве в совет директоров банка, венчурных компаний ( по поисковику www.yandex.ru доходы членов
Правительства РФ, следующий запрос «Прокуратуры изумили затраты проверка «Российской венчурной
компании выявила расточительство» и не целевое использование государственных средств Матвиенко В.И.
3. Предлагаем приступить к сбору подписей за отставку ВРИО Губернатора СПб Беглова , который отказалась
подписать Закон СПб "Об инновационной деятельности СПб" направленный депутатом А .И Кущак. так как он
якобы противоречит федеральному закону. Отказ номер 07-106/3336 от 22 апреля 2009 ( 901831-3 ) на четырех
страницах редакцией газеты «Земля РОССИИ» направлено Медведеву Д.А.
4. Требуем от представителя Президента в СЗ И.И .Клебанова и начальника УФМС прекратить выдачу трудовых
виз иностранным гастербайтерам из Израиля, которые заняли все руководящие посты в Правительстве РФ, СПБ,
Ленинградской области и находятся на руководящих постах всех электронных СМИ.
5. Для координации действий всех национально-патриотических и военно-державных сил сформировать
Объединенный штаб по отставке Председателя Правительства В В Путина и Д.А Медведева и начать
формирование народного ополчение из уволенных офицеров.
6. Просим Президента республики Белоруссии А.Г.Лукашенко возобновить работу институт открытий стран СНГ и
России закрытый реформаторами - либералами 10 лет назад.
7. Президента РФ Д.А Медведева просим утвердить отклоненный проект закона о якобы инвестициях
изобретателям отклоненный В И.Матвиенко.
8. Вернуть льготы изобретателям России и СССР и возобновить коммунальные льготы по уплате кварплаты 50 %
, как было при СССР и разрешить бесплатный проезд в транспорте изобретателям имеющих более 10
изобретений.
13
14.
9. Вернуть льготы заслуженным изобретателем и приравнять их к льготам заслуженных работников искусства, такназываемых в народе, хохатушникам и клоунам, из общака артистов, обслуживающих либеральнокриминальный компрадорский незаконно режим или как называют в народе корпорация совершивщшая в 1993
государтсвенный переворот которая управляется из забугра
10. Ежегодно проводить бесплатно в колоном зале г Москвы награждении 100 лучших изобретателей России по
энергосберигающим технологиям и награждать изобретателей: 3 первые премии автомашины ГАЗ К -69
(отечественный) или Нива или Лада, 3 вторые премии мотоцикл с коляской ( отечественный_) и 5-ть вторых
премий спортивный отечественный велосипед, холодильник, стиральную машину, аспирантам и студентам ноутбук российской сборки ( отечественный ) или другие бытовые приборы облегчающие бытовые условия
изобретателей ( 28 апреля 2009 ) Изобретатели подписавшие обращение, просят Медведева и Путина
телевизоры изобретателям, не дарить.
11. Освободить временно, хотя бы на 10 лет изобретателей от всех государственных пошлин при подаче заявки
на выдачу патента , как это было при коммунистах , когда руководящая была КПСС, а не П ( артии ) Ед РОСС ).
12.Ограничить патентование на территории РФ ворованных с помощью технического шпионажа и принуждению к
соавторству российский аспирантов, временно по договорам сотрудничающих с американскими и израильскими
университетами на кабальных условиях.
13. За неравномерный обмен и утаивание патентной информации странами НАТО и закрытий своих патентных
фондов в одностороннем порядке , пока предупредить руководителей Парижской , Гаагской патентной
Конфекции о приостановлении или закрытии Российского патентного фонда для иностранных граждан
занимающихся сбором , а фактически изучением технической информации в коммерческих интересах стран
НАТО ( шпионаж ) при попустительстве службы ФСБ при Моссаде Израиля Все силы корпорации брошены на
экстремистов и «фашистов», ну и на националистов требующих хотя бы пропорционального распределения
должностей по национальному признаку в Правительстве РФ и Администрации Президента.
14. Приравнять льготы изобретателей к льготам блокадников, ветеранов по получению пенсии по старости.
15. Запретить использовать на территории РФ за рубежной продукции без сертификации, стандартизации ,
технологических регламентов, экологических служб и экспертизы авторского права и патентно –лицензионных
исследований на патентную чистоту на территории РФ и если есть аналоги то взимать дополнительную
государственную пошлину до 50 % от стоимости товара.
16. В связи с односторонним закрытием или ограничением патентных фондов США , Англии , Франции , создать
на территории посольств РФ в странах НАТО, патентно –лицензионные службы для оперативного сбора,
перевода на русский язык, и оперативного размещения зарубежных патентов на серверах: RU, BY патентов США,
Англия, для открытого пользование патентными поверенными РФЮ.
17. В учебных институтах ввести курс - СЕМИНАР 6 МЕСЯЦЕВ ПО дисциплине патентно- лицензионная
деятельность и изобретательство на предприятиях , государственных предприятиях , кооперативах, ООО , ЗАО.
18. Ввести значок «Заслуженный изобретатель СССР».
19. Все проводимые мероприятии изобретателей , патентоведов : освещать в течении 10 лет бесплатно по всем
государственным телевизионным каналам.
20. Возобновить льготы изобретателям на бесплатное получение земли под инновационные изобретения, и
аграрную сельскохозяйственную деятельности до 10 га.
21. Заслуженным изобретателям и изобретателям имеющих более 10 изобретений выделить специальный
участок на Волковском, Богословском и Митрофановском кладбище с организацией похорон за счет
федерального бюджета с установкой памятной плиты из Карельского мраморам ( рекомендации изобретателя
Бирюлева В И.).
14
15.
22. Каждому Ленинградцу, Петербуржцу - изобретателю, патентоведу, инженеру. ученому , преподавателю,сержанту и матросу, каждому, кто считает себя воином и защитником России проникнуться пониманием
смертельной угрозы, нависшей над нашей Родиной. ТОВАРИЩИ изобретатели и офицеры России, отечество и
наука разрушены Патентное поле России, заминировано патентами стран НАТО, а изобретателями РФ никогда
уже не обезвредить патентное минные заграждения, по всем ведущим отраслям. Патентное поле в РФ, странами
запада защищено Европейски и карманным Гаагским судом, и флотом НАТО, а техническое отставание
превращает наши оборонный комплекс и корабли, в груду металлолома. На сегодня страны НАТО, закрыли свою
патентную базу от РФ.
В 1943 США, так же закрыла, все научные публикации и изобретения по атомному и водородному оружию.
Изобретатели СПб И ЛО выступают за создание совершенно нового Министерства в Правительстве России –
«Министерства инновационного развития и интеллектуальной собственности», руководство которого было бы
полностью подконтрольно и подотчѐтно всем изобретателям, то есть персонально формировалось бы на Съезде
«Союза изобретателей России» - и только после этого окончательно утверждалось Президентом России.
Выступайте за восстановление всех других прав и свобод, и льгот для изобретателей и заслуженных
изобретателей СССР и РФ, которые существовали для изобретателей во времена существования СССР.
Подробности на сайте: seismofond.ru в рубрике «ИЗОБРЕТАТЕЛИ СПб и ЛО». Для подтверждения курса
предательства и измены Главнокомандующего Вооруженными Силами А.Д Медведева и Председателя
Правительства РФ В В Путина прилагаем статью читателя Алексея Сидорова «Не теряя бдительности.. » и
заглавие и название книг зарубежных и российских авторов , которые размещены в Интернет и переведены на
русский язык:
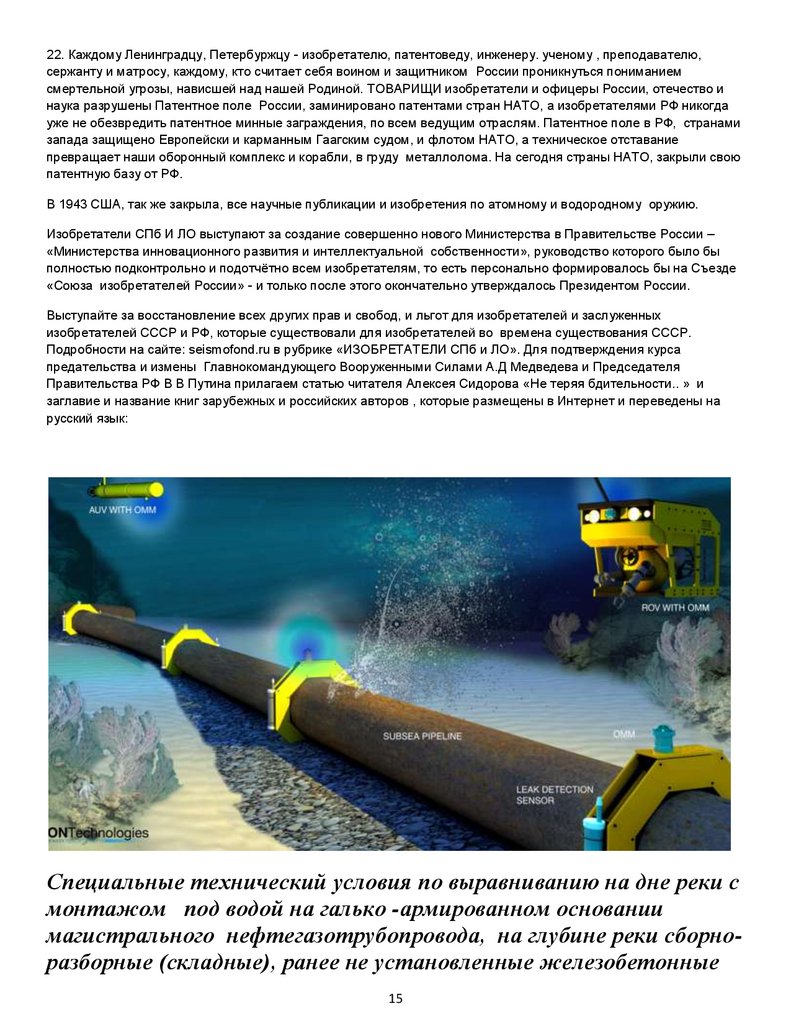
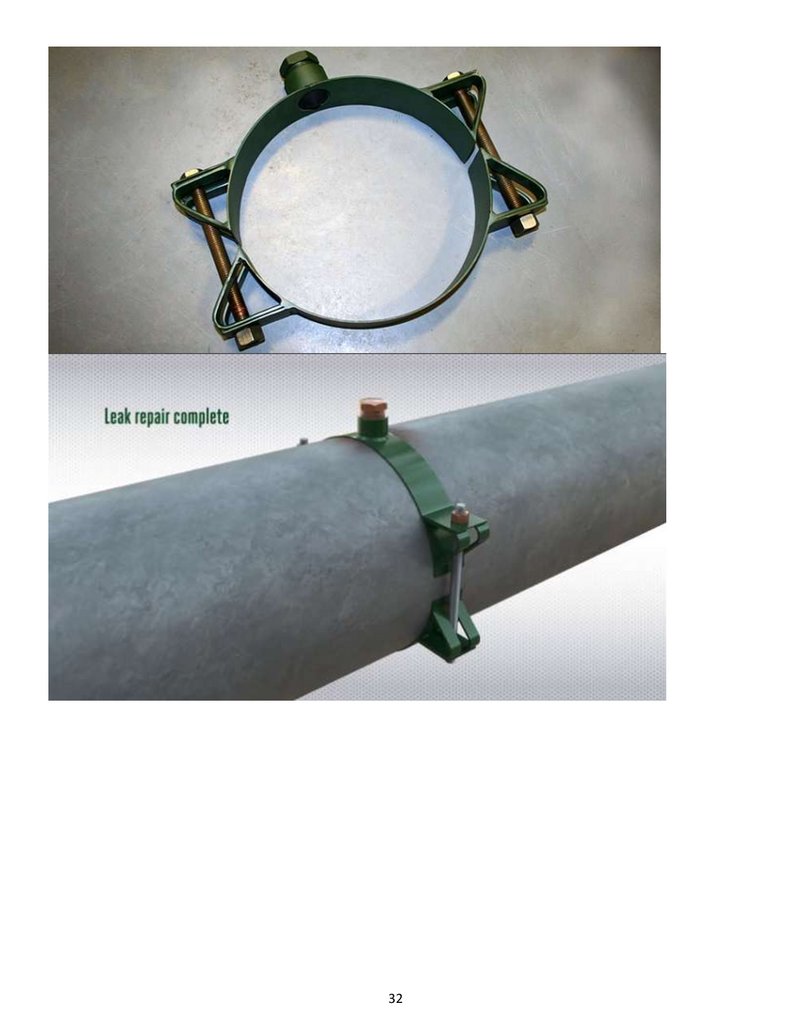
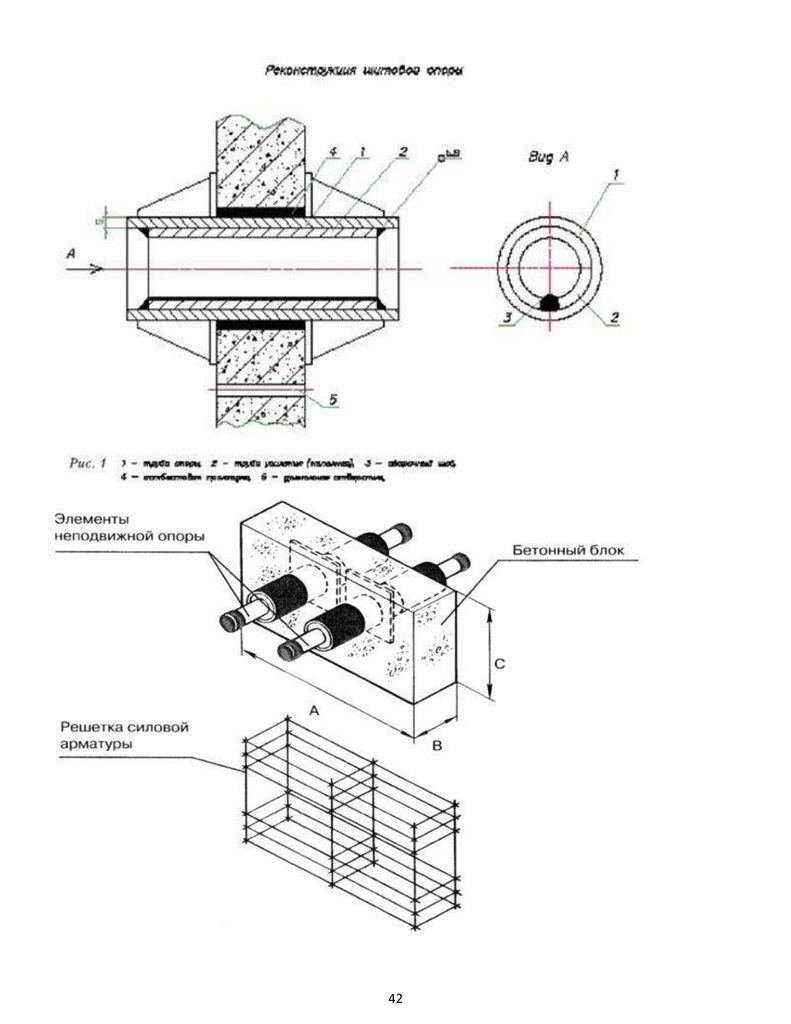
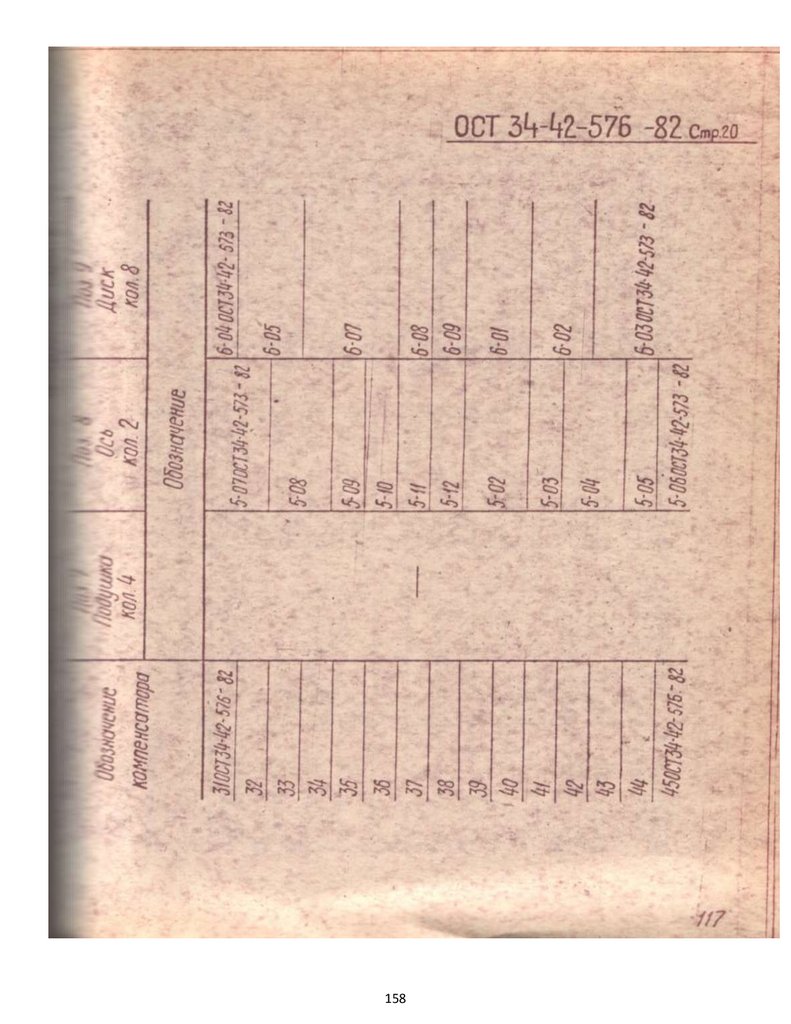
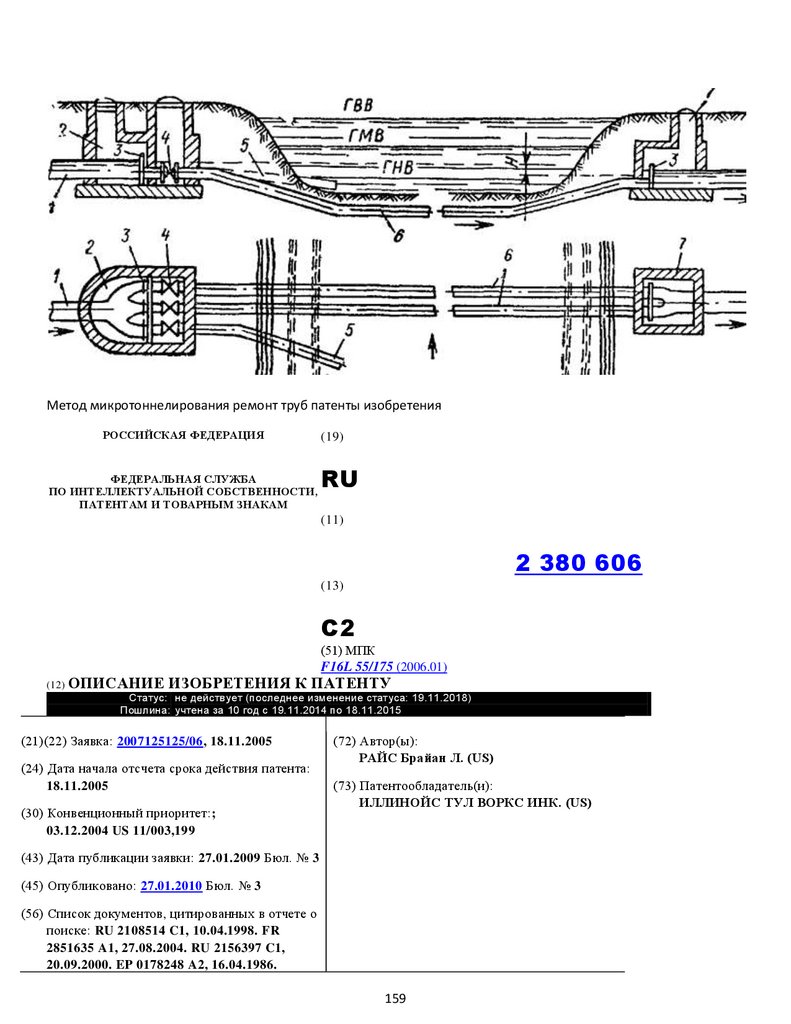
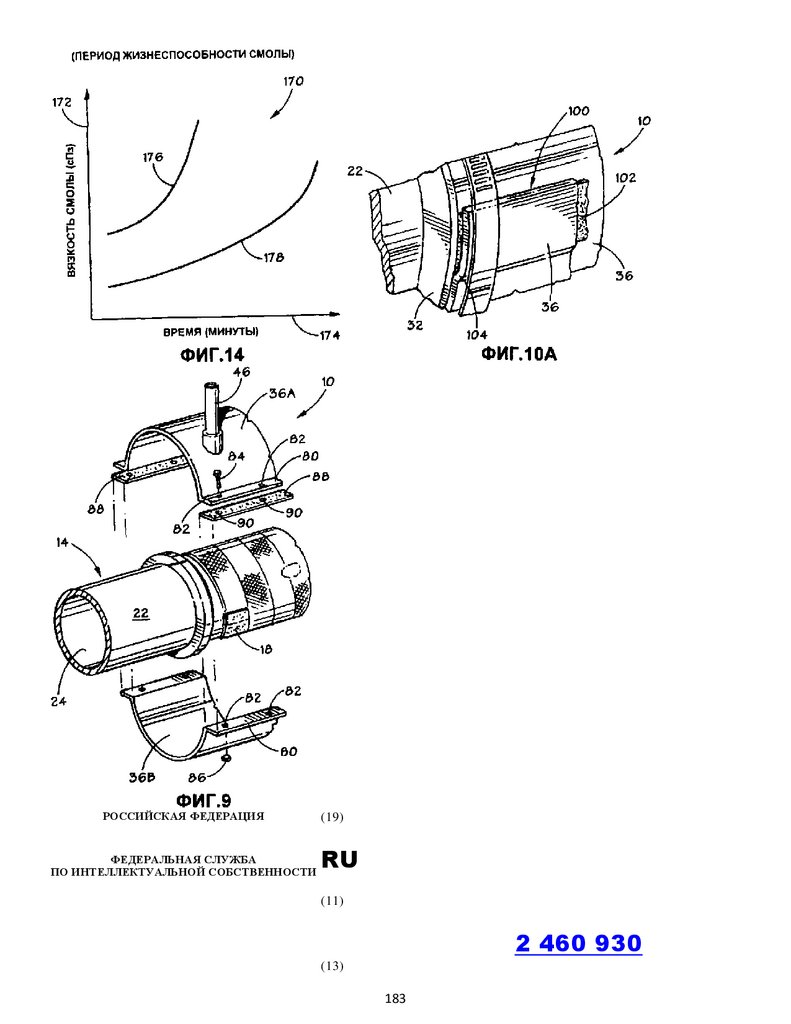
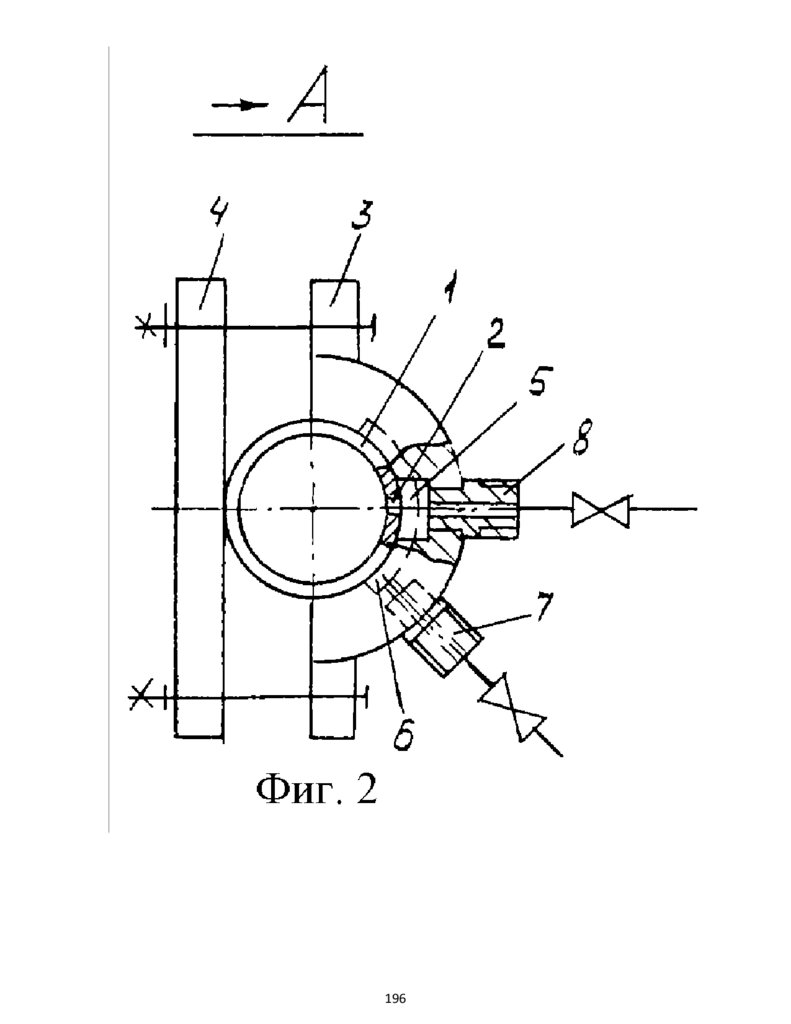
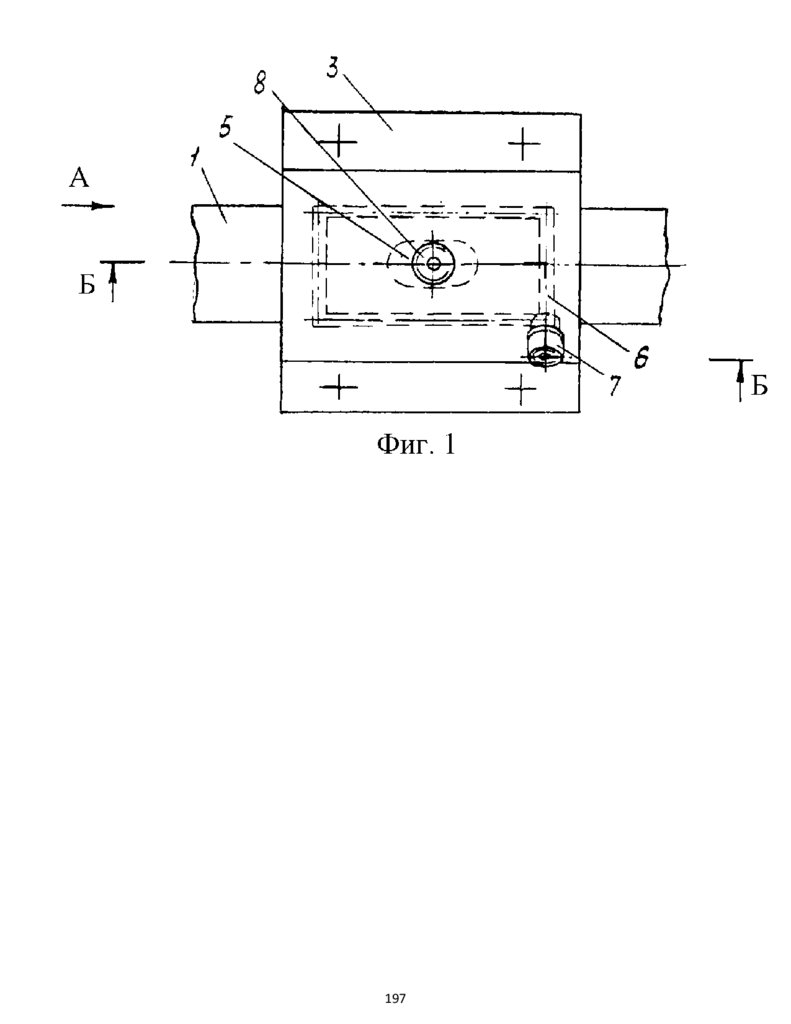
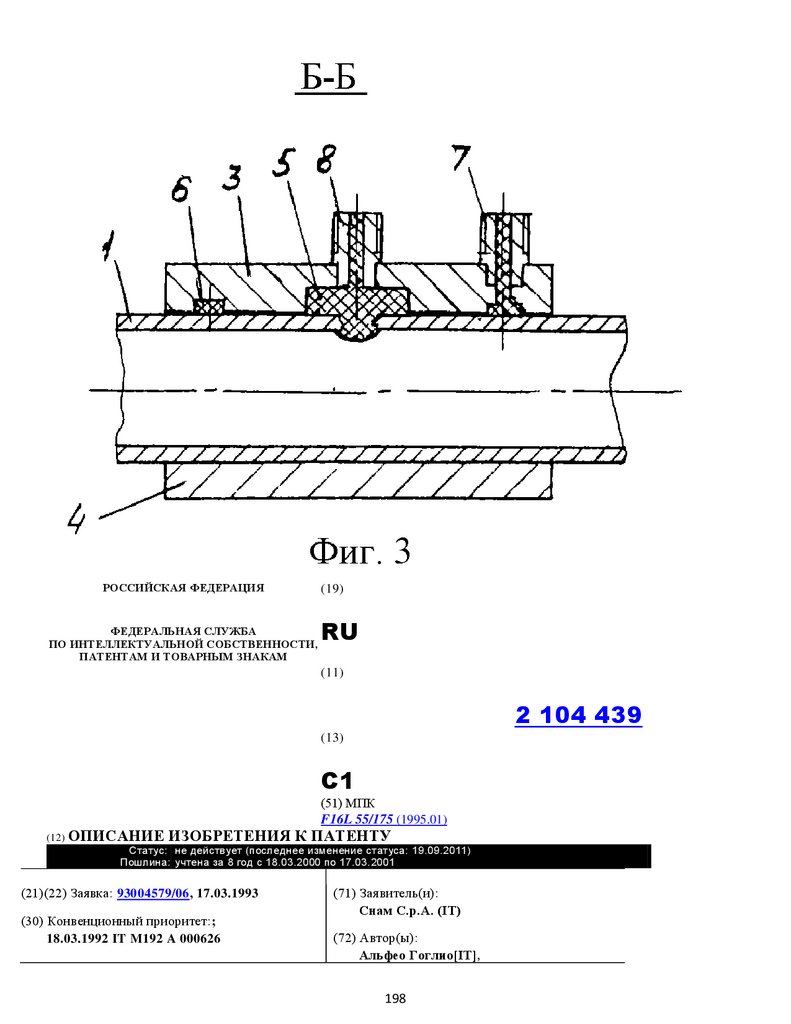
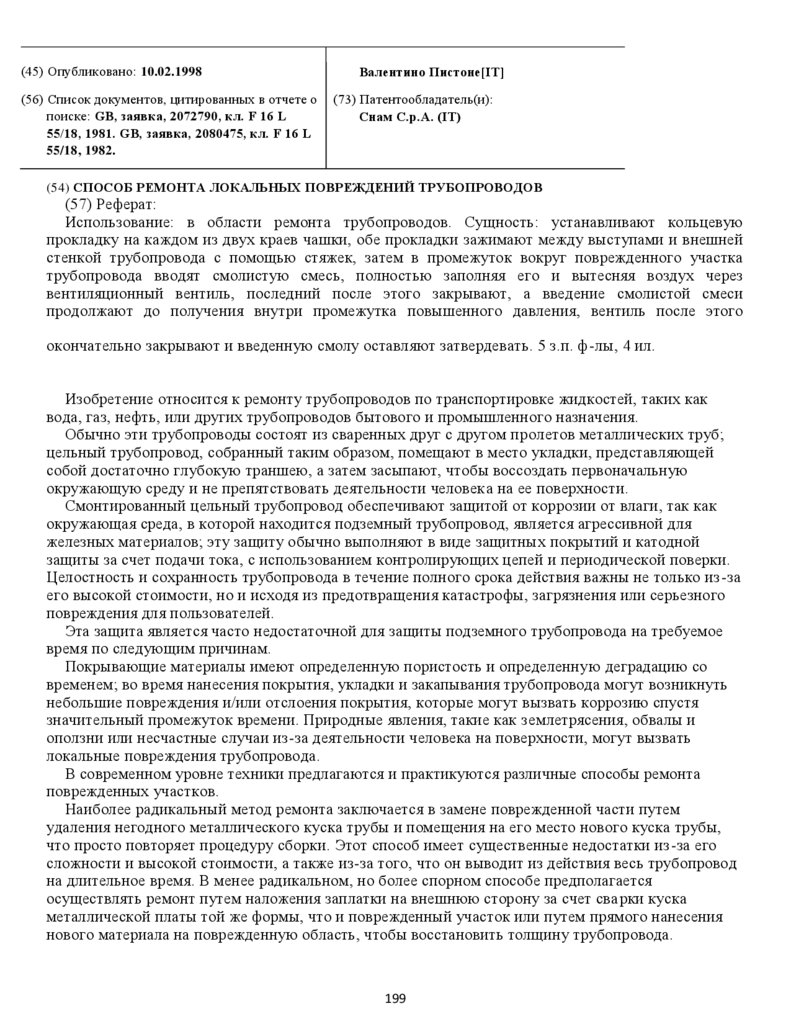
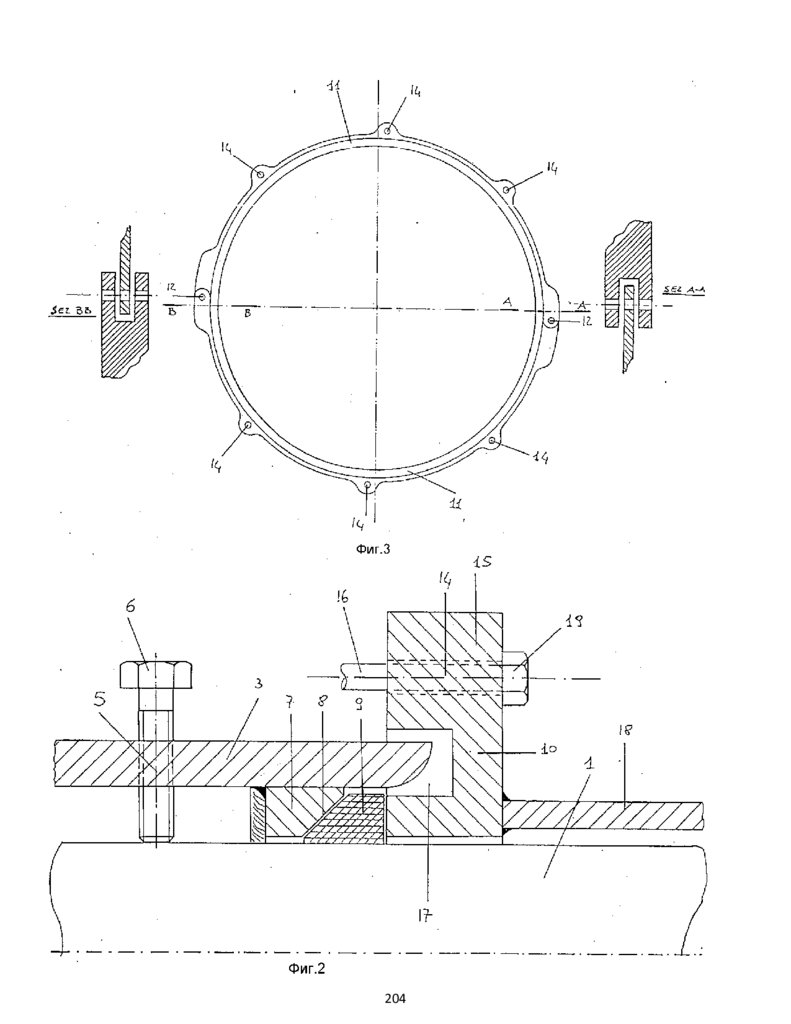
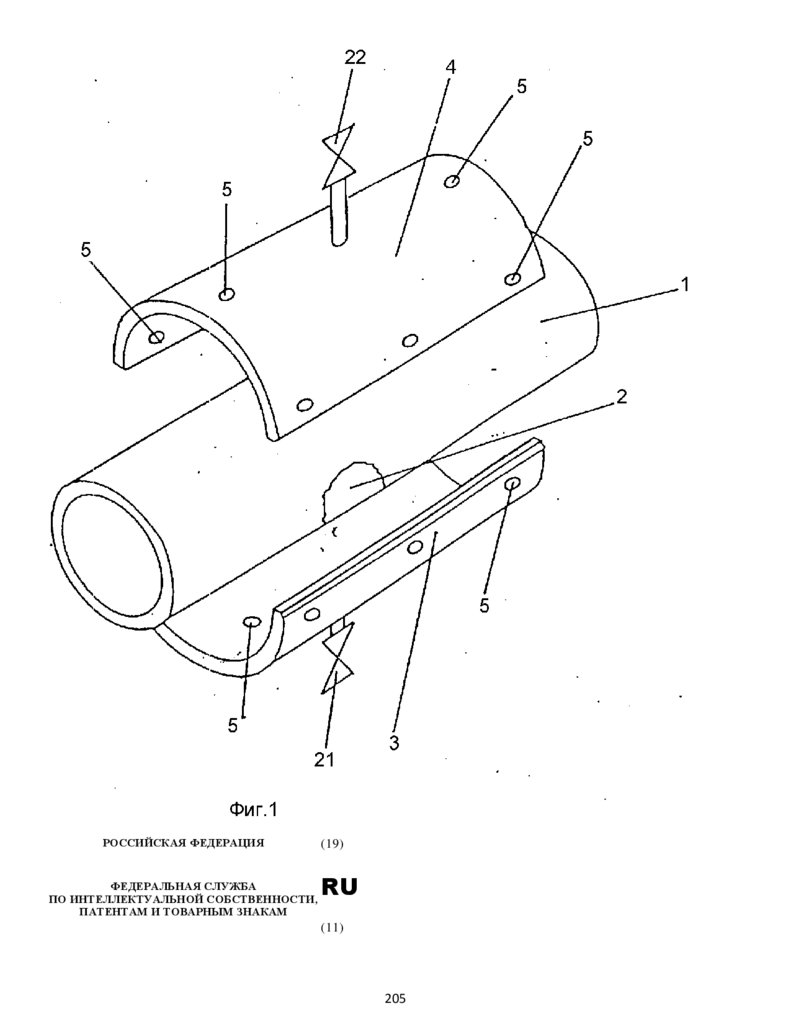
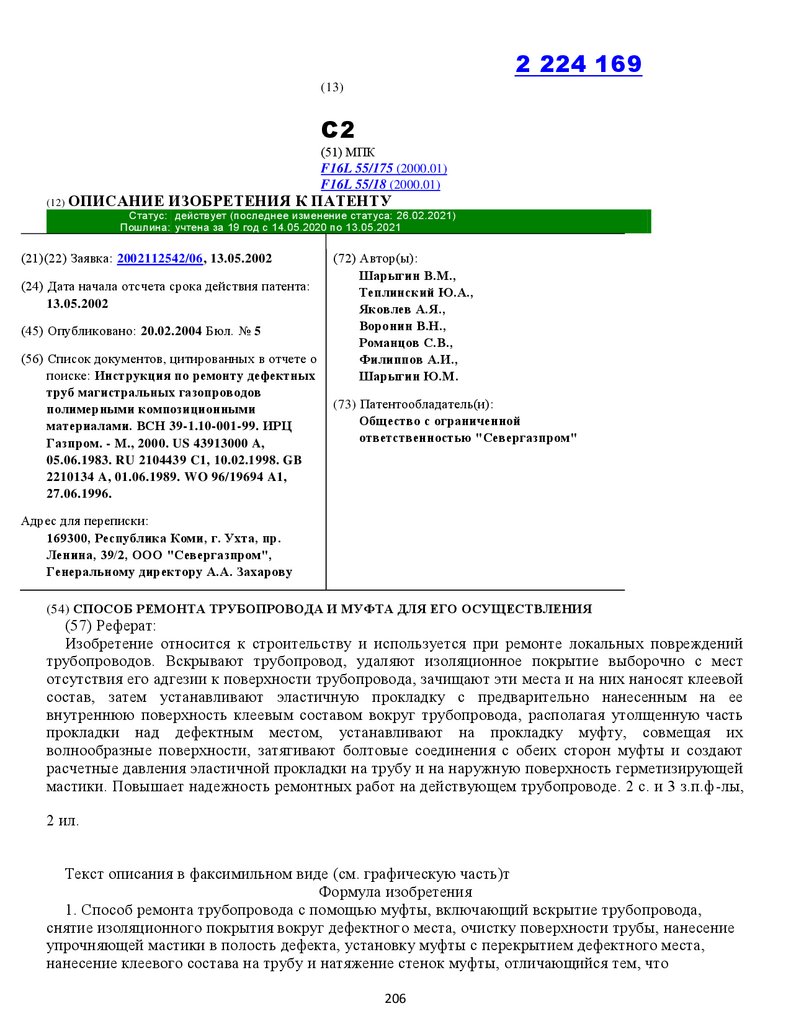
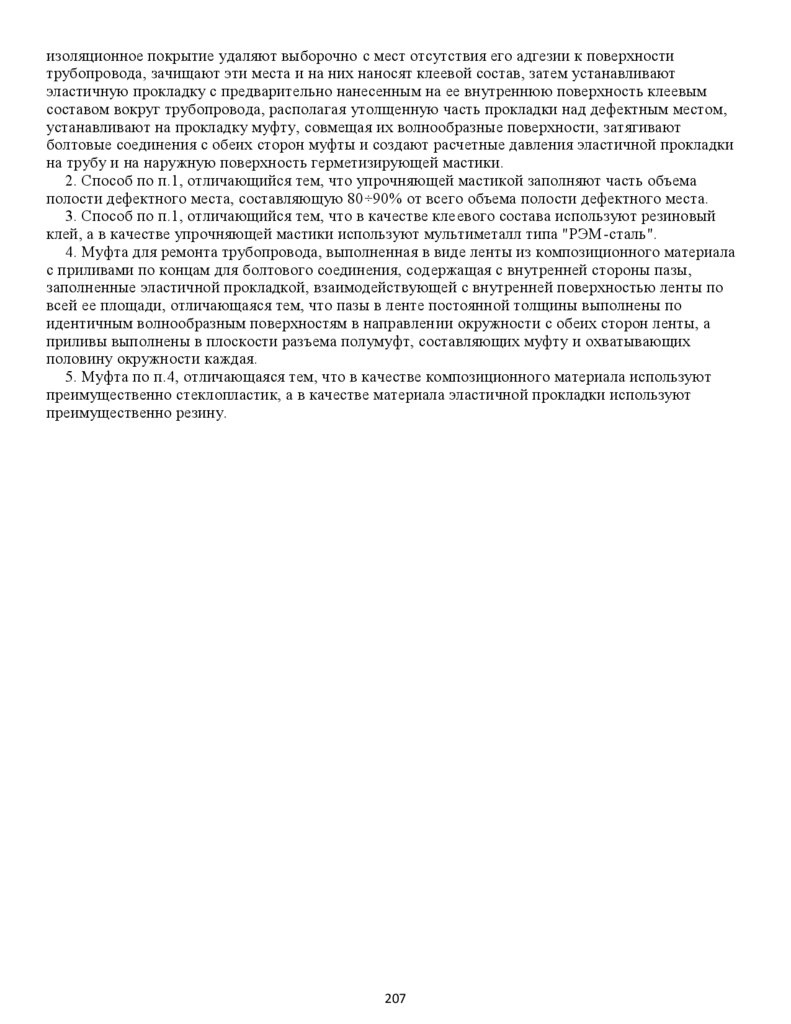
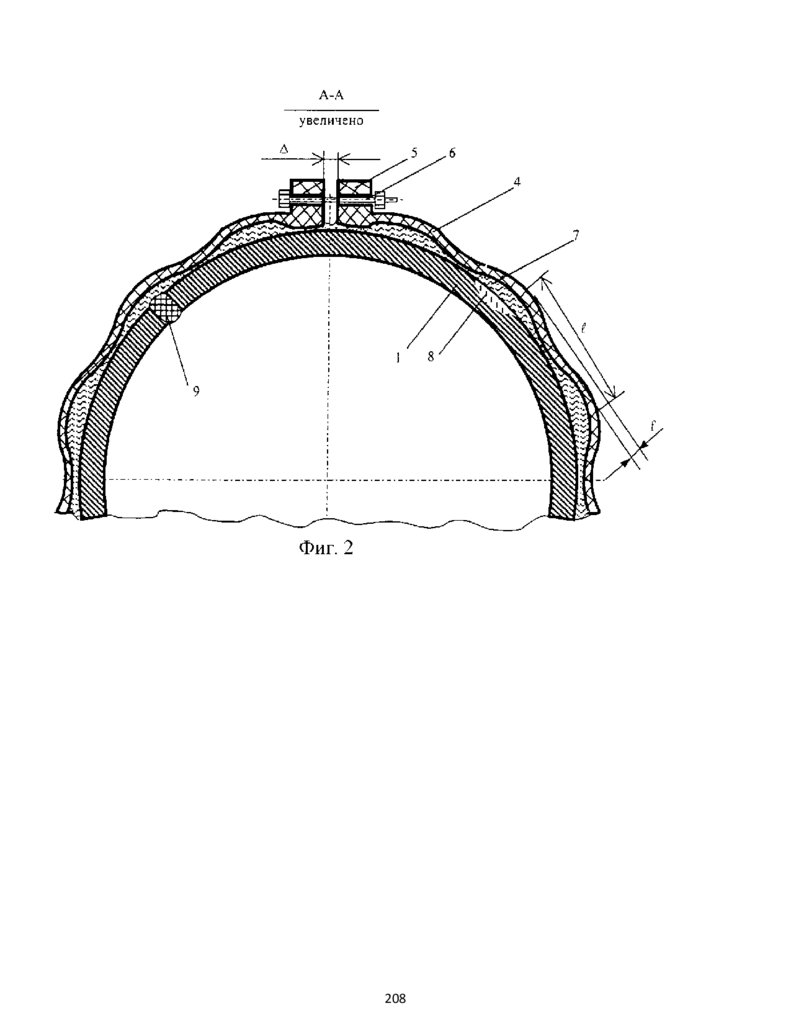
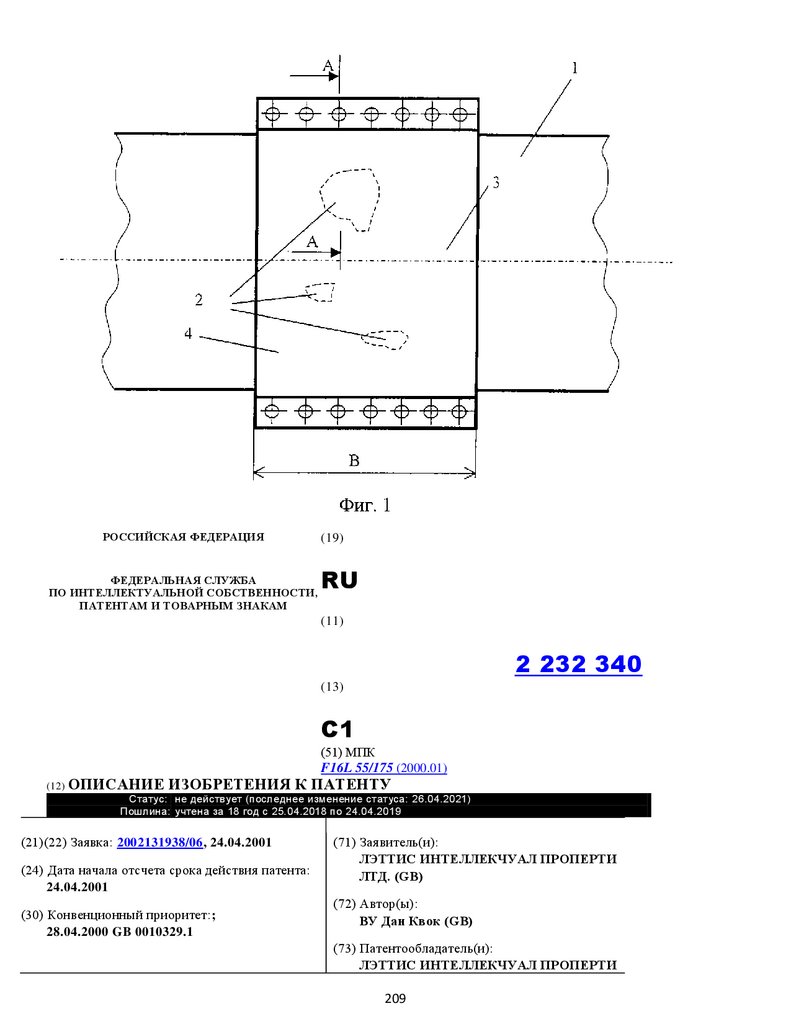
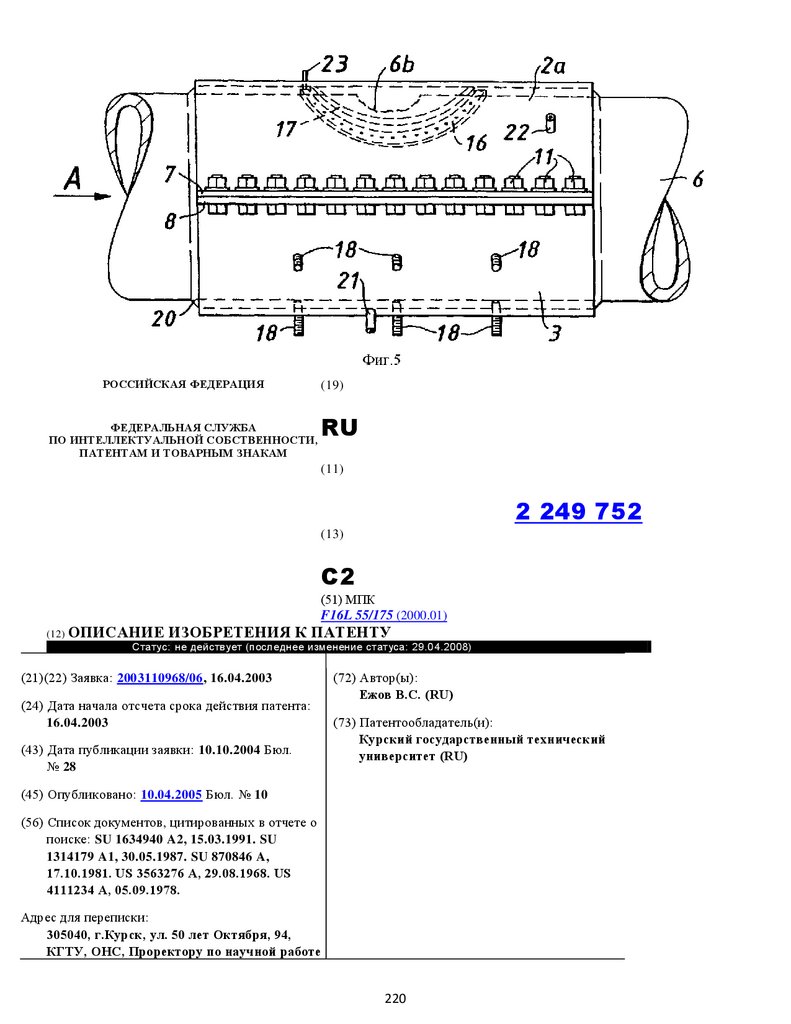
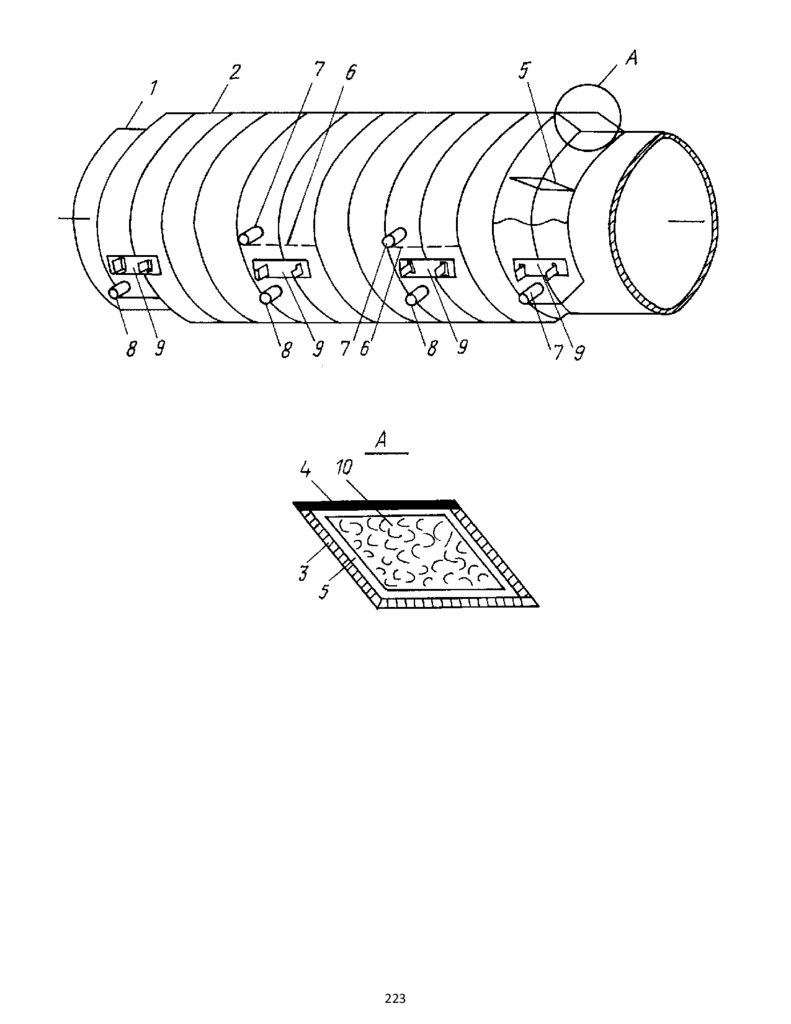
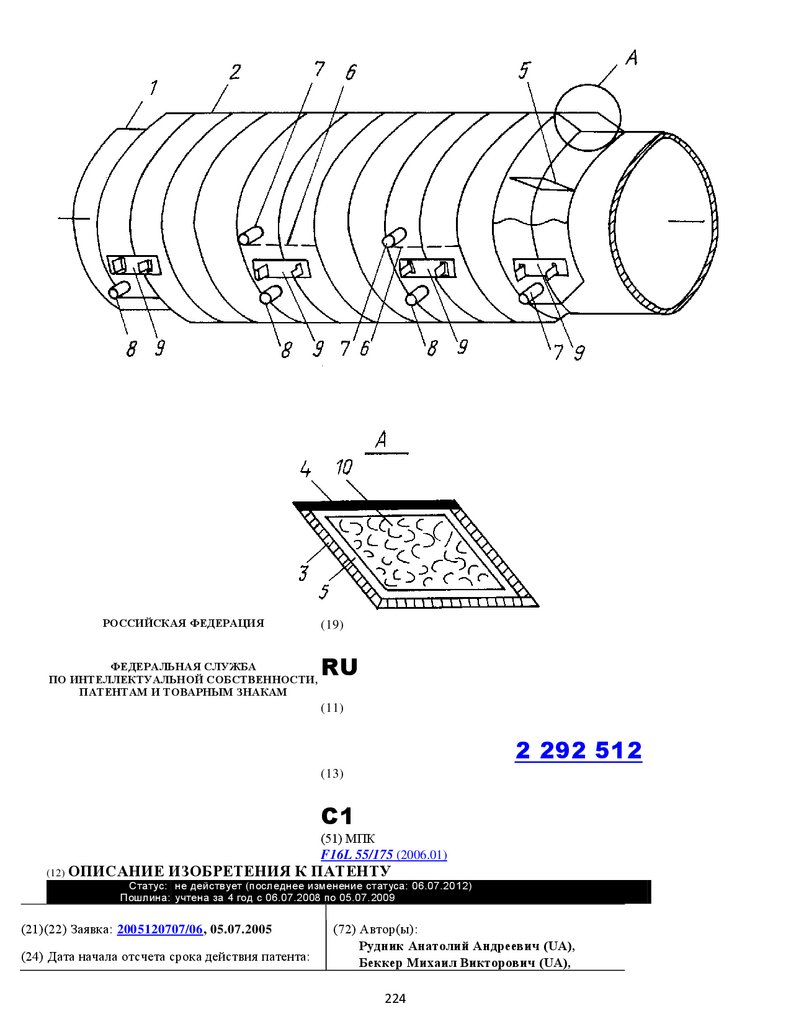
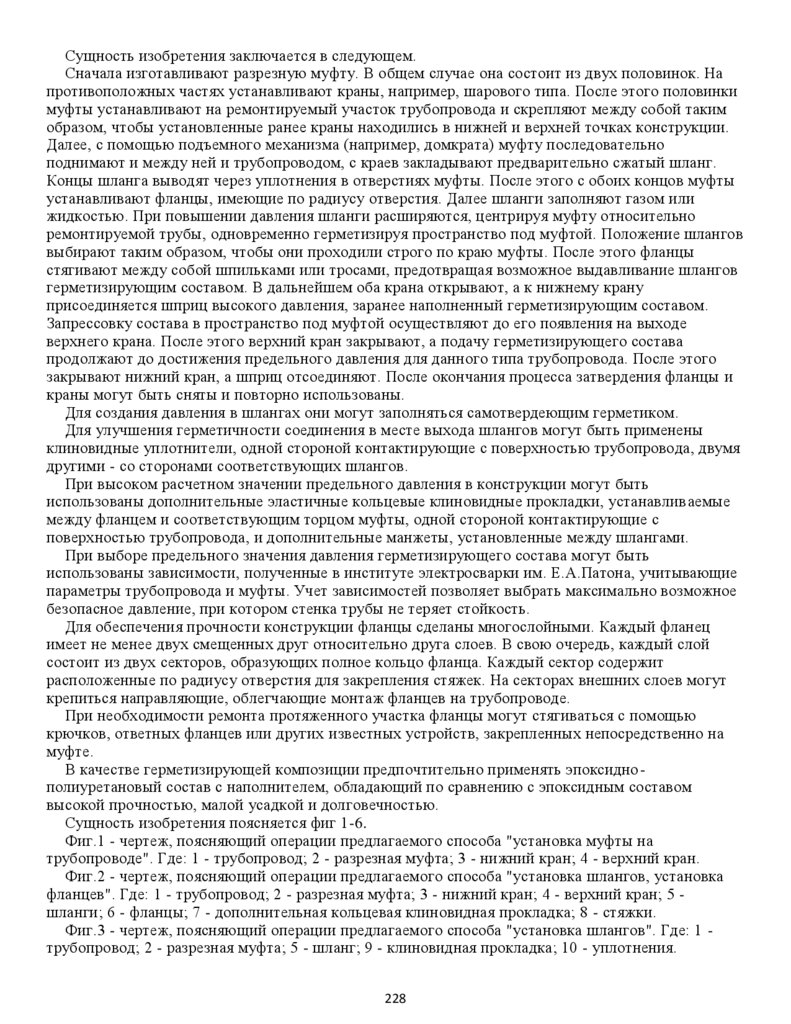
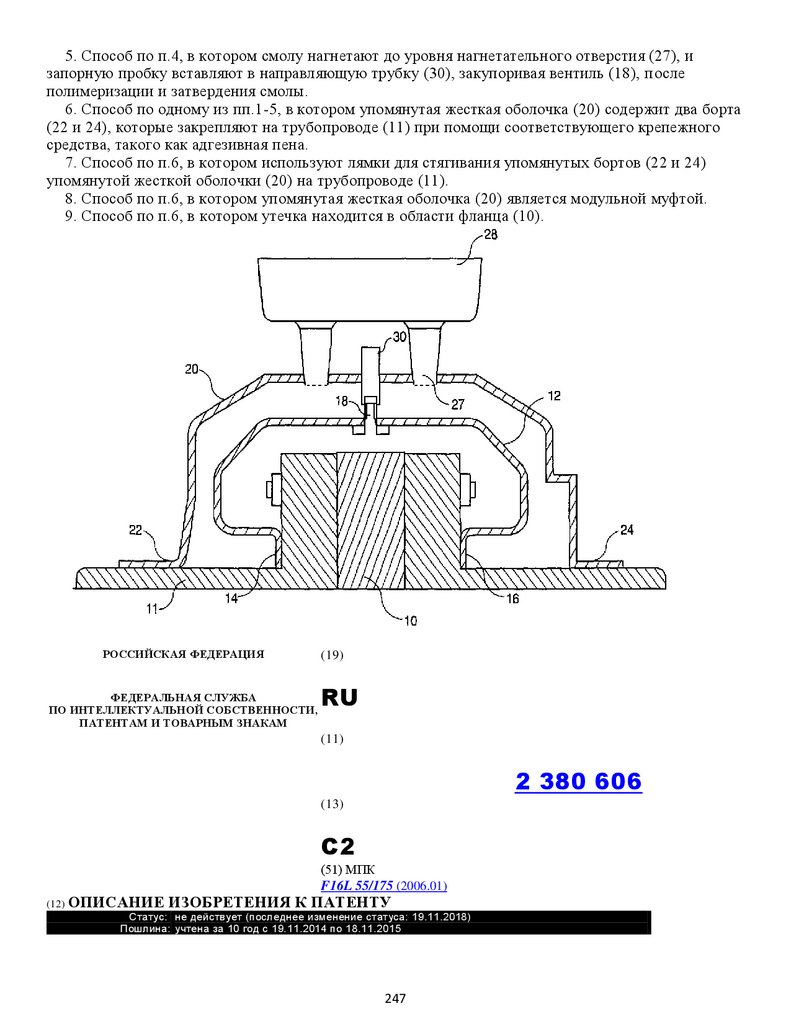
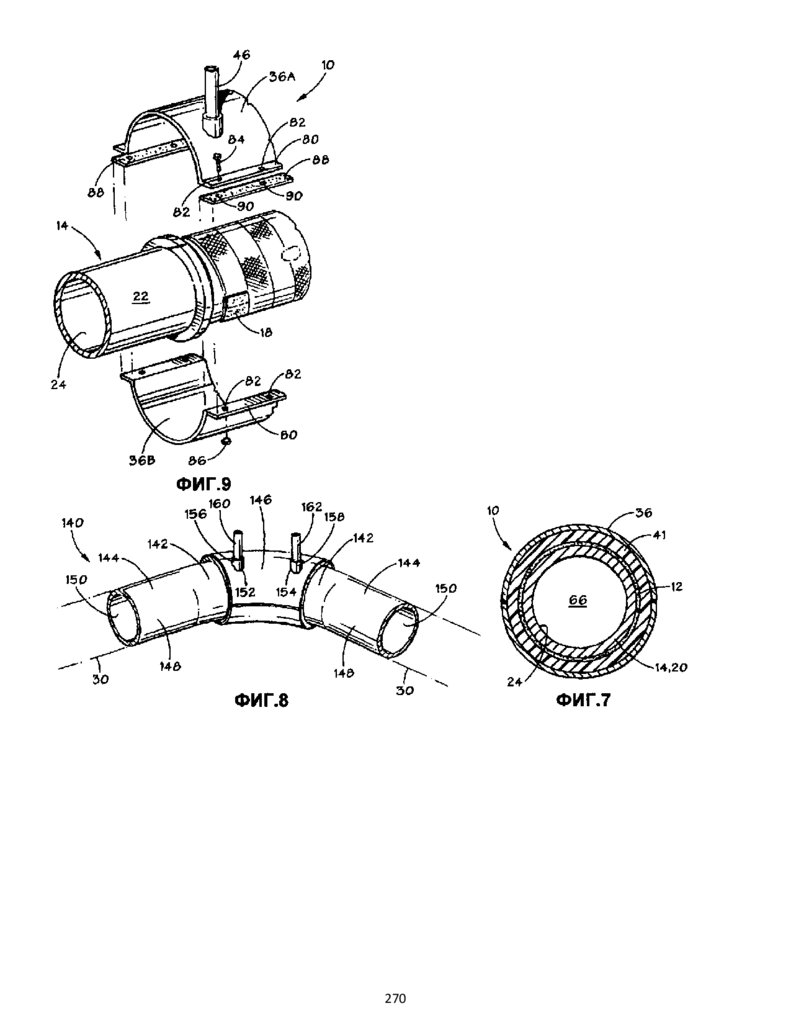
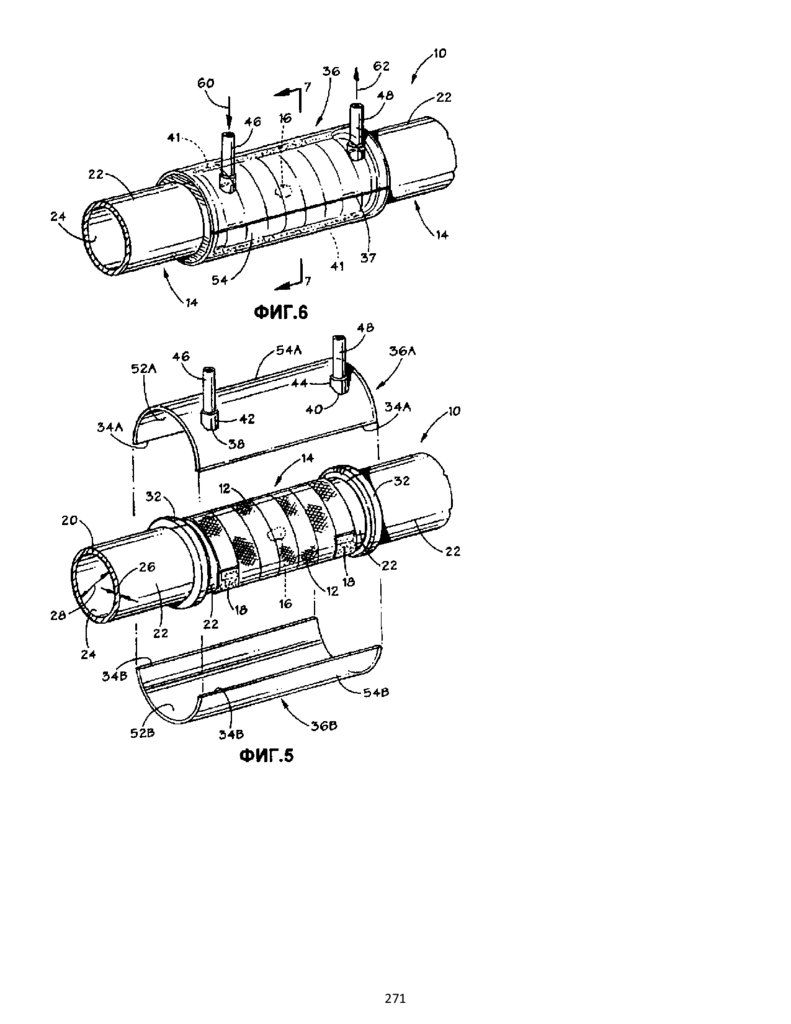
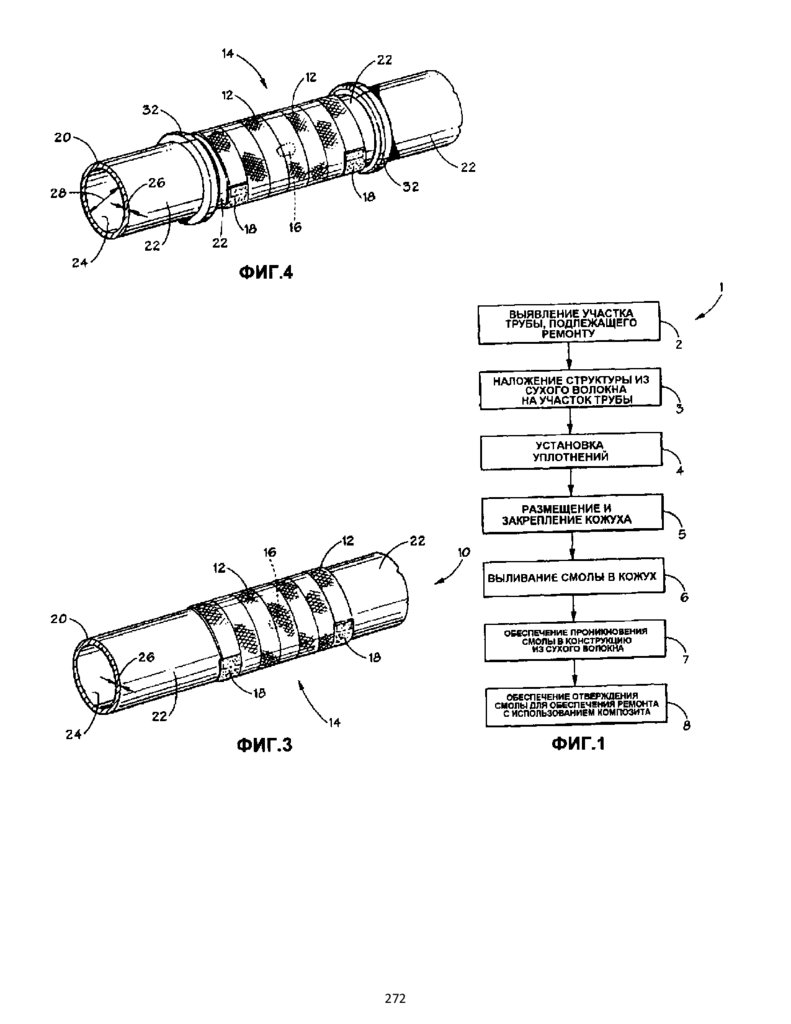
Специальные технический условия по выравниванию на дне реки с
монтажом под водой на галько -армированном основании
магистрального нефтегазотрубопровода, на глубине реки сборноразборные (складные), ранее не установленные железобетонные
15
16.
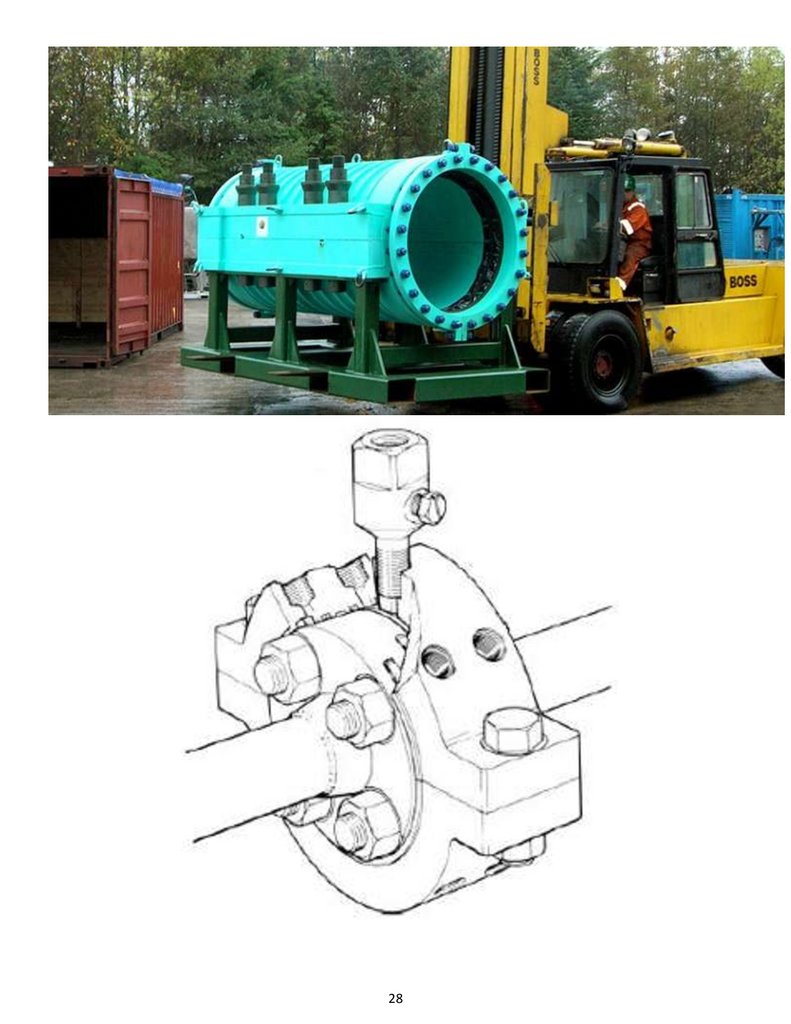
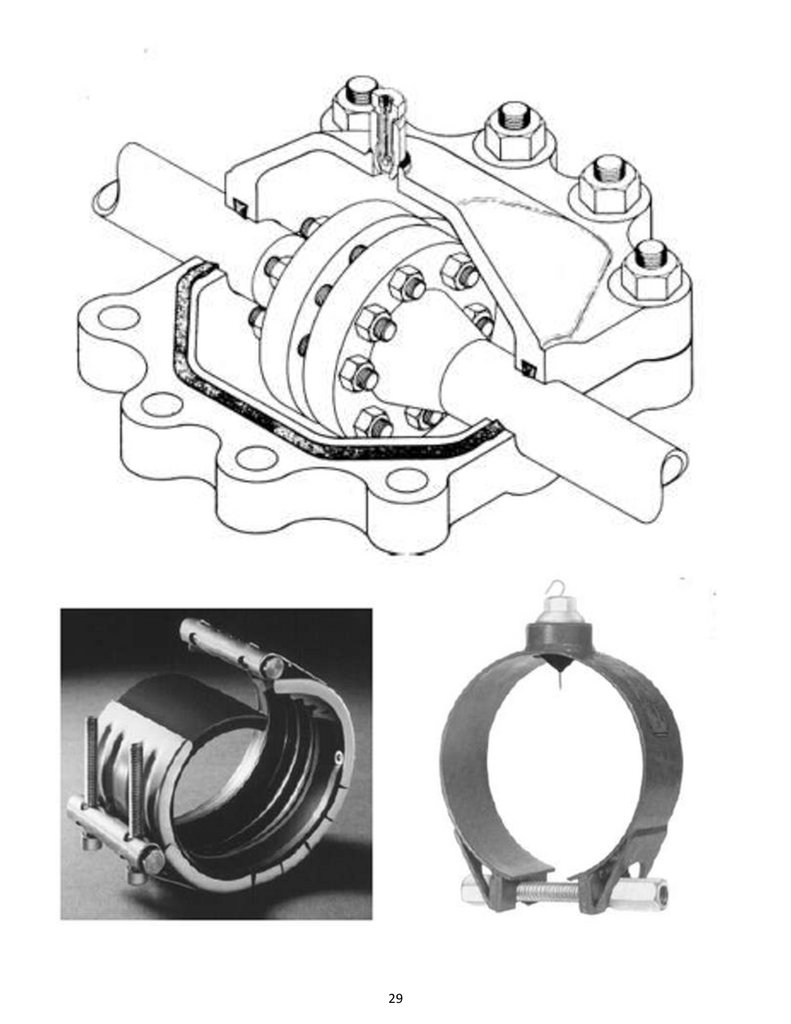
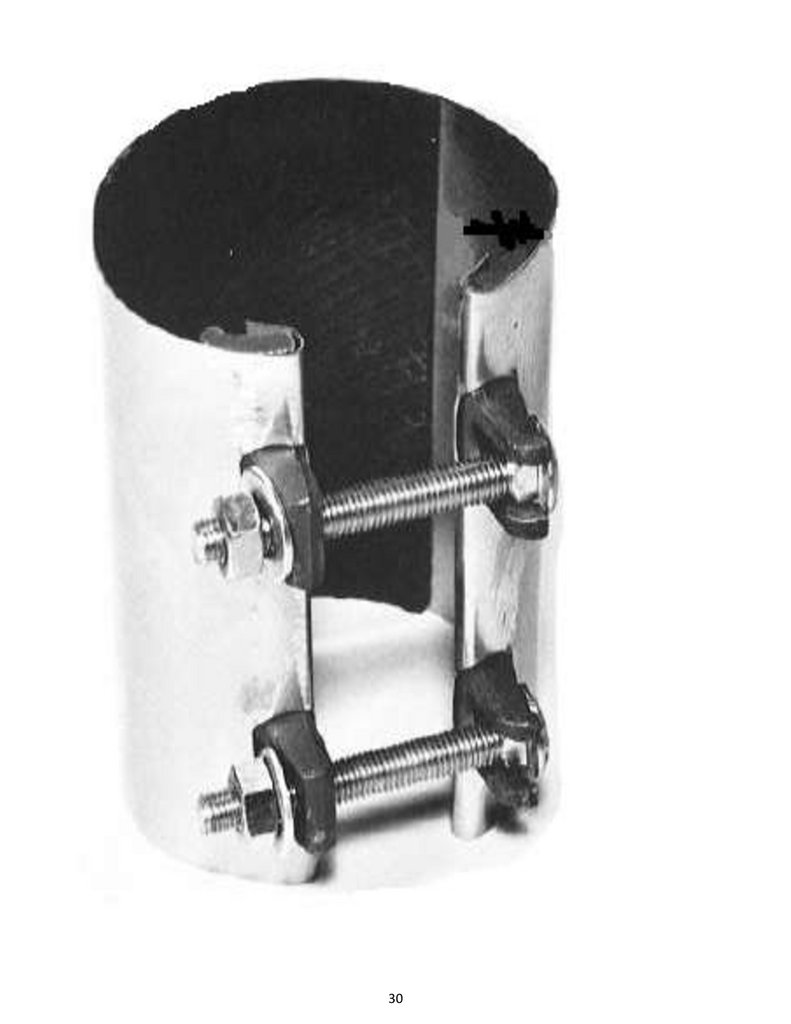
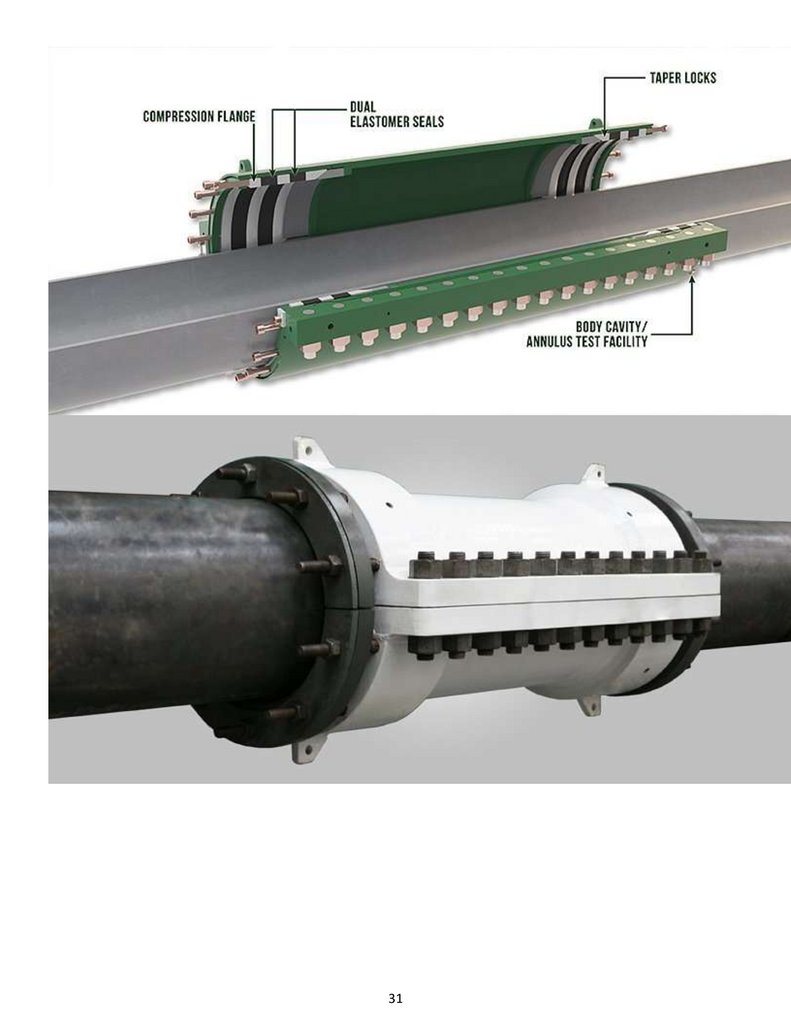
ограничители перемещений ( серия 4.903-10, выпуск 4) и ремонтна глубине реки, локальных повреждений, герметизация
трубопровода, заделка свищей, ремонт труб муфтами и
хомутами, на линейных участков, для исключения утечки нефти
(газа) на магистральном нефте- газо- трубопроводах, согласно
прилагаемых изобртений: №№ 2380606, 2460930, 2219423, 2216680,
2213289, 2177582, 2134835,2110728, 2104439, 2063574, 2244169,
2232340,2249752, 2295212,2327723,2352854, 2372548
https://disk.yandex.ru/d/edWtu2zY40aYQw https://ppt-online.org/928358
Расчет деформации трубопровода при переходе через
реку Магистральные газопроводы относятся к сложным техническим объектам, к которым
предъявляются повышенные требования по надежности и безопасности. В общем случае
магистральный газопровод представляет собой протяженную разветвленную техническую
систему с большим разнообразием конструктивно выполненных участков, грунтовогеологических условий и способов прокладки (подземный, наземный, подводный и воздушные
переходы). Поэтому для оценки надежности магистрального газопровода целесообразно
составление структурной схемы газопровода путем разделения его на участки, в пределах
которых конструкция трубопроводной системы и условия ее работы на прочность
сопоставимы. Так, в отдельные участки должны быть выделены элементы трубопровода,
представляющие повышенную опасность с точки зрения их работы на прочность. Одним из
таких участков, отличающихся от остальных конструктивно и условиями нагружения являются
подводные переходы.
Согласно , подводный переход магистрального газопровода представляет собой участок
линейной части МГ, пересекающей водную преграду и уложенный, как правило, с
заглублением в дно водоема ( реки, озера, канала, водохранилища и т.
Подводные переходы сооружают при пересечении трубопроводом рек, водохранилищ, озер,
морских акваторий. В настоящее время в стране эксплуатируется более 5 тысяч подводных
переходов общей протяженностью более 3 тысяч километров.
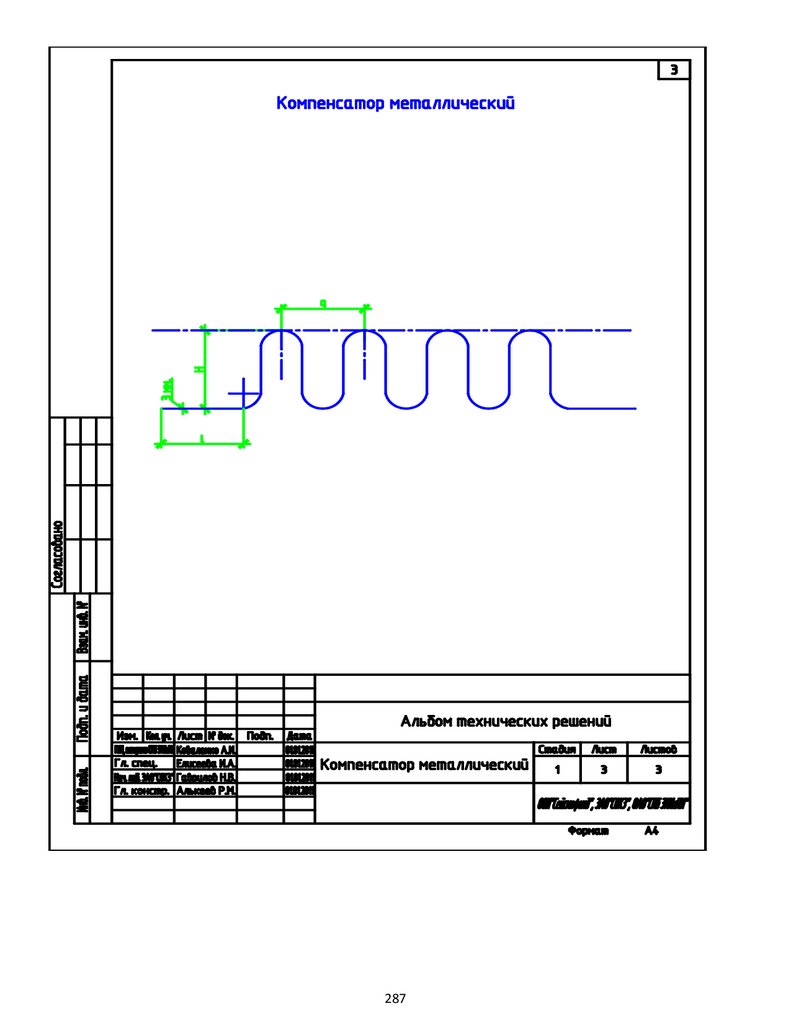
И, специальные технические условия применения демпфирующих косых
компенсаторов со скошенными торцами виброустойчивых фланцевых
соединений для магистральных трубопроводов на фрикционноподвижных болтовых соединениях, с длинными овальными отверстиями
по линии нагрузки при переходе через реку , для протяжных сдвиговых
фланцевых соединениях с овальными отверстиями, контролируемым
натяжением, выполненных по изобретениям проф. дтн (ПГУПС Уздина А. М. №№
1143895, 1168755, 1174616, 165076 «Опора сейсмостойкая», 2010136746 «СПОСОБ
ЗАЩИТЫ ЗДАНИЯ И СООРУЖЕНИЯ ПРИ ВЗРЫВЕ С ИСПОЛЬЗОВАНИЕМ СДВИГОУСТОЙЧИВЫХ И
ЛЕГКОСБРАСЫВАЕМЫХ СОЕДИНЕНИЙ, ИСПОЛЬЗУЮЩИЕ СИСТЕМУ ДЕМПФИРОВАНИЯ
ФРИКЦИОННОСТИ И СЕЙСМОИЗОЛЯЦИЮ ДЛЯ ПОГЛОЩЕНИЯ ВЗРЫВНОЙ И СЕЙСМИЧЕСКОЙ
ЭНЕРГИИ»
согласно изобретениям проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755, 1174616, 165075 «Опора сейсмостойкая»,
2010136746 «Способ защиты зданий сооружений при взрыве с использованием сдвигоустойсчивых и лего сбрасываемых
16
17.
соединений , использующие систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной исейсмической энергии»,887747, 2423820 «Стыковое соединение растянутых зон», 2382151, 2208098 , 2629514 и опыт
применения программного комплекса SCAD Office для фрикционно- подвижных соединениях - нелинейным методом
расчета, методом оптимизации и идентификации статических задач теории устойчивости трубопровода
Ключевые слова : косой компенсатор, фрикционно-демпфирующаяся сейсмоизоляция, демпфирующая
сейсмоизоляция; фрикционно –демпфирующие сейсмоопоры: демпфирование; сейсмоиспытания:
динамический расчет , фрикци-демпфер, фрикци –болт , реализация , расчета , прогрессирующее,
лавинообразное, обрушение, вычислительны, комплекс SCAD Office, обеспечение сейсмостойкости,
магистральные, технологические, трубопроводов, полиэтилен [email protected]
Организация - Фонд поддержки и развития сейсмостойкого строительства "Защита и
безопасность городов» - «Сейсмофонд» ИНН – 2014000780 при ПГУПС
Организация Фонд поддержки и развития сейсмостойкого строительства Защита и
безопасность городов- «Сейсмофонд» ИНН – 2014000780 при ПГУПС
организация "Сейсмофонд", ИНН 2014000780 СПб ГАСУ (921) 962-6778, (996)798-26-54, (999) 535-47-29
Аттестат аккредитации испытательной лаборатории ОО "Сейсмофонд", выдан
СРО «НИПИ ЦЕНСТРОЙПРОЕКТ» № 0223.01-2010-2010000211-П-29 от 27.03.2012
npnardo.ru/news_36.htm и СРО «ИНЖГЕОТЕХ» № 060-2010-2014000780-И-12, выдано
28.04.2010 г. [email protected] (996) 798-26-54, (999) 535-47-29, (812) 694-78-10
17
18.
Общественная организация - Фонд поддержки и развития сейсмостойкого строительства «Защита и безопасностьгородов» - ОО «Сейсмофонд» при ПГУПС ОГРН: 1022000000824 , ИНН: 2014000780
УДК 625.748.32 Организация «Сейсмофонд» при ПГУПС 1022000000824 4 ИНН 2014000780
Испытательного центра ПГУПС , аккредитован Федеральной службой по аккредитации, ОО "Сейсмофонд"
Инж –мех ЛПИ им Калинина Е.И.Коваленко, зам президента организации «Сейсмофонд»
ОГРН:
ОГРН : 1022000000824 ИНН
2014000780 (921) 962-67-78 , (996) 798-26-54, [email protected] [email protected]
( ШИФР 1.010.1-2с.94, выпуск 0-1, утвержден Главпроектом Мистрой России, письмо от 21.09.94 ; 9-3-1/130 за подписью Д.А.Сергеева, исп.
Барсуков 930-54-87 согласно письма Минстроя № 9-3-1/199 от 26.12.94 и письма № 9-2-1/130 от 21.09.94
)
Мажиев Х. Н. Президент организации «Сейсмофонд» ОГРН : 1022000000824 ИНН 2014000780 Научные консультанты ПГУПС ,
преподаватели: И.У.Аубакирова, О.А.Малафеев,Ю.М.Тихонов, В.Г.Темнов
Научные консультанты от СПб ГАСУ, ПГУПС : Х.Н.Мажиев, ученый секретарь кафедры ТСМиМ СПб ГАСУ , заместитель
руководителя ИЦ «СПб ГАСУ» И. У. Аубакирова [email protected] ИНН 2014000780 И.У.Аубакирова , Е.И.Коваленко,
О.А.Малафеев, Ю.М.Тихонов
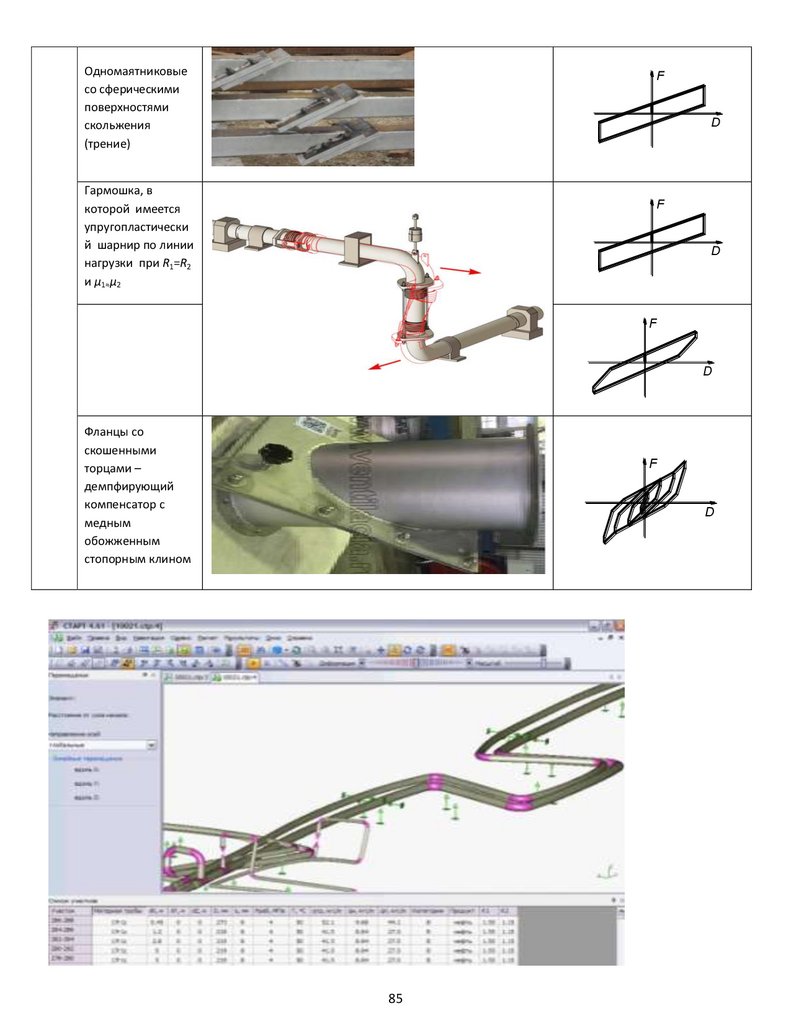
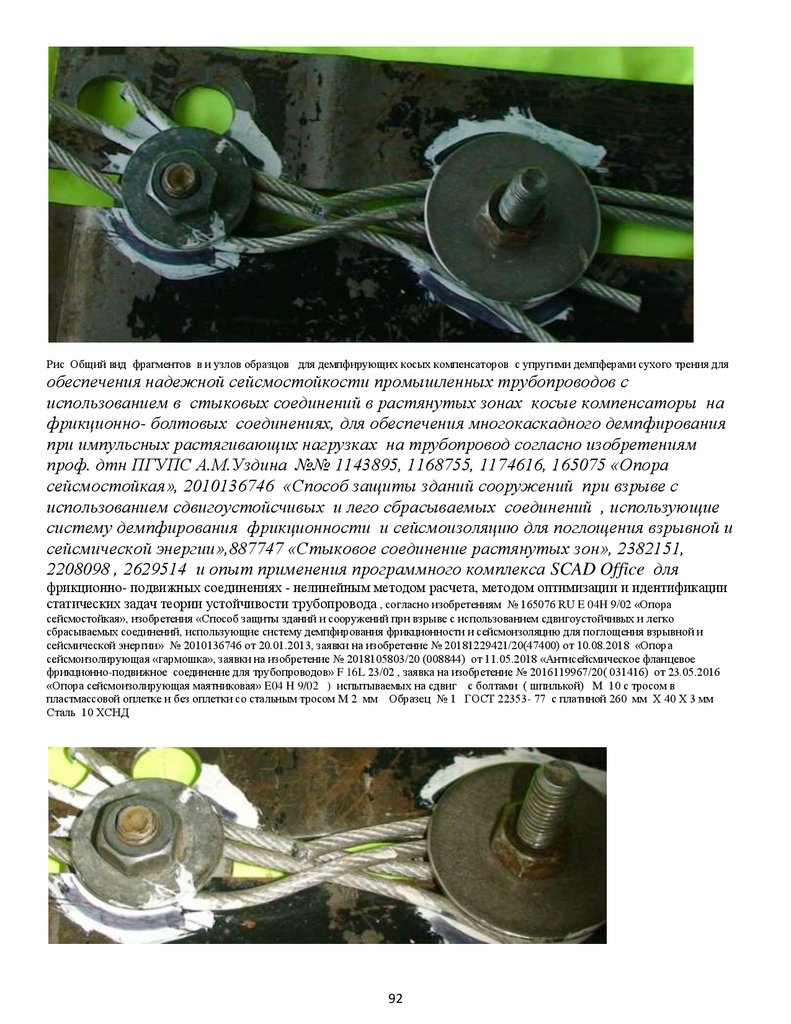
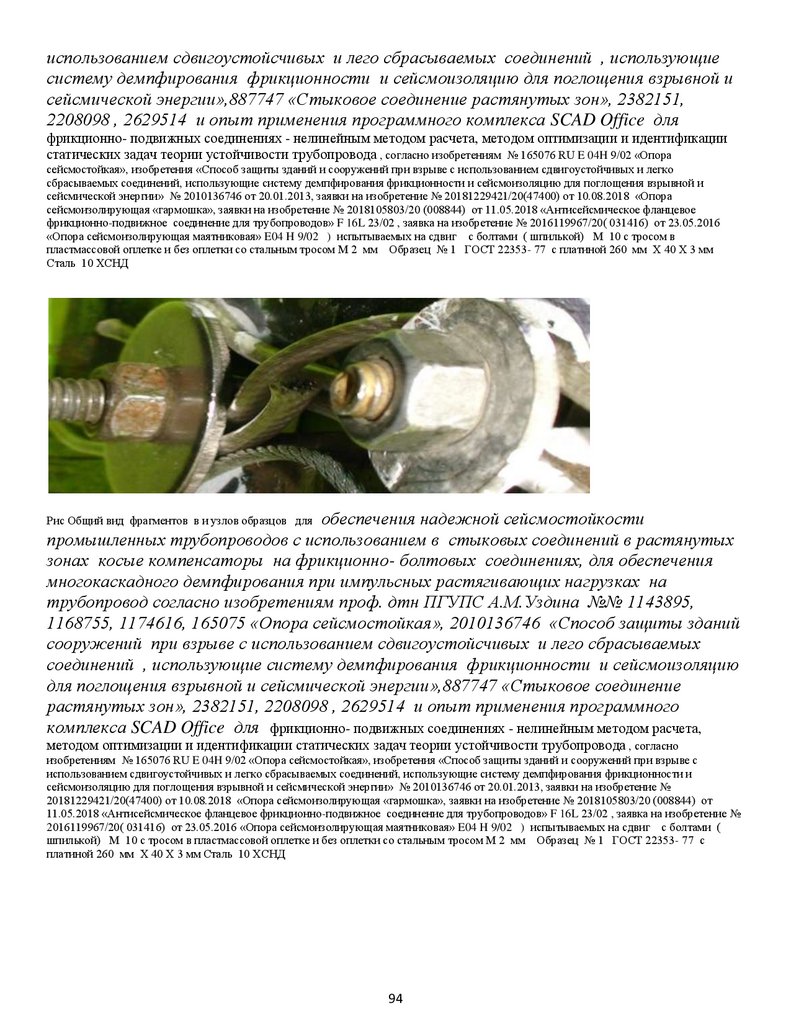
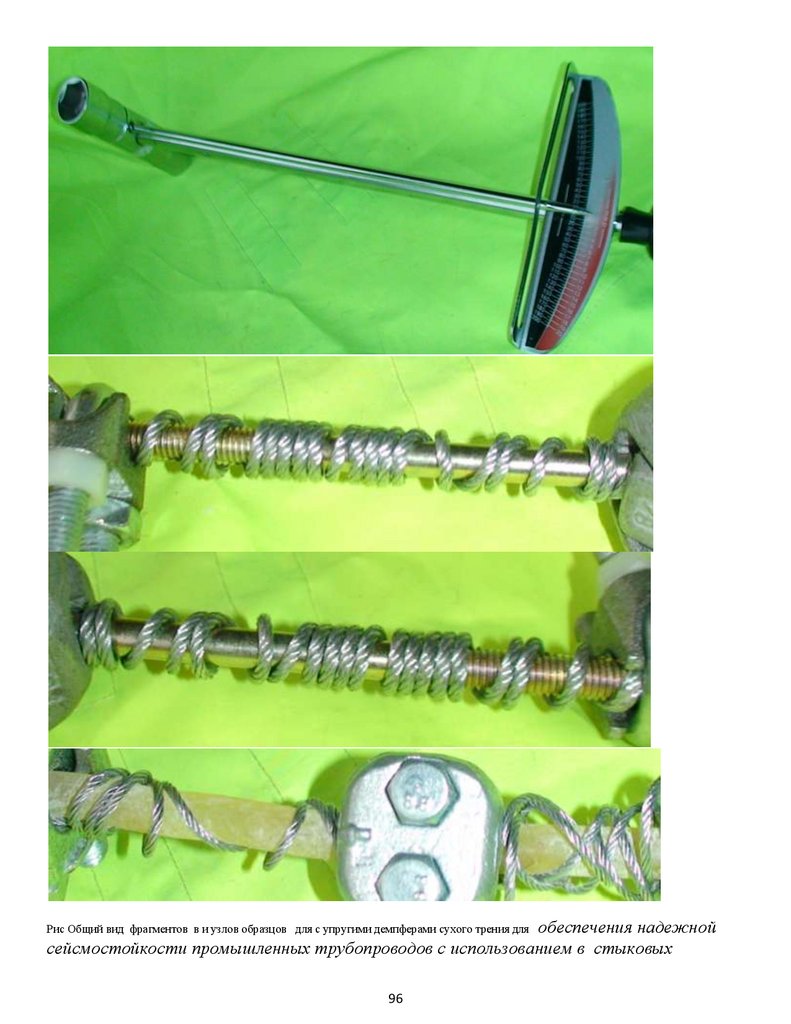
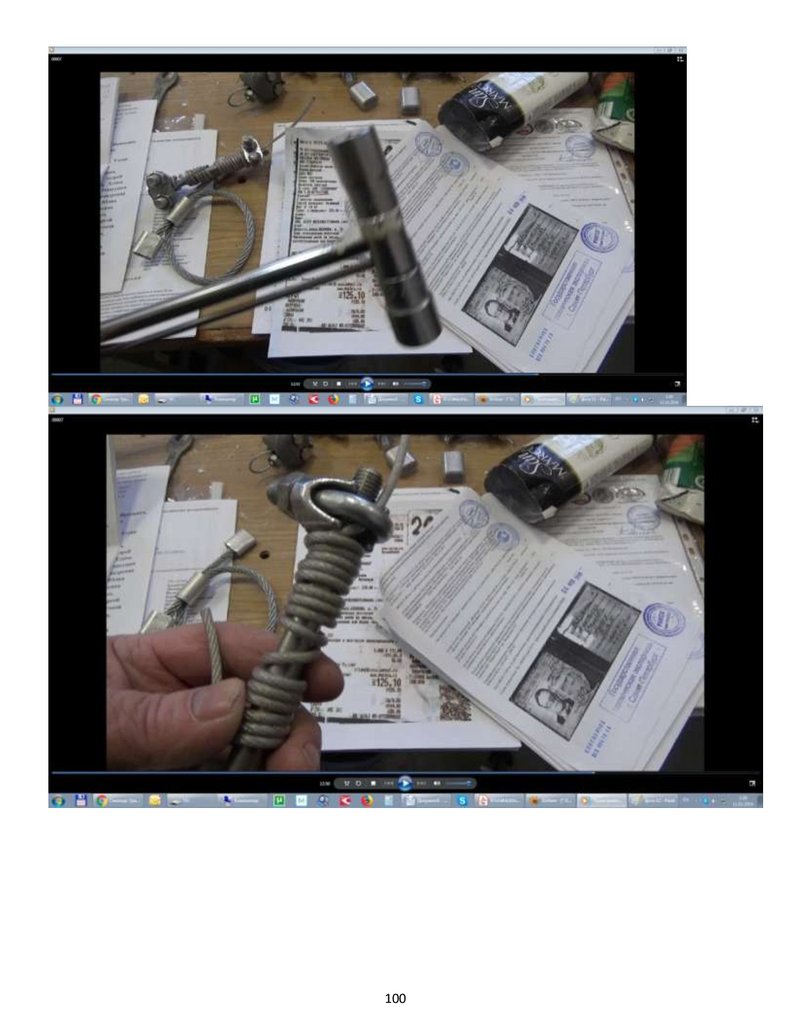
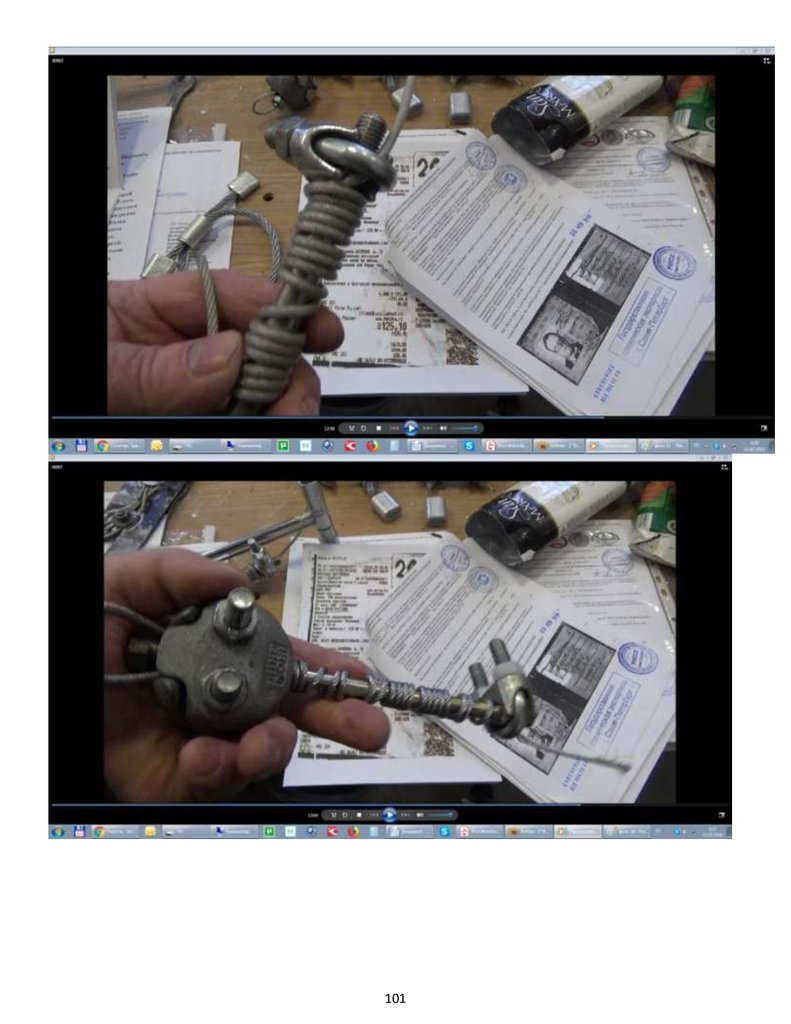
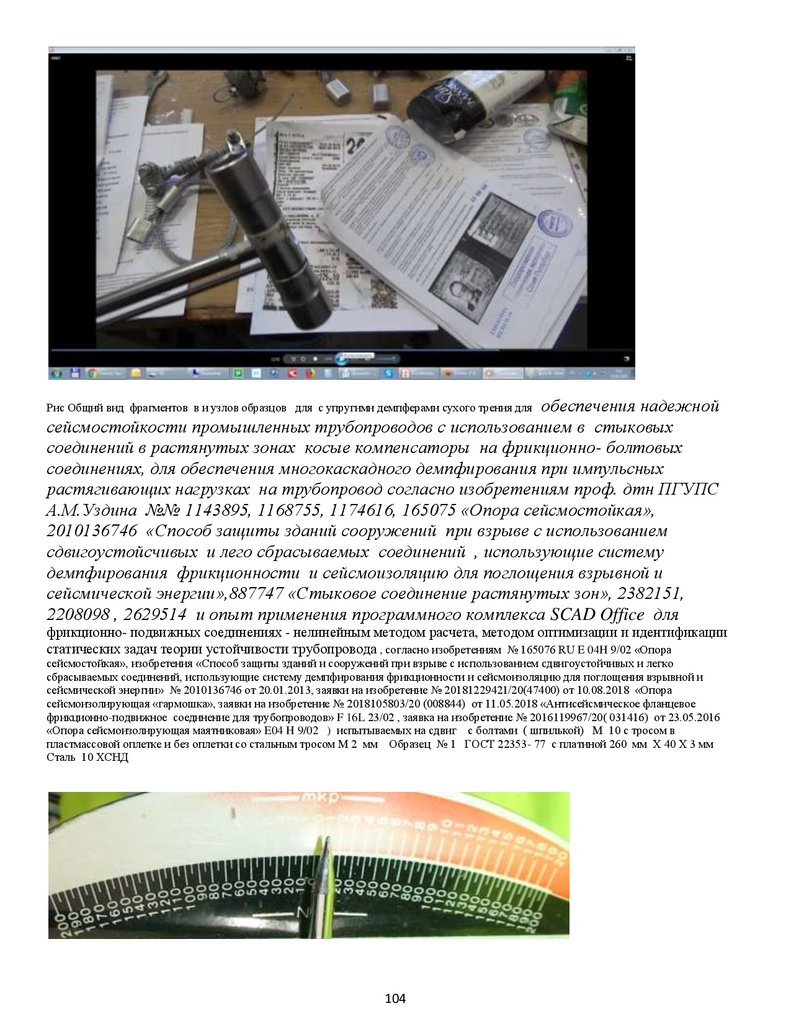
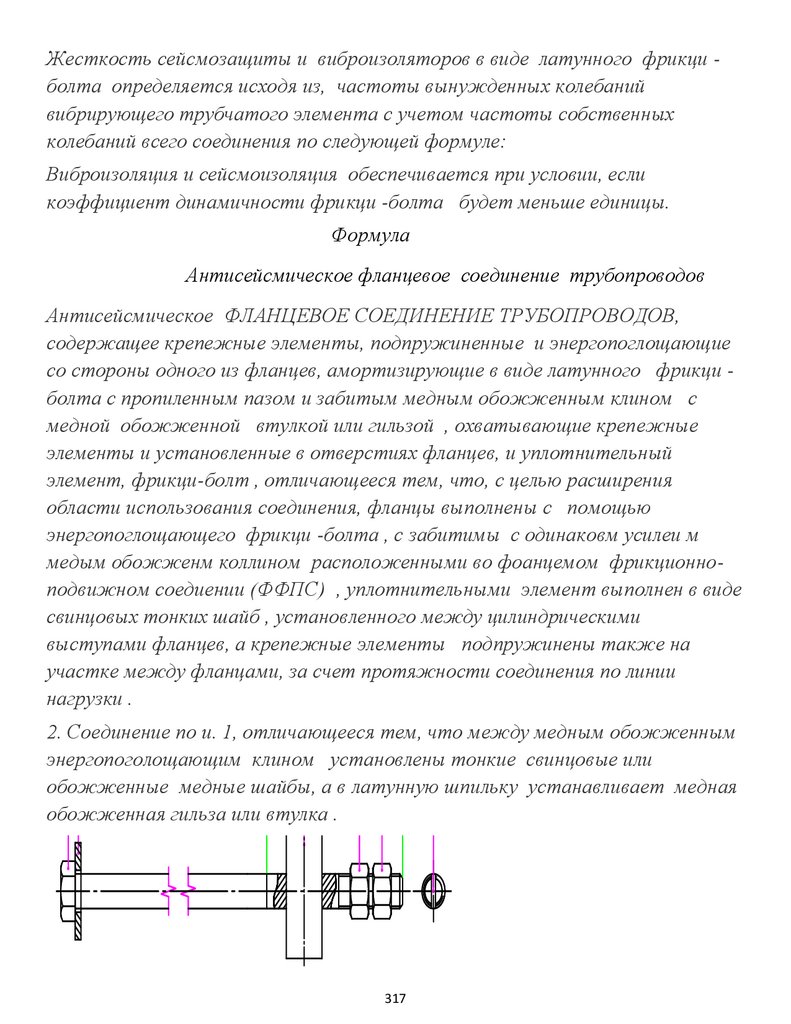
На фотографии изобретатель СССР Андреев Борис Александрович, автор
конструктивного решения по использованию демпфирующих компенсаторов на
фрикционно-подвижных болтовых соединениях, для восприятия усилий -за счет
трения, при сейсмических растягивающих нагрузках в трубопроводах , с
зафиксированными запорными элементов в штоке, по линии ударной нагрузки ,
согласно изобретения № 165076 «Опора сейсмостойкая» для обеспечения
надежности технологических трубопроводов , преимущественно при
растягивающих и динамических нагрузках и улучшения демпфирующих свойств
технологических трубопроводов , согласно изобретениям проф ПГУПС дтн проф
Уздина А М №№ 1168755, 1174616, 1143895 и внедренные в США
Автор отечественной фрикционо- кинематической,
демпфирующей сейсмоизоляции и системы поглощения и
рассеивания сейсмической и взрывной энергии проф дтн ПГУПC
18
19.
Уздин А М,на фрикционно-подвижных болтовых соединениях, для восприятия
усилий -за счет трения, при термических растягивающих нагрузках в трубопроводах
Shinkiсhi Suzuki -Президент фирмы Kawakin Япония, внедрил в Японии
фрикционо- кинематические, демпфирующие системы, на фрикционноподвижных болтовых соединениях, для восприятия усилий -за счет трения, при
термически растягивающих нагрузках в трубопроводах и конструктивные
решения по применении виброгасящей сейсмоизоляции, для сейсмозащиты
железнодорожных мостов в Японии, с системой поглощения и
рассеивания сейсмической энергии проф дтн ПГУПC Уздин А М в
Японии, США , Тайване и Европе
Авторы США, американской фрикционо- кинематических
внедрившие в США изобретения проф дтн А.М.Уздина №№1143895,
1168755, 1174616, 165076 «Опора сейсмостойкая», 2010136746
«Способ защиты зданий и сооружений при взрыве…» ,
демпфирующей и шарнирной сейсмоизоляци и системы поглощения
сейсмической энергии DAMPERS CAPACITIES AND
DIMENSIONS ученые США и Японии Peter Spoer, CEO Dr. Imad
Mualla, CTO https://www.damptech.com GET IN TOUCH WITH
US!
19
20.
Руководитель и основатель Квакетека расположенного в Монреале, Канаде ДжоаквимФразао https://www.quaketek.com/products-services/
Friction damper for impact absorption https://www.youtube.com/watch?v=kLaDjudU0zg
Ingeniería Sísmica Básica explicada con marco didáctico QuakeTek
https://www.youtube.com/watch?v=aSZa-SaRBY&feature=youtu.be&fbclid=IwAR38bf6R_q1Pu2TVrudkGJvyPTh4dr4xpd1jFtB4CJK2HgfwmKYOsYtiV2Q
ПЕРЕХОДЫ ЧЕРЕЗ ВОДНЫЕ ПРЕПЯТСТВИЯ
Переходы трубопроводов через реки и каналы следует сооружать ниже
(учитывая направление течения реки) мостов, пристаней, гидротехнических
и водозаборных сооружений. В особых случаях польские нормы позволяют
отойти от этого принципа и установить место перехода трубопроводов
выше перечисленных сооружений, однако на расстоянии не менее чем 300 м
от железнодорожных и дорожных мостов и гидротехнических сооружений и
1000 м от пристаней, речных вокзалов и водозаборных сооружений.
20
21.
2122.
2223.
2324.
2425.
2526.
2627.
2728.
2829.
2930.
3031.
3132.
3233.
3334.
3435.
3536.
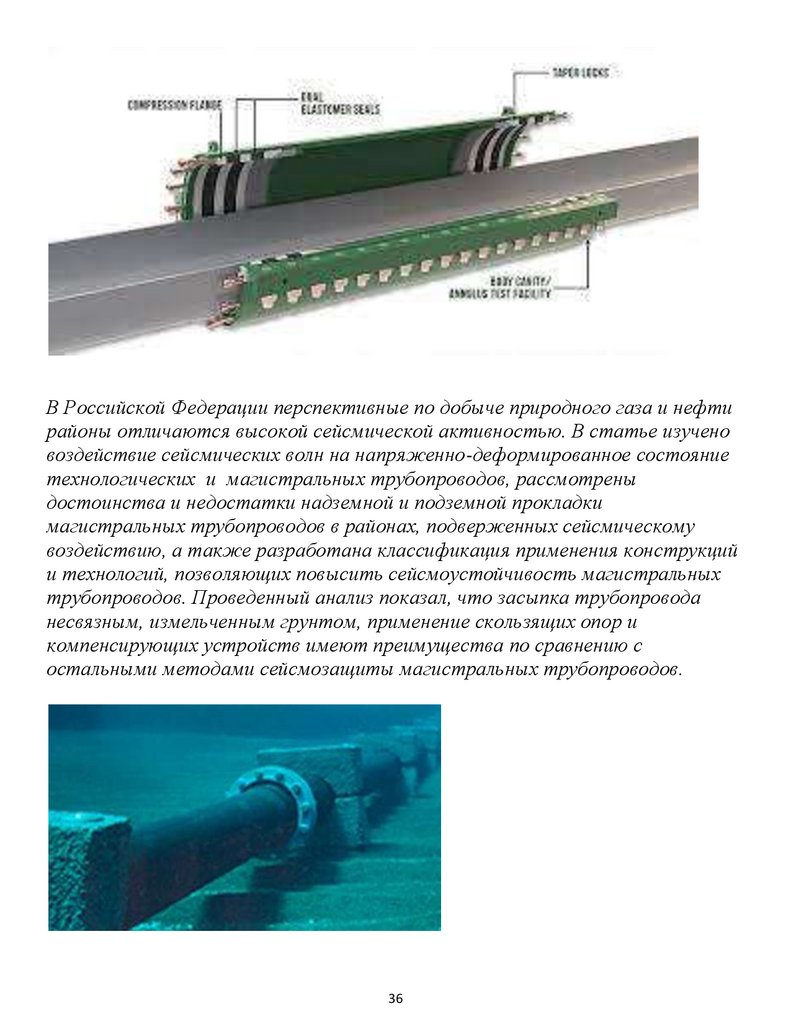
В Российской Федерации перспективные по добыче природного газа и нефтирайоны отличаются высокой сейсмической активностью. В статье изучено
воздействие cейсмических волн на напряженно-деформированное состояние
технологических и магистральных трубопроводов, рассмотрены
достоинства и недостатки надземной и подземной прокладки
магистральных трубопроводов в районах, подверженных сейсмическому
воздействию, а также разработана классификация применения конструкций
и технологий, позволяющих повысить сейсмоустойчивость магистральных
трубопроводов. Проведенный анализ показал, что засыпка трубопровода
несвязным, измельченным грунтом, применение скользящих опор и
компенсирующих устройств имеют преимущества по сравнению с
остальными методами сейсмозащиты магистральных трубопроводов.
36
37.
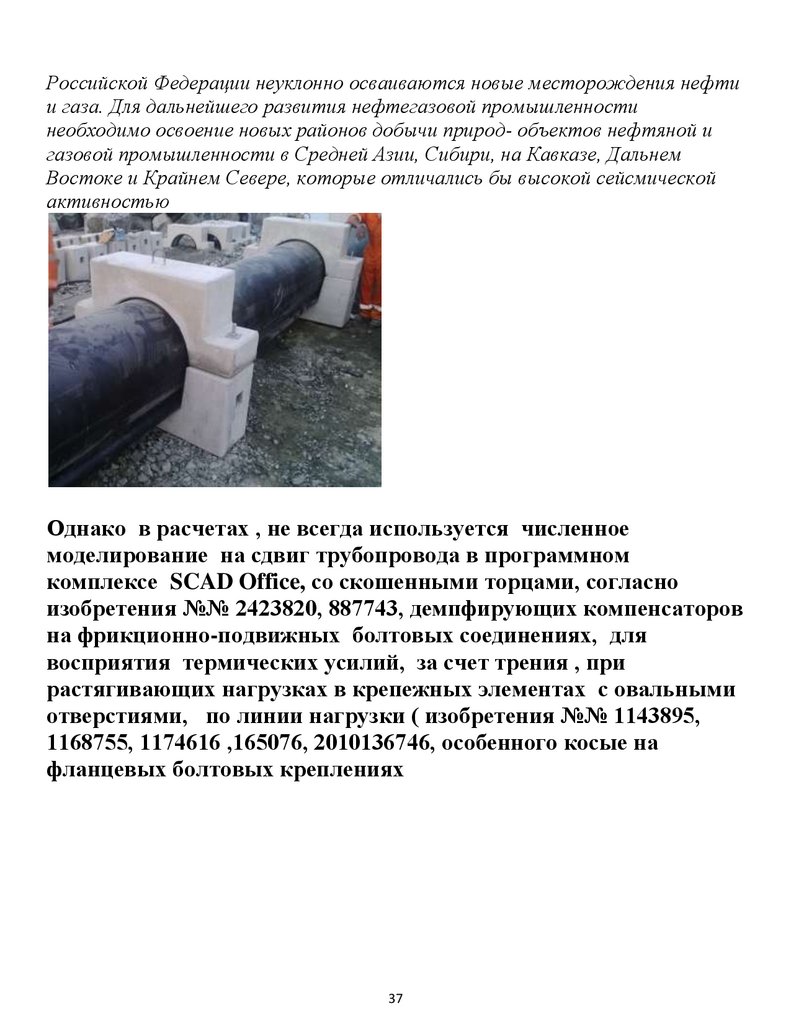
Российской Федерации неуклонно осваиваются новые месторождения нефтии газа. Для дальнейшего развития нефтегазовой промышленности
необходимо освоение новых районов добычи природ- объектов нефтяной и
газовой промышленности в Средней Азии, Сибири, на Кавказе, Дальнем
Востоке и Крайнем Севере, которые отличались бы высокой сейсмической
активностью
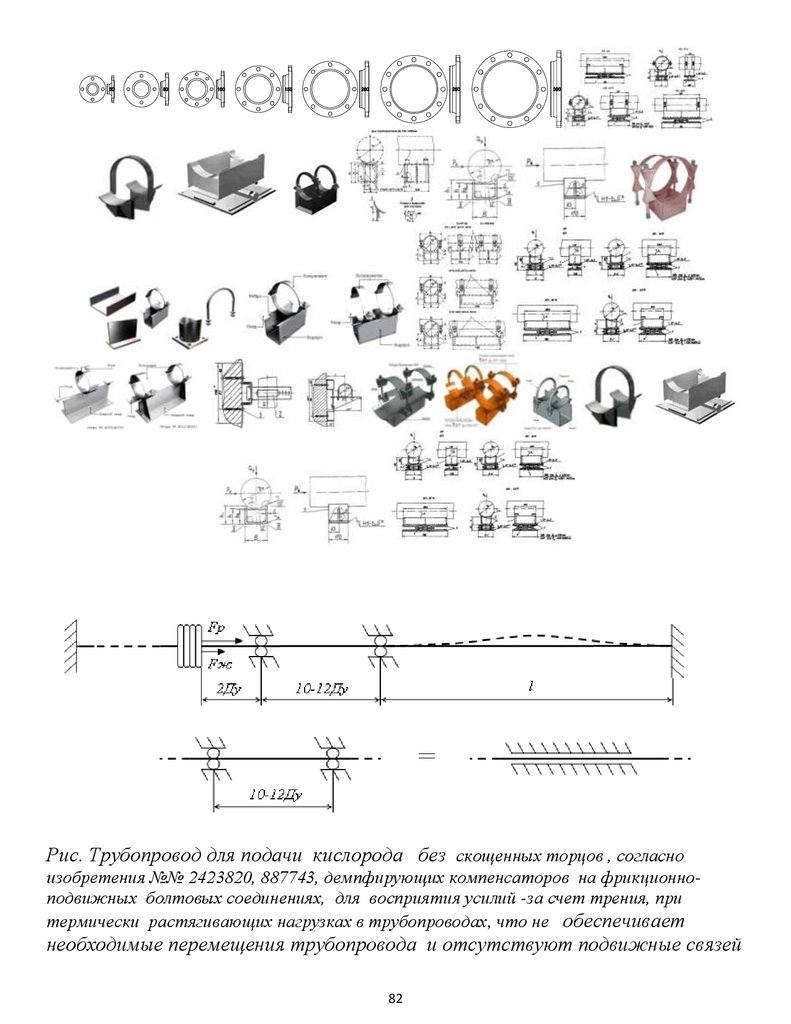
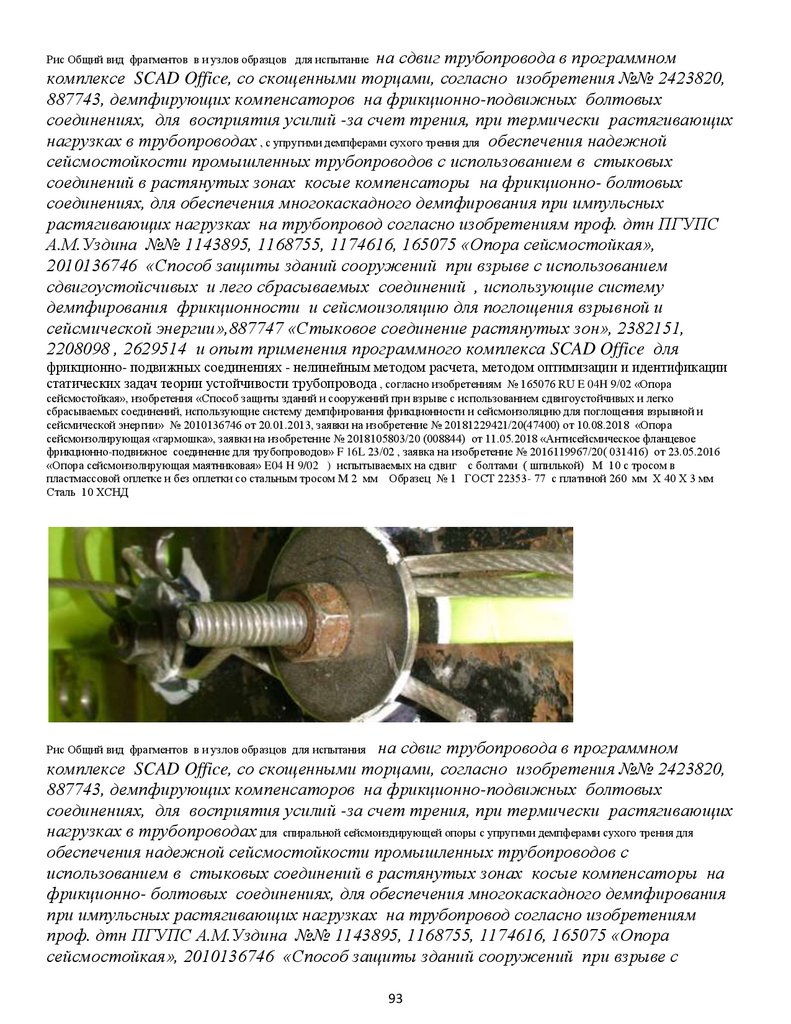
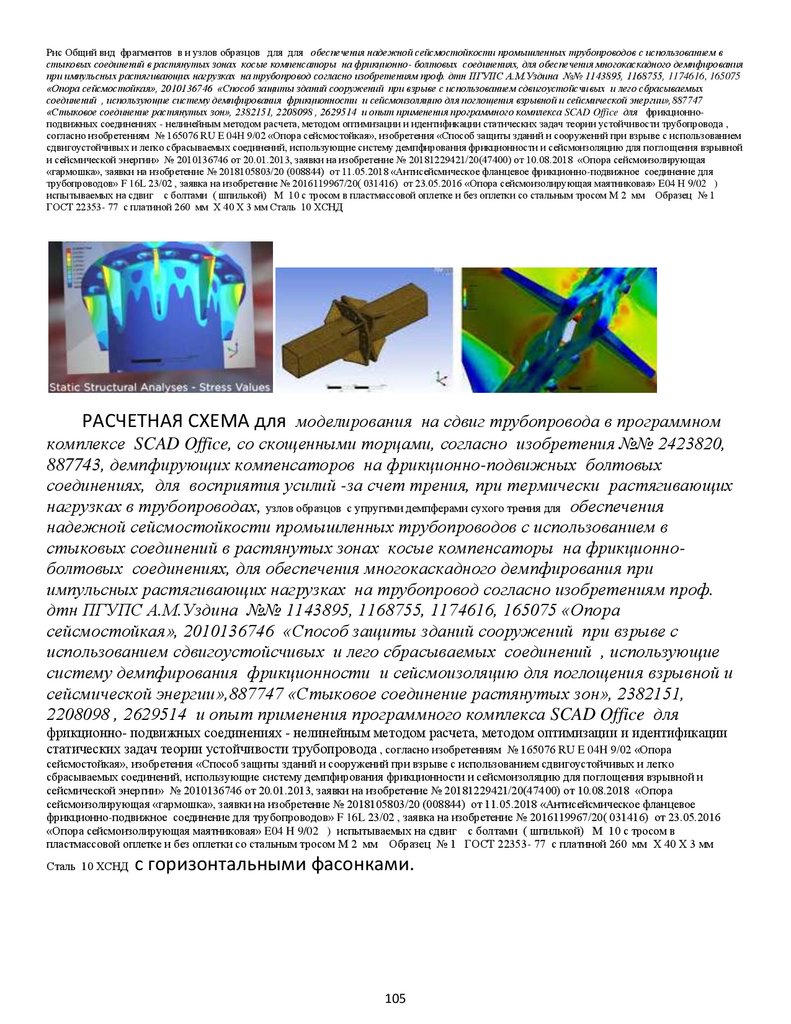
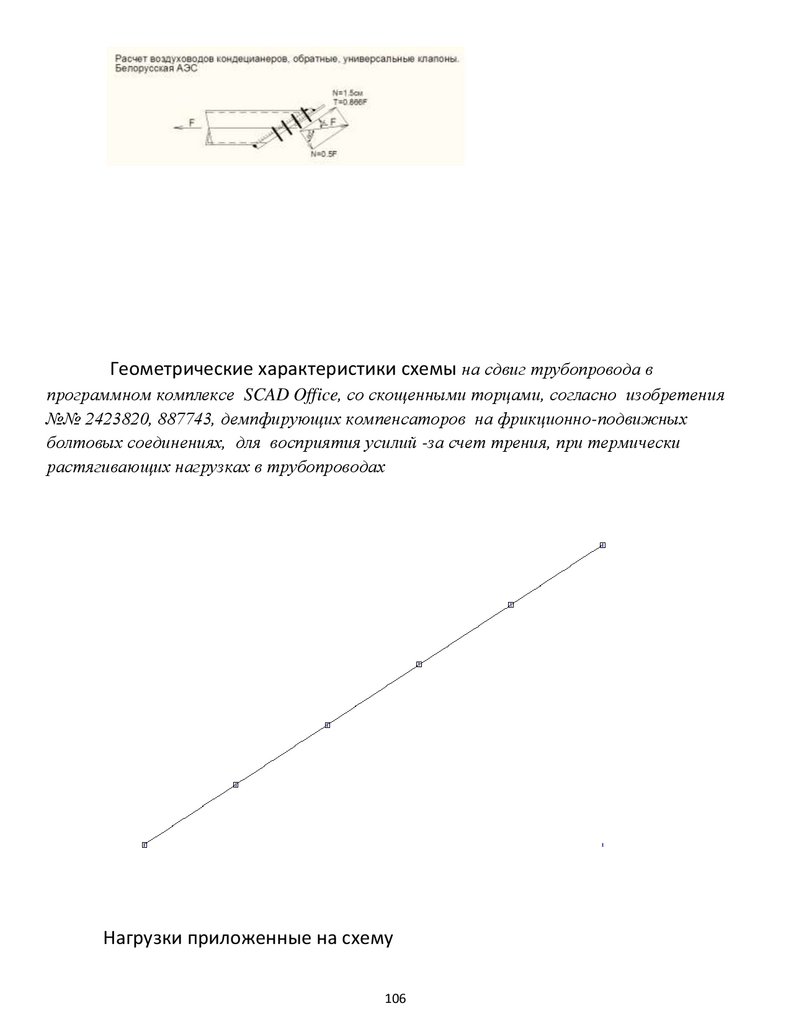
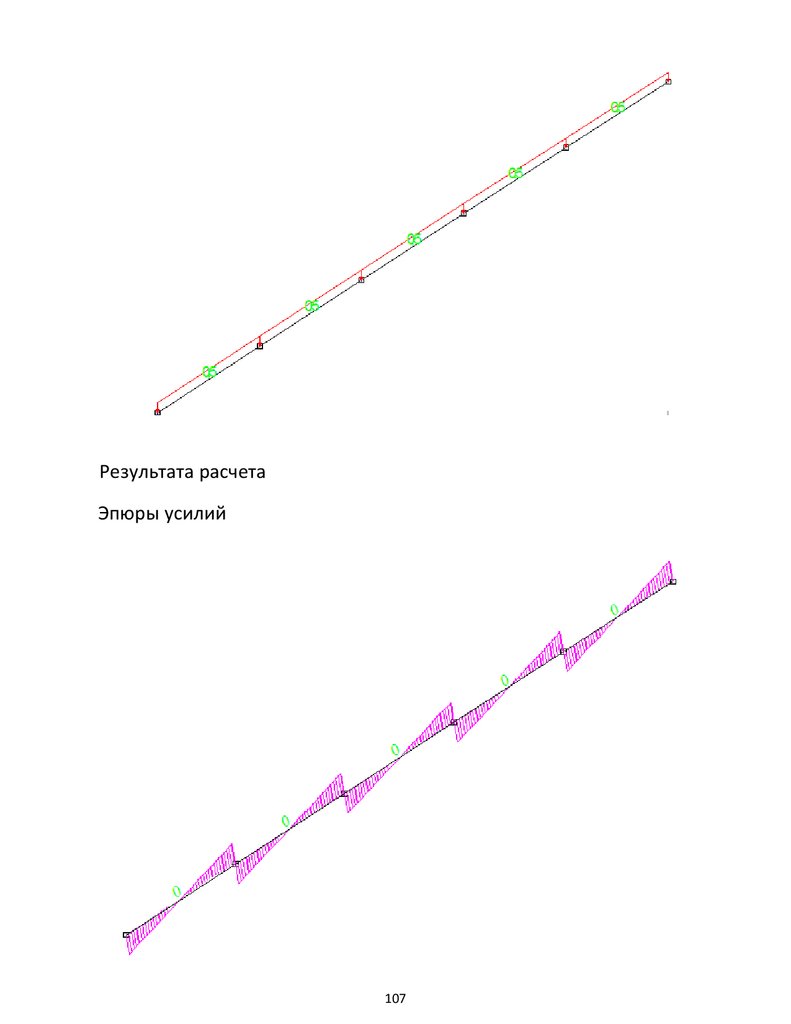
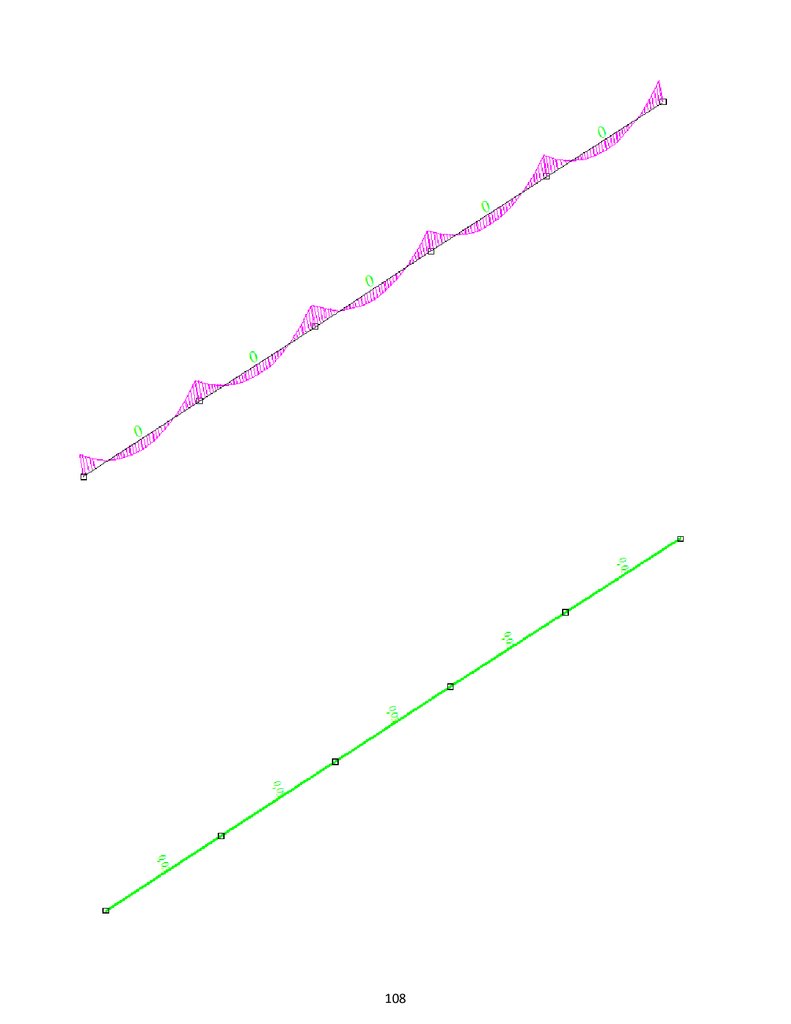
Однако в расчетах , не всегда используется численное
моделирование на сдвиг трубопровода в программном
комплексе SCAD Office, со скошенными торцами, согласно
изобретения №№ 2423820, 887743, демпфирующих компенсаторов
на фрикционно-подвижных болтовых соединениях, для
восприятия термических усилий, за счет трения , при
растягивающих нагрузках в крепежных элементах с овальными
отверстиями, по линии нагрузки ( изобретения №№ 1143895,
1168755, 1174616 ,165076, 2010136746, особенного косые на
фланцевых болтовых креплениях
37
38.
3839.
3940.
4041.
4142.
4243.
4344.
Сейсмические движения земной коры способствуют появлениюзначительных горизонтальных и вертикальных деформаций грунтов и могут
привести к авариям на подземных технологических трубопроводах.
Варианты прокладки технологических трубопроводов с применением
демпфирующих виброгасящих упруго фрикционных косых антисейсмических компенсаторов, на
фрикционно-подвижных болтовых соединениях для технологических трубопроводов
Продольные Р-волны вызывают горизонтальные подвижки грунта,
увлекающие за собой технологический трубопровод, где возникают
растягивающие или сжимающие напряжения.
44
45.
Поперечные S-волны приводят к появлению нагрузки, действие которойперпендикулярно продольной оси подземного трубопровода в вертикальной
45
46.
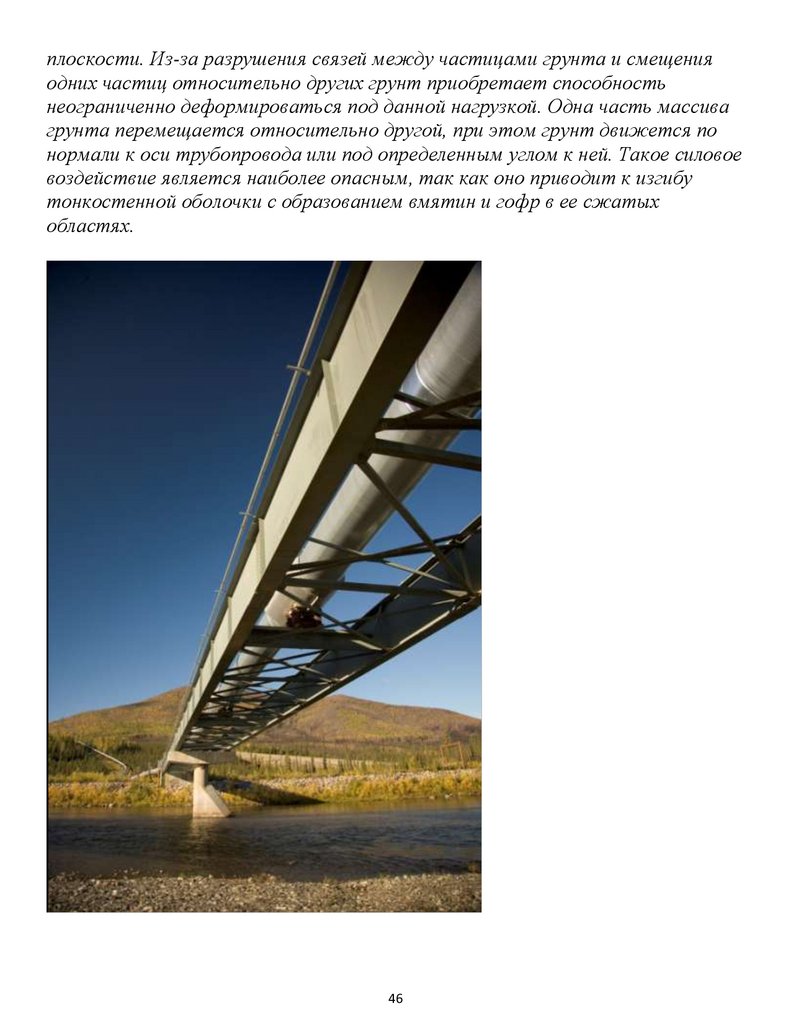
плоскости. Из-за разрушения связей между частицами грунта и смещенияодних частиц относительно других грунт приобретает способность
неограниченно деформироваться под данной нагрузкой. Одна часть массива
грунта перемещается относительно другой, при этом грунт движется по
нормали к оси трубопровода или под определенным углом к ней. Такое силовое
воздействие является наиболее опасным, так как оно приводит к изгибу
тонкостенной оболочки с образованием вмятин и гофр в ее сжатых
областях.
46
47.
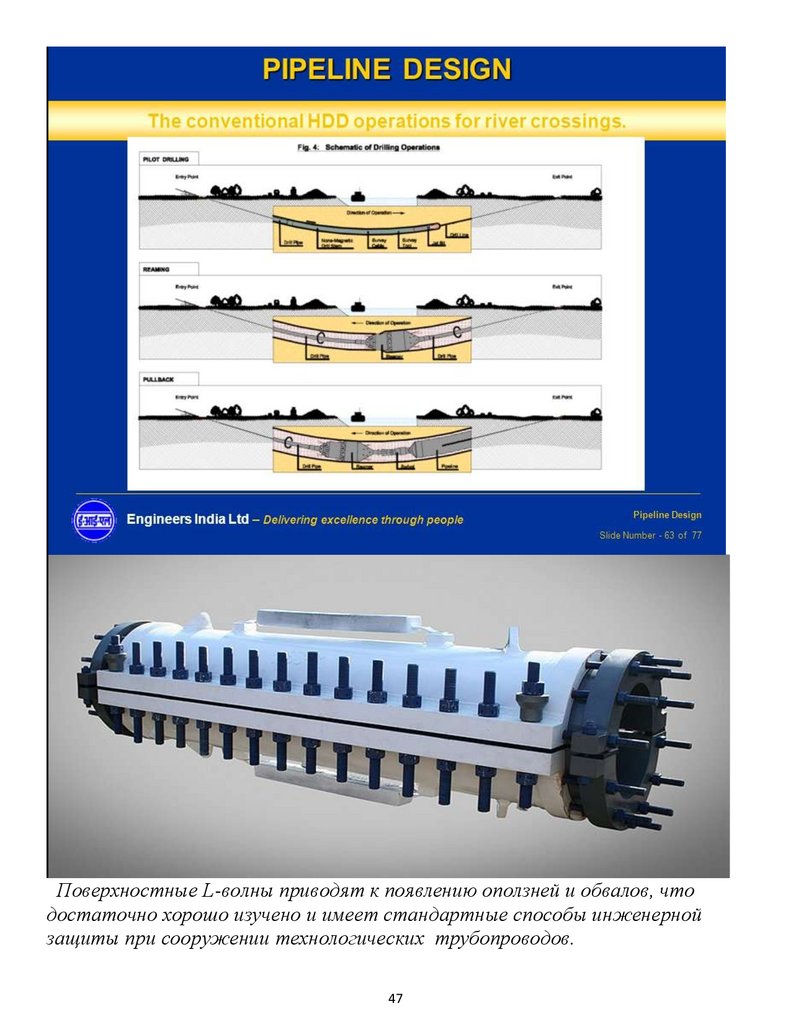
Поверхностные L-волны приводят к появлению оползней и обвалов, чтодостаточно хорошо изучено и имеет стандартные способы инженерной
защиты при сооружении технологических трубопроводов.
47
48.
Магистральные технологические трубопроводы имеют вид протяженныхгибких конструкций, включающих в себя прямо- и криволинейные участки, и
могут в допустимых пределах перемещаться без нарушения целостности
конструкции.
Сейсмические волны гармонируют колебания грунта а также
тонкостенной оболочки трубопроводов (поскольку трубопроводы защемлены
в грунте), вызывая в трубопроводе внутренние инерционные силы. Под
действием этих сил оболочка технологического трубопровода, не
обладающая достаточной сейсмостойкостью, может либо разрушиться,
либо потерять устойчивость первоначальной формы равновесия.
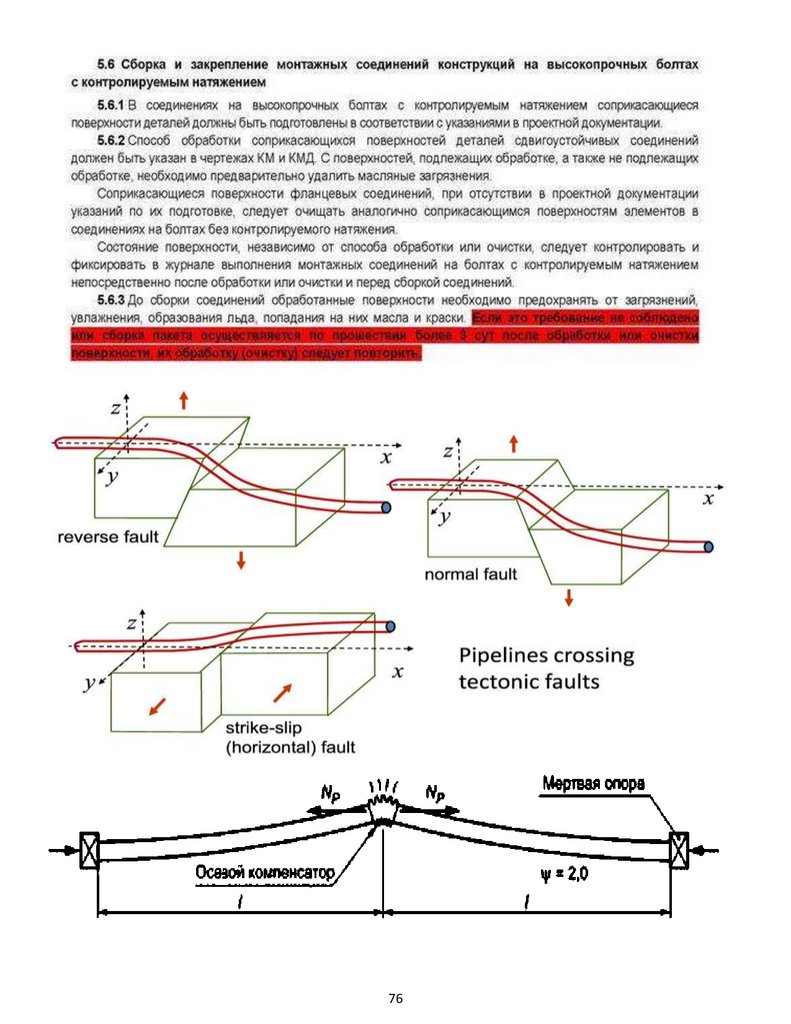
На этапе проектирования трубопроводов важнейшим антисейсмическим
мероприятием является правильный выбор трассы с учетом данных
сейсмического районирования: не следует пересекать линии тектонических
разломов и выбирать участки, сложенные сейсмически неустойчивыми
грунтами. Если избежать таких участков не удается, необходимо
предусмотреть конструктивные антисейсмические мероприятия,
обеспечивающие перемещения трубопровода при сейсмических воздействиях
с использованием демпфирующих виброгасящих упруго фрикционных косых антисейсмических
компенсаторов, на фрикционно-подвижных болтовых соединениях для технологических трубопроводов
48
49.
При сооружении трубопроводов в сейсмически активных районахиспользуются различные конструктивные решения по их прокладке ,например
использование демпфирующих виброгасящих упруго фрикционных косых антисейсмических
компенсаторов, на фрикционно-подвижных болтовых соединениях для технологических трубопроводов
Широко применяется надземный способ прокладки технологических
трубопроводов на свободно- подвижных опорах, особенно при пересечении
трассой трубопровода активных тектонических разломов.
Наиболее часто прокладку технологического трубопровода осуществляют
зигзагообразно либо с Z-образными компенсационными участками
На протяженных технологических трубопроводах для компенсации
сейсмических нагрузок, возникающих вследствие взаимных смещений опор,
находящихся в различных фазах движения сейсмической волны вдоль
технологического трубопровода, также применяется установка
компенсаторов различных типов.
Одними из наиболее перспективных являются применение демпфирующих
виброгасящих упруго фрикционных косых антисейсмических компенсаторов, на фрикционноподвижных болтовых соединениях для технологических трубопроводов , обладающие
49
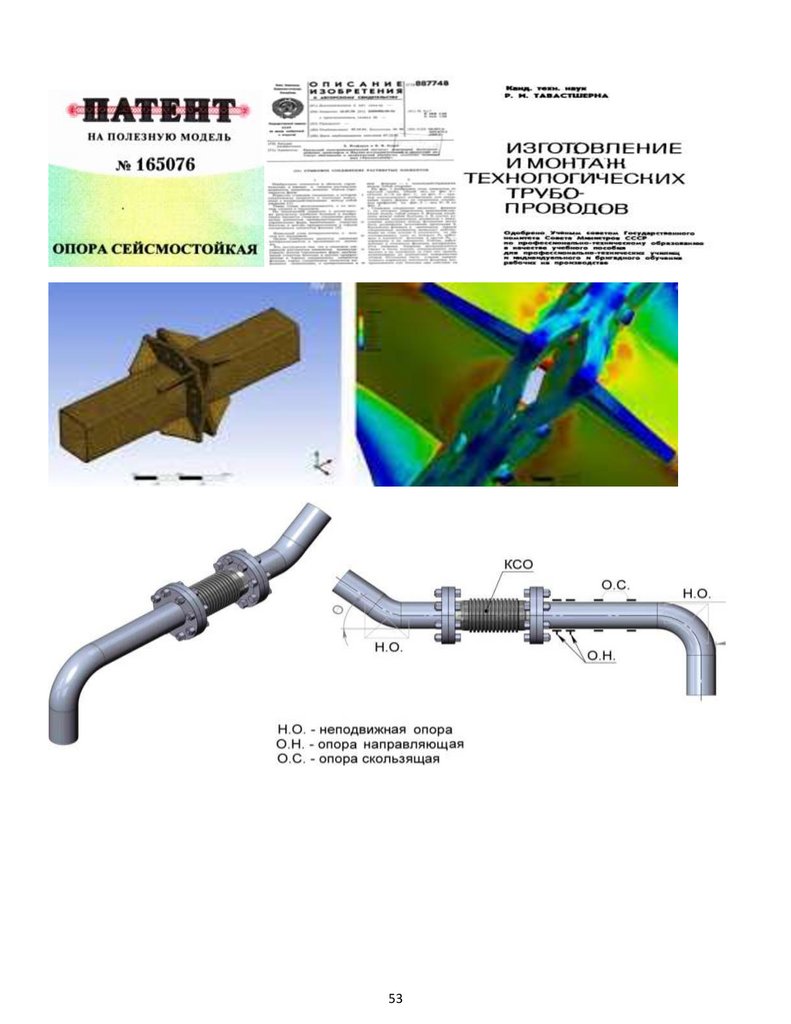
50.
гибкостью, имеющие небольшие размеры и обеспечивающие более четкуюработу технологического трубопроводной системы. Демпфирующие
маятниковые антисейсмические опоры ( патент 165076 «Опора
сейсмостойкая» имеет крестовидную, трубчатую и квадратную форму ,
устанавливают как на прямолинейных, так и на криволинейных участках
технологических трубопроводов, а также на участках трубопроводов,
пересекающих границу двух грунтовых толщ с резко отличающимися
свойствами.
Антисейсмические демпфирующие косые компенсаторы,
виброгасящих с упругофрикционными, косыми антисейсмических компенсаторов, на фрикционно-подвижных болтовых
соединениях для технологических основе , так же патента № 165076 «Опора
сейсмостойкая» воспринимают перемещения, вызываемые растягивающими
и сжимающими усилиями, а также изгибающими моментами, возникающими
в технологическом трубопроводе.
Данный вид компенсаторов практически не увеличивает степень защемления
трубопровода в грунте.
Применение демпфирующих виброгасящих упруго фрикционных косых антисейсмических
компенсаторов, на фрикционно-подвижных болтовых соединениях для технологических трубопроводов
представляют собой косой сдвиг , по овальным длинным отверстиям , и
является элементом технологического трубопровода, которые при
50
51.
необходимости могут иметь ограничители, препятствующие чрезмерномуудлинению или повороту компенсатора.
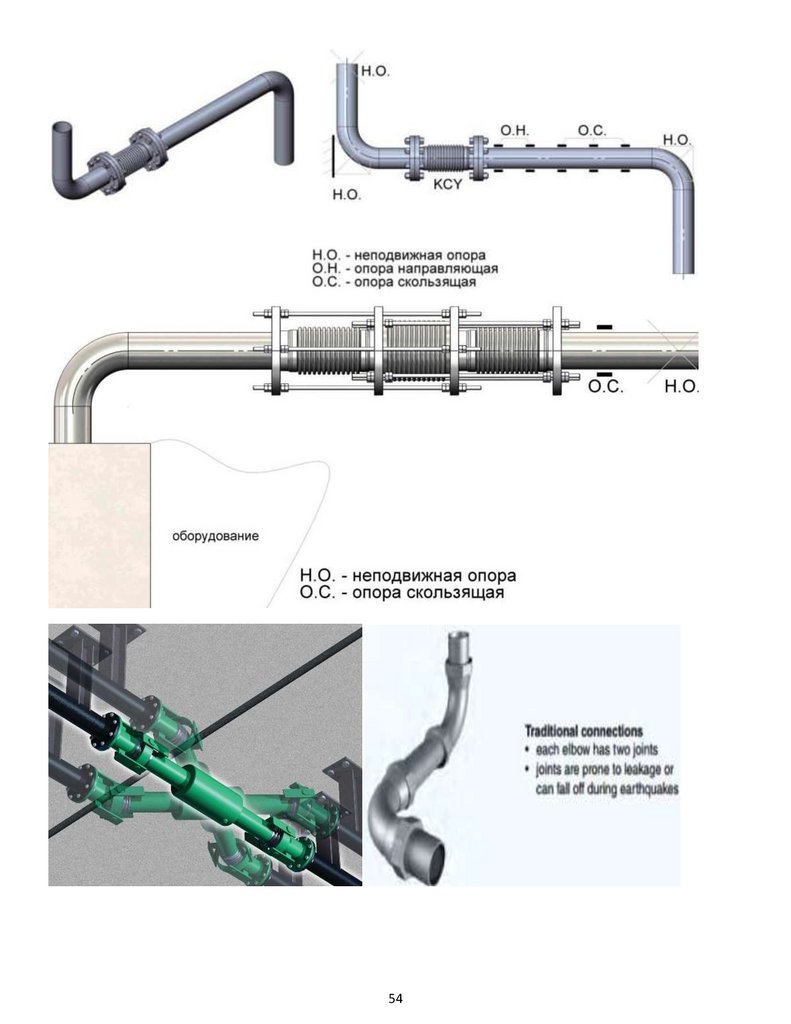
При проектировании надземных трубопроводов для сейсмоопасных районов
необходимо обеспечить условия для гашения колебаний, за счет демпфирующих
виброгасящих упруго фрикционных косых антисейсмических компенсаторов, на фрикционноподвижных болтовых соединениях для технологических трубопроводов
Конструкции опор надземных трубопроводов должны позволять
трубопроводам свободно перемещаться по опорам как в продольном, так и в
поперечном направлении, с использованием демпфирующих виброгасящих упруго
фрикционных косых антисейсмических компенсаторов, на фрикционно-подвижных болтовых
соединениях для технологических трубопроводов
Ригели опор, на которые опирается технологический трубопровод, должны
иметь упоры, препятствующие его перемещению свыше определенного
значения и сбросу трубы с опор.
51
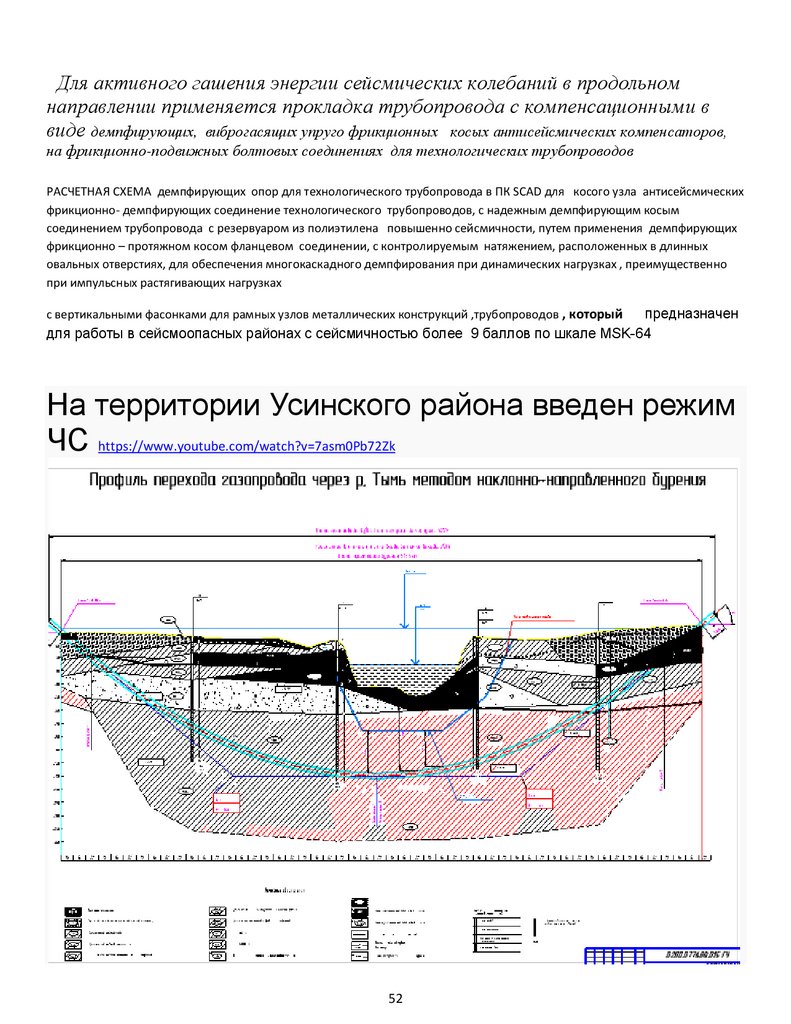
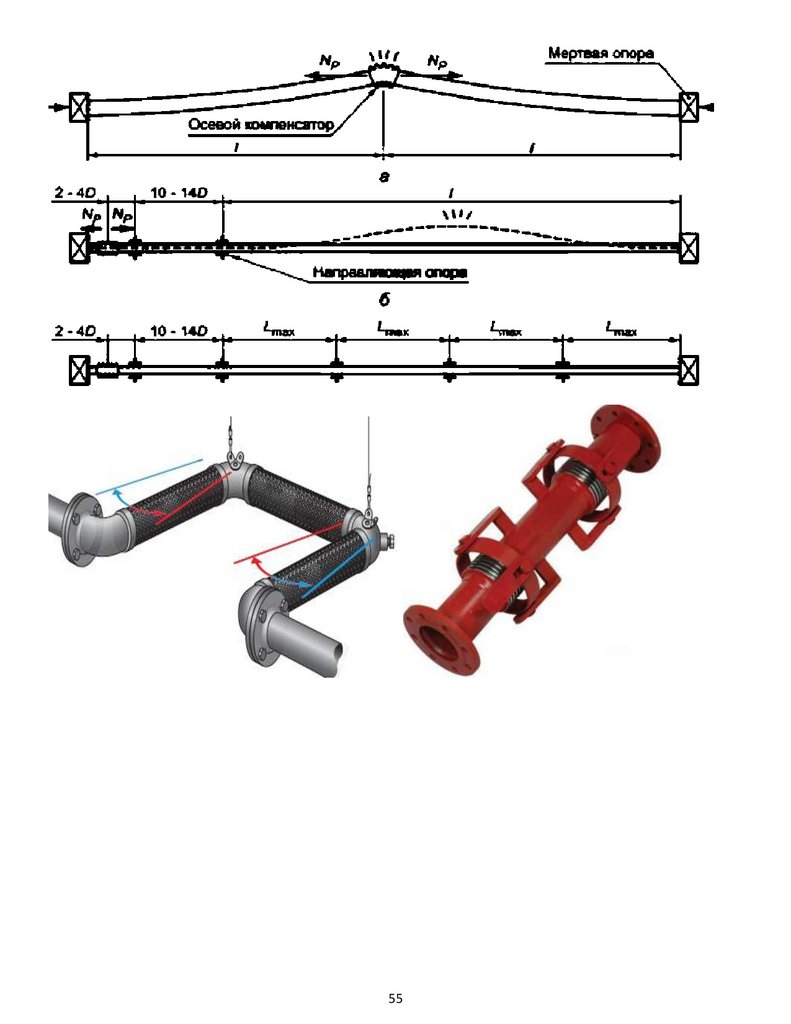
52.
Для активного гашения энергии сейсмических колебаний в продольномнаправлении применяется прокладка трубопровода с компенсационными в
виде демпфирующих, виброгасящих упруго фрикционных косых антисейсмических компенсаторов,
на фрикционно-подвижных болтовых соединениях для технологических трубопроводов
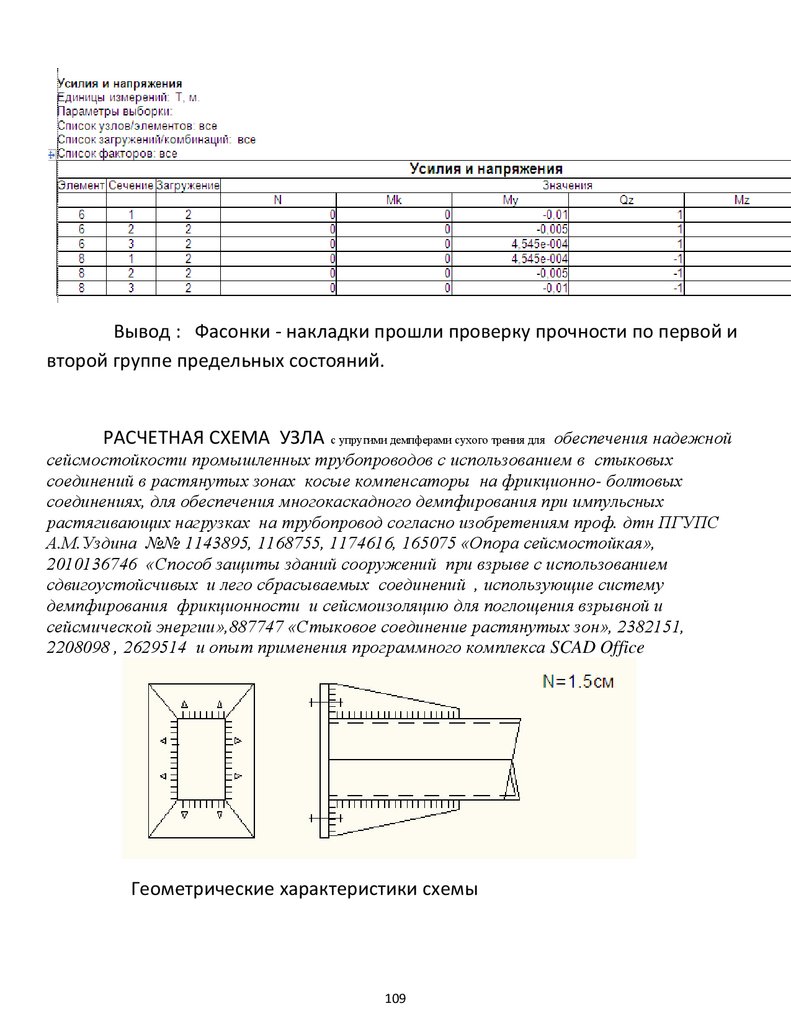
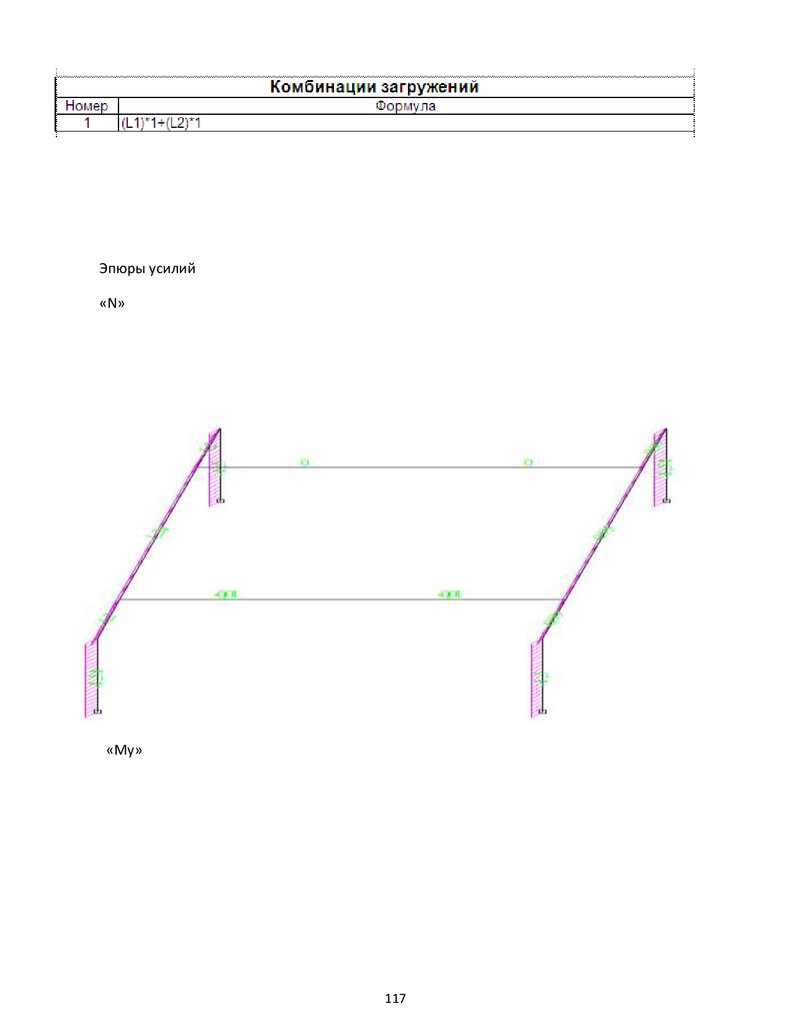
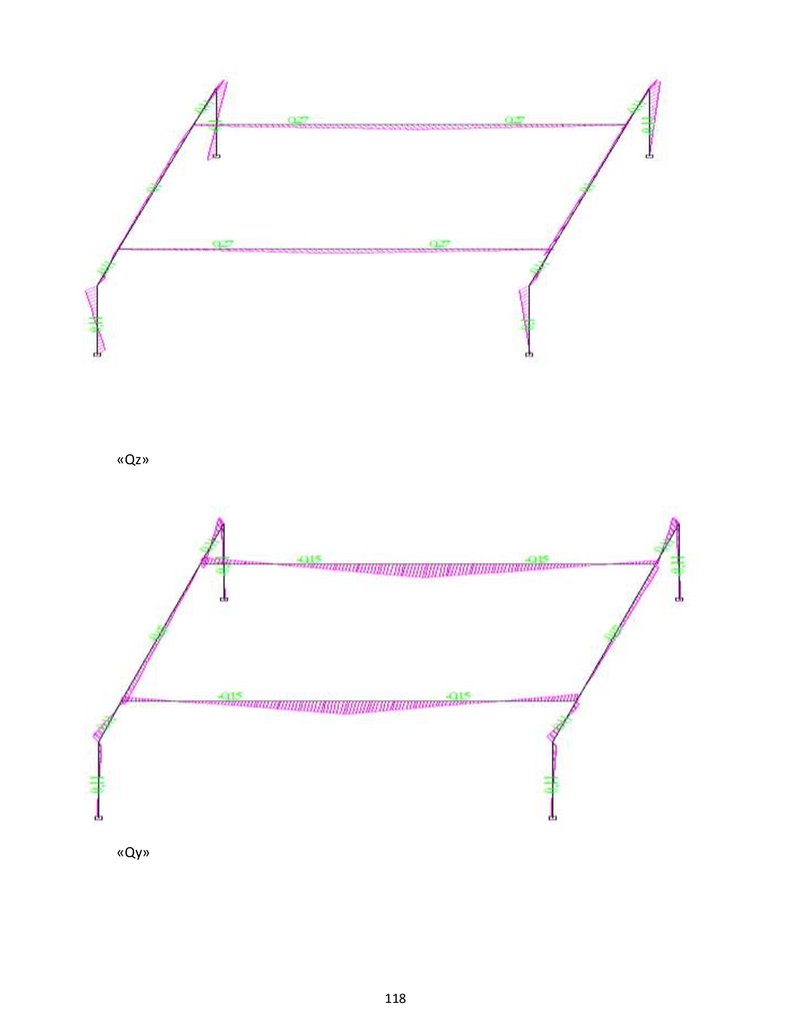
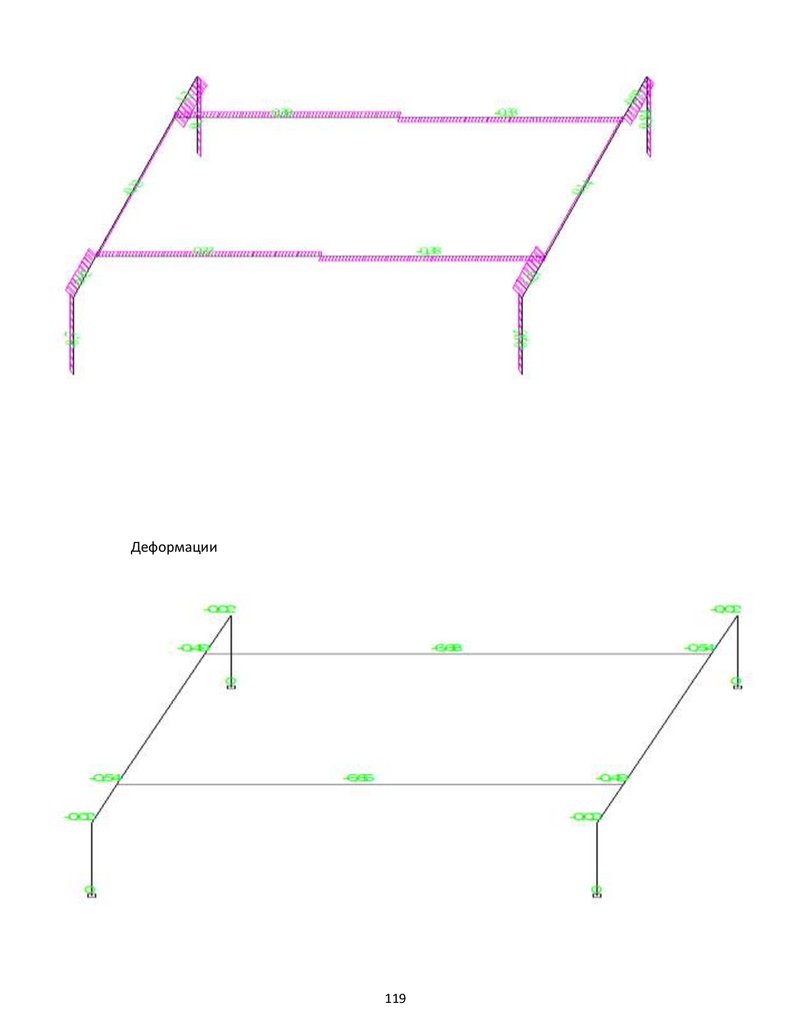
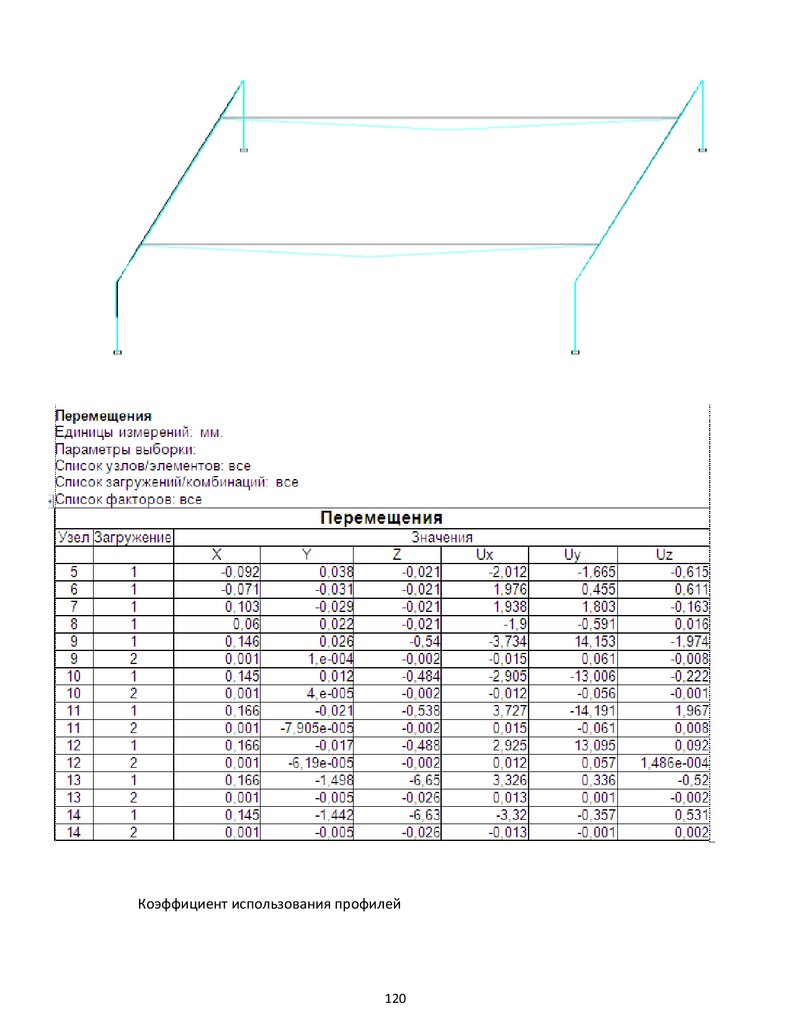
РАСЧЕТНАЯ СХЕМА демпфирующих опор для технологического трубопровода в ПК SCAD для косого узла антисейсмических
фрикционно- демпфирующих соединение технологического трубопроводов, с надежным демпфирующим косым
соединением трубопровода с резервуаром из полиэтилена повышенно сейсмичности, путем применения демпфирующих
фрикционно – протяжном косом фланцевом соединении, с контролируемым натяжением, расположенных в длинных
овальных отверстиях, для обеспечения многокаскадного демпфирования при динамических нагрузках , преимущественно
при импульсных растягивающих нагрузках
предназначен
для работы в сейсмоопасных районах с сейсмичностью более 9 баллов по шкале MSK-64
с вертикальными фасонками для рамных узлов металлических конструкций ,трубопроводов , который
На территории Усинского района введен режим
ЧС https://www.youtube.com/watch?v=7asm0Pb72Zk
52
53.
5354.
5455.
5556.
5657.
5758.
5859.
На территории Усинского района введен режимЧС https://www.youtube.com/watch?v=7asm0Pb72Zk
59
60.
6061.
При сооружении технологического трубопроводов на участках с рыхлымигрунтами, где при вертикальных сейсмических воздействиях возможны
значительные просадки (в том числе неравномерные, особенно там, где
технологический трубопровод примыкает к каким-либо сооружениям),
следует производить уплотнение грунтов основания (и под трубопроводом, и
под сооружением, к которому примыкает трубопровод или рядом с которым
он проложен).
Устройство подсыпки из мягких грунтов применяется при прокладке
трубопроводов в скальных грунтах. Однако данное мероприятие может
повысить опасность повреждений технологического трубопроводов во
время землетрясений: если толщина отсыпки превысит 10-15 см, то может
иметь место резкое возрастание пиковых ускорений во время землетрясения,
а следовательно, при определенных условиях произойдет превышение
максимальных напряжений изгиба и сейсмических продольных усилий.
61
62.
Недостатком подземных трубопроводов, проложенных в сейсмоактивныхрайонах, является то, что за короткий срок обследования последствий
землетрясений бывают обнаружены лишь разрывы, приводящие к взрывам
или большим утечкам транспортируемого технологического продукта.
На наиболее сейсмически опасных участках трассы необходимо
предусматривать автоматическую систему контроля и отключения
аварийных участков трубопровода.
Оборудование насосных и компрессорных станций также необходимо
защищать от сейсмических воздействий.
В организации «Сейсмофонд» при ПГУПС , разработана и широко
внедряется виброизолирующая компенсирующая система демфирующих
виброгасящих упруго фрикционных косых антисейсмических компенсаторов, на фрикционноподвижных болтовых соединениях для технологических трубопроводов из полиэтилена, для установки
очистки хозяйственно-бытовых сточных вод канализационных очистных сооружениях «Гермес
Групп», предназначенная для повышения надежности работы насосных и
компрессорных агрегатов, их устойчивости к воздействию внешних и
внутренних дестабилизирующих факторов, снижения действующих уровней
вибрации агрегатов, технологических трубопроводов и запорной арматуры.
Упруго-демпферные опоры агрегата (амортизаторы), входящие в состав
демпфирующих виброгасящих упруго фрикционных косых антисейсмических компенсаторов, на
фрикционно-подвижных болтовых соединениях для технологических трубопроводов из полиэтилена,
для установки очистки хозяйственно-бытовых сточных вод канализационных очистных сооружениях
«Гермес Групп», позволяют обеспечить снижение в 20 раз передачи на
фундаменты агрегата и здания насосной или компрессорной станции
динамических (вибрационных) нагрузок, генерируемых агрегатом, а также
обеспечивают повышенную сейсмостойкость оборудования КОС.
Технологические трубопроводы перекачивающих станций устанавливаются
на виброизолирующие компенсирующие опоры по изобретению № 165076
«Опора сейсмостойкая» .
Применение антисейсмического косого комплекса, на фрикционно-подвижных
болтовых соединениях для технологических трубопроводов из полиэтилена, для установки очистки
хозяйственно-бытовых сточных вод канализационных очистных сооружениях «Гермес Групп»
снижает вибрацию трубопровода в 10 раз, вибрацию фундамента - в 50 раз
и повышает сейсмостойкость агрегатов до 8 баллов по шкале Рихтера.
62
63.
Поэтому для повышения сейсмостойкости технологических трубопроводов,запорной арматуры и перекачивающих агрегатов, расположенных в зданиях
насосных и компрессорных станций, рекомендуется применение
виброизолирующих компенсирующих систем.
В сейсмических зонах можно использовать полимерные трубы благодаря их
высокой эластичности и легкости. Наиболее распространенные из них полиэтиленовые трубы, они рекомендованы к применению для устройства
магистральных технологических трубопроводов среднего и низкого давления
в сейсмических районах на площадках до 9 баллов по шкале MSK-64.
Полимерные армированные трубы обладают более высокими прочностными
характеристиками, обеспечивающими возможность эксплуатации с рабочим
давлением до 4 МПа, однако они менее эластичны и сейсмоустойчивы.
Анализ способов сейсмозащиты магистральных технологических
трубопроводов показал, что такие мероприятия, как засыпка трубопровода
несвязным, измельченным грунтом, применение скользящих опор и
компенсирующих устройств, имеют преимущества по сравнению с
остальными методами сейсмозащиты.
3.901.1-17 Виброизолирующие основания для консольных насосов различных типов. Выпуск 2
Плиты...._Документация .djvu
3.901.1-17 Виброизолирующие основания для консольных насосов различных типов. Выпуск
1..._Документация^^и
3.407-107_3 = Униф. норм. и спец. ж.б. опоры ВЛ35кВ - На виброванных стойках #A.djvu
3.001-1 вып.1 = Виброизолирующие устройства фундаментов.djvu
5.904-59 Виброизолирующие основания для вентиляторов ВР-12-26. Выпуск 1.djvu
3.904.9-27 Виброизолирующие основания под насосы ВКС и НЦС. Выпуск 2 Плиты. Рабочие
чертежи_Документация.djvu
3.904.9-27 Виброизолирующие основания под насосы ВКС и НЦС. Выпуск 1 Рабочие
чертежи_Документация^и
3.904-17 = Виброизол.основания и гибкие вставки типа 2 для насосов ВК и ВКС.djvu
Тем не менее эффективность того или иного метода зависит от
тектонических и грунтовых условий участка трассы и определяется
экономической обоснованностью применения.
63
64.
ТКП 45-5.04-274-2012 "Стальные конструкции.Правила расчета" https://dwg.ru/dnl/13468
Болты установленные в отверстия с большим зазором или в короткие овальные отверстия при передаче усилия
перпендикулярно продольной оси отверстия ТЕХНИЧЕСКИЙ КОДЕКС ТКП 45-5.04-274-2012 (02250)
установившейся практики
СТАЛЬНЫЕ КОНСТРУКЦИИ Правила расчета
СТАЛЬНЫЯ КАНСТРУКЦЫ1 Правшы разлiку
Министерство архитектуры и строительства Республики Беларусь Минск 2013
УДК 624.014.2.04(083.74)
МКС 91.080.10 КП 06
Ключевые слова: стальные конструкции, болтовые соединения, сварные соединения, узлы, прочность,
устойчивость, выносливость, сдвиг, примеры расчета
Предисловие
Цели, основные принципы, положения по государственному регулированию и управлению в об¬ласти
технического нормирования и стандартизации установлены Законом Республики Беларусь «О техническом
нормировании и стандартизации».
1
РАЗРАБОТАН научно-проектно-производственным республиканским унитарным предприятием
«Стройтехнорм» (РУП «Стройтехнорм»), техническим комитетом по стандартизации в области архи¬тектуры и
строительства «Металлические и деревянные конструкции» (ТКС 09).
Авторский коллектив: руководитель темы, разделы 1-6 — канд. техн. наук Жабинский А. Н.; пункт 6.4.1 — Рябов А.
В.; пункт 6.4.3 — Кеда А. Н.; разделы 7 и 8 — канд. техн. наук Мартынов Ю. С.; подразделы 7.3 и 8.4 — Лагун Ю. И.,
Надольский В. В.; раздел 9 — канд. техн. наук Драган В. И., д-р техн. наук Давыдов Е. Ю.; раздел 10 — канд. техн.
наук Шурин А. Б., д-р техн. наук Давыдов Е. Ю.; раздел 11 — канд. техн. наук Мартынов Ю. С.; подразделы
11.2,11.3 и 11.4 — канд. техн. наук Зинкевич И. В.; раздел 12 — канд. техн. наук Мухин А. В.; раздел 13 — канд.
техн. наук Драган В. И.; раздел 14, при¬ложение А — Лагун Ю. И.; подраздел 14.6 — Новиков В. Е.
64
65.
ВНЕСЕН главным управлением архитектурной, научной и инновационной политики Министерст¬ва архитектуры истроительства Республики Беларусь
2
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом Министерства архитектуры и строительства Республики
Беларусь от 12 декабря 2012 г. № 395
В Национальном комплексе технических нормативных правовых актов в области архитектуры и строительства
настоящий технический кодекс установившейся практики входит в блок 5.04 «Метал¬лические конструкции и
изделия»
3
ВВЕДЕН ВПЕРВЫЕ https://tnpa.by/#!/DocumentCard/293603/391430
© Минстройархитектуры, 2013
Настоящий технический кодекс установившейся практики не может быть воспроизведен, тиражи¬рован и
распространен в качестве официального издания без разрешения Министерства архитектуры и строительства
Республики Беларусь
Издан на русском языке
Содержание
1
Область применения 1
2
Нормативные ссылки 1
3
Термины и определения
4
Обозначения 3
5
Общие положения
5.1
Классификация поперечных сечений 4
5.2
Материалы
5.3
Основные положения по расчету
4
5.4
Эффективное поперечное сечение
5
6
Изгибаемые элементы
6.1
Расчет на прочность
6.2
Учет поперечной силы в расчетах поперечных сечений на прочность
3
4
4
7
7
при действии изгибающего момента 10
6.3
Расчет на устойчивость
10
6.4
Примеры расчета
7
Центрально-сжатые и центрально-растянутые элементы
7.1
Расчет на прочность
12
25
65
25
66.
7.2Расчет на устойчивость
26
7.3
Примеры расчета
8
Сжато-изгибаемые (внецентренно-сжатые) элементы
26
постоянного поперечного сечения по длине 30
8.1
Расчет на прочность поперечного сечения элементов,
подверженных действию осевой силы и изгибающих моментов
8.2
30
Учет поперечной силы в расчетах поперечных сечений
на прочность сжато-изгибаемых (внецентренно-сжатых) элементов 31
8.3
Расчет на устойчивость элементов, подверженных действию осевой силы
и изгибающих моментов
32
8.4
Примеры расчета
33
9
Сварные соединения. Основные положения расчета и конструирования
9.1
Геометрические параметры сварных швов
9.2
Расчет несущей способности угловых сварных швов по упрощенному методу
9.3
Расчет угловых сварных швов по направленному методу
62
9.4
Расчет несущей способности стыковых сварных швов
63
9.5
Расчет несущей способности пробочных сварных швов
63
9.6
Требования по проектированию сварных соединений
64
9.7
Примеры расчета
10
Болтовые соединения 72
10.1
Болты, гайки и шайбы 72
10.2
Фундаментные болты 72
10.3
Категории болтовых соединений
10.4
Расположение отверстий для болтов 74
10.5
Расчетная несущая способность одиночных крепежных деталей
10.6
Группа крепежных деталей
79
10.7
Протяженные соединения
79
10.8
Фрикционные соединения на болтах классов прочности 8.8 и 10.9 80
56
56
66
73
66
76
60
67.
10.9Учет отверстий для крепежных деталей
10.10 Примеры расчета
81
82
11
Расчет узлов сопряжения
88
11.1
Общие положения
11.2
Проверка несущей способности узла сопряжения ригеля
88
с колонной на болтах с опорным фланцем
89
11.3
Стык ригеля на фланцевых соединениях
90
11.4
Проверки несущей способности баз колонн 90
11.5
Примеры расчета
12
Расчет и конструирование узлов стальных конструкций из прямоугольных труб
12.1
Общие положения
12.2
Область применения 102
12.3
Условия применения 102
12.4
Расчет 102
12.5
Сварные узлы сопряжения стержней решетки с поясами из прямоугольных труб
12.6
Примеры расчета
13
Основные положения по расчету элементов на выносливость
13.1
Общие положения
13.2
Упрощенная методика расчета на усталостную прочность элементов
13.3
Расчет на выносливость элементов конструкций
92
101
101
105
119
119
на основании линейной гипотезы накопления повреждений
122
13.4
Пример расчета усталостной прочности сварной подкрановой балки
14
Расчет стальных холодноформованных тонкостенных конструкций 127
14.1
Основные положения 127
14.2
Материалы
14.3
Эффективное поперечное сечение
128
14.4
Проверочные расчеты элементов
128
14.5
Проверочные расчеты соединений
132
127
67
122
123
104
68.
14.6Пример расчета. Определение несущей способности
тонкостенного поперечного С-образного сечения при изгибе
133
Приложение А (справочное)
А.1 Определение геометрических параметров
для двутавровых моносимметричных сечений *1+
143
А.2 Определение критической сжимающей силы *2+ 144
А.З Определение критического изгибающего момента *1+, *2+
А.4 Определение расчетной длины колонн *5+
145
154
Библиография 158
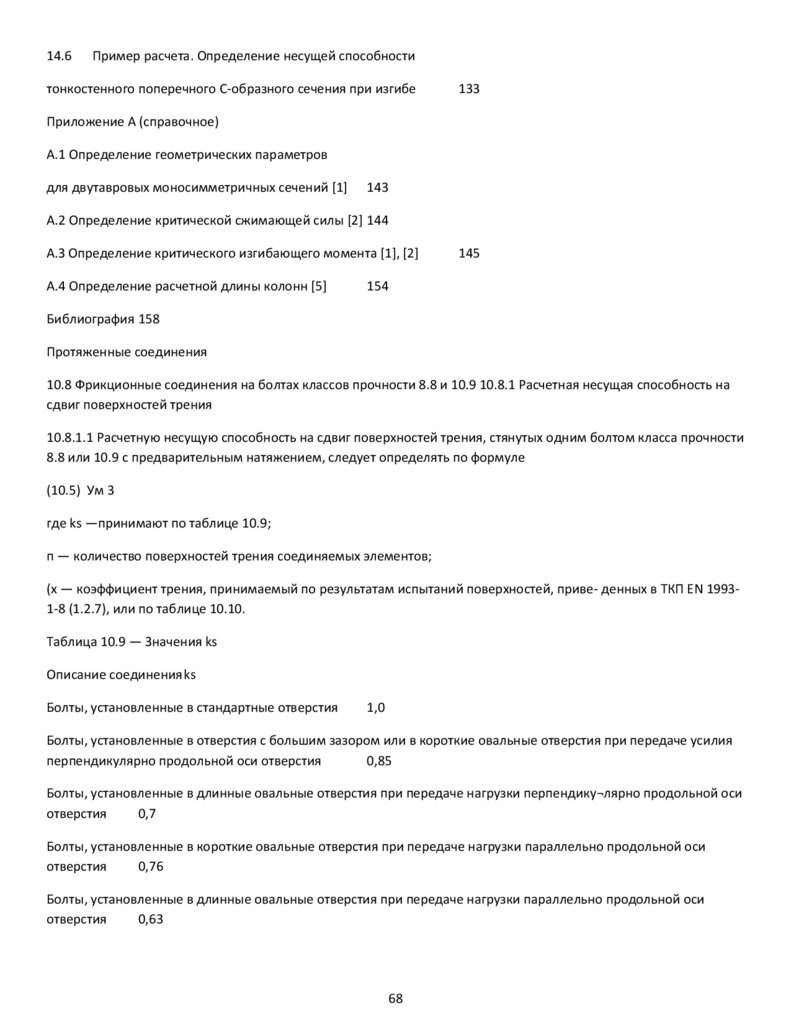
Протяженные соединения
10.8 Фрикционные соединения на болтах классов прочности 8.8 и 10.9 10.8.1 Расчетная несущая способность на
сдвиг поверхностей трения
10.8.1.1 Расчетную несущую способность на сдвиг поверхностей трения, стянутых одним болтом класса прочности
8.8 или 10.9 с предварительным натяжением, следует определять по формуле
(10.5) Ум 3
где ks —принимают по таблице 10.9;
п — количество поверхностей трения соединяемых элементов;
(х — коэффициент трения, принимаемый по результатам испытаний поверхностей, приве- денных в ТКП EN 19931-8 (1.2.7), или по таблице 10.10.
Таблица 10.9 — Значения ks
Описание соединения ks
Болты, установленные в стандартные отверстия
1,0
Болты, установленные в отверстия с большим зазором или в короткие овальные отверстия при передаче усилия
перпендикулярно продольной оси отверстия
0,85
Болты, установленные в длинные овальные отверстия при передаче нагрузки перпендику¬лярно продольной оси
отверстия
0,7
Болты, установленные в короткие овальные отверстия при передаче нагрузки параллельно продольной оси
отверстия
0,76
Болты, установленные в длинные овальные отверстия при передаче нагрузки параллельно продольной оси
отверстия
0,63
68
69.
Установленные в длинные овальные отверстия при передаче нагрузки перпендикулярно продольной осиотверстия , по линии нагрузки при многокаскадном демпфировании косого компенсатора , должны затянуты с
контрольным натяжением
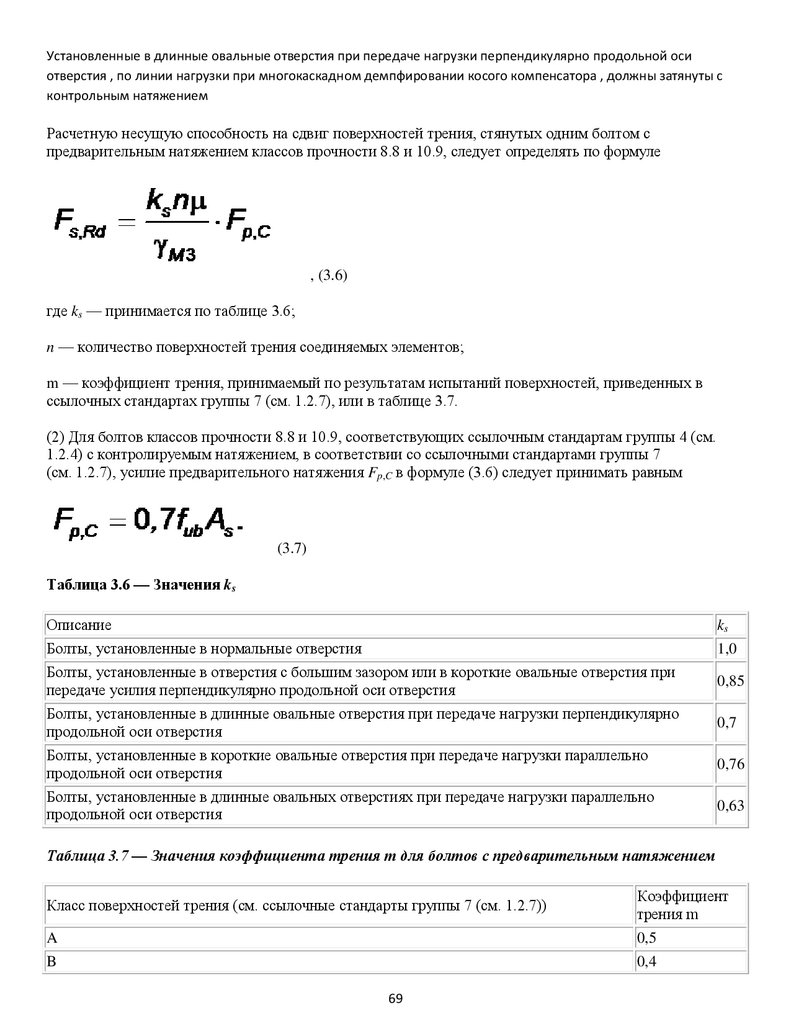
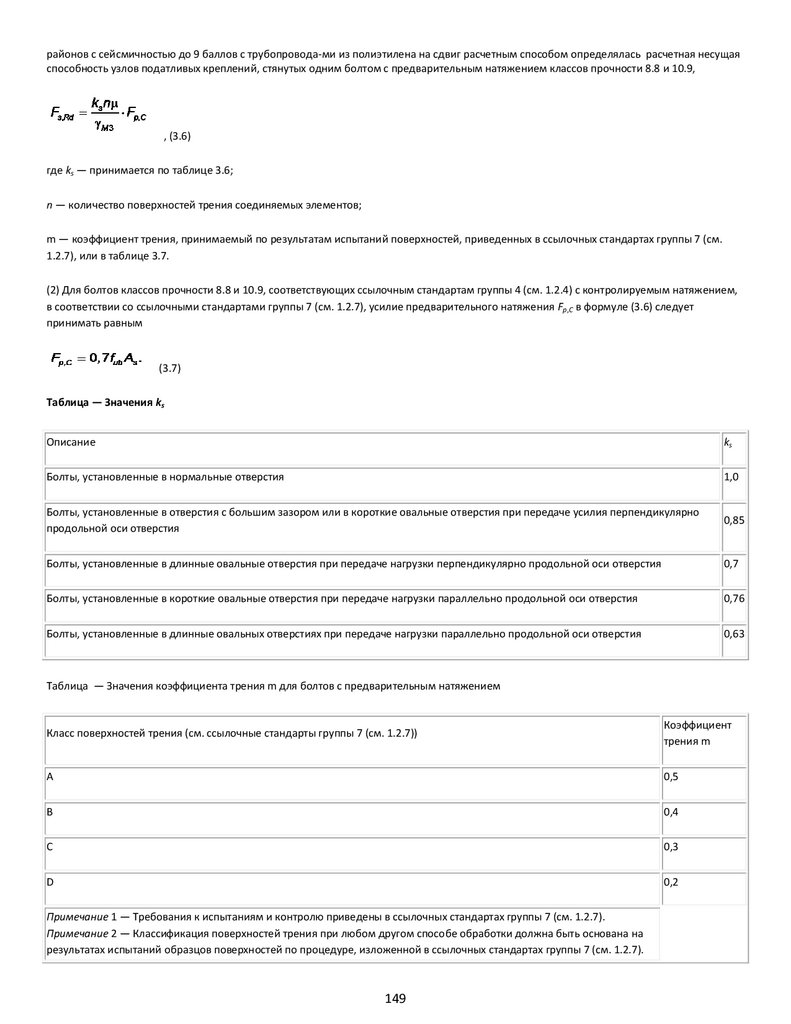
Расчетную несущую способность на сдвиг поверхностей трения, стянутых одним болтом с
предварительным натяжением классов прочности 8.8 и 10.9, следует определять по формуле
, (3.6)
где ks — принимается по таблице 3.6;
n — количество поверхностей трения соединяемых элементов;
m — коэффициент трения, принимаемый по результатам испытаний поверхностей, приведенных в
ссылочных стандартах группы 7 (см. 1.2.7), или в таблице 3.7.
(2) Для болтов классов прочности 8.8 и 10.9, соответствующих ссылочным стандартам группы 4 (см.
1.2.4) с контролируемым натяжением, в соответствии со ссылочными стандартами группы 7
(см. 1.2.7), усилие предварительного натяжения Fp,C в формуле (3.6) следует принимать равным
(3.7)
Таблица 3.6 — Значения ks
Описание
ks
Болты, установленные в нормальные отверстия
1,0
Болты, установленные в отверстия с большим зазором или в короткие овальные отверстия при
передаче усилия перпендикулярно продольной оси отверстия
0,85
Болты, установленные в длинные овальные отверстия при передаче нагрузки перпендикулярно
продольной оси отверстия
0,7
Болты, установленные в короткие овальные отверстия при передаче нагрузки параллельно
продольной оси отверстия
0,76
Болты, установленные в длинные овальных отверстиях при передаче нагрузки параллельно
продольной оси отверстия
0,63
Таблица 3.7 — Значения коэффициента трения m для болтов с предварительным натяжением
Класс поверхностей трения (см. ссылочные стандарты группы 7 (см. 1.2.7))
Коэффициент
трения m
A
0,5
B
0,4
69
70.
C0,3
D
0,2
Примечание 1 — Требования к испытаниям и контролю приведены в ссылочных
стандартах группы 7 (см. 1.2.7). Примечание 2 — Классификация поверхностей трения
при любом другом способе обработки должна быть основана на результатах испытаний
образцов поверхностей по процедуре, изложенной в ссылочных стандартах группы 7
(см. 1.2.7). Примечание 3 — Определения классов поверхностей трения приведены в
ссылочных стандартах группы 7 (см. 1.2.7). Примечание 4 — При наличии окрашенной
поверхности с течением времени может произойти потеря предварительного
натяжения.
5 6 Сборка и закрепление монтажных соединений конструкций на
высокопрочных болтах с контролируемым натяжением
МЕТОДИЧЕСКАЯ ДОКУМЕНТАЦИЯ В
СТРОИТЕЛЬСТВЕ
РЕКОМЕНДАЦИИ ПО МОНТАЖУ
СТАЛЬНЫХ СТРОИТЕЛЬНЫХ
КОНСТРУКЦИЙ
(к СНиП 3.03.01-87)
МДС 53-1.2001(к СНиП 3.03.01-87)
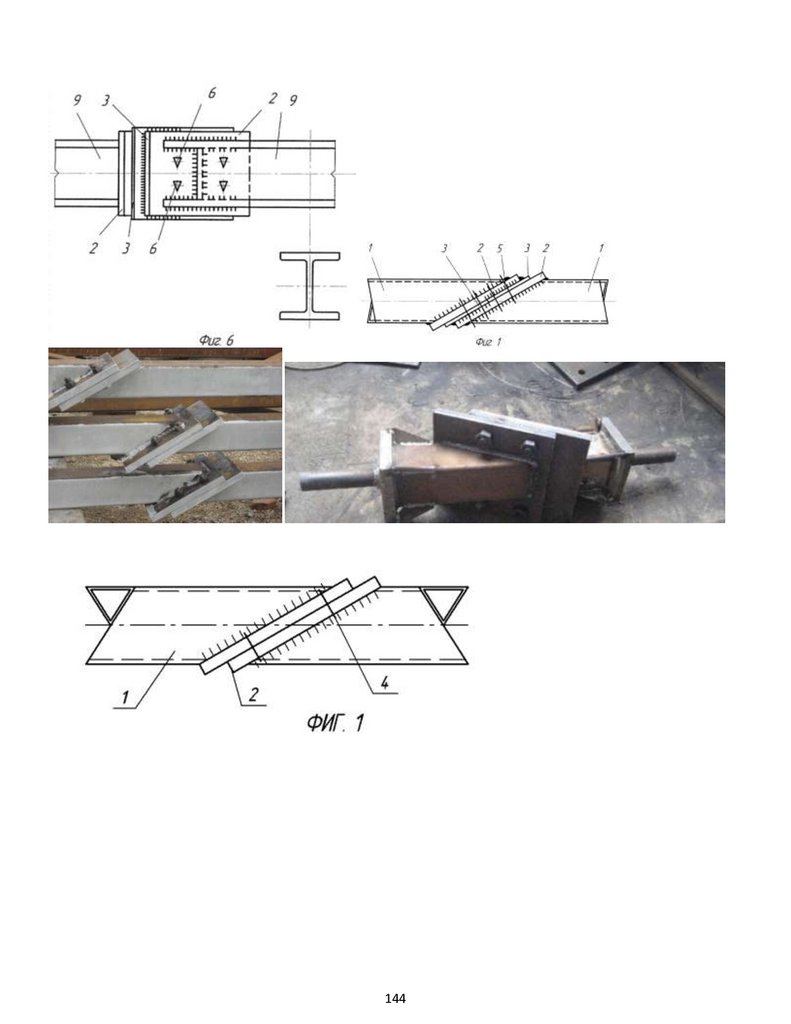
Для лабораторных испытаний были разработаны рабочие чертежи стадии КМ и КМД. Изготовление элементов конструкции и контрольная
сборка производилась в организации «Сейсмофонд» при СПб ГАСУ. Инструкция по креплению фланцев к поясу ферм предусматривала
такую последовательность производства работ:
1.
2.
3.
4.
Cобрать фланцы, обеспечив плотное примыкание фланцев и упоров друг с другом. Стянуть проектными фрикци-болтами с
пропиленным пазом, куда при монтаже и сборке забивается медный обожженный клин;
Установить в одной плоскости ,в плане и по высоте-.
Приварить фланцы на ФФПС;
Выполнить именную маркировку с ФФПС.
При лабораторных испытаниях в СПб ГАСУ , производились окончательная установка и затяжка всех высокопрочных болтов косого
антисейсмических фрикционно- демпфирующего соединения трубопроводов с надежным демпфирующим косым
соединением трубопровода с резервуаром из полиэтилена повышенно сейсмичности, путем применения демпфирующих
фрикционно – протяжном косом фланцевом соединении, с контролируемым натяжением, расположенных в длинных
овальных отверстиях, для обеспечения многокаскадного демпфирования при динамических нагрузках , преимущественно
при импульсных растягивающих нагрузках
70
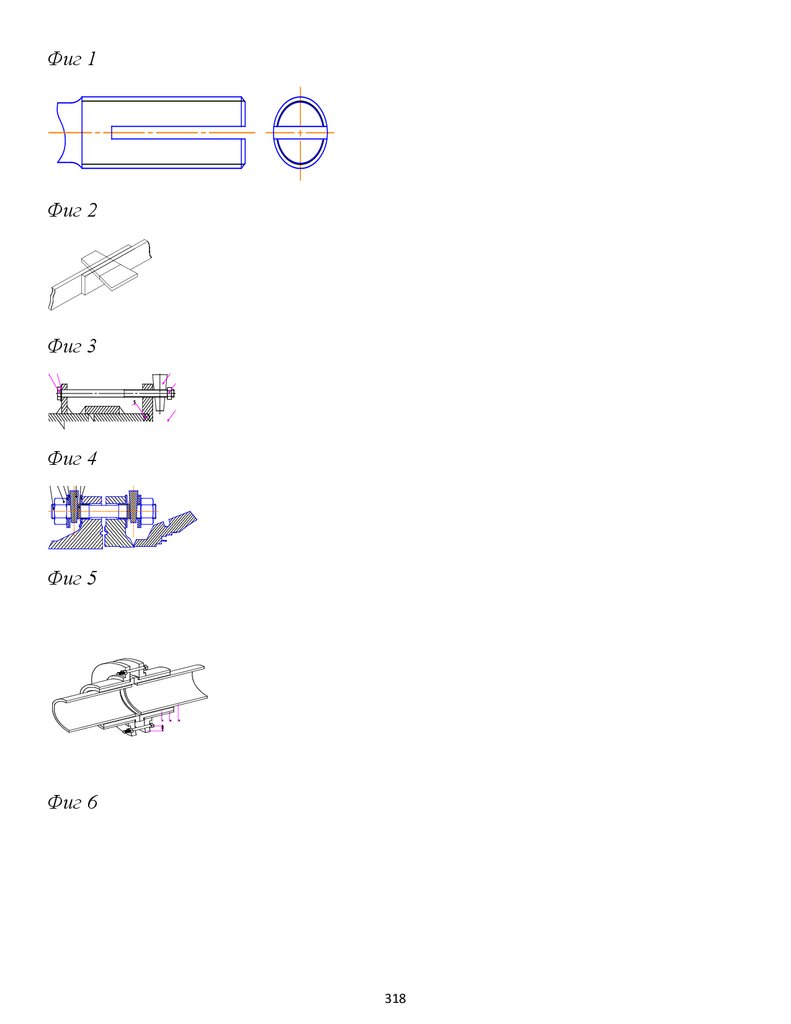
71.
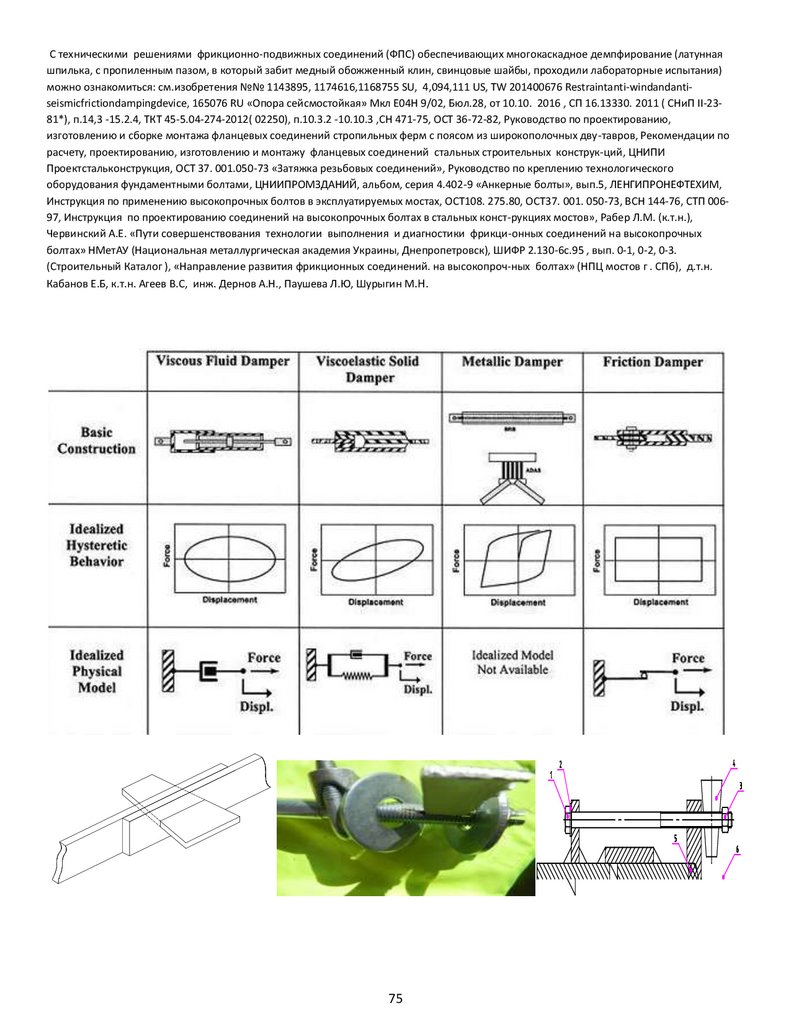
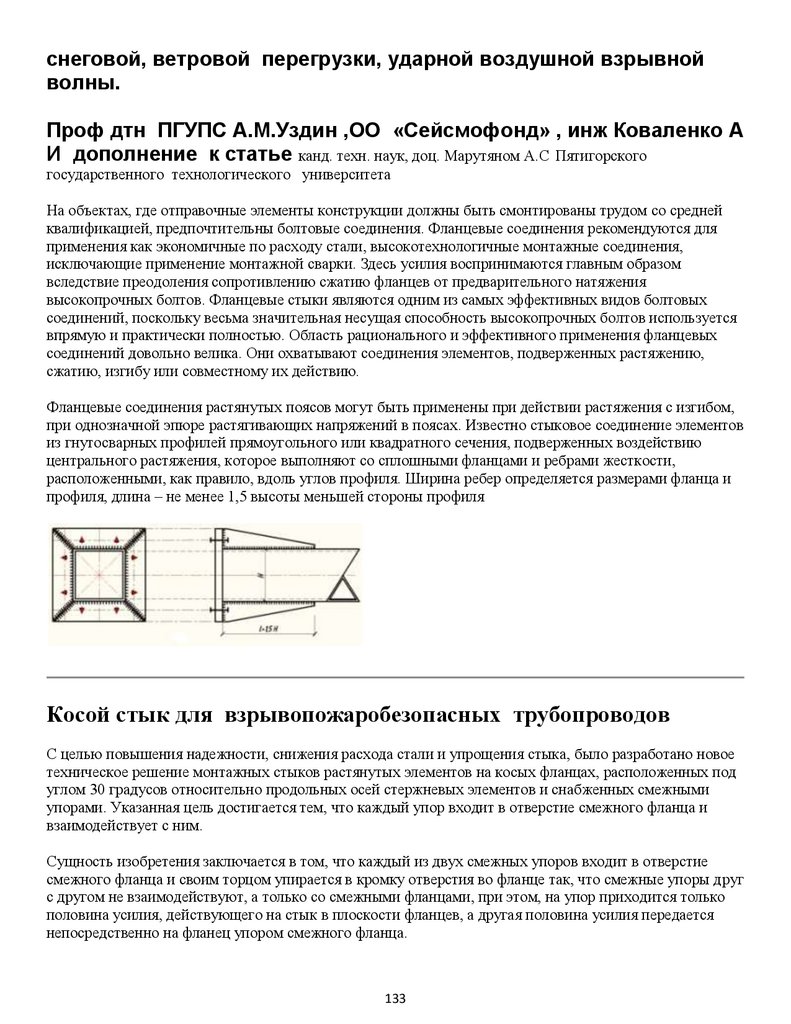
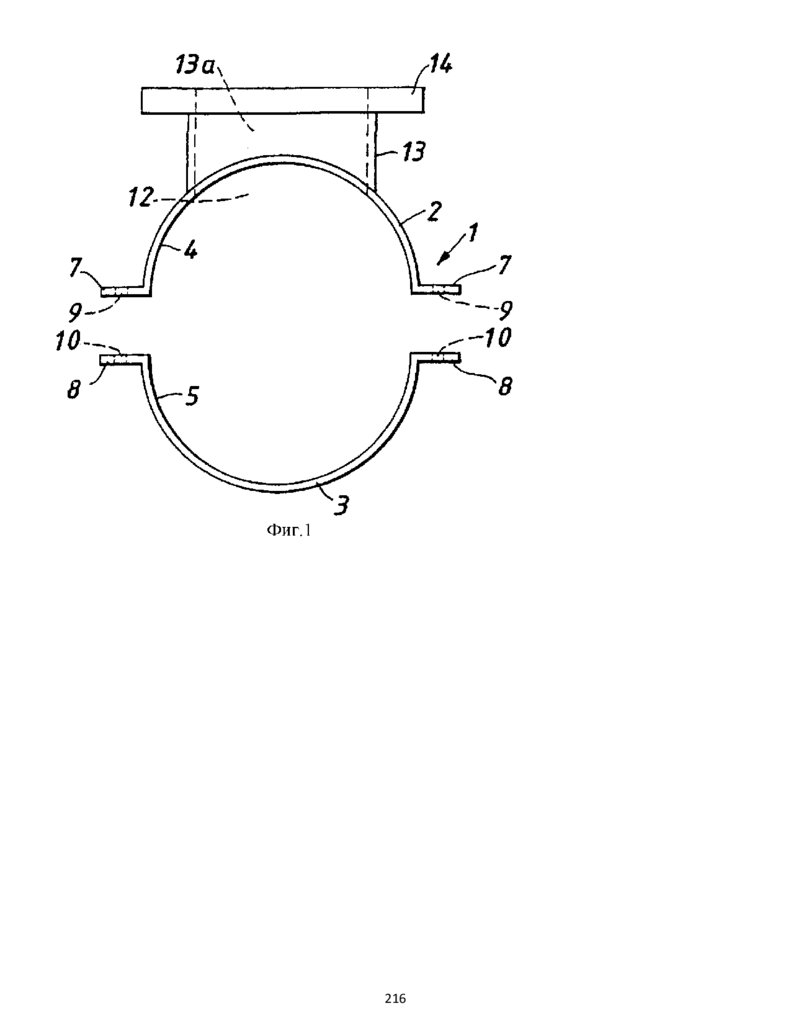
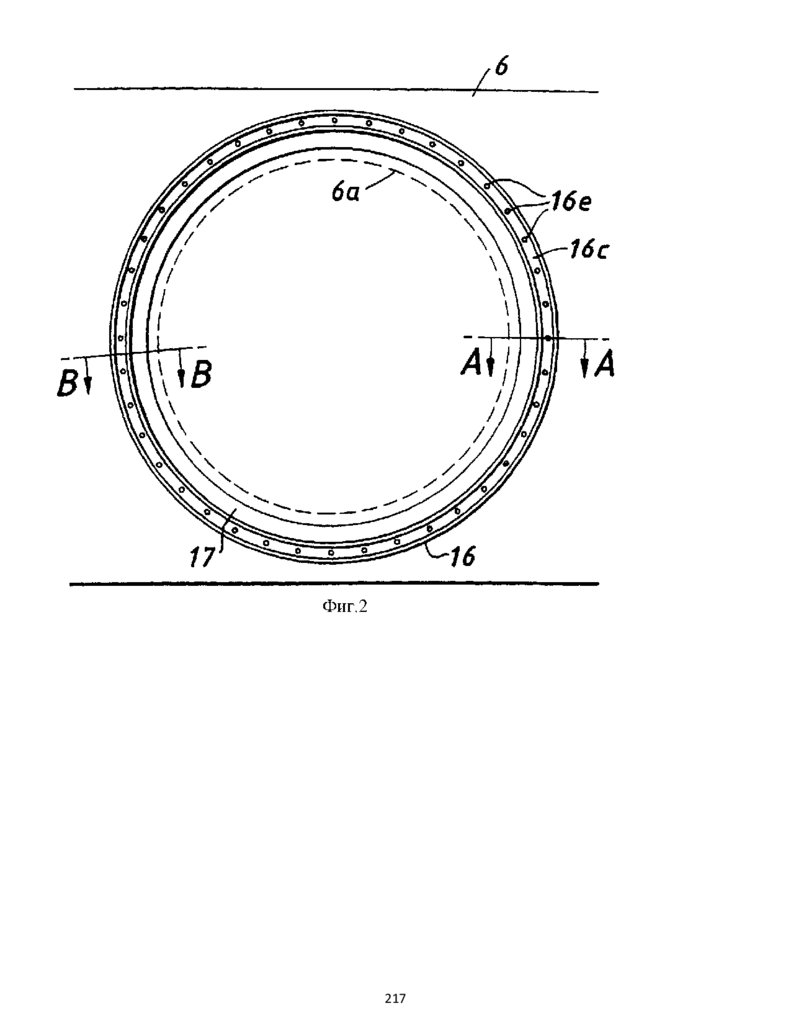
Известно стыковое соединение элементов из гнуто-сварных профилей прямоугольного или квадратного сечения, подверженныхвоздействию центрального растяжения, которое выполняют со сплошными фланцами и ребрами жесткости, расположенными, как
правило, вдоль углов профиля. Ширина ребер определяется размерами фланца и профиля, длина – не менее 1,5 высоты меньшей
стороны профиля.
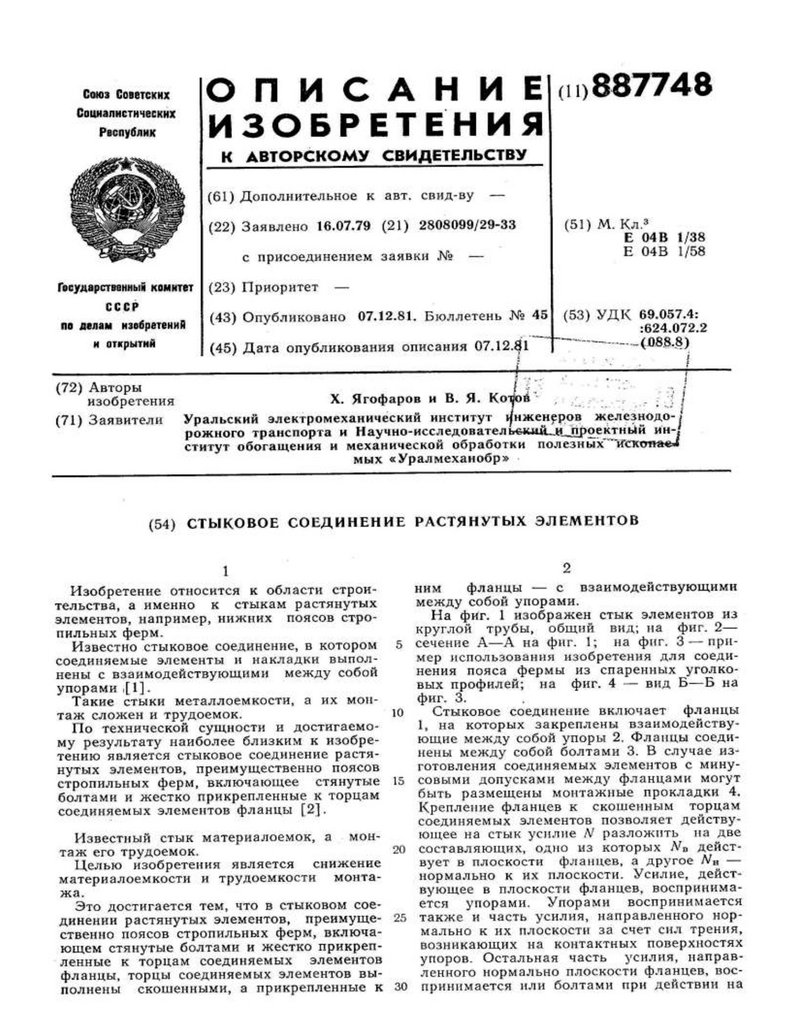
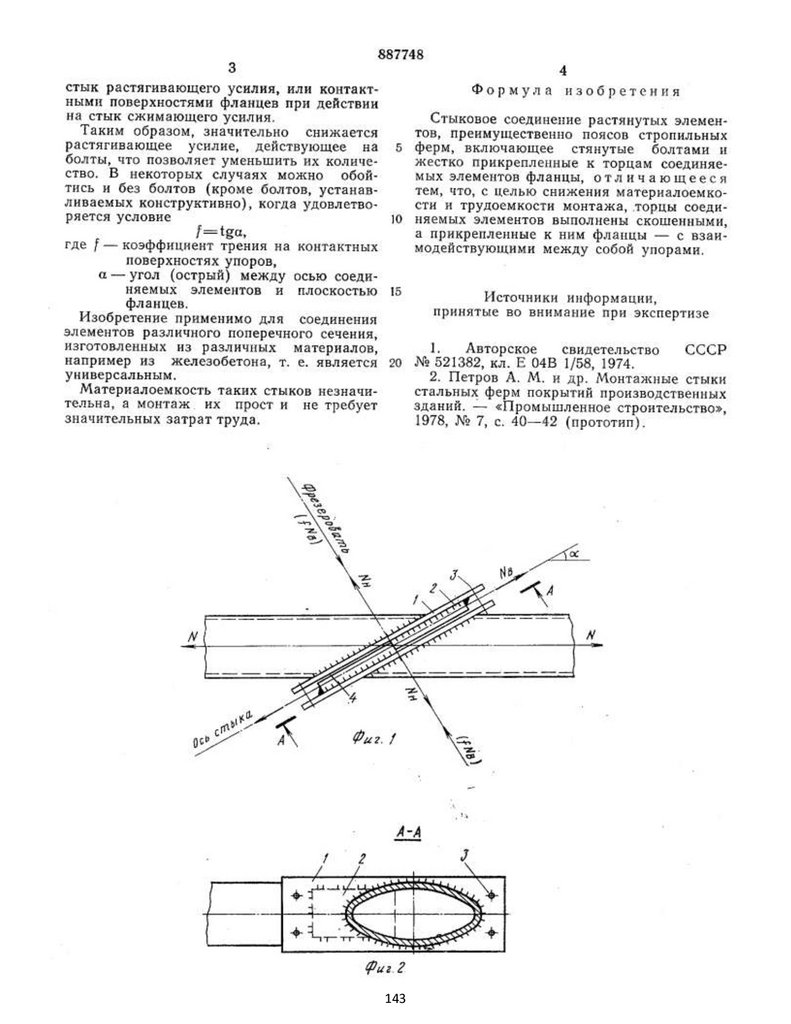
Изобретение "Стыковое соединение растянутых элементов", патент № 887748.
С целью повышения надежности, косого антисейсмических фрикционно- демпфирующих соединение трубопроводов с
надежным демпфирующим косым соединением трубопровода с резервуаром из полиэтилена повышенно сейсмичности,
путем применения демпфирующих фрикционно – протяжном косом фланцевом соединении, с контролируемым
натяжением, расположенных в длинных овальных отверстиях, для обеспечения многокаскадного демпфирования при
динамических нагрузках , преимущественно при импульсных растягивающих нагрузках , предназначенные для
работы в сейсмоопасных районах с сейсмичностью более 9 баллов по шкале MSK-64 и упрощения стыка
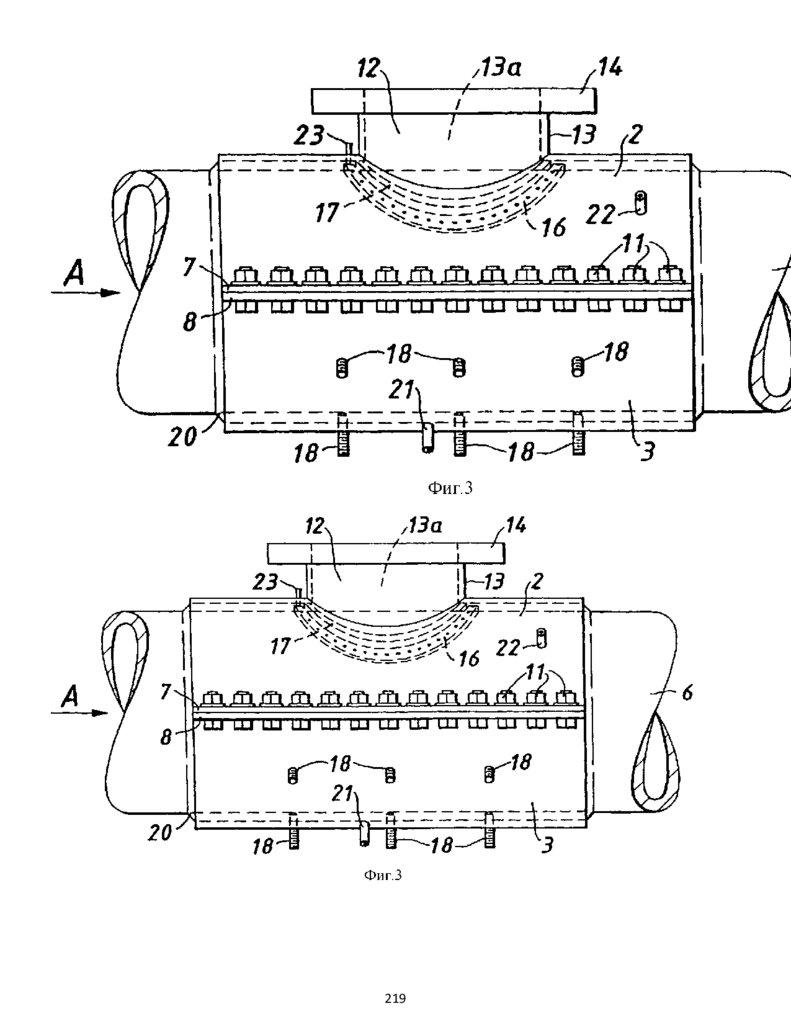
было разработано новое техническое решение монтажных стыков растянутых элементов на косых фланцах, расположенных под углом 30
градусов относительно продольных осей стержневых элементов и снабженных смежными упорами. Указанная цель достигается тем, что
каждый упор входит в отверстие смежного фланца и взаимодействует с ним.
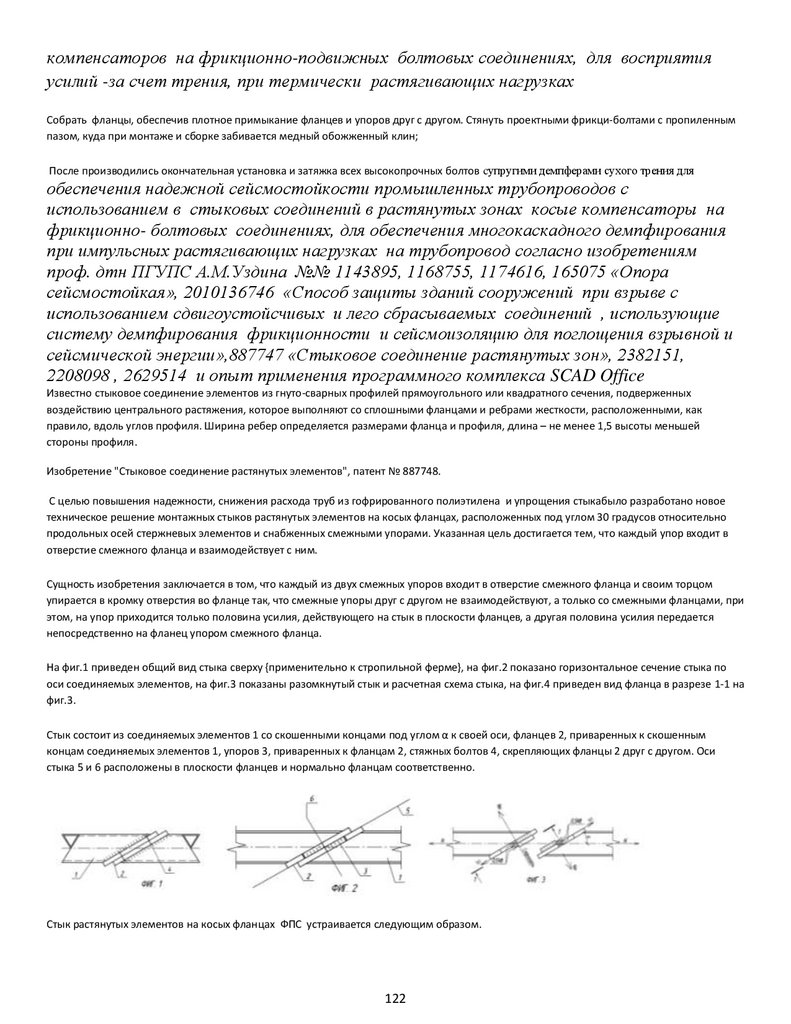
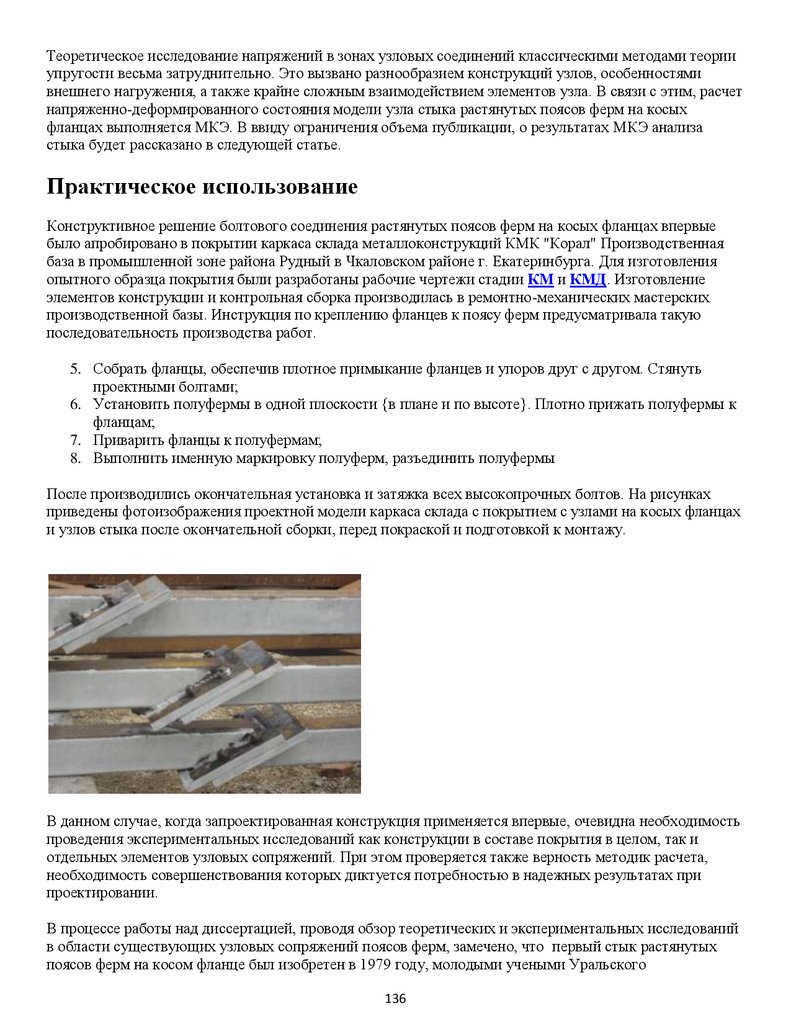
Сущность изобретения заключается в том, что каждый из двух смежных упоров входит в отверстие смежного фланца и своим торцом
упирается в кромку отверстия во фланце так, что смежные упоры друг с другом не взаимодействуют, а только со смежными фланцами, при
этом, на упор приходится только половина усилия, действующего на стык в плоскости фланцев, а другая половина усилия передается
непосредственно на фланец упором смежного фланца.
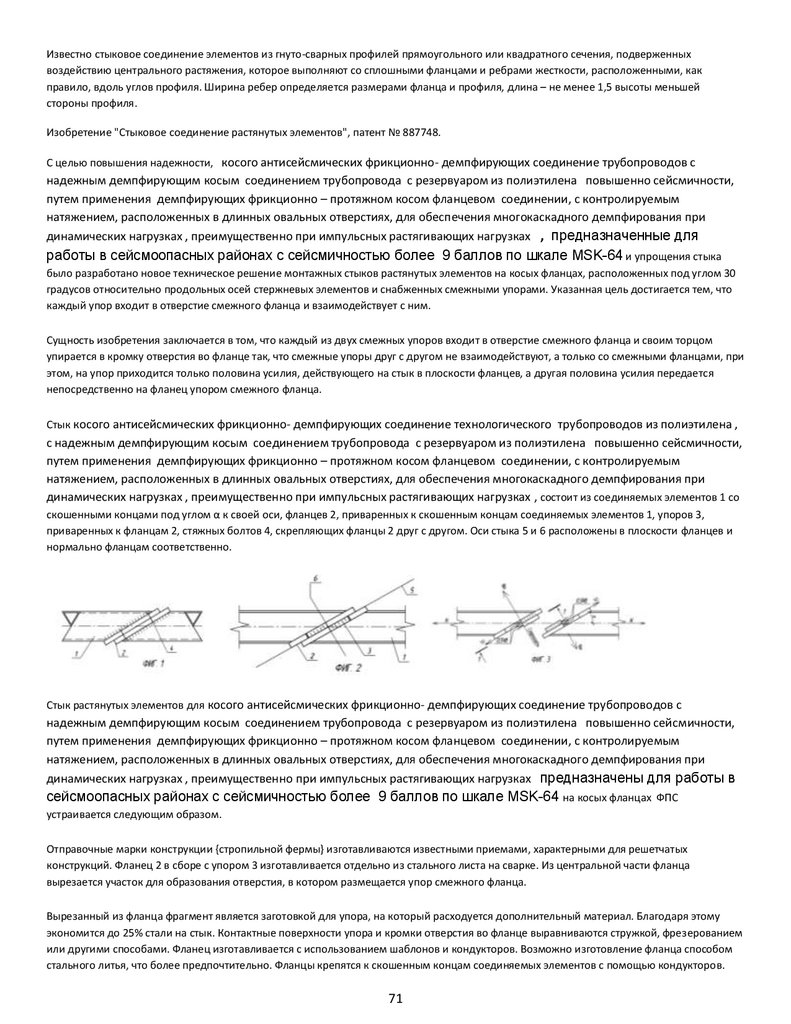
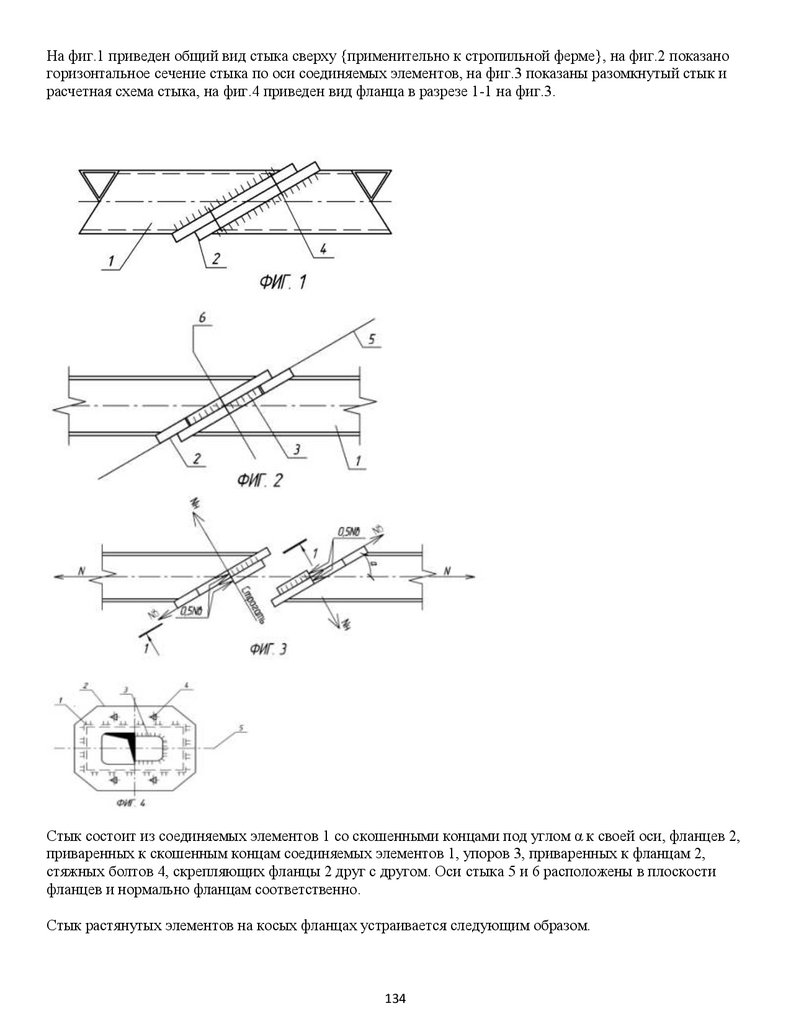
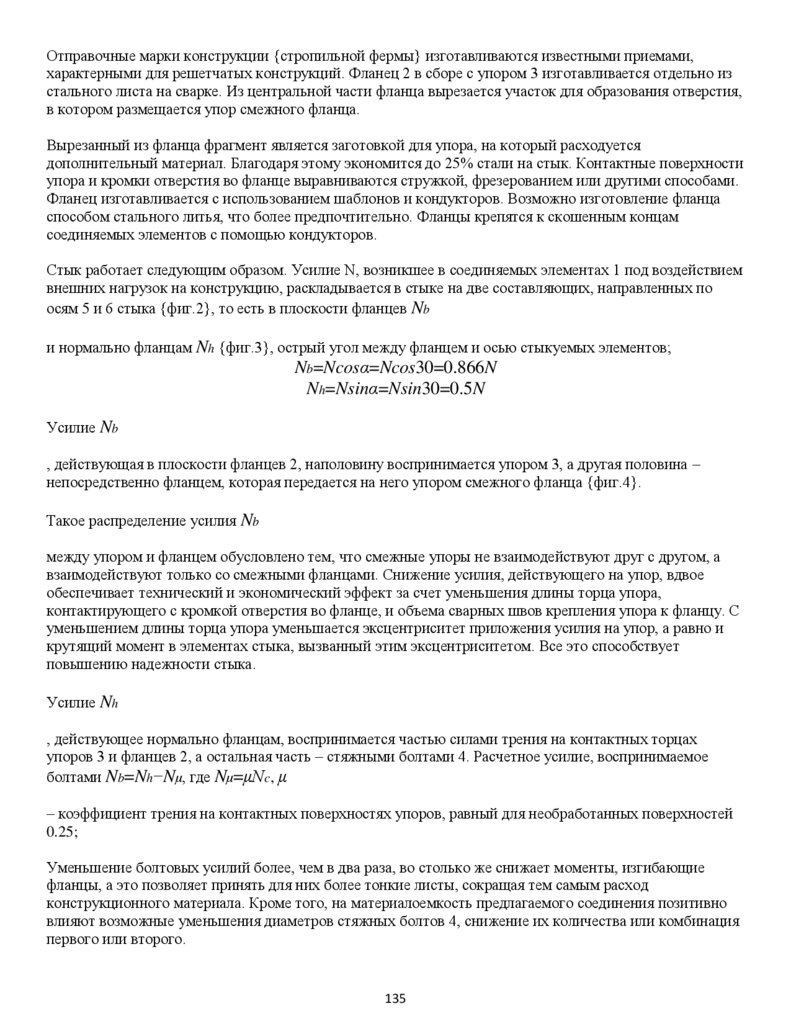
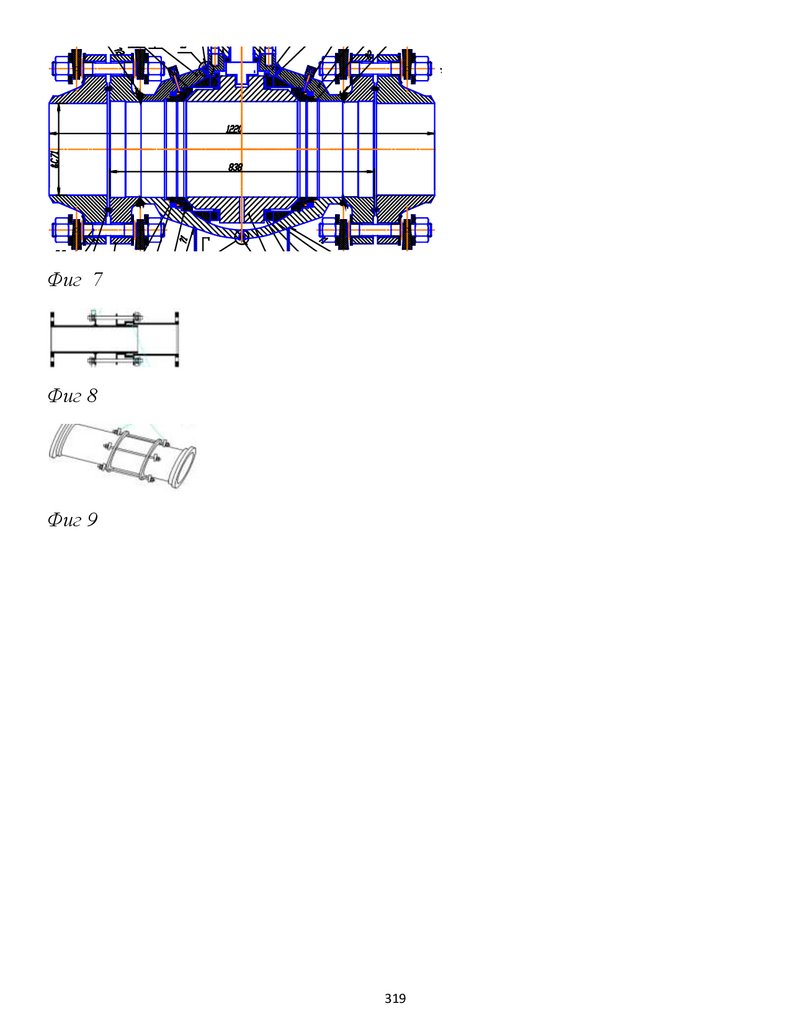
Стык косого антисейсмических фрикционно- демпфирующих соединение технологического трубопроводов из полиэтилена ,
с надежным демпфирующим косым соединением трубопровода с резервуаром из полиэтилена повышенно сейсмичности,
путем применения демпфирующих фрикционно – протяжном косом фланцевом соединении, с контролируемым
натяжением, расположенных в длинных овальных отверстиях, для обеспечения многокаскадного демпфирования при
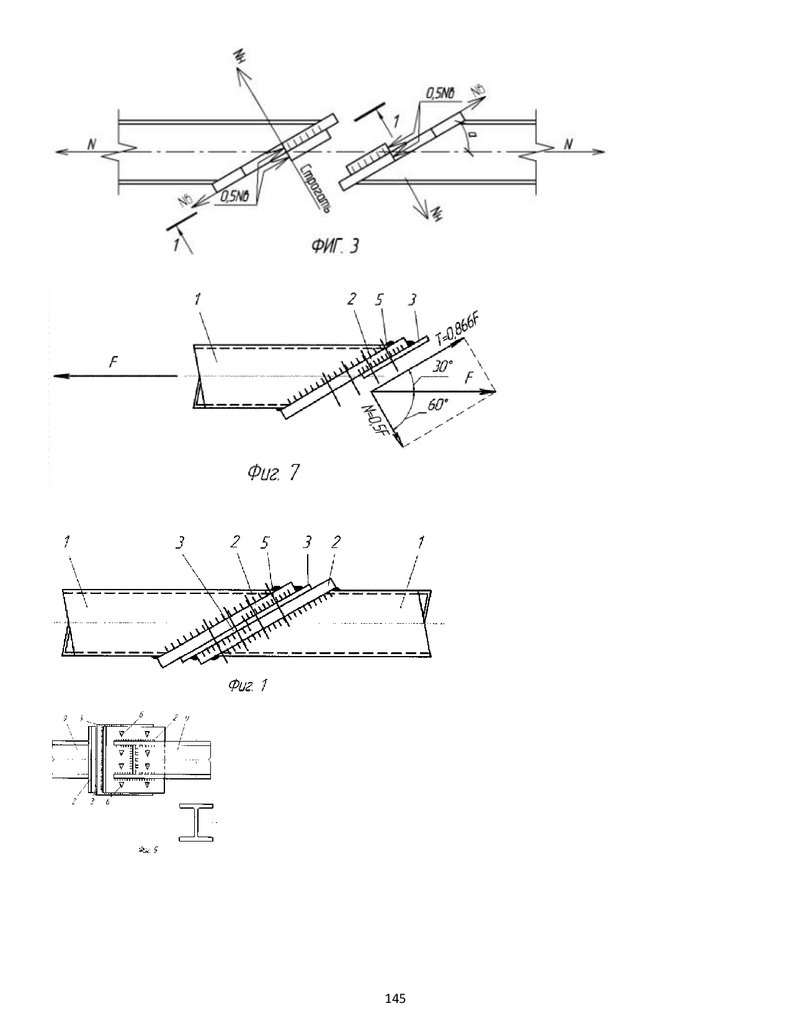
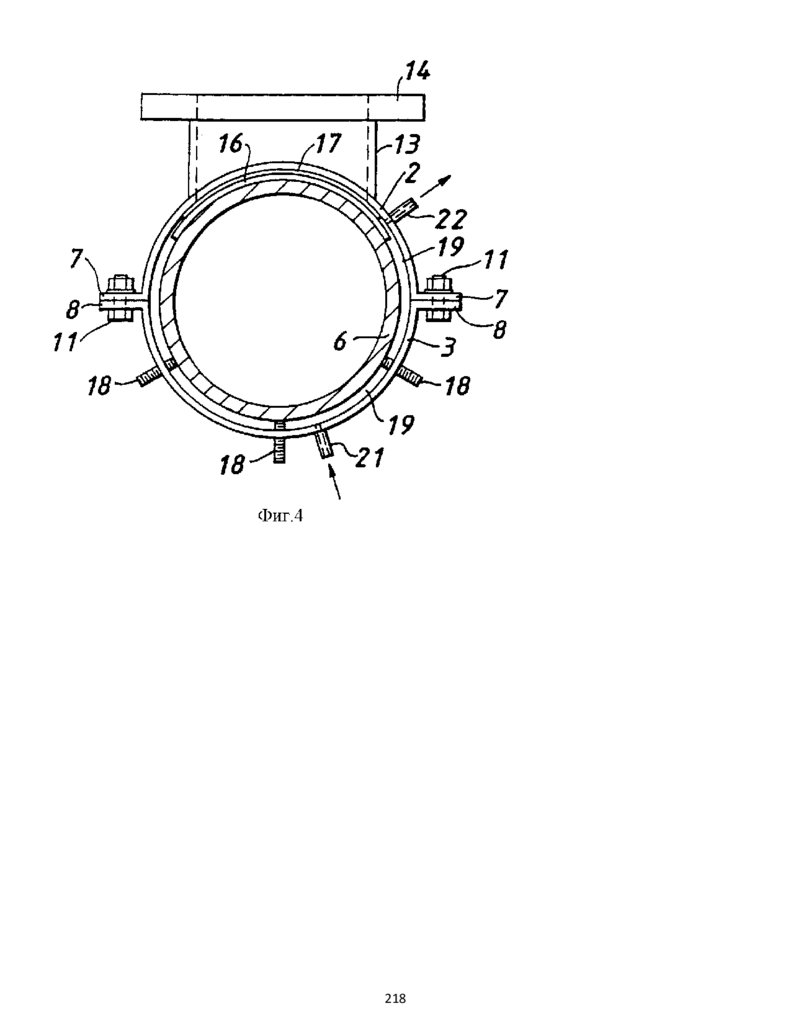
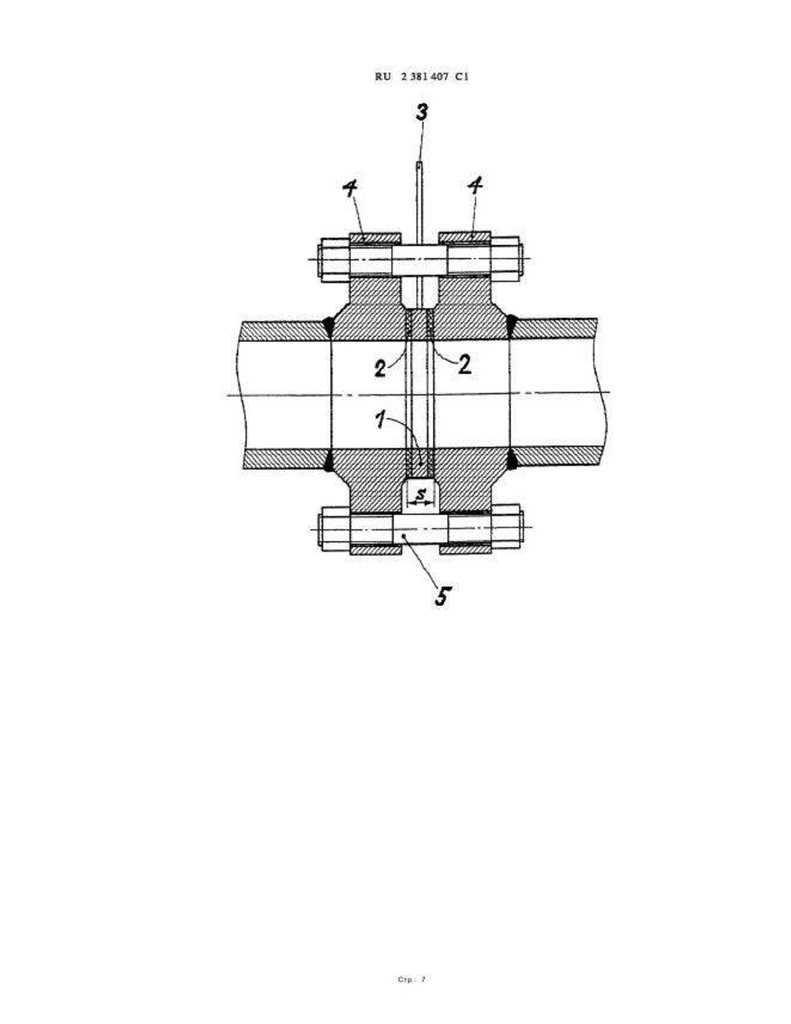
динамических нагрузках , преимущественно при импульсных растягивающих нагрузках , состоит из соединяемых элементов 1 со
скошенными концами под углом α к своей оси, фланцев 2, приваренных к скошенным концам соединяемых элементов 1, упоров 3,
приваренных к фланцам 2, стяжных болтов 4, скрепляющих фланцы 2 друг с другом. Оси стыка 5 и 6 расположены в плоскости фланцев и
нормально фланцам соответственно.
Стык растянутых элементов для косого антисейсмических фрикционно- демпфирующих соединение трубопроводов с
надежным демпфирующим косым соединением трубопровода с резервуаром из полиэтилена повышенно сейсмичности,
путем применения демпфирующих фрикционно – протяжном косом фланцевом соединении, с контролируемым
натяжением, расположенных в длинных овальных отверстиях, для обеспечения многокаскадного демпфирования при
динамических нагрузках , преимущественно при импульсных растягивающих нагрузках предназначены для работы в
сейсмоопасных районах с сейсмичностью более 9 баллов по шкале MSK-64 на косых фланцах ФПС
устраивается следующим образом.
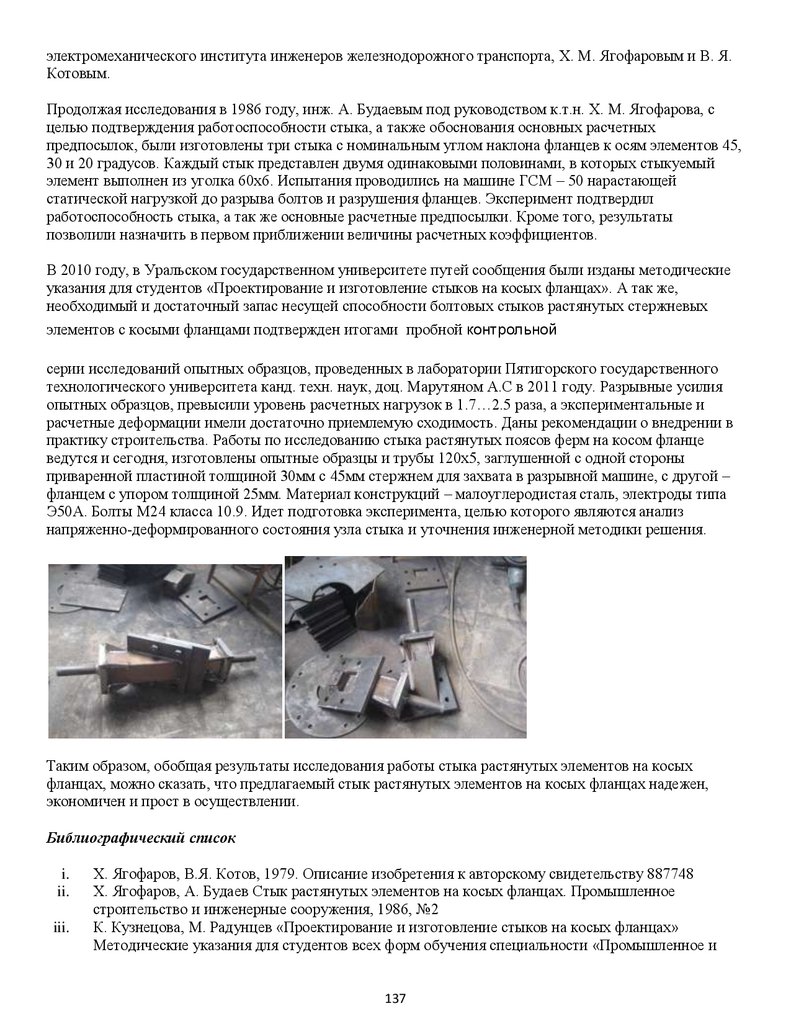
Отправочные марки конструкции ,стропильной фермы- изготавливаются известными приемами, характерными для решетчатых
конструкций. Фланец 2 в сборе с упором 3 изготавливается отдельно из стального листа на сварке. Из центральной части фланца
вырезается участок для образования отверстия, в котором размещается упор смежного фланца.
Вырезанный из фланца фрагмент является заготовкой для упора, на который расходуется дополнительный материал. Благодаря этому
экономится до 25% стали на стык. Контактные поверхности упора и кромки отверстия во фланце выравниваются стружкой, фрезерованием
или другими способами. Фланец изготавливается с использованием шаблонов и кондукторов. Возможно изготовление фланца способом
стального литья, что более предпочтительно. Фланцы крепятся к скошенным концам соединяемых элементов с помощью кондукторов.
71
72.
Уменьшение болтовых усилий более, чем в два раза, во столько же снижает моменты, изгибающие фланцы, а это позволяет принять дляних более тонкие листы, сокращая тем самым расход конструкционного материала. Кроме того, на материалоемкость предлагаемого
соединения позитивно влияют возможные уменьшения диаметров стяжных болтов 4, снижение их количества или комбинация первого
или второго.
Теоретическое исследование напряжений в зонах узловых соединений классическими методами теории упругости весьма затруднительно. Это вызвано разнообразием конструкций узлов, особенностями внешнего нагружения, а также крайне сложным взаимодействием элементов узла. В связи с этим, расчет напряженно-деформированного состояния модели узла стыка растянутых поясов ферм
на косых фланцах выполняется МКЭ.
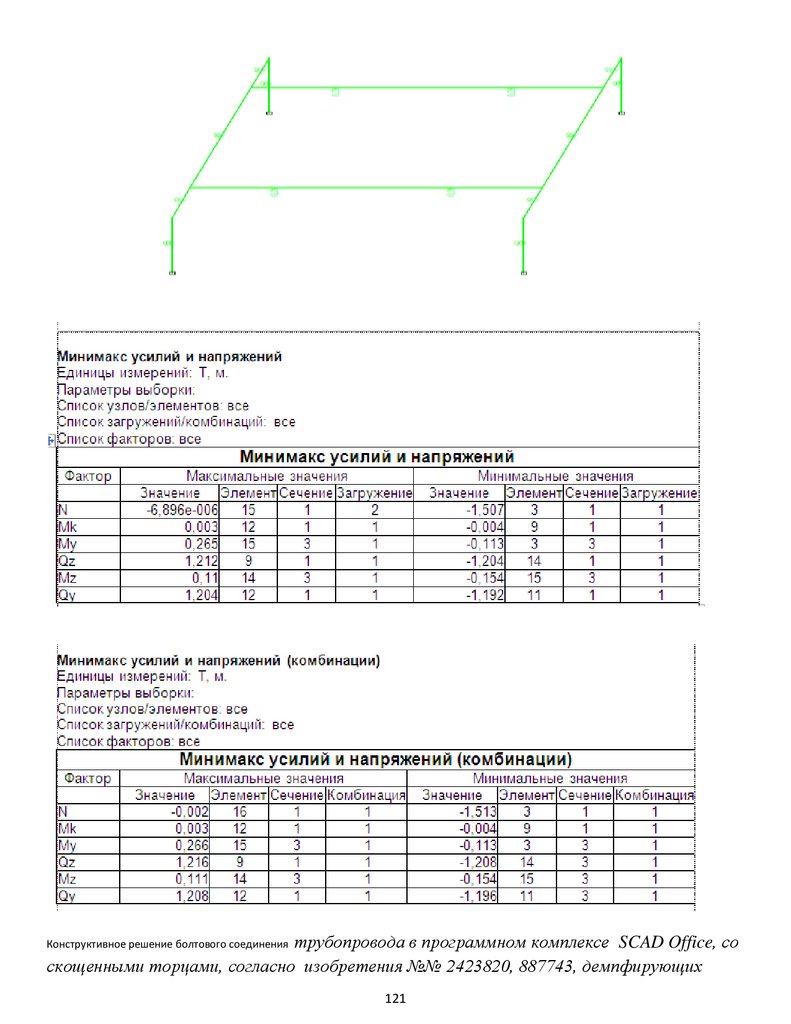
Для исследования напряженно деформированного состояния в образце был проведен расчет в программном комплексе SCAD Комета
2, и построена математическая модель.
Расчет в Комете 2 основан на СНиП II-23-81, результат расчета представлен на рисунке 2. Как видно из результатов при расчетной нагрузке
стенка колонны испытывает напряжения в 2,4 раза выше нормативного, также как и прочность сварки и фланца нарушена. Как можно
заметить, в СНиПе заложены слишком высокие коэффициенты запаса прочности. Если же верить SCAD Комета 2, максимальная нагрузка на
узел составляет 15 т/м, что меньше в два раза рассчитанного по британским нормам
Как можно заметить, результаты, полученные из разных источников, отличаются. Однако решение, полученное в программном
комплексе SCAD наиболее точно описывает напряженное состояние в узле, ввиду того, что имеется возможность детально описать
контактное взаимодействие и построить более структурированную сетку. Необходимо провести серию испытаний фланцев различной
толщины, проанализировав тенденцию разрушения. Также следует доработать математическую модель на основе натурных испытаний.
После чего можно создать пособие по проектированию фланцевых соединений.
Наиболее широко распространен метод контроля натяжения болта по крутящему моменту. Для создания проектного усилия натяжения
высокопрочного болта Р, кН, необходимо приложить крутящий момент, величина которого в Нм пропорциональна диаметру болта d, мм,
и определяется согласно СТП 006-97 *4+ по эмпирической формуле М = kPd.
Коэффициент k, называемый коэффициентом закручивания, отражает влияние многочисленных технологических факторов.
На соотношение между крутящим моментом и усилием в болте влияют несколько основных факторов. Во-первых, шероховатость
резьбовых поверхностей гайки и болта, определяющая величину сил трения в резьбе при закручивании. Во-вторых, геометрические
параметры резьбы, её шаг и угол профиля. В-третьих, чистота соприкасающихся поверхностей шайбы и головки болта или гайки в
зависимости от того, какой элемент вращается при натяжении соединения.
Существенное значение имеют механические свойства и химический состав стали, из которой изготовлены болты, гайки и шайбы, наличие
антикоррозионного покрытия, а также на коэффициент закручивания влияет и то, вращением какого элемента натягивается болтоконтакт.
СТП 006-97 установлено, что при закручивании соединения вращением болта значение крутящего момента должно приниматься на 5 %
больше, чем при натяжении вращением гайки.
Воздействие этих многочисленных факторов невозможно определить теоретически, и общей оценочной характеристикой их влияния
является устанавливаемый экспериментально коэффициент закручивания.
Для высокопрочных болтов, выпускаемых Воронежским, Улан-Удэнским и Курганским мостовыми заводами по ГОСТ Р 52643... 52646-2006
значения Р и М для болтов различного диаметра приведены в табл. 2 СТП 006-97. При этом коэффициент закручивания k принят равным
0,175.
В настоящее время для фрикционных соединений применяются метизы, изготовленные в разных странах, на разных заводах, по разным
технологиям и стандартам. Допущены к использованию высокопрочные метизы с антикоррозионным покрытием: кадмиро-ванием,
цинкованием, омеднением и другим. В этих условиях фактическое значение коэффициента закручивания может существенно отличаться
от нормативных значений, и его необходимо контролировать для каждой партии комплектуемых высокопрочных метизов при входном
контроле на строительной площадке по методике, приведённой в приложении Е ГОСТ Р 52643 и в приложении А СТП 006-97.
Допустимые значения коэффициента закручивания в соответствии с требованиями п. 3.11 ГОСТ Р 52643 должны быть в пределах 0,14-0,2
для метизов без защитного покрытия и 0,11-0,2 - для метизов с покрытием. Погрешность оценки коэффициента закручивания не должна
превышать 0,01.
Для определения коэффициента закручивания используют испытательное оборудование, позволяющее одновременно измерять
приложенный к гайке крутящий момент и возникающее в теле болта усилие натяжения с погрешностью, не превышающей 1 %.
72
73.
При этом применяются измерительные приборы, основанные на различных принципах регистрации контролируемых характеристик. Вкачестве такого оборудования в настоящее время используют динамометрические установки типа ДКП-1, УТБ-40, GVK-14m и другие.
Для натяжения болтов на проектное усилие СТП 006-97 рекомендует использовать гидравлические динамометрические ключи типа КЛЦ,
автоматически обеспечивающие требуемый крутящий момент с погрешностью, не превышающей 4 %, посредством цепной передачи,
приводимой в движение гидроцилиндром.
Однако в настоящее время при строительстве транспортных инженерных сооружений для натяжения высокопрочных болтов, как правило,
применяют ручные динамометрические ключи рычажного типа КТР Курганского завода ММК с индикатором часового типа ИЧ 10. Их
использование приводит к значительным трудозатратам и физическим перегрузкам рабочих в связи с необходимостью приложения силы
от 500 до 800 Н к рукоятке ключа при создании проектной величины крутящего момента в процессе сборки фрикционных соединений на
болтах диаметром 16-27 мм.
Кроме того, процесс установки высокопрочных болтов ключами КТР значительно удлиняется из-за необходимости постоянно каждые 4 ч
беспрерывной работы и не менее двух раз за смену контролировать исправность ключей их тарировкой способом подвески контрольного
груза.
Тарирование ключей КЛЦ проводится реже: непосредственно перед их первым применением, после натяжения 1000 и 2000 болтов и
затем каждый раз после натяжения 5000 болтов либо в случае замены таких составных элементов ключа, как гидроцилиндр или цепной
барабан.
При использовании гидравлических ключей упрощается контроль величины крутящего момента, который осуществляется по манометрам,
а специальный механизм в конструкции ключа предотвращает чрезмерное натяжение болта.
Стоит отметить, что затяжка болтов должна происходить плавно, без рывков. Это практически невозможно обеспечить, используя ручные
динамометрические ключи с длинной рукояткой, осложняющей затяжку болтов при сборке металлоконструкций в стеснённых условиях.
Гидравлические ключи типа КЛЦ обеспечивают плавную затяжку высокопрочных болтов в ограниченном пространстве благодаря
меньшим размерам и противомоментным упорам.
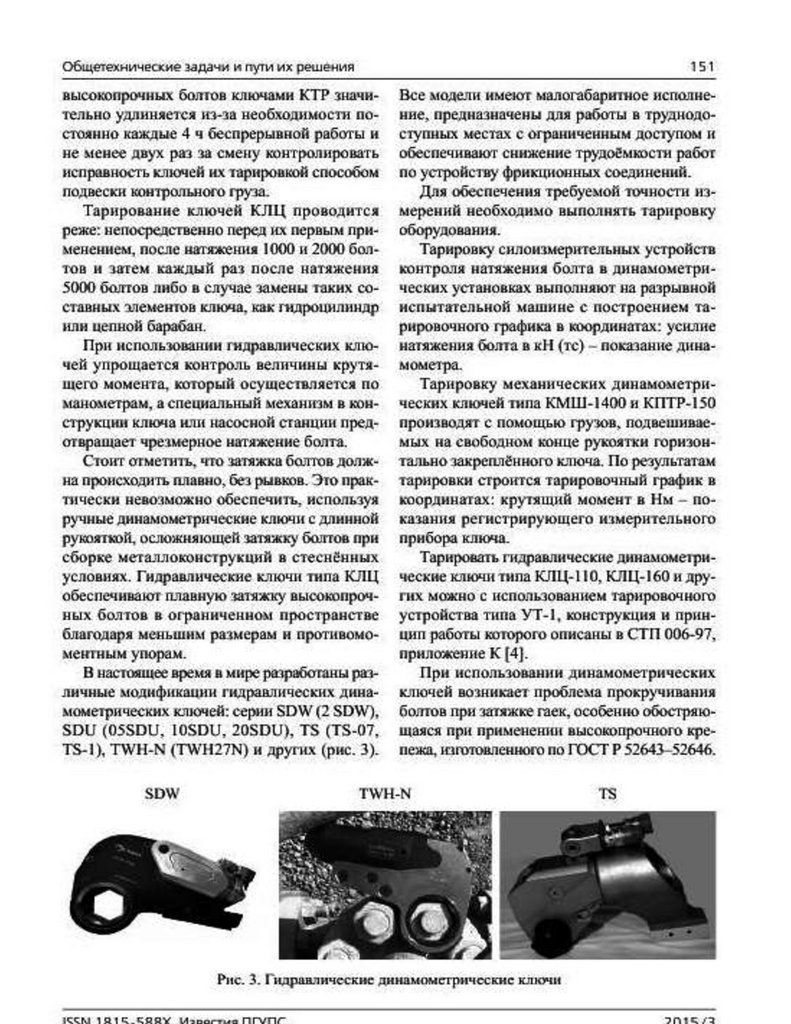
В настоящее время организация в мире разработаны различные модификации гидравлических динамометрических ключей: серии SDW (2
SDW), SDU (05SDU, 10SDU, 20SDU), TS (TS-07, TS-1), TWH-N (TWH27N) и других SDW.
Все модели имеют малогабаритное исполнение, предназначены для работы в труднодоступных местах с ограниченным доступом и
обеспечивают снижение трудоёмкости работ по устройству фрикционных соединений.
Для обеспечения требуемой точности измерений необходимо выполнять тарировку оборудования.
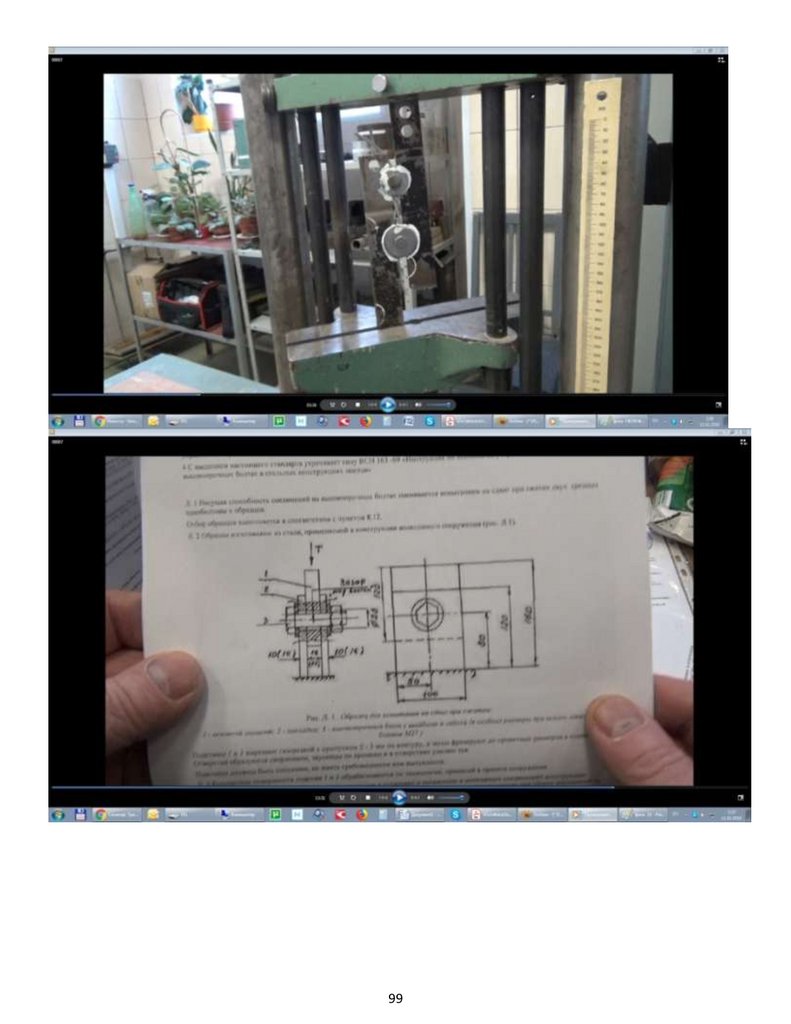
Тарировку силоизмерительных устройств контроля натяжения болта в динамометрических установках выполняют на разрывной
испытательной машине с построением тарировочного графика в координатах: усилие натяжения болта в кН (тс) - показание динамометра.
Тарировку механических динамометрических ключей типа КМШ-1400 и КПТР-150 производят с помощью грузов, подвешиваемых на
свободном конце рукоятки горизонтально закреплённого ключа. По результатам тарировки строится тарировочный график в координатах: крутящий момент в Нм - показания регистрирующего измерительного прибора ключа.
Тарировать гидравлические динамометрические ключи типа КЛЦ-110, КЛЦ-160 и других можно с использованием тарировочного
устройства типа УТ-1, конструкция и принцип работы которого описаны в СТП 006-97, приложение К.
При использовании динамометрических ключей возникает проблема прокручивания болтов при затяжке гаек, особенно обостряющаяся
при применении высокопрочного крепежа, изготовленного по ГОСТ Р 52643-52646.
По данным «НИИ Мостов и дефектоскопии» установлено, что закрученные гайковёртом болты при дотягивании их динамометричес-кими
ключами до расчётного усилия прокручиваются в 50 % случаев. Причина прокручивания заключается в недостаточной шерохо-ватости
контактных поверхностей головки болта и шайбы, подкладываемой под неё.
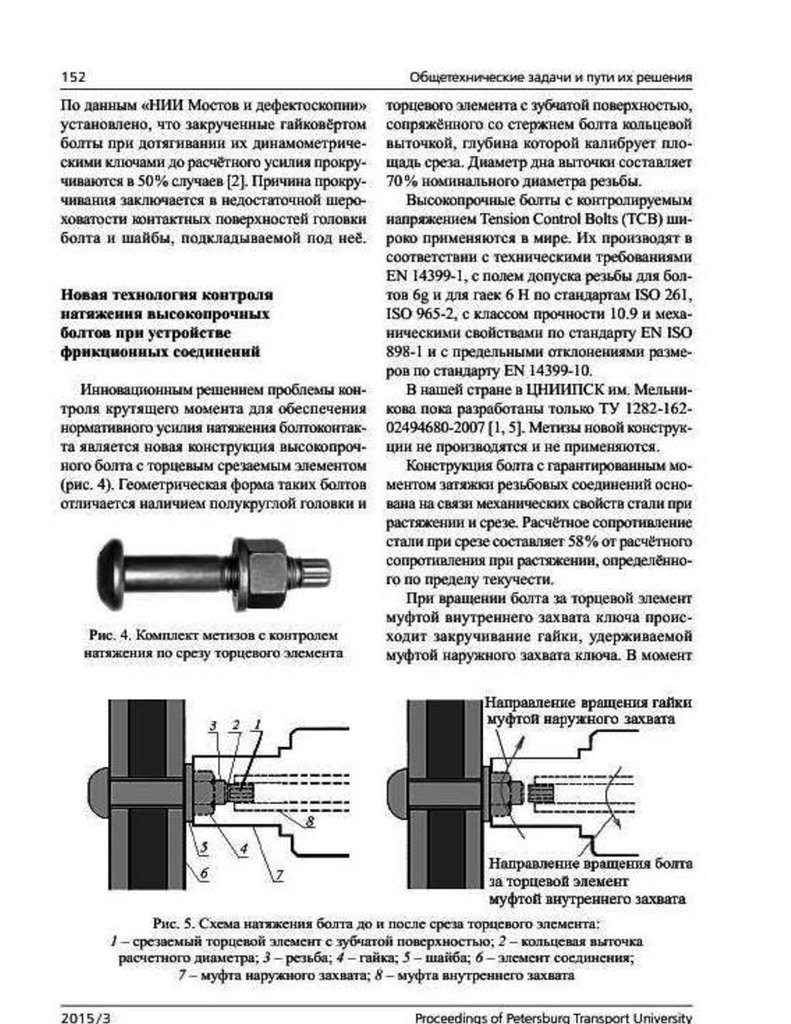
Инновационным решением проблемы контроля крутящего момента для обеспечения нормативного усилия натяжения болтоконтакта
является новая конструкция высокопрочного болта с торцевым срезаемым элементом. Геометрическая форма таких болтов отличается
наличием полукруглой головки и торцевого элемента с зубчатой поверхностью, сопряжённого со стержнем болта кольцевой выточкой,
глубина которой калибрует площадь среза. Диаметр дна выточки составляет 70 % номинального диаметра резьбы.
73
74.
Высокопрочные болты с контролируемым напряжением Tension Control Bolts (TCB) широко применяются в мире. Их производят всоответствии с техническими требованиями EN 14399-1, с полем допуска резьбы для болтов 6g и для гаек 6 Н по стандартам ISO 261, ISO
965-2, с классом прочности 10.9 и механическими свойствами по стандарту EN ISO 898-1и с предельными отклонениями размеров по
стандарту EN 14399-10.
В ЦНИИПСК им. Мельникова пока разработаны только ТУ 1282-16202494680-2007. Метизы новой конструкции не производятся и не
применяются.
Конструкция болта с гарантированным моментом затяжки резьбовых соединений основана на связи механических свойств стали при
растяжении и срезе. Расчётное сопротивление стали при срезе составляет 58 % от расчётного сопротивления при растяжении,
определённого по пределу текучести.
При вращении болта за торцевой элемент муфтой внутреннего захвата ключа происходит закручивание гайки, удерживаемой муфтой
наружного захвата ключа. В момент достижения необходимого усилия натяжения болта торцевой элемент срезается по сечению,
имеющему строго определённый расчётом диаметр.
Для сборки фрикционных соединений на высокопрочных метизах с контролем натяжения по срезу торцевого элемента применяют ключи
специальной конструкции.
Заключение, выводы и рекомендации. Применение болтов с контролируемым натяжением срезом торцевого элемента увеличит
производительность работ по сборке фрикционных соединений.
Устойчивая связь между прочностью стали на срез и на растяжение Rs = 0,58Ry позволяет сделать вывод о надёжности такого способа
натяжения высокопрочных болтов для опор трубопроводов.
Такая технология натяжения болтов может исключить трудоёмкую и непроизводительную операцию тарировки динамометрических
ключей, необходимость в которой вообще исчезает.
Конструкция ключей для установки болтов с контролем натяжения по срезу торцевого элемента не создаёт внешнего крутящего момента в
процессе натяжения. В результате ключи не требуют упоров и имеют небольшие размеры.
Механизм ключей обеспечивает плавное закручивание вращением болта до момента среза концевого элемента, соответствующего
достижению проектного усилия натяжения болта. При этом сборку фрикционных соединений можно производить с одной стороны
конструкции.
Головку болта можно делать не шестигранной, а округлой, что упростит форму штампов для ее формирования в процессе изготовления
болтов и устранит различие во внешнем виде болтового и заклепочного соединения.
Применение болтов новой конструкции значительно снизит трудоёмкость операции устройства фрикционных соединений, сделает её
технологичной и высокопроизводительной.
Фрикционные или сдвигоустойчивые соединения — это соединения, в которых внешние усилия воспринимаются вследствие
сопротивления сил трения, возникающих по контактным плоскостям соединяемых элементов от предварительного натяжения болтов.
Натяжение болта должно быть максимально большим, что достигается упрочнением стали, из которой они изготовляются, путем
термической обработки.
Применение высокопрочных болтов в фрикционных соединениях существенно снизило трудоемкость монтажных соедине-ний.
Замена сварных монтажных соединений промышленных зданий, мостов, кранов и других решетчатых конструкций болтовыми
соединениями повышает надежность конструкций и обеспечивает снижение трудоемкости монтажных соединений втрое.
Однако, сдвигоустойчивые соединения на высокопрочных болтах наиболее трудоемки по сравнению с другими типами
болтовых соединений, а также сами высокопрочные болты имеют значительно более высокую стоимость, чем обычные болты. Эти два
фактора накладывают ограничения на область применения фрикционных соединений.
Сдвигоустойчивые соединения на высокопрочных болтах рекомендуется применять в условиях, при которых наиболее полно реализуются
их положительные свойства — высокая надежность при восприятии различного рода вибрационных, циклических, знакопеременных
нагрузок. Поэтому, в настоящее время, проблема повышения эффективности использования несущей способности высокопрочных болтов,
поиска новых конструктивных и технологических решений выполнения фрикционных соединений является очень актуальной в
сейсмоопасных районах.
74
75.
С техническими решениями фрикционно-подвижных соединений (ФПС) обеспечивающих многокаскадное демпфирование (латуннаяшпилька, с пропиленным пазом, в который забит медный обожженный клин, свинцовые шайбы, проходили лабораторные испытания)
можно ознакомиться: см.изобретения №№ 1143895, 1174616,1168755 SU, 4,094,111 US, TW 201400676 Restraintanti-windandantiseismicfrictiondampingdevice, 165076 RU «Опора сейсмостойкая» Мкл E04H 9/02, Бюл.28, от 10.10. 2016 , СП 16.13330. 2011 ( СНиП II-2381*), п.14,3 -15.2.4, ТКТ 45-5.04-274-2012( 02250), п.10.3.2 -10.10.3 ,СН 471-75, ОСТ 36-72-82, Руководство по проектированию,
изготовлению и сборке монтажа фланцевых соединений стропильных ферм с поясом из широкополочных дву-тавров, Рекомендации по
расчету, проектированию, изготовлению и монтажу фланцевых соединений стальных строительных конструк-ций, ЦНИПИ
Проектстальконструкция, ОСТ 37. 001.050-73 «Затяжка резьбовых соединений», Руководство по креплению технологического
оборудования фундаментными болтами, ЦНИИПРОМЗДАНИЙ, альбом, серия 4.402-9 «Анкерные болты», вып.5, ЛЕНГИПРОНЕФТЕХИМ,
Инструкция по применению высокопрочных болтов в эксплуатируемых мостах, ОСТ108. 275.80, ОСТ37. 001. 050-73, ВСН 144-76, СТП 00697, Инструкция по проектированию соединений на высокопрочных болтах в стальных конст-рукциях мостов», Рабер Л.М. (к.т.н.),
Червинский А.Е. «Пути совершенствования технологии выполнения и диагностики фрикци-онных соединений на высокопрочных
болтах» НМетАУ (Национальная металлургическая академия Украины, Днепропетровск), ШИФР 2.130-6с.95 , вып. 0-1, 0-2, 0-3.
(Строительный Каталог ), «Направление развития фрикционных соединений. на высокопроч-ных болтах» (НПЦ мостов г . СПб), д.т.н.
Кабанов Е.Б, к.т.н. Агеев В.С, инж. Дернов А.Н., Паушева Л.Ю, Шурыгин М.Н.
75
76.
7677.
FpFж
77
78.
7879.
7980.
FpFж
80
81.
8182.
Рис. Трубопровод для подачи кислорода без скощенных торцов , согласноизобретения №№ 2423820, 887743, демпфирующих компенсаторов на фрикционноподвижных болтовых соединениях, для восприятия усилий -за счет трения, при
термически растягивающих нагрузках в трубопроводах, что не обеспечивает
необходимые перемещения трубопровода и отсутствуют подвижные связей
82
83.
фрикци-болт .Трубопроводная система, не обладает свойствами«убегать» («отстраиваться») от состояния близкого к термическому,
резонансному .
Таблица № 1. Идеализированные зависимости «нагрузка-перемещение», используемые для описания поведения систем
взаимодействия промышленных трубопроводов, с упругими демпферами сухого трения с геологической средой
и обеспечение надежной сейсмостойкости промышленных трубопроводов с
использованием в стыковых соединений в растянутых зонах , косыми компенсаторами
на фрикционно- болтовых соединениях, для обеспечения многокаскадного
83
84.
демпфирования при импульсных растягивающих нагрузках на трубопровод согласноизобретениям проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755, 1174616, 165075
«Опора сейсмостойкая», 2010136746 «Способ защиты зданий сооружений при взрыве с
использованием сдвигоустойсчивых и лего сбрасываемых соединений , использующие
систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии»,887747 «Стыковое соединение растянутых зон», 2382151,
2208098 , 2629514 и опыт применения программного комплекса SCAD Office для
фрикционно- подвижных соединениях - нелинейным методом расчета, методом оптимизации и идентификации
статических задач теории устойчивости трубопровода
Схемы сейсмоизолирующих и виброизолирующих опор для
сейсмоизоляции существующих зданий на основе
Типы сейсмоизолирующих
элементов
демпфирующей сейсмоизоляции с использованием
изобретения номер 165076 «Опора сейсмостойкая» с
применением фрикционно –подвижных болтовых
соединений для обеспечение сейсмостойкости сооружений
из опыта Армении дтн Микаела Мелкумяна на резинометаллической сейсмоизоляции, предназначенных для
Идеализированная зависимость
«нагрузка-перемещение» (F-D)
F
D
F
F
D
F
D
С высокой
способностью к
диссипации
энергии
F
D
F
F
F
D
D
D
F
Фланцевые
компенсаторы для
трубопроводов, с
медным обожженным стопорным
сминаемым
клином
D
F
FF
D
D
F
D
F
Фланцевые
компенсаторы
скольжения и
медным клином
(крепления для
поглощения и
качение
Телескопические на
фрикционноподвижны
соединениях опоры
маятниковые на ФПС
проф. дтн А.М.Уздин
Телескопические на ФПС проф Уздина А М
сейсмоопасных районов с сейсмичностью до 9 баллов
Компенсатор
демпфирующий со
скошенными
косыми фланцами
опора с высокой
способностью к
диссипации
энергии
F
FF
D
D
D
D
D
F
FF
F
D
D
DD
F
D
F
F
D
84
D
D
85.
DF
DD
Одномаятниковые
со сферическими
поверхностями
скольжения
(трение)
F
D
FF
D
F
DD
F
Гармошка, в
которой имеется
упругопластически
й шарнир по линии
нагрузки при R1=R2
и μ1≈μ2
D
F
F
D
F
F
D
D
D
F
F
D
F
D
D
F
D
F
Фланцы со
скошенными
торцами –
демпфирующий
компенсатор с
медным
обожженным
стопорным клином
F
D
F
D
D
D
F
D
85
86.
8687.
8788.
8889.
8990.
9091.
9192.
Рис Общий вид фрагментов в и узлов образцов для демпфирующих косых компенсаторов с упругими демпферами сухого трения дляобеспечения надежной сейсмостойкости промышленных трубопроводов с
использованием в стыковых соединений в растянутых зонах косые компенсаторы на
фрикционно- болтовых соединениях, для обеспечения многокаскадного демпфирования
при импульсных растягивающих нагрузках на трубопровод согласно изобретениям
проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755, 1174616, 165075 «Опора
сейсмостойкая», 2010136746 «Способ защиты зданий сооружений при взрыве с
использованием сдвигоустойсчивых и лего сбрасываемых соединений , использующие
систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии»,887747 «Стыковое соединение растянутых зон», 2382151,
2208098 , 2629514 и опыт применения программного комплекса SCAD Office для
фрикционно- подвижных соединениях - нелинейным методом расчета, методом оптимизации и идентификации
статических задач теории устойчивости трубопровода , согласно изобретениям № 165076 RU E 04H 9/02 «Опора
сейсмостойкая», изобретения «Способ защиты зданий и сооружений при взрыве с использованием сдвигоустойчивых и легко
сбрасываемых соединений, использующие систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии» № 2010136746 от 20.01.2013, заявки на изобретение № 20181229421/20(47400) от 10.08.2018 «Опора
сейсмоизолирующая «гармошка», заявки на изобретение № 2018105803/20 (008844) от 11.05.2018 «Антисейсмическое фланцевое
фрикционно-подвижное соединение для трубопроводов» F 16L 23/02 , заявка на изобретение № 2016119967/20( 031416) от 23.05.2016
«Опора сейсмоизолирующая маятниковая» E04 H 9/02 ) испытываемых на сдвиг с болтами ( шпилькой) М 10 с тросом в
пластмассовой оплетке и без оплетки со стальным тросом М 2 мм Образец № 1 ГОСТ 22353- 77 с платиной 260 мм Х 40 Х 3 мм
Сталь 10 ХСНД
92
93.
на сдвиг трубопровода в программномкомплексе SCAD Office, со скощенными торцами, согласно изобретения №№ 2423820,
887743, демпфирующих компенсаторов на фрикционно-подвижных болтовых
соединениях, для восприятия усилий -за счет трения, при термически растягивающих
нагрузках в трубопроводах , с упругими демпферами сухого трения для обеспечения надежной
сейсмостойкости промышленных трубопроводов с использованием в стыковых
соединений в растянутых зонах косые компенсаторы на фрикционно- болтовых
соединениях, для обеспечения многокаскадного демпфирования при импульсных
растягивающих нагрузках на трубопровод согласно изобретениям проф. дтн ПГУПС
А.М.Уздина №№ 1143895, 1168755, 1174616, 165075 «Опора сейсмостойкая»,
2010136746 «Способ защиты зданий сооружений при взрыве с использованием
сдвигоустойсчивых и лего сбрасываемых соединений , использующие систему
демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии»,887747 «Стыковое соединение растянутых зон», 2382151,
2208098 , 2629514 и опыт применения программного комплекса SCAD Office для
Рис Общий вид фрагментов в и узлов образцов для испытание
фрикционно- подвижных соединениях - нелинейным методом расчета, методом оптимизации и идентификации
статических задач теории устойчивости трубопровода , согласно изобретениям № 165076 RU E 04H 9/02 «Опора
сейсмостойкая», изобретения «Способ защиты зданий и сооружений при взрыве с использованием сдвигоустойчивых и легко
сбрасываемых соединений, использующие систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии» № 2010136746 от 20.01.2013, заявки на изобретение № 20181229421/20(47400) от 10.08.2018 «Опора
сейсмоизолирующая «гармошка», заявки на изобретение № 2018105803/20 (008844) от 11.05.2018 «Антисейсмическое фланцевое
фрикционно-подвижное соединение для трубопроводов» F 16L 23/02 , заявка на изобретение № 2016119967/20( 031416) от 23.05.2016
«Опора сейсмоизолирующая маятниковая» E04 H 9/02 ) испытываемых на сдвиг с болтами ( шпилькой) М 10 с тросом в
пластмассовой оплетке и без оплетки со стальным тросом М 2 мм Образец № 1 ГОСТ 22353- 77 с платиной 260 мм Х 40 Х 3 мм
Сталь 10 ХСНД
на сдвиг трубопровода в программном
комплексе SCAD Office, со скощенными торцами, согласно изобретения №№ 2423820,
887743, демпфирующих компенсаторов на фрикционно-подвижных болтовых
соединениях, для восприятия усилий -за счет трения, при термически растягивающих
нагрузках в трубопроводах для спиральной сейсмоиздирующей опоры с упругими демпферами сухого трения для
обеспечения надежной сейсмостойкости промышленных трубопроводов с
использованием в стыковых соединений в растянутых зонах косые компенсаторы на
фрикционно- болтовых соединениях, для обеспечения многокаскадного демпфирования
при импульсных растягивающих нагрузках на трубопровод согласно изобретениям
проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755, 1174616, 165075 «Опора
сейсмостойкая», 2010136746 «Способ защиты зданий сооружений при взрыве с
Рис Общий вид фрагментов в и узлов образцов для испытания
93
94.
использованием сдвигоустойсчивых и лего сбрасываемых соединений , использующиесистему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии»,887747 «Стыковое соединение растянутых зон», 2382151,
2208098 , 2629514 и опыт применения программного комплекса SCAD Office для
фрикционно- подвижных соединениях - нелинейным методом расчета, методом оптимизации и идентификации
статических задач теории устойчивости трубопровода , согласно изобретениям № 165076 RU E 04H 9/02 «Опора
сейсмостойкая», изобретения «Способ защиты зданий и сооружений при взрыве с использованием сдвигоустойчивых и легко
сбрасываемых соединений, использующие систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии» № 2010136746 от 20.01.2013, заявки на изобретение № 20181229421/20(47400) от 10.08.2018 «Опора
сейсмоизолирующая «гармошка», заявки на изобретение № 2018105803/20 (008844) от 11.05.2018 «Антисейсмическое фланцевое
фрикционно-подвижное соединение для трубопроводов» F 16L 23/02 , заявка на изобретение № 2016119967/20( 031416) от 23.05.2016
«Опора сейсмоизолирующая маятниковая» E04 H 9/02 ) испытываемых на сдвиг с болтами ( шпилькой) М 10 с тросом в
пластмассовой оплетке и без оплетки со стальным тросом М 2 мм Образец № 1 ГОСТ 22353- 77 с платиной 260 мм Х 40 Х 3 мм
Сталь 10 ХСНД
обеспечения надежной сейсмостойкости
промышленных трубопроводов с использованием в стыковых соединений в растянутых
зонах косые компенсаторы на фрикционно- болтовых соединениях, для обеспечения
многокаскадного демпфирования при импульсных растягивающих нагрузках на
трубопровод согласно изобретениям проф. дтн ПГУПС А.М.Уздина №№ 1143895,
1168755, 1174616, 165075 «Опора сейсмостойкая», 2010136746 «Способ защиты зданий
сооружений при взрыве с использованием сдвигоустойсчивых и лего сбрасываемых
соединений , использующие систему демпфирования фрикционности и сейсмоизоляцию
для поглощения взрывной и сейсмической энергии»,887747 «Стыковое соединение
растянутых зон», 2382151, 2208098 , 2629514 и опыт применения программного
комплекса SCAD Office для фрикционно- подвижных соединениях - нелинейным методом расчета,
Рис Общий вид фрагментов в и узлов образцов для
методом оптимизации и идентификации статических задач теории устойчивости трубопровода , согласно
изобретениям № 165076 RU E 04H 9/02 «Опора сейсмостойкая», изобретения «Способ защиты зданий и сооружений при взрыве с
использованием сдвигоустойчивых и легко сбрасываемых соединений, использующие систему демпфирования фрикционности и
сейсмоизоляцию для поглощения взрывной и сейсмической энергии» № 2010136746 от 20.01.2013, заявки на изобретение №
20181229421/20(47400) от 10.08.2018 «Опора сейсмоизолирующая «гармошка», заявки на изобретение № 2018105803/20 (008844) от
11.05.2018 «Антисейсмическое фланцевое фрикционно-подвижное соединение для трубопроводов» F 16L 23/02 , заявка на изобретение №
2016119967/20( 031416) от 23.05.2016 «Опора сейсмоизолирующая маятниковая» E04 H 9/02 ) испытываемых на сдвиг с болтами (
шпилькой) М 10 с тросом в пластмассовой оплетке и без оплетки со стальным тросом М 2 мм Образец № 1 ГОСТ 22353- 77 с
платиной 260 мм Х 40 Х 3 мм Сталь 10 ХСНД
94
95.
обеспечения надежной сейсмостойкостипромышленных трубопроводов с использованием в стыковых соединений в растянутых
зонах косые компенсаторы на фрикционно- болтовых соединениях, для обеспечения
многокаскадного демпфирования при импульсных растягивающих нагрузках на
трубопровод согласно изобретениям проф. дтн ПГУПС А.М.Уздина №№ 1143895,
1168755, 1174616, 165075 «Опора сейсмостойкая», 2010136746 «Способ защиты зданий
сооружений при взрыве с использованием сдвигоустойсчивых и лего сбрасываемых
соединений , использующие систему демпфирования фрикционности и сейсмоизоляцию
для поглощения взрывной и сейсмической энергии»,887747 «Стыковое соединение
растянутых зон», 2382151, 2208098 , 2629514 и опыт применения программного
комплекса SCAD Office для фрикционно- подвижных соединениях - нелинейным методом расчета,
Рис Общий вид фрагментов в и узлов образцов для
методом оптимизации и идентификации статических задач теории устойчивости трубопровода , согласно
изобретениям № 165076 RU E 04H 9/02 «Опора сейсмостойкая», изобретения «Способ защиты зданий и сооружений при взрыве с
использованием сдвигоустойчивых и легко сбрасываемых соединений, использующие систему демпфирования фрикционности и
сейсмоизоляцию для поглощения взрывной и сейсмической энергии» № 2010136746 от 20.01.2013, заявки на изобретение №
20181229421/20(47400) от 10.08.2018 «Опора сейсмоизолирующая «гармошка», заявки на изобретение № 2018105803/20 (008844) от
11.05.2018 «Антисейсмическое фланцевое фрикционно-подвижное соединение для трубопроводов» F 16L 23/02 , заявка на изобретение №
2016119967/20( 031416) от 23.05.2016 «Опора сейсмоизолирующая маятниковая» E04 H 9/02 ) испытываемых на сдвиг с болтами (
шпилькой) М 10 с тросом в пластмассовой оплетке и без оплетки со стальным тросом М 2 мм Образец № 1 ГОСТ 22353- 77 с
платиной 260 мм Х 40 Х 3 мм Сталь 10 ХСНД
95
96.
обеспечения надежнойсейсмостойкости промышленных трубопроводов с использованием в стыковых
Рис Общий вид фрагментов в и узлов образцов для с упругими демпферами сухого трения для
96
97.
соединений в растянутых зонах косые компенсаторы на фрикционно- болтовыхсоединениях, для обеспечения многокаскадного демпфирования при импульсных
растягивающих нагрузках на трубопровод согласно изобретениям проф. дтн ПГУПС
А.М.Уздина №№ 1143895, 1168755, 1174616, 165075 «Опора сейсмостойкая»,
2010136746 «Способ защиты зданий сооружений при взрыве с использованием
сдвигоустойсчивых и лего сбрасываемых соединений , использующие систему
демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии»,887747 «Стыковое соединение растянутых зон», 2382151,
2208098 , 2629514 и опыт применения программного комплекса SCAD Office для
фрикционно- подвижных соединениях - нелинейным методом расчета, методом оптимизации и идентификации
статических задач теории устойчивости трубопровода , согласно изобретениям № 165076 RU E 04H 9/02 «Опора
сейсмостойкая», изобретения «Способ защиты зданий и сооружений при взрыве с использованием сдвигоустойчивых и легко
сбрасываемых соединений, использующие систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии» № 2010136746 от 20.01.2013, заявки на изобретение № 20181229421/20(47400) от 10.08.2018 «Опора
сейсмоизолирующая «гармошка», заявки на изобретение № 2018105803/20 (008844) от 11.05.2018 «Антисейсмическое фланцевое
фрикционно-подвижное соединение для трубопроводов» F 16L 23/02 , заявка на изобретение № 2016119967/20( 031416) от 23.05.2016
«Опора сейсмоизолирующая маятниковая» E04 H 9/02 ) испытываемых на сдвиг с болтами ( шпилькой) М 10 с тросом в
пластмассовой оплетке и без оплетки со стальным тросом М 2 мм Образец № 1 ГОСТ 22353- 77 с платиной 260 мм Х 40 Х 3 мм
Сталь 10 ХСНД
97
98.
9899.
99100.
100101.
101102.
102103.
103104.
обеспечения надежнойсейсмостойкости промышленных трубопроводов с использованием в стыковых
соединений в растянутых зонах косые компенсаторы на фрикционно- болтовых
соединениях, для обеспечения многокаскадного демпфирования при импульсных
растягивающих нагрузках на трубопровод согласно изобретениям проф. дтн ПГУПС
А.М.Уздина №№ 1143895, 1168755, 1174616, 165075 «Опора сейсмостойкая»,
2010136746 «Способ защиты зданий сооружений при взрыве с использованием
сдвигоустойсчивых и лего сбрасываемых соединений , использующие систему
демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии»,887747 «Стыковое соединение растянутых зон», 2382151,
2208098 , 2629514 и опыт применения программного комплекса SCAD Office для
Рис Общий вид фрагментов в и узлов образцов для с упругими демпферами сухого трения для
фрикционно- подвижных соединениях - нелинейным методом расчета, методом оптимизации и идентификации
статических задач теории устойчивости трубопровода , согласно изобретениям № 165076 RU E 04H 9/02 «Опора
сейсмостойкая», изобретения «Способ защиты зданий и сооружений при взрыве с использованием сдвигоустойчивых и легко
сбрасываемых соединений, использующие систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии» № 2010136746 от 20.01.2013, заявки на изобретение № 20181229421/20(47400) от 10.08.2018 «Опора
сейсмоизолирующая «гармошка», заявки на изобретение № 2018105803/20 (008844) от 11.05.2018 «Антисейсмическое фланцевое
фрикционно-подвижное соединение для трубопроводов» F 16L 23/02 , заявка на изобретение № 2016119967/20( 031416) от 23.05.2016
«Опора сейсмоизолирующая маятниковая» E04 H 9/02 ) испытываемых на сдвиг с болтами ( шпилькой) М 10 с тросом в
пластмассовой оплетке и без оплетки со стальным тросом М 2 мм Образец № 1 ГОСТ 22353- 77 с платиной 260 мм Х 40 Х 3 мм
Сталь 10 ХСНД
104
105.
Рис Общий вид фрагментов в и узлов образцов для для обеспечения надежной сейсмостойкости промышленных трубопроводов с использованием встыковых соединений в растянутых зонах косые компенсаторы на фрикционно- болтовых соединениях, для обеспечения многокаскадного демпфирования
при импульсных растягивающих нагрузках на трубопровод согласно изобретениям проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755, 1174616, 165075
«Опора сейсмостойкая», 2010136746 «Способ защиты зданий сооружений при взрыве с использованием сдвигоустойсчивых и лего сбрасываемых
соединений , использующие систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и сейсмической энергии»,887747
«Стыковое соединение растянутых зон», 2382151, 2208098 , 2629514 и опыт применения программного комплекса SCAD Office для фрикционноподвижных соединениях - нелинейным методом расчета, методом оптимизации и идентификации статических задач теории устойчивости трубопровода ,
согласно изобретениям № 165076 RU E 04H 9/02 «Опора сейсмостойкая», изобретения «Способ защиты зданий и сооружений при взрыве с использованием
сдвигоустойчивых и легко сбрасываемых соединений, использующие систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной
и сейсмической энергии» № 2010136746 от 20.01.2013, заявки на изобретение № 20181229421/20(47400) от 10.08.2018 «Опора сейсмоизолирующая
«гармошка», заявки на изобретение № 2018105803/20 (008844) от 11.05.2018 «Антисейсмическое фланцевое фрикционно-подвижное соединение для
трубопроводов» F 16L 23/02 , заявка на изобретение № 2016119967/20( 031416) от 23.05.2016 «Опора сейсмоизолирующая маятниковая» E04 H 9/02 )
испытываемых на сдвиг с болтами ( шпилькой) М 10 с тросом в пластмассовой оплетке и без оплетки со стальным тросом М 2 мм Образец № 1
ГОСТ 22353- 77 с платиной 260 мм Х 40 Х 3 мм Сталь 10 ХСНД
РАСЧЕТНАЯ СХЕМА для моделирования на сдвиг трубопровода в программном
комплексе SCAD Office, со скощенными торцами, согласно изобретения №№ 2423820,
887743, демпфирующих компенсаторов на фрикционно-подвижных болтовых
соединениях, для восприятия усилий -за счет трения, при термически растягивающих
нагрузках в трубопроводах, узлов образцов с упругими демпферами сухого трения для обеспечения
надежной сейсмостойкости промышленных трубопроводов с использованием в
стыковых соединений в растянутых зонах косые компенсаторы на фрикционноболтовых соединениях, для обеспечения многокаскадного демпфирования при
импульсных растягивающих нагрузках на трубопровод согласно изобретениям проф.
дтн ПГУПС А.М.Уздина №№ 1143895, 1168755, 1174616, 165075 «Опора
сейсмостойкая», 2010136746 «Способ защиты зданий сооружений при взрыве с
использованием сдвигоустойсчивых и лего сбрасываемых соединений , использующие
систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии»,887747 «Стыковое соединение растянутых зон», 2382151,
2208098 , 2629514 и опыт применения программного комплекса SCAD Office для
фрикционно- подвижных соединениях - нелинейным методом расчета, методом оптимизации и идентификации
статических задач теории устойчивости трубопровода , согласно изобретениям № 165076 RU E 04H 9/02 «Опора
сейсмостойкая», изобретения «Способ защиты зданий и сооружений при взрыве с использованием сдвигоустойчивых и легко
сбрасываемых соединений, использующие систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии» № 2010136746 от 20.01.2013, заявки на изобретение № 20181229421/20(47400) от 10.08.2018 «Опора
сейсмоизолирующая «гармошка», заявки на изобретение № 2018105803/20 (008844) от 11.05.2018 «Антисейсмическое фланцевое
фрикционно-подвижное соединение для трубопроводов» F 16L 23/02 , заявка на изобретение № 2016119967/20( 031416) от 23.05.2016
«Опора сейсмоизолирующая маятниковая» E04 H 9/02 ) испытываемых на сдвиг с болтами ( шпилькой) М 10 с тросом в
пластмассовой оплетке и без оплетки со стальным тросом М 2 мм Образец № 1 ГОСТ 22353- 77 с платиной 260 мм Х 40 Х 3 мм
Сталь 10 ХСНД
с горизонтальными фасонками.
105
106.
Геометрические характеристики схемы на сдвиг трубопровода впрограммном комплексе SCAD Office, со скощенными торцами, согласно изобретения
№№ 2423820, 887743, демпфирующих компенсаторов на фрикционно-подвижных
болтовых соединениях, для восприятия усилий -за счет трения, при термически
растягивающих нагрузках в трубопроводах
Нагрузки приложенные на схему
106
107.
Результата расчетаЭпюры усилий
107
108.
108109.
Вывод : Фасонки - накладки прошли проверку прочности по первой ивторой группе предельных состояний.
РАСЧЕТНАЯ СХЕМА УЗЛА с упругими демпферами сухого трения для обеспечения надежной
сейсмостойкости промышленных трубопроводов с использованием в стыковых
соединений в растянутых зонах косые компенсаторы на фрикционно- болтовых
соединениях, для обеспечения многокаскадного демпфирования при импульсных
растягивающих нагрузках на трубопровод согласно изобретениям проф. дтн ПГУПС
А.М.Уздина №№ 1143895, 1168755, 1174616, 165075 «Опора сейсмостойкая»,
2010136746 «Способ защиты зданий сооружений при взрыве с использованием
сдвигоустойсчивых и лего сбрасываемых соединений , использующие систему
демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии»,887747 «Стыковое соединение растянутых зон», 2382151,
2208098 , 2629514 и опыт применения программного комплекса SCAD Office
Геометрические характеристики схемы
109
110.
Нагрузки приложенные на схему110
111.
Результата расчетаЭпюры усилий
111
112.
112113.
113114.
РАСЧЕТНАЯ СХЕМА КОНДИЦИОНЕРАГеометрические характеристики схемы
114
115.
115116.
Нагрузки приложенные на схемуРезультата расчета
116
117.
Эпюры усилий«N»
«Му»
117
118.
«Qz»«Qy»
118
119.
Деформации119
120.
Коэффициент использования профилей120
121.
трубопровода в программном комплексе SCAD Office, соскощенными торцами, согласно изобретения №№ 2423820, 887743, демпфирующих
Конструктивное решение болтового соединения
121
122.
компенсаторов на фрикционно-подвижных болтовых соединениях, для восприятияусилий -за счет трения, при термически растягивающих нагрузках
Собрать фланцы, обеспечив плотное примыкание фланцев и упоров друг с другом. Стянуть проектными фрикци-болтами с пропиленным
пазом, куда при монтаже и сборке забивается медный обожженный клин;
После производились окончательная установка и затяжка всех высокопрочных болтов cупругими демпферами сухого трения для
обеспечения надежной сейсмостойкости промышленных трубопроводов с
использованием в стыковых соединений в растянутых зонах косые компенсаторы на
фрикционно- болтовых соединениях, для обеспечения многокаскадного демпфирования
при импульсных растягивающих нагрузках на трубопровод согласно изобретениям
проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755, 1174616, 165075 «Опора
сейсмостойкая», 2010136746 «Способ защиты зданий сооружений при взрыве с
использованием сдвигоустойсчивых и лего сбрасываемых соединений , использующие
систему демпфирования фрикционности и сейсмоизоляцию для поглощения взрывной и
сейсмической энергии»,887747 «Стыковое соединение растянутых зон», 2382151,
2208098 , 2629514 и опыт применения программного комплекса SCAD Office
Известно стыковое соединение элементов из гнуто-сварных профилей прямоугольного или квадратного сечения, подверженных
воздействию центрального растяжения, которое выполняют со сплошными фланцами и ребрами жесткости, расположенными, как
правило, вдоль углов профиля. Ширина ребер определяется размерами фланца и профиля, длина – не менее 1,5 высоты меньшей
стороны профиля.
Изобретение "Стыковое соединение растянутых элементов", патент № 887748.
С целью повышения надежности, снижения расхода труб из гофрированного полиэтилена и упрощения стыкабыло разработано новое
техническое решение монтажных стыков растянутых элементов на косых фланцах, расположенных под углом 30 градусов относительно
продольных осей стержневых элементов и снабженных смежными упорами. Указанная цель достигается тем, что каждый упор входит в
отверстие смежного фланца и взаимодействует с ним.
Сущность изобретения заключается в том, что каждый из двух смежных упоров входит в отверстие смежного фланца и своим торцом
упирается в кромку отверстия во фланце так, что смежные упоры друг с другом не взаимодействуют, а только со смежными фланцами, при
этом, на упор приходится только половина усилия, действующего на стык в плоскости фланцев, а другая половина усилия передается
непосредственно на фланец упором смежного фланца.
На фиг.1 приведен общий вид стыка сверху ,применительно к стропильной ферме-, на фиг.2 показано горизонтальное сечение стыка по
оси соединяемых элементов, на фиг.3 показаны разомкнутый стык и расчетная схема стыка, на фиг.4 приведен вид фланца в разрезе 1-1 на
фиг.3.
Стык состоит из соединяемых элементов 1 со скошенными концами под углом α к своей оси, фланцев 2, приваренных к скошенным
концам соединяемых элементов 1, упоров 3, приваренных к фланцам 2, стяжных болтов 4, скрепляющих фланцы 2 друг с другом. Оси
стыка 5 и 6 расположены в плоскости фланцев и нормально фланцам соответственно.
Стык растянутых элементов на косых фланцах ФПС устраивается следующим образом.
122
123.
Отправочные марки конструкции ,стропильной фермы- изготавливаются известными приемами, характерными для решетчатыхконструкций. Фланец 2 в сборе с упором 3 изготавливается отдельно из стального листа на сварке. Из центральной части фланца
вырезается участок для образования отверстия, в котором размещается упор смежного фланца.
Вырезанный из фланца фрагмент является заготовкой для упора, на который расходуется дополнительный материал. Благодаря этому
экономится до 25% стали на стык. Контактные поверхности упора и кромки отверстия во фланце выравниваются стружкой, фрезерованием
или другими способами. Фланец изготавливается с использованием шаблонов и кондукторов. Возможно изготовление фланца способом
стального литья, что более предпочтительно. Фланцы крепятся к скошенным концам соединяемых элементов с помощью кондукторов.
Уменьшение болтовых усилий более, чем в два раза, во столько же снижает моменты, изгибающие фланцы, а это позволяет принять для
них более тонкие листы, сокращая тем самым расход конструкционного материала. Кроме того, на материалоемкость предлагаемого
соединения позитивно влияют возможные уменьшения диаметров стяжных болтов 4, снижение их количества или комбинация первого
или второго.
Теоретическое исследование напряжений в зонах узловых соединений классическими методами теории упругости весьма затруднительно. Это вызвано разнообразием конструкций узлов, особенностями внешнего нагружения, а также крайне сложным взаимодействием элементов узла. В связи с этим, расчет напряженно-деформированного состояния модели узла стыка растянутых поясов ферм
на косых фланцах выполняется МКЭ.
Для исследования напряженно деформированного состояния в образце был проведен расчет в программном
комплексе SCAD Комета 2, и построена математическая модель при помощи расчетного комплекса Ansys
Workbench.
Расчет в Комете 2 основан на СНиП II-23-81, результат расчета представлен на рисунке 2. Как видно из
результатов при расчетной нагрузке стенка колонны испытывает напряжения в 2,4 раза выше нормативного,
также как и прочность сварки и фланца нарушена. Как можно заметить, в СНиПе заложены слишком высокие
коэффициенты запаса прочности. Если же верить SCAD Комета 2, максимальная нагрузка на узел составляет 15
т/м, что меньше в два раза рассчитанного по британским нормам
Как можно заметить, результаты, полученные из разных источников, отличаются. Однако решение,
полученное в программном комплексе Ansys и SCAD наиболее точно описывает напряженное состояние в узле,
ввиду того, что имеется возможность детально описать контактное взаимодействие и построить более
структурированную сетку. Необходимо провести серию испытаний фланцев различной толщины,
проанализировав тенденцию разрушения. Также следует доработать математическую модель на основе натурных
испытаний. После чего можно создать пособие по проектированию фланцевых соединений.
Наиболее широко распространен метод контроля натяжения болта по крутящему моменту. Для создания проектного усилия натяжения
высокопрочного болта Р, кН, необходимо приложить крутящий момент, величина которого в Нм пропорциональна диаметру болта d, мм,
и определяется согласно СТП 006-97 *4+ по эмпирической формуле М = kPd.
Коэффициент k, называемый коэффициентом закручивания, отражает влияние многочисленных технологических факторов.
На соотношение между крутящим моментом и усилием в болте влияют несколько основных факторов. Во-первых, шероховатость
резьбовых поверхностей гайки и болта, определяющая величину сил трения в резьбе при закручивании. Во-вторых, геометрические
параметры резьбы, её шаг и угол профиля. В-третьих, чистота соприкасающихся поверхностей шайбы и головки болта или гайки в
зависимости от того, какой элемент вращается при натяжении соединения.
Существенное значение имеют механические свойства и химический состав стали, из которой изготовлены болты, гайки и шайбы, наличие
антикоррозионного покрытия, а также на коэффициент закручивания влияет и то, вращением какого элемента натягивается болтоконтакт.
СТП 006-97 установлено, что при закручивании соединения вращением болта значение крутящего момента должно приниматься на 5 %
больше, чем при натяжении вращением гайки.
Воздействие этих многочисленных факторов невозможно определить теоретически, и общей оценочной характеристикой их влияния
является устанавливаемый экспериментально коэффициент закручивания.
123
124.
Для высокопрочных болтов, выпускаемых Воронежским, Улан-Удэнским и Курганским мостовыми заводами по ГОСТ Р 52643... 52646-2006значения Р и М для болтов различного диаметра приведены в табл. 2 СТП 006-97. При этом коэффициент закручивания k принят равным
0,175.
В настоящее время для фрикционных соединений применяются метизы, изготовленные в разных странах, на разных заводах, по разным
технологиям и стандартам. Допущены к использованию высокопрочные метизы с антикоррозионным покрытием: кадмиро-ванием,
цинкованием, омеднением и другим. В этих условиях фактическое значение коэффициента закручивания может существенно отличаться
от нормативных значений, и его необходимо контролировать для каждой партии комплектуемых высокопрочных метизов при входном
контроле на строительной площадке по методике, приведённой в приложении Е ГОСТ Р 52643 и в приложении А СТП 006-97.
Допустимые значения коэффициента закручивания в соответствии с требованиями п. 3.11 ГОСТ Р 52643 должны быть в пределах 0,14-0,2
для метизов без защитного покрытия и 0,11-0,2 - для метизов с покрытием. Погрешность оценки коэффициента закручивания не должна
превышать 0,01.
Для определения коэффициента закручивания используют испытательное оборудование, позволяющее одновременно измерять
приложенный к гайке крутящий момент и возникающее в теле болта усилие натяжения с погрешностью, не превышающей 1 %.
При этом применяются измерительные приборы, основанные на различных принципах регистрации контролируемых характеристик. В
качестве такого оборудования в настоящее время используют динамометрические установки типа ДКП-1, УТБ-40, GVK-14m и другие.
Для натяжения болтов на проектное усилие СТП 006-97 рекомендует использовать гидравлические динамометрические ключи типа КЛЦ,
автоматически обеспечивающие требуемый крутящий момент с погрешностью, не превышающей 4 %, посредством цепной передачи,
приводимой в движение гидроцилиндром.
Однако в настоящее время при строительстве транспортных инженерных сооружений для натяжения высокопрочных болтов, как правило,
применяют ручные динамометрические ключи рычажного типа КТР Курганского завода ММК с индикатором часового типа ИЧ 10. Их
использование приводит к значительным трудозатратам и физическим перегрузкам рабочих в связи с необходимостью приложения силы
от 500 до 800 Н к рукоятке ключа при создании проектной величины крутящего момента в процессе сборки фрикционных соединений на
болтах диаметром 16-27 мм.
Кроме того, процесс установки высокопрочных болтов ключами КТР значительно удлиняется из-за необходимости постоянно каждые 4 ч
беспрерывной работы и не менее двух раз за смену контролировать исправность ключей их тарировкой способом подвески контрольного
груза.
Тарирование ключей КЛЦ проводится реже: непосредственно перед их первым применением, после натяжения 1000 и 2000 болтов и
затем каждый раз после натяжения 5000 болтов либо в случае замены таких составных элементов ключа, как гидроцилиндр или цепной
барабан.
При использовании гидравлических ключей упрощается контроль величины крутящего момента, который осуществляется по манометрам,
а специальный механизм в конструкции ключа предотвращает чрезмерное натяжение болта.
Стоит отметить, что затяжка болтов должна происходить плавно, без рывков. Это практически невозможно обеспечить, используя ручные
динамометрические ключи с длинной рукояткой, осложняющей затяжку болтов при сборке металлоконструкций в стеснённых условиях.
Гидравлические ключи типа КЛЦ обеспечивают плавную затяжку высокопрочных болтов в ограниченном пространстве благодаря
меньшим размерам и противомоментным упорам.
В настоящее время в мире разработаны различные модификации гидравлических динамометрических ключей: серии SDW (2 SDW), SDU
(05SDU, 10SDU, 20SDU), TS (TS-07, TS-1), TWH-N (TWH27N) и других SDW.
Все модели имеют малогабаритное исполнение, предназначены для работы в труднодоступных местах с ограниченным доступом и
обеспечивают снижение трудоёмкости работ по устройству фрикционных соединений.
Для обеспечения требуемой точности измерений необходимо выполнять тарировку оборудования.
Тарировку силоизмерительных устройств контроля натяжения болта в динамометрических установках выполняют на разрывной
испытательной машине с построением тарировочного графика в координатах: усилие натяжения болта в кН (тс) - показание динамометра.
Тарировку механических динамометрических ключей типа КМШ-1400 и КПТР-150 производят с помощью грузов, подвешиваемых на
свободном конце рукоятки горизонтально закреплённого ключа. По результатам тарировки строится тарировочный график в координатах: крутящий момент в Нм - показания регистрирующего измерительного прибора ключа.
124
125.
Тарировать гидравлические динамометрические ключи типа КЛЦ-110, КЛЦ-160 и других можно с использованием тарировочногоустройства типа УТ-1, конструкция и принцип работы которого описаны в СТП 006-97, приложение К.
При использовании динамометрических ключей возникает проблема прокручивания болтов при затяжке гаек, особенно обостряющаяся
при применении высокопрочного крепежа, изготовленного по ГОСТ Р 52643-52646.
По данным «НИИ Мостов и дефектоскопии» установлено, что закрученные гайковёртом болты при дотягивании их динамометричес-кими
ключами до расчётного усилия прокручиваются в 50 % случаев. Причина прокручивания заключается в недостаточной шерохо-ватости
контактных поверхностей головки болта и шайбы, подкладываемой под неё.
Инновационным решением проблемы контроля крутящего момента для обеспечения нормативного усилия натяжения болтоконтакта
является новая конструкция высокопрочного болта с торцевым срезаемым элементом. Геометрическая форма таких болтов отличается
наличием полукруглой головки и торцевого элемента с зубчатой поверхностью, сопряжённого со стержнем болта кольцевой выточкой,
глубина которой калибрует площадь среза. Диаметр дна выточки составляет 70 % номинального диаметра резьбы.
Высокопрочные болты с контролируемым напряжением Tension Control Bolts (TCB) широко применяются в мире. Их производят в
соответствии с техническими требованиями EN 14399-1, с полем допуска резьбы для болтов 6g и для гаек 6 Н по стандартам ISO 261, ISO
965-2, с классом прочности 10.9 и механическими свойствами по стандарту EN ISO 898-1 и с предельными отклонениями размеров по
стандарту EN 14399-10.
В ЦНИИПСК им. Мельникова пока разработаны только ТУ 1282-16202494680-2007. Метизы новой конструкции не производятся и не
применяются.
Конструкция болта с гарантированным моментом затяжки резьбовых соединений основана на связи механических свойств стали при
растяжении и срезе. Расчётное сопротивление стали при срезе составляет 58 % от расчётного сопротивления при растяжении,
определённого по пределу текучести.
При вращении болта за торцевой элемент муфтой внутреннего захвата ключа происходит закручивание гайки, удерживаемой муфтой
наружного захвата ключа. В момент достижения необходимого усилия натяжения болта торцевой элемент срезается по сечению,
имеющему строго определённый расчётом диаметр.
Для сборки фрикционных соединений на высокопрочных метизах с контролем натяжения по срезу торцевого элемента применяют ключи
специальной конструкции.
Заключение, выводы и рекомендации. Применение болтов с контролируемым натяжением срезом торцевого элемента для заслонок
увеличит производительность работ по сборке фрикционных соединений.
Устойчивая связь между прочностью стали на срез и на растяжение Rs = 0,58Ry позволяет сделать вывод о надёжности такого способа
натяжения высокопрочных болтов для опор трубопроводов.
Такая технология натяжения болтов может исключить трудоёмкую и непроизводительную операцию тарировки динамометрических
ключей, необходимость в которой вообще исчезает.
Конструкция ключей для установки болтов с контролем натяжения по срезу торцевого элемента не создаёт внешнего крутящего момента в
процессе натяжения. В результате ключи не требуют упоров и имеют небольшие размеры.
Механизм ключей обеспечивает плавное закручивание вращением болта до момента среза концевого элемента, соответствующего
достижению проектного усилия натяжения болта. При этом сборку фрикционных соединений можно производить с одной стороны
конструкции.
Головку болта можно делать не шестигранной, а округлой, что упростит форму штампов для ее формирования в процессе изготовления
болтов и устранит различие во внешнем виде болтового и заклепочного соединения.
Применение болтов новой конструкции значительно снизит трудоёмкость операции устройства фрикционных соединений, сделает её
технологичной и высокопроизводительной.
Фрикционные или сдвигоустойчивые соединения — это соединения, в которых внешние усилия воспринимаются вследствие
сопротивления сил трения, возникающих по контактным плоскостям соединяемых элементов от предварительного натяжения болтов.
Натяжение болта должно быть максимально большим, что достигается упрочнением стали, из которой они изготовляются, путем
термической обработки.
125
126.
Применение высокопрочных болтов в фрикционных соединениях существенно снизило трудоемкость монтажных соедине-ний.Замена сварных монтажных соединений промышленных зданий, мостов, кранов и других решетчатых конструкций болтовыми
соединениями повышает надежность конструкций и обеспечивает снижение трудоемкости монтажных соединений втрое.
Однако, сдвигоустойчивые соединения на высокопрочных болтах наиболее трудоемки по сравнению с другими типами
болтовых соединений, а также сами высокопрочные болты имеют значительно более высокую стоимость, чем обычные болты. Эти два
фактора накладывают ограничения на область применения фрикционных соединений.
Сдвигоустойчивые соединения на высокопрочных болтах рекомендуется применять в условиях, при которых наиболее полно реализуются
их положительные свойства — высокая надежность при восприятии различного рода вибрационных, циклических, знакопеременных
нагрузок. Поэтому, в настоящее время, проблема повышения эффективности использования несущей способности высокопрочных болтов,
поиска новых конструктивных и технологических решений выполнения фрикционных соединений является очень актуальной в
сейсмоопасных районах.
Прилагается демпфирующие компенсаторы со скощенными торцами, согласно изобретения
№№ 2423820, 887743, демпфирующих компенсаторов на фрикционно-подвижных
болтовых соединениях, для восприятия усилий -за счет трения, при термически
растягивающих нагрузках в трубопроводах:
1.Научно технический отчет по теме Проведение экспериментальных исследований по оценке
сейсмостойкости продукции арматуры промышленной трубопроводной с задвижками
компактными стальными и обеспечение надежной сейсмостойкости промышленных трубопроводов
на спиральных сейсмоизолирующих опорах с упругими демпферами сухого трения с применением косых
компенсатором на фрикционно- болтовых соединениях для обеспечения многокаскадного
демпфирования при импульсных растягивающих нагрузках на трубопровод согласно изобретениям
проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755, 1174616, 165075 «Опора сейсмостойкая»,
2010136746 «Способ защиты зданий сооружений при взрыве с использованием сдвигоустойсчивых и
лего сбрасываемых соединений , использующие систему демпфирования фрикционности и
сейсмоизоляцию для поглощения взрывной и сейсмической энергии»,887747 «Стыковое соединение
растянутых зон», 2382151, 2208098 , 2629514
https://disk.yandex.ru/d/PTeSG8iW7Xe6iA
https://ru.scribd.com/document/495084840/ZAKLYUCHENIE-VIVODI-Rekomendatsii-Priminenii-ProduktsiiSeismichnostokikh-Armatura-Promishlennayu-Truboprovodnaya-209-Str
https://ppt-online.org/869174
2. Конструктивные решения надежности промышленных трубопроводов с использованием в качестве
сейсмоизоляции трубопровода спиральные сейсмоизолирующие опоры с упругими демпферами
сухого трения на фрикционо –подвижных соединений, для обеспечения сейсмостойкости
промышленных трубопроводов, агрегатов АО «Завод им.Гаджиева г.Каспийск, Республика Дагестан,
на основе изобретений проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755, 1174616, 165076 «Опора
сейсмостойкая» , 2010136746 «Способ защиты зданий и сооружений при взрыве с использованием
сдвигоустойчивых и легко сбрасываемых соединений, использующие систему демпфирования
фрикционности и сейсмоизоляцию для поглощения взрывной энергии»
https://disk.yandex.ru/i/_8RpC2hvdeuKnw
https://ru.scribd.com/document/494800185/PGUPS-LISI-GASU-Spiralnaya-Seismoizoliruyuchaya-Opora-sUprugimi-Dempferami-Sukhogo-Treniya-172-Стр
https://ppt-online.org/867995 https://disk.yandex.ru/i/FJtLJHNVAk7gWA
126
127.
4. Обеспечение сейсмостойкой надежности промышленных трубопроводов с использованием вкачестве сейсмоизоляции трубопровода спиральные сейсмоизолирующие опоры, с упругими
демпферами сухого трения на фрикционо –подвижных соединений, для обеспечения сейсмостойкости
промышленных трубопроводов, агрегатов АО «Завод им.Гаджиева г.Каспийск, Республика Дагестан,
на основе изобретений проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755, 1174616, 165076 «Опора
сейсмостойкая» , 2010136746 «Способ защиты зданий и сооружений при взрыве с использованием
сдвигоустойчивых и легко сбрасываемых соединений, использующие систему демпфирования
фрикционности и сейсмоизоляцию для поглощения взрывной энергии»
https://ppt-online.org/867887
https://ru.scribd.com/document/494746822/MIN-GASU-SPB-Zayavka-Na-Izobretenie-SpiralnayaSeismoizoliruyuschaya-Opora-s-Uprugimi-Dempferami-Sukhogo-Treniya-182-Str
https://disk.yandex.ru/d/vlzOm-eZdwrpLg https://disk.yandex.ru/d/hswWXC5iCbOZ6w
5.Применение напряженно деформируемых фрикционно подвижных болтовых фланцевых
соединений в укрупненных стыках для антисейсмических косых демпфирующих компенсаторов для
промышленных трубопроводов и их программная реализация по взаимодействия трубопровода с
геологической средой в SCAD Office нелинейным методом, для обеспечения сейсмостойкой
надежности и работоспособности промышленного оборудований и агрегатов , с использованием
изобретений проф дтн ПГУПС А.М.Уздина №№1143895, 1168755, 1174616, 165076 «Опора
сейсмостойкая», 2010136746«Способ защиты зданий и сооружений при взрыве с использованием
сдвигоустойчивых и легко сбрасываемых соединений, использующие систему демпфирования
фрикционности, и сейсмоизоляцию для поглощения взрывной и сейсмической энергии» при
импульсных растягивающих нагрузках
127
128.
ОБЩИЕ ВЫВОДЫ лабораторных испытаний трубопровода впрограммном комплексе SCAD Office, со скощенными торцами, согласно изобретения
№№ 2423820, 887743, демпфирующих компенсаторов на фрикционно-подвижных
болтовых соединениях, для восприятия усилий -за счет трения, при термически
растягивающих нагрузках в трубопроводах и демпфирующих ограничителей перемещений ( по
изобретению изобретение № 165076 «Опора сейсмостойкая») на фланцевых фрикционо-подвижных болтовых соединениях,
для обеспечения сейсмостойкости технологических трубопроводов
1. На основе последовательных испытаний узлов и фрагментов
получен алгоритм численного исследования динамической задачи
модели здания с сухим трением. Получены результаты поведения
модели, с сухим трением со многими степенями свободы. Изучено
влияние силы трения на динамическое поведение исследуемого
объекта.
2. Исследован вопрос сходимости итерационного решения систем
уравнений, также исследована сходимость решения динамической
задачи. Показано, что способом итерации можно легко
организовать процесс решения систем уравнений на каждом
временном шаге.
3. Разработана методика численного моделирования и получены
результаты решения задач о колебаниях системы «виброплатформа
- модель со скошенными торцами, при различных воздействиях.
Показано, что максимальная амплитуда колебаний платформы и
время еѐ вхождения в резонанс зависит от вида динамической
нагрузки. При действии гармонической нагрузки в процессе
резонансного возбуждения платформа приобретает наибольшее
отклонение.
4. Разработаны математическая модель и компьютерная
программа с целью исследования напряжѐнно-деформированного
состояния модели сейсмоизолированного при линейной и нелинейной
работе с демпфирующими косыми компенсаторами перемещений ( по изобретению изобретение № 165076 «Опора
сейсмостойкая») на фланцевых фрикционо-подвижных болтовых соединениях, для обеспечения сейсмостойкости установки
технологических трубопроводав
Показано, что использование компенсаторов
со скощенными торцами,
согласно изобретения №№ 2423820, 887743, демпфирующих компенсаторов на
фрикционно-подвижных болтовых соединениях, для восприятия усилий -за счет
128
129.
,приводит кзначительному уменьшению ускорения и относительного
межэтажного сдвига, но при этом увеличивается абсолютное
перемещение трубопровода по сравнению с жестким креплением без
виброзащиты .
5. Получены решения задачи о колебаниях технологического
трубопровода с учѐтом продольных, поступательных, изгибных и
крутильных движений инерционных масс на основе метода
сосредоточенных деформаций. Полученные результаты
показывают, что учѐт крутильных колебаний основания приводит к
горизонтальным высокочастотным колебаниям.
17 Выводы по применению со скощенными торцами, согласно изобретения №№
трения, при термически растягивающих нагрузках в трубопроводах
2423820, 887743, демпфирующих компенсаторов на фрикционно-подвижных болтовых
соединениях, для восприятия усилий -за счет трения, при термически растягивающих
нагрузках в трубопроводах ( по изобретению изобретение № 165076 «Опора сейсмостойкая») на фланцевых
фрикционо-подвижных болтовых соединениях, для обеспечения сейсмостойкости технологических трубопроводов
на сдвиг трубопровода в программном
комплексе SCAD Office, со скощенными торцами, согласно изобретения №№ 2423820,
887743, демпфирующих компенсаторов на фрикционно-подвижных болтовых
соединениях, для восприятия усилий -за счет трения, при термически растягивающих
нагрузках в трубопроводах и демпфирующих ограничителей перемещений ( по изобретению изобретение №
Прилагается пример математического моделирования
165076 «Опора сейсмостойкая») на фланцевых фрикционо-подвижных болтовых соединениях, для обеспечения
сейсмостойкости трубопровода в ПК SCAD Например РАСЧЕТНАЯ СХЕМА УЗЛА с горизонтальными фасонками
трубопроводов на сейсмоизолирующих энергопоглощающих опорах
129
130.
Рис. Общий вид образцов виброизолирующей опоры ( для применении шарнирной виброгасящей сейсмоизоляции типа«гармошка» ( по изобретению УЗЕЛ СОЕДИНЕНИЯ КазГАСУ № 2382151 поворачивающее шарнирное
соединение колонны с ригелем ) и демпфирующих ограничителей перемещений ( по изобретению изобретение №
165076 «Опора сейсмостойкая») на фланцевых фрикционо-подвижных болтовых соединениях, для обеспечения
сейсмостойкости с технологическими трубопроводами из полиэтилена , согласно изобретения № 165076 RU E 04H 9/02 «Опора
сейсмостойкая», изобретения № 2010136746 от 20.01.2013 «Способ защиты зданий и сооружений при взрыве с использованием
сдвигоустойчивых и легко сбрасываемых соединений, использующие систему демпфирования фрикцион-ности и сейсмоизоляцию для
поглощения взрывной и сейсмической энергии», заявки на изобретение № 20181229421/20(47400) от 10.08.2018 «Опора
сейсмоизолирующая «гармошка», заявки на изобретение № 2018105803/20 (008844) от 11.05.2018 «Антисейс-мическое фланцевое
фрикционно-подвижное соединение для трубопроводов» F 16L 23/02 , заявка на изобретение № 2016119967/20( 031416) от 23.05.2016
«Опора сейсмоизолирующая маятниковая» E04 H 9/02) испытываемых на сдвиг (болты- шпильки) М 10 с тросом в пластмассовой
оплетке и без оплетки со стальным тросом М 2 мм. Образец № 1 (ГОСТ 22353- 77) с платиной 260 мм Х 40 Х 3 мм Сталь 10 ХСНД
130
131.
131132.
Рис.Общий вид образцов виброизолирующей опоры ( для виброизолирующих опор -оснований применении шарнирнойвиброгасящей сейсмоизоляции типа «гармошка» ( по изобретению УЗЕЛ СОЕДИНЕНИЯ КазГАСУ № 2382151
поворачивающее шарнирное соединение колонны с ригелем ) и демпфирующих ограничителей перемещений ( по
изобретению изобретение № 165076 «Опора сейсмостойкая») на фланцевых фрикционо-подвижных болтовых соединениях,
для обеспечения сейсмостойкости технологических трубопроводов, согласно изобретения № 2010136746 от 20.01.2013 «Способ
защиты зданий и сооружений при взрыве с использованием сдвигоустойчивых и легко сбрасываемых соединений, использующие систему
демпфирования фрикцион-ности и сейсмоизоляцию для поглощения взрывной и сейсмической энергии», заявки на изобретение №
20181229421/20(47400) от 10.08.2018 «Опора сейсмоизолирующая «гармошка», заявки на изобретение № 2018105803/20 (008844) от
11.05.2018 «Антисейс-мическое фланцевое фрикционно-подвижное соединение для трубопроводов» F 16L 23/02 , заявка на изобретение
№ 2016119967/20( 031416) от 23.05.2016 «Опора сейсмоизолирующая маятниковая» E04 H 9/02) испытываемых на сдвиг (болтышпильки) М 10 с тросом в пластмассовой оплетке и без оплетки со стальным тросом М 2 мм. Образец № 1 (ГОСТ 22353- 77) с платиной
260 мм Х 40 Х 3 мм Сталь 10 ХСНД.
Стыковое болтовое соединение трубопроводов на косых фланцах, со
скошенным торцом, относительно продольной оси, на
фрикционно-подвижных соединениях (ФПС), согласно
изобретений №№ 2413820 , 887748, для восприятия усилий, за
счет сил трения, при многокаскадном демпфировании при
динамических нагрузках, преимущественно при импульсных
растягивающих нагрузках во время взрыва, землетрясения,
132
133.
снеговой, ветровой перегрузки, ударной воздушной взрывнойволны.
Проф дтн ПГУПС А.М.Уздин ,ОО «Сейсмофонд» , инж Коваленко А
И дополнение к статье канд. техн. наук, доц. Марутяном А.С Пятигорского
государственного технологического университета
На объектах, где отправочные элементы конструкции должны быть смонтированы трудом со средней
квалификацией, предпочтительны болтовые соединения. Фланцевые соединения рекомендуются для
применения как экономичные по расходу стали, высокотехнологичные монтажные соединения,
исключающие применение монтажной сварки. Здесь усилия воспринимаются главным образом
вследствие преодоления сопротивлению сжатию фланцев от предварительного натяжения
высокопрочных болтов. Фланцевые стыки являются одним из самых эффективных видов болтовых
соединений, поскольку весьма значительная несущая способность высокопрочных болтов используется
впрямую и практически полностью. Область рационального и эффективного применения фланцевых
соединений довольно велика. Они охватывают соединения элементов, подверженных растяжению,
сжатию, изгибу или совместному их действию.
Фланцевые соединения растянутых поясов могут быть применены при действии растяжения с изгибом,
при однозначной эпюре растягивающих напряжений в поясах. Известно стыковое соединение элементов
из гнутосварных профилей прямоугольного или квадратного сечения, подверженных воздействию
центрального растяжения, которое выполняют со сплошными фланцами и ребрами жесткости,
расположенными, как правило, вдоль углов профиля. Ширина ребер определяется размерами фланца и
профиля, длина – не менее 1,5 высоты меньшей стороны профиля
Косой стык для взрывопожаробезопасных трубопроводов
С целью повышения надежности, снижения расхода стали и упрощения стыка, было разработано новое
техническое решение монтажных стыков растянутых элементов на косых фланцах, расположенных под
углом 30 градусов относительно продольных осей стержневых элементов и снабженных смежными
упорами. Указанная цель достигается тем, что каждый упор входит в отверстие смежного фланца и
взаимодействует с ним.
Сущность изобретения заключается в том, что каждый из двух смежных упоров входит в отверстие
смежного фланца и своим торцом упирается в кромку отверстия во фланце так, что смежные упоры друг
с другом не взаимодействуют, а только со смежными фланцами, при этом, на упор приходится только
половина усилия, действующего на стык в плоскости фланцев, а другая половина усилия передается
непосредственно на фланец упором смежного фланца.
133
134.
На фиг.1 приведен общий вид стыка сверху {применительно к стропильной ферме}, на фиг.2 показаногоризонтальное сечение стыка по оси соединяемых элементов, на фиг.3 показаны разомкнутый стык и
расчетная схема стыка, на фиг.4 приведен вид фланца в разрезе 1-1 на фиг.3.
Стык состоит из соединяемых элементов 1 со скошенными концами под углом α к своей оси, фланцев 2,
приваренных к скошенным концам соединяемых элементов 1, упоров 3, приваренных к фланцам 2,
стяжных болтов 4, скрепляющих фланцы 2 друг с другом. Оси стыка 5 и 6 расположены в плоскости
фланцев и нормально фланцам соответственно.
Стык растянутых элементов на косых фланцах устраивается следующим образом.
134
135.
Отправочные марки конструкции {стропильной фермы} изготавливаются известными приемами,характерными для решетчатых конструкций. Фланец 2 в сборе с упором 3 изготавливается отдельно из
стального листа на сварке. Из центральной части фланца вырезается участок для образования отверстия,
в котором размещается упор смежного фланца.
Вырезанный из фланца фрагмент является заготовкой для упора, на который расходуется
дополнительный материал. Благодаря этому экономится до 25% стали на стык. Контактные поверхности
упора и кромки отверстия во фланце выравниваются стружкой, фрезерованием или другими способами.
Фланец изготавливается с использованием шаблонов и кондукторов. Возможно изготовление фланца
способом стального литья, что более предпочтительно. Фланцы крепятся к скошенным концам
соединяемых элементов с помощью кондукторов.
Стык работает следующим образом. Усилие N, возникшее в соединяемых элементах 1 под воздействием
внешних нагрузок на конструкцию, раскладывается в стыке на две составляющих, направленных по
осям 5 и 6 стыка {фиг.2}, то есть в плоскости фланцев Nb
и нормально фланцам Nh {фиг.3}, острый угол между фланцем и осью стыкуемых элементов;
Nb=Ncosα=Ncos30=0.866N
Nh=Nsinα=Nsin30=0.5N
Усилие Nb
, действующая в плоскости фланцев 2, наполовину воспринимается упором 3, а другая половина –
непосредственно фланцем, которая передается на него упором смежного фланца {фиг.4}.
Такое распределение усилия Nb
между упором и фланцем обусловлено тем, что смежные упоры не взаимодействуют друг с другом, а
взаимодействуют только со смежными фланцами. Снижение усилия, действующего на упор, вдвое
обеспечивает технический и экономический эффект за счет уменьшения длины торца упора,
контактирующего с кромкой отверстия во фланце, и объема сварных швов крепления упора к фланцу. С
уменьшением длины торца упора уменьшается эксцентриситет приложения усилия на упор, а равно и
крутящий момент в элементах стыка, вызванный этим эксцентриситетом. Все это способствует
повышению надежности стыка.
Усилие Nh
, действующее нормально фланцам, воспринимается частью силами трения на контактных торцах
упоров 3 и фланцев 2, а остальная часть – стяжными болтами 4. Расчетное усилие, воспринимаемое
болтами Nb=Nh−Nμ, где Nμ=μNc, μ
– коэффициент трения на контактных поверхностях упоров, равный для необработанных поверхностей
0.25;
Уменьшение болтовых усилий более, чем в два раза, во столько же снижает моменты, изгибающие
фланцы, а это позволяет принять для них более тонкие листы, сокращая тем самым расход
конструкционного материала. Кроме того, на материалоемкость предлагаемого соединения позитивно
влияют возможные уменьшения диаметров стяжных болтов 4, снижение их количества или комбинация
первого или второго.
135
136.
Теоретическое исследование напряжений в зонах узловых соединений классическими методами теорииупругости весьма затруднительно. Это вызвано разнообразием конструкций узлов, особенностями
внешнего нагружения, а также крайне сложным взаимодействием элементов узла. В связи с этим, расчет
напряженно-деформированного состояния модели узла стыка растянутых поясов ферм на косых
фланцах выполняется МКЭ. В ввиду ограничения объема публикации, о результатах МКЭ анализа
стыка будет рассказано в следующей статье.
Практическое использование
Конструктивное решение болтового соединения растянутых поясов ферм на косых фланцах впервые
было апробировано в покрытии каркаса склада металлоконструкций КМК "Корал" Производственная
база в промышленной зоне района Рудный в Чкаловском районе г. Екатеринбурга. Для изготовления
опытного образца покрытия были разработаны рабочие чертежи стадии КМ и КМД. Изготовление
элементов конструкции и контрольная сборка производилась в ремонтно-механических мастерских
производственной базы. Инструкция по креплению фланцев к поясу ферм предусматривала такую
последовательность производства работ.
5. Cобрать фланцы, обеспечив плотное примыкание фланцев и упоров друг с другом. Стянуть
проектными болтами;
6. Установить полуфермы в одной плоскости {в плане и по высоте}. Плотно прижать полуфермы к
фланцам;
7. Приварить фланцы к полуфермам;
8. Выполнить именную маркировку полуферм, разъединить полуфермы
После производились окончательная установка и затяжка всех высокопрочных болтов. На рисунках
приведены фотоизображения проектной модели каркаса склада с покрытием с узлами на косых фланцах
и узлов стыка после окончательной сборки, перед покраской и подготовкой к монтажу.
В данном случае, когда запроектированная конструкция применяется впервые, очевидна необходимость
проведения экспериментальных исследований как конструкции в составе покрытия в целом, так и
отдельных элементов узловых сопряжений. При этом проверяется также верность методик расчета,
необходимость совершенствования которых диктуется потребностью в надежных результатах при
проектировании.
В процессе работы над диссертацией, проводя обзор теоретических и экспериментальных исследований
в области существующих узловых сопряжений поясов ферм, замечено, что первый стык растянутых
поясов ферм на косом фланце был изобретен в 1979 году, молодыми учеными Уральского
136
137.
электромеханического института инженеров железнодорожного транспорта, Х. М. Ягофаровым и В. Я.Котовым.
Продолжая исследования в 1986 году, инж. А. Будаевым под руководством к.т.н. Х. М. Ягофарова, с
целью подтверждения работоспособности стыка, а также обоснования основных расчетных
предпосылок, были изготовлены три стыка с номинальным углом наклона фланцев к осям элементов 45,
30 и 20 градусов. Каждый стык представлен двумя одинаковыми половинами, в которых стыкуемый
элемент выполнен из уголка 60х6. Испытания проводились на машине ГСМ – 50 нарастающей
статической нагрузкой до разрыва болтов и разрушения фланцев. Эксперимент подтвердил
работоспособность стыка, а так же основные расчетные предпосылки. Кроме того, результаты
позволили назначить в первом приближении величины расчетных коэффициентов.
В 2010 году, в Уральском государственном университете путей сообщения были изданы методические
указания для студентов «Проектирование и изготовление стыков на косых фланцах». А так же,
необходимый и достаточный запас несущей способности болтовых стыков растянутых стержневых
элементов с косыми фланцами подтвержден итогами пробной контрольной
серии исследований опытных образцов, проведенных в лаборатории Пятигорского государственного
технологического университета канд. техн. наук, доц. Марутяном А.С в 2011 году. Разрывные усилия
опытных образцов, превысили уровень расчетных нагрузок в 1.7…2.5 раза, а экспериментальные и
расчетные деформации имели достаточно приемлемую сходимость. Даны рекомендации о внедрении в
практику строительства. Работы по исследованию стыка растянутых поясов ферм на косом фланце
ведутся и сегодня, изготовлены опытные образцы и трубы 120х5, заглушенной с одной стороны
приваренной пластиной толщиной 30мм с 45мм стержнем для захвата в разрывной машине, с другой –
фланцем с упором толщиной 25мм. Материал конструкций – малоуглеродистая сталь, электроды типа
Э50А. Болты М24 класса 10.9. Идет подготовка эксперимента, целью которого являются анализ
напряженно-деформированного состояния узла стыка и уточнения инженерной методики решения.
Таким образом, обобщая результаты исследования работы стыка растянутых элементов на косых
фланцах, можно сказать, что предлагаемый стык растянутых элементов на косых фланцах надежен,
экономичен и прост в осуществлении.
Библиографический список
i.
ii.
iii.
Х. Ягофаров, В.Я. Котов, 1979. Описание изобретения к авторскому свидетельству 887748
Х. Ягофаров, А. Будаев Стык растянутых элементов на косых фланцах. Промышленное
строительство и инженерные сооружения, 1986, №2
К. Кузнецова, М. Радунцев «Проектирование и изготовление стыков на косых фланцах»
Методические указания для студентов всех форм обучения специальности «Промышленное и
137
138.
iv.v.
vi.
гражданское строительство» и слушателей Института дополнительного профессионального
образования, УрГУПС, 2010
А.С. Марутян «Стыковые болтовые соединения стержневых элементов с косыми фланцами и их
расчет» Пятигорский государственный технологический университет, 2011
А.З. Клячин Металлические решетчатые пространственные конструкции регулярной структуры
Н.Г. Горелов Пространственные блоки покрытия со стержнями из тонкостенных гнутых
стержней
ФЛАНЦЕВОЕ СОЕДИНЕНИЕ РАСТЯНУТЫХ ЭЛЕМЕНТОВ ЗАМКНУТОГО ПРОФИЛЯ
РОССИЙСКАЯ ФЕДЕРАЦИЯ
(19)
RU
(11)
2 413 820
(13)
C1
(51) МПК
E04B 1/58 (2006.01)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
(12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус:не действует (последнее изменение статуса: 27.10.2014)
(21)(22) Заявка: 2009139553/03, 26.10.2009
(24) Дата начала отсчета срока действия патента:
26.10.2009
(72) Автор(ы):
Марутян Александр
Суренович (RU),
Першин Иван
Митрофанович (RU),
Павленко Юрий Ильич
(RU)
Приоритет(ы):
(22) Дата подачи заявки: 26.10.2009
(45) Опубликовано: 10.03.2011 Бюл. № 7
(56) Список документов, цитированных в отчете о поиске: КУЗНЕЦОВ В.В.
(73)
Металлические конструкции. В 3 т. - Стальные конструкции зданий и
Патентообладатель(и):
сооружений (Справочник проектировщика). - М.: АСВ, 1998, т.2. с.157,
Марутян Александр
рис.7.6. б). SU 68853 A1, 31.07.1947. SU 1534152 A1, 07.01.1990.
Суренович (RU)
Адрес для переписки:
357212, Ставропольский край, г. Минеральные Воды, ул. Советская, 90,
кв.4, Ю.И. Павленко
(54) ФЛАНЦЕВОЕ СОЕДИНЕНИЕ РАСТЯНУТЫХ ЭЛЕМЕНТОВ ЗАМКНУТОГО ПРОФИЛЯ
(57) Реферат:
Изобретение относится к области строительства, в частности к фланцевому соединению растянутых
элементов замкнутого профиля. Технический результат заключается в уменьшении массы
конструкционного материала. Фланцевое соединение растянутых элементов замкнутого профиля
138
139.
включает концы стержней с фланцами, стяжные болты и листовую прокладку между фланцами. Фланцыустановлены под углом 30° относительно продольных осей стержневых элементов. Листовую прокладку
составляют парные опорные столики. Столики жестко скреплены с фланцами и в собранном соединении
взаимно уперты друг в друга. 7 ил., 1 табл.
Предлагаемое изобретение относится к области строительства, а именно к фланцевым соединениям
растянутых элементов замкнутого профиля, и может быть использовано в монтажных стыках поясов
решетчатых конструкций.
Известно стыковое соединение растянутых элементов замкнутого профиля, включающее концы
стержневых элементов с фланцами, дополнительные ребра и стяжные болты, установленные по
периметру замкнутого профиля попарно симметрично относительно ребер (Металлические
конструкции. В 3 т. Т.1. Общая часть. (Справочник проектировщика) / Под общ. ред. В.В.Кузнецова. М.: Изд-во АСВ, 1998. - С.188, рис.3.10, б).
Недостаток соединения состоит в больших габаритах фланца и значительном числе соединительных
деталей, что увеличивает расход материала и трудоемкость конструкции.
Наиболее близким к предлагаемому изобретению является монтажное стыковое соединение нижнего
(растянутого) пояса ферм из гнутосварных замкнутых профилей, включающее концы стержневых
элементов с фланцами, дополнительные ребра, стяжные болты и листовую прокладку между фланцами
для прикрепления стержней решетки фермы и связей между фермами (1. Металлические конструкции:
Учебник для вузов / Под ред. Ю.И.Кудишина. - М.: Изд. центр «Академия», 2007. - С.295, рис.9.27; 2.
Металлические конструкции. В 3 т. Т.1. Элементы конструкций: Учебник для вузов / Под ред.
В.В.Горева. - М.: Высшая школа, 2001. - С.462, рис.7.28, в).
Недостаток соединения, как и в предыдущем случае, состоит в материалоемкости и трудоемкости
монтажного стыка на фланцах.
Основной задачей, на решение которой направлено фланцевое соединение растянутых элементов
замкнутого профиля, является уменьшение массы (расхода) конструкционного материала.
Результат достигается тем, что во фланцевом соединении растянутых элементов замкнутого профиля,
включающем концы стержней с фланцами, стяжные болты и листовую прокладку между фланцами,
фланцы установлены под углом 30° относительно продольных осей стержневых элементов, а листовую
прокладку составляют парные опорные столики, жестко скрепленные с фланцами и в собранном
соединении взаимно упертые друг в друга.
Предлагаемое фланцевое соединение имеет достаточно универсальное техническое решение. Так, его
можно применить в монтажных стыках решетчатых конструкций из труб круглых, овальных,
эллиптических, прямоугольных, квадратных, пятиугольных и других замкнутых сечений. В качестве
еще одного примера использования предлагаемого соединения можно привести аналогичные стыки на
монтаже элементов конструкций из парных и одиночных уголков, швеллеров, двутавров, тавров, Z-, Н-,
U-, V-, Λ-, Х-, С-, П-образных и других незамкнутых профилей.
Предлагаемое изобретение поясняется графическими материалами, где на фиг.1 показано предлагаемое
фланцевое соединение растянутых элементов замкнутого профиля, вид сверху; на фиг.2 - то же, вид
сбоку; на фиг.3 - предлагаемое соединение для случая прикрепления элемента решетки, вид сбоку; на
фиг.4 - фланцевое соединение растянутых элементов незамкнутого профиля, вид сверху; на фиг.5 - то
139
140.
же, вид сбоку; на фиг.6 - то же, при полном отсутствии стяжных болтов в наружных зонах незамкнутогопрофиля; на фиг.7 - расчетная схема растянутого элемента замкнутого профиля с фланцем и опорным
столиком.
Предлагаемое фланцевое соединение растянутых элементов замкнутого профиля 1 содержит
прикрепленные с помощью сварных швов цельнолистовые фланцы 2, установленные под углом 30°
относительно продольных осей растянутых элементов. С фланцами 2 посредством сварных швов жестко
скреплены опорные столики 3. В выступающих частях 4 фланцев 2 и опорных столиков 3 размещены
соосные отверстия 5, в которых после сборки соединения на монтаже установлены стяжные болты 6.
Для прикрепления стержневого элемента решетки 7 в предлагаемом фланцевом соединении опорные
столики 3 продолжены за пределы выступающих частей 4 фланцев 2 таким образом, что в них можно
разместить дополнительные болты 8, как это сделано в типовом монтажном стыке на фланцах.
В случае использования предлагаемого фланцевого соединения для растянутых элементов незамкнутого
профиля 9, соосные отверстия 5 во фланцах 2 и опорных столиках 3, а также стяжные болты 6 могут
быть расположены не только за пределами сечения (поперечного или косого) незамкнутого (открытого)
профиля, но и в его внутренних зонах. При полном отсутствии стяжных болтов 6 в наружных (внешних)
зонах открытого профиля 9 предлагаемое фланцевое соединение более компактно.
В фермах из прямоугольных и квадратных труб (гнутосварных замкнутых профилей - ГСП) углы
примыкания раскосов к поясу должны быть не менее 30° для обеспечения плотности участка сварного
шва со стороны острого угла (Металлические конструкции: Учебник для вузов / Под ред.
Ю.И.Кудишина. - М.: Изд. центр «Академия», 2007. - С.296). Поэтому в предлагаемом фланцевом
соединении растянутых элементов замкнутого профиля 1 фланцы 2 и скрепленные с ними опорные
столики 3 установлены под углом 30° относительно продольных осей. В таком случае продольная сила
F, вызывающая растяжение элемента замкнутого профиля 1, раскладывается на две составляющие:
нормальную N=0,5 F, воспринимаемую стяжными болтами 6, и касательную T=0,866 F, передающуюся
на опорные столики 3. Уменьшение болтовых усилий в два раза во столько же раз снижает моменты,
изгибающие фланцы, а это позволяет применять для них более тонкие листы, сокращая тем самым
расход конструкционного материала. Кроме того, на материалоемкость предлагаемого соединения
позитивно влияют возможные уменьшение диаметров стяжных болтов 6, снижение их количества или
комбинация первого и второго.
Для сравнения предлагаемого (нового) технического решения с известным в качестве базового объекта
принято типовое монтажное соединение на фланцах ферм покрытий из гнутосварных замкнутых
профилей системы «Молодечно» (Стальные конструкции покрытий производственных зданий
пролетами 18, 24, 30 м с применением замкнутых гнутосварных профилей прямоугольного сечения типа
«Молодечно». Серия 1.460.3-14. Чертежи КМ. Лист 44). Расход материала сравниваемых вариантов
приведен в таблице, из которой видно, что в новом решении он уменьшился в 47,1/26,8=1,76 раза.
Наименование Размеры, мм Кол-во, шт.
Масса, кг
1 шт. всех стыка
Фланец
300×300×30
2
21,2 42,4
Ребро
140×110×8
8
0,5* 4,0
Сварные швы (1,5%)
47,1
Примеч.
Известное решение
0,7
Фланец
300×250×18
2
10,6 21,2
Столик
27×150×8
2
2,6
5,2
26,8 Предлагаемое решение
140
141.
Сварные швы (1,5%)0,4
*Учтена треугольная форма
Кроме того, здесь необходимо учесть расход материала на стяжные болты. В известном и предлагаемом
фланцевых соединениях количество стяжных болтов одинаково и составляет 8 шт. Если в первом из них
использованы болты М24, то во втором - M18 того же класса прочности. Тогда очевидно, что в новом
решении расход материала снижен пропорционально уменьшению площади сечения болта нетто, то
есть в 3,52/1,92=1,83 раза.
Формула изобретения
Фланцевое соединение растянутых элементов замкнутого профиля, включающее концы стержней с
фланцами, стяжные болты и листовую прокладку между фланцами, отличающееся тем, что фланцы
установлены под углом 30° относительно продольных осей стержневых элементов, а листовую
прокладку составляют парные опорные столики, жестко скрепленные с фланцами и в собранном
соединении взаимно упертые друг в друга.
141
142.
142143.
143144.
144145.
145146.
Одним из самых разрушительных явлений природы является землетрясение.В соответствии с картами общего сейсмического районирования, около 40%
территории России являются сейсмически опасными. На Земле ежегодно
происходят более 15 разрушительных катастрофических землетрясений, и
около 150 землетрясений средней интенсивности. К мерам предупреждения
разрушительных последствий землетрясений можно отнести: создание
достоверных карт сейсмического районирования, применение адекватных
норм сейсмостойкого строительства и новых методик расчета зданий и
сооружений на сейсмические воздействия, учитывающих нелинейный
характер деформирования зданий и сооружений и совместную работу
сооружения с нелинейно деформируемым грунтовым основанием, применение
методов теории надежности строительных конструкций и теории
вероятностей.
146
147.
применении шарнирной виброгасящей сейсмоизоляции типа «гармошка» ( поизобретению УЗЕЛ СОЕДИНЕНИЯ КазГАСУ № 2382151 поворачивающее
шарнирное соединение колонны с ригелем ) и демпфирующих ограничителей
перемещений ( по изобретению изобретение № 165076 «Опора сейсмостойкая» на
фланцевых фрикционо-подвижных болтовых соединениях, для обеспечения при
численном моделирование на сдвиг в программном комплексе
При
SCAD Offise демпфирующих, антивибрационных косых
компенсаторов на фрикционно-подвижных болтовых
соединениях для газотрубопроводов, кислородо –трубопроводов,
и исключения формирование прогрессирующего обрушения
трубопроовдов от взрыва газа, кислорода и обеспечение
надежности трубопроводов с использованием в стыковых
соединений труб в растянутых зонах, косых компенсаторов на
фрикционно-подвижных болтовых соединениях для обеспечения
взрвостойкости трубопроводов , предназначенных для сейсмоопасных районов с сейсмич-ностью до
9 баллов с технологическими трубопроводами из полиэтилена использовались рекомендации по расчету проектированию изготовлению
и монтажу фланцевых соединений стальных строительных конструкций: http://files.stroyinf.ru/Data2/1/4293833/4293833817.pdf
https://dwg.ru/dnl/1679
Таблица № 1. Идеализированные зависимости «нагрузка-перемещение», используемые для описания поведения систем сейсмоизоляции.
Телескопические на ФПС проф Уздина А М
Типы сейсмоизолирующих
элементов
Схемы сейсмоизолирующих и виброизолирующих
опор для технологических трубопроводов из
полиэтилена, изготавливаемых в соответствии с ТУ
4859-022-69211495-2015, предназначенных для
ейсмоопасных районов с сейсмичностью до 9 баллов
Трубчатая
телескопическая
опора с высокой
способностью к
диссипации энергии
Идеализированная зависимость
«нагрузка-перемещение» (F-D)
F
F
D
D
F
F
С высокой
способностью к
диссипации энергии
F
DD
D
FF
Трубчатая телескопическая опора с
медным обожженным стопорным
сминаемым клином
F
F
DD
D
F
D
F
F
D
D
F
147
D
148.
Телескопические на фрикционно-подвижны соединениях опоры маятниковые на ФПС проф. дтн А.М.УздинF
F
С плоскими
горизонтальными
поверхностями
скольжения и
медным клином
(крепления для
раскачивания) на
качение
F
D
DD
D
D
F
F
D
F
F
F
D
D
DD
F
F
D
Одномаятниковые
со сферическими
поверхностями
скольжения
(трение)
FF
F
D
DD
F
F
FF
Маятниковая
крестовидная
опора, в которой
имеется
упругопластический
шарнир по линии
нагрузки при R1=R2
и μ1≈μ2
D
D
D
D
F
DD
F
F
FF
D
D
D
F
Маятниковая опра с
крестовиной
(трущимися
поверхностями )
скольжения при
R1=R2 и μ1≠μ2
F
F
F
F
F
D
D
D
D
D
D
D
F
Маятниковые
крестовидные
опоры с медным
обожженным
стопорным клином
F
D
D
F
D
D
применении шарнирной виброгасящей сейсмоизоляции
типа «гармошка» ( по изобретению УЗЕЛ СОЕДИНЕНИЯ КазГАСУ № 2382151
поворачивающее шарнирное соединение колонны с ригелем ) и демпфирующих
ограничителей перемещений ( по изобретению изобретение № 165076 «Опора
сейсмостойкая» на фланцевых фрикционо-подвижных болтовых соединениях, для
обеспечения вибростойкости, темостойкости трубопроводов предназначенных для сейсмоопасных
При испытаниях математических моделей
148
149.
районов с сейсмичностью до 9 баллов с трубопровода-ми из полиэтилена на сдвиг расчетным способом определялась расчетная несущаяспособность узлов податливых креплений, стянутых одним болтом с предварительным натяжением классов прочности 8.8 и 10.9,
, (3.6)
где ks — принимается по таблице 3.6;
n — количество поверхностей трения соединяемых элементов;
m — коэффициент трения, принимаемый по результатам испытаний поверхностей, приведенных в ссылочных стандартах группы 7 (см.
1.2.7), или в таблице 3.7.
(2) Для болтов классов прочности 8.8 и 10.9, соответствующих ссылочным стандартам группы 4 (см. 1.2.4) с контролируемым натяжением,
в соответствии со ссылочными стандартами группы 7 (см. 1.2.7), усилие предварительного натяжения Fp,C в формуле (3.6) следует
принимать равным
(3.7)
Таблица — Значения ks
Описание
ks
Болты, установленные в нормальные отверстия
1,0
Болты, установленные в отверстия с большим зазором или в короткие овальные отверстия при передаче усилия перпендикулярно
продольной оси отверстия
0,85
Болты, установленные в длинные овальные отверстия при передаче нагрузки перпендикулярно продольной оси отверстия
0,7
Болты, установленные в короткие овальные отверстия при передаче нагрузки параллельно продольной оси отверстия
0,76
Болты, установленные в длинные овальных отверстиях при передаче нагрузки параллельно продольной оси отверстия
0,63
Таблица — Значения коэффициента трения m для болтов с предварительным натяжением
Класс поверхностей трения (см. ссылочные стандарты группы 7 (см. 1.2.7))
Коэффициент
трения m
A
0,5
B
0,4
C
0,3
D
0,2
Примечание 1 — Требования к испытаниям и контролю приведены в ссылочных стандартах группы 7 (см. 1.2.7).
Примечание 2 — Классификация поверхностей трения при любом другом способе обработки должна быть основана на
результатах испытаний образцов поверхностей по процедуре, изложенной в ссылочных стандартах группы 7 (см. 1.2.7).
149
150.
Примечание 3 — Определения классов поверхностей трения приведены в ссылочных стандартах группы 7 (см. 1.2.7).Примечание 4 — При наличии окрашенной поверхности с течением времени может произойти потеря предварительного
натяжения.
1. Результаты численного моделирования шарнирной виброгасящей сейсмоизоляции
типа «гармошка» ( по изобретению УЗЕЛ СОЕДИНЕНИЯ КазГАСУ № 2382151 поворачивающее шарнирное
соединение колонны с ригелем ) и демпфирующих ограничителей перемещений ( по изобретению изобретение №
165076 «Опора сейсмостойкая» на фланцевых фрикционо-подвижных болтовых соединениях, для обеспечения
с сейсмоизолирущим скользящим поясом на основе модели
сухого трения.
2. Математическая модель и результаты свободных и
вынужденных колебаний системы «платформа - модель » от
действия мгновенного импульса и вибрационной нагрузки.
3. Результаты моделирования динамической задачи с
сейсмоизоляцией в виде шарнирных или демпфирующих опор при их
линейной и нелинейной работе.
4. Разработанные численные алгоритмы по расчѐту
многоэтажных каркасных зданий с учѐтом и без учѐта
сейсмоизоляции при различных воздействиях.
5. Решение задач по расчѐту сейсмоизолированных методом
сосредоточенных деформаций.
Область исследования соответствует - Строительная механика,
в частности:
- пункту «Общие принципы расчѐта сооружений и их элементов»;
- пункту «Численные методы расчѐта сооружений и их
элементов».
сейсмостойкости
150
151.
151152.
152153.
153154.
154155.
155156.
156157.
157158.
158159.
Метод микротоннелирования ремонт труб патенты изобретенияРОССИЙСКАЯ ФЕДЕРАЦИЯ
(19)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
RU
(11)
2 380 606
(13)
C2
(51) МПК
(12)
F16L 55/175 (2006.01)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: не действует (последнее изменение статуса: 19.11.2018)
Пошлина: учтена за 10 год с 19.11.2014 по 18.11.2015
(21)(22) Заявка: 2007125125/06, 18.11.2005
(24) Дата начала отсчета срока действия патента:
18.11.2005
(30) Конвенционный приоритет:;
03.12.2004 US 11/003,199
(72) Автор(ы):
РАЙС Брайан Л. (US)
(73) Патентообладатель(и):
ИЛЛИНОЙС ТУЛ ВОРКС ИНК. (US)
(43) Дата публикации заявки: 27.01.2009 Бюл. № 3
(45) Опубликовано: 27.01.2010 Бюл. № 3
(56) Список документов, цитированных в отчете о
поиске: RU 2108514 C1, 10.04.1998. FR
2851635 A1, 27.08.2004. RU 2156397 C1,
20.09.2000. EP 0178248 A2, 16.04.1986.
159
160.
АНДРЕЕВ Г.Я. и др. Производство иприменение стеклопластиковых труб. - М.:
ГОСИНТИ, 1962, с.25.
(85) Дата перевода заявки PCT на национальную
фазу:
03.07.2007
(86) Заявка PCT:
US 2005/042064 (18.11.2005)
(87) Публикация PCT:
WO 2006/060209 (08.06.2006)
Адрес для переписки:
129090, Москва, ул. Б.Спасская, 25, стр.3,
ООО "Юридическая фирма Городисский и
Партнеры", пат.пов. С.А.Дорофееву
(54) СПОСОБ РЕМОНТА УЧАСТКА ТРУБЫ, СПОСОБ РЕМОНТА ТРУБЫ, СПОСОБ РЕМОНТА ОБЪЕКТА,
СИСТЕМА ДЛЯ РЕМОНТА ТРУБЫ И ОТРЕМОНТИРОВАННАЯ ТРУБА (ВАРИАНТЫ)
(57) Реферат:
Изобретение относится к строительству трубопроводного транспорта и используется при
ремонте трубопроводов. Накладывают конструкцию из волокна, например углеродные волокна, на
подлежащий упрочнению участок трубы, наносят полимерный материал на поверхность
конструкции из волокна с тем, чтобы осуществить пропитывание конструкции из волокна при
обеспечении проникновения полимерного материала внутри конструкции из волокна к участку
трубы. До ввода полимерного материала вокруг конструкции из волокна устанавливают
компоненты внешней оболочки, например муфты, кожуха. Полимерный материал насыщает
армирующий материал - конструкцию из волокна и отверждается до получения упрочненного
полимерного композита. Позволяет восстановить номинальное давление в трубопроводе. 6 н. и 25
з.п. ф-лы, 1 табл., 14 ил.
Изобретение в общем относится к ремонту труб. Более конкретно, изобретение относится к
методикам эффективного ремонта трубы при помощи упрочненного волокном полимерного
материала.
В настоящее время системы труб присутствуют повсеместно. Системы труб можно обнаружить
в широком ассортименте коммунально-бытовых, коммерческих и промышленных сфер
применения. Например, системы труб можно использовать в системах распределения средств
обеспечения, производственных процессов, транспортирования химических/нефтехимических
продуктов, передачи энергии, водопроводных, обогревающих и охлаждающих, канализационных
системах, а также при извлечении отработанных реагентов/соединений, таких как выпуск
исчерпавшихся реагентов, загрязненной воды и тому подобного. В ходе эксплуатации системы
труб внутри установок и на более значительных расстояниях можно использовать для сбора,
распределения и транспортирования воды, водяного пара, химических продуктов,
нефтехимических продуктов, сырой нефти, природного газа и широкого ассортимента других
жидкостей, газов и элементов.
Системы труб, такие как трубопроводы, могут транспортировать средства обеспечения, энергию
и химические/нефтехимические элементы к клиентам в промышленности, на производственные
участки, на химические/нефтеперерабатывающие установки, к коммерческим структурам,
государственным учреждениям, потребителям и так далее. Неоспоримо то, что трубопроводы
(например, транспортные трубопроводы) сыграли выгодную роль в улучшении
160
161.
производительности при доставке ресурсов. Действительно, мировая экономика зависит отспособности трубопроводов транспортировать исходное сырье и продукты к широкому
ассортименту потребителей и конечных пользователей.
Пик сооружения трубопроводов (например, трубопроводов для газообразных и жидких
нефтехимических продуктов) наблюдался 30-40 лет назад, при этом большинство из данных
трубопроводов, в том числе множество сооруженных до второй мировой войны, все еще находятся
в эксплуатации. Вследствие их возраста сохранение целостности инфраструктур стареющих
трубопроводов требует больших затрат. Ежегодные затраты, относимые на счет смягчения
последствий коррозии трубопроводов и других неисправностей, потенциальных неисправностей и
аномалий трубопроводов, составляют миллиарды долларов. С точки зрения экономики
соображения по ремонту трубопроводов могут включать потребности в рабочей силе, материалах,
оборудовании, наличный капитал, экономическую доходность, межремонтный срок службы, время
простоя трубопровода и тому подобное. Как и предполагалось, экономика ремонта трубопровода
может оказывать значительное влияние на производительность трубопровода.
Неисправности и повреждение для трубы могут обуславливаться вредным действием
механического происхождения, коррозией, эрозией, повреждением покрытий, р азрушением
изоляции, неблагоприятными условиями эксплуатации, погодой и тому подобным. Внутренняя
эрозия, например, может иметь место вследствие течения содержимого через трубопровод. Такая
эрозия может быть усугублена действием центробежных сил, связанных с изменениями
направления линии тока. Что касается коррозии, то внешняя поверхность системы труб может
быть подвергнута воздействию коррозионно-активной почвы или наземных коррозионно-активных
сред, а внутренняя поверхность системы труб может быть подвергнута воздействию коррозионноактивного содержимого. Эрозия, коррозия и другое повреждение значительным образом могут
уменьшить толщину стенки трубы и, таким образом, уменьшить номинальное давление или
способность выдерживать воздействие давления для трубы или трубопровода. В соответствии с
этим эксплуатационный и обслуживающий персонал трубопроводных компаний (например,
газоперекачивающих компаний) может определить, нужно ли проводить ремонт для
неисправности или участка потенциальной неисправности, обнаруженных на трубопроводе, нужно
ли проводить замену секции трубы, или нужно ли отказаться от использования трубопровода.
При оценке решений по ремонту операторы трубопроводов и поставщики услуг обычно
принимают во внимание время простоя трубопровода, технические характеристики трубы, участок
трубы, подлежащий ремонту, условия залегания под землей, наземную окружающую среду,
содержимое системы труб или трубопровода, условия эксплуатации трубопровода и тому
подобное. Само собой разумеется, что операторы трубопроводов и поставщики услуг должны
принимать в расчет предписывающие ограничения, надлежащие промышленные стандарты,
рекомендации производителей и тому подобное. Кроме того, подход к обслуживанию, выбранный
в конечном счете, может включать ремонт для протечки или другой неисправности или
упреждающий ремонт участка трубы до неисправности (например, протечки, разрушения и тому
подобного) трубопровода. В заключение, в попытке сохранения целостности трубопровода при
одновременном учете аспектов затрат, окружающей среды, предписывающих ограничений и тому
подобного операторы трубопроводов и поставщики услуг обычно оценивают обслуживание,
замену и ремонт систем труб/трубопроводов исходя из доступных инженерных альтернатив и
экономического эффекта от данных альтернатив. В случае ремонта доступными являются
несколько технологий, методик применения и материалов.
Обычные технологии ремонта используют металлические муфты, которые располагают вокруг
секции трубы для упрочнения трубы. Для ремонта протечек и других неисправностей труб на
различных длинах и диаметрах системы труб можно устанавливать свариваемые муфты и
несвариваемые (механические) муфты. Кроме того, муфты могут обеспечить проведение
упреждающего ремонта для потенциальных неисправностей труб, упрочнение участков труб,
подвергшихся внутренней и внешней коррозии, улучшение номинального давления для системы
труб и тому подобное. В общем случае сложившиеся методики применения муфт либо с
использованием муфт, свариваемых по месту вокруг трубы, либо с использованием муф т,
161
162.
механически прикрепляемых к трубе без сварки, предлагают преимущества применения подходовк ремонту, известных в промышленности. При ремонте трубопроводов операторы, инженеры и
квалифицированные рабочие привыкли к работе со сварными фитингами для сварив аемых муфт, а
также с механическими приспособлениями и зажимами для несвариваемых муфт. К сожалению,
обучение персонала подходящим для использования методикам механических и сварных работ
слишком обширно для надлежащей установки муфт. Кроме того, ремонт тр убопроводов с
использованием несвариваемых и свариваемых муфт в результате может привести к охрупчиванию
и появлению остаточных напряжений в точке ремонта на трубопроводе.
В случае свариваемых муфт муфты можно сваривать вокруг подлежащей ремонту трубы,
заключая сегмент трубы, подлежащий упрочнению, в оболочку. Сопрягающиеся грани полумуфт
можно сваривать друг с другом, а торцы установленной муфты - приваривать к трубе для
обеспечения герметизации и прикрепления свариваемой муфты к трубе. Необходимо подчеркн уть,
что при установке свариваемой муфты можно использовать широкий ассортимент конфигураций
сварки, отличных от родового подхода, описанного выше. Затраты, связанные с ремонтами с
использованием сварки, в том числе с ремонтами с использованием свариваемых муфт (например,
в случае транспортных трубопроводов высокого давления), можно отнести к использованию
высококвалифицированных сварщиков, отключению и опорожнению трубопровода и отключению
связанных с трубопроводом производственных установок, химических/нефтехимических
процессов и тому подобного.
В общем случае с точки зрения эксплуатационных затрат желательно ремонтировать систему
труб при сохранении трубопровода в режиме эксплуатации, что, таким образом, уменьшает
дорогостоящее время простоя. Методики ремонта, которые избегают сварки или резки трубы,
например, могут сделать возможным сохранение трубопровода в режиме эксплуатации во время
проведения ремонта и, таким образом, могут позволить избежать затрат, связанных с временем
простоя трубопровода. Необходимо подчеркнуть то, что отключение трубопровода для проведения
ремонта потенциально может заставить отключить установки, расположенные на технологической
схеме до и после трубопровода, что в результате приведет к падению производства, падению
продаж, затратам на отключение и запуск и тому подобному.
Несвариваемые муфты относятся к решению данной проблемы, поскольку в общем случае они
не требуют проведения сварки или резки. Несвариваемые упрочняющие муфты механически
присоединяют к секции трубы, подлежащей ремонту. Другими словами, данные несвариваемые
муфты (также называемые механическими муфтами) можно размещать на трубе и прикреплять к
ней при помощи зажимов, болтов и тому подобного. К сожалению, использование несвариваемых
муфт может потребовать применения экзотических механических методик для надлежащей
фиксации номинального давления в трубе при ремонте, и, таким образом, может оказаться более
обременительным и сложным в сопоставлении с методиками сварки. В результате ремонт труб с
использованием несвариваемых муфт может оказаться более дорогостоящим в сопоставлении с
ремонтом с использованием свариваемых муфт. Однако ремонт с использованием несвариваемых
муфт может выгодным образом позволить избежать проведения сварки при осуществлении
ремонта по месту, таком как, например, на участках трубопровода и на участках проведения
химических/нефтехимических процессов. Кроме того, как указывалось, подходы без
использования сварки в общем случае делают возможной непрерывную эксплуатацию
трубопровода. С другой стороны, при определенных конфигурациях несвариваемых
(механических) муфт трубопровод может быть опорожнен в случае необходимости приложения к
трубе значительного механического усилия или вследствие действия других фактов во время
установки несвариваемой муфты.
К сожалению, специальный случай ремонта колен в системе труб, Т-образных соединений в
системе труб, отводов в системе труб и тому подобного является проблематичным в случае как
свариваемых, так и механических (несвариваемых) муфт вследствие трудности разме щения
жесткой металлической муфты вокруг искривленного отвода трубы, подлежащего ремонту. Кроме
того, жесткие металлические муфты могут оказаться неспособными обеспечить надлежащий
контакт на отводах трубопровода и, таким образом, неспособными упрочнить напряженные точки,
162
163.
которые обычно существуют на отводах трубопроводов. Кроме того, обеспечение надлежащегосоответствия радиусов кривизны внешней металлической муфты и колена или отвода
трубопровода может оказаться затруднительным. Во избежание возникновения данных проблем
при установке муфт на отводах трубопроводов на отводе (например, в полости аномалии) можно
разместить наплавной сварочный металл (вместо муфты), но такие ремонты с использованием
наплавного сварочного металла в общем случае пригодны только для ограниченных диапазонов
рабочих давлений и толщин стенок трубопровода.
Как можно видеть из приведенного выше описания, в случае свариваемых и несвариваемых
(механических) муфт существует множество проблем. В целом данные сложившиеся методики
использования упрочняющих муфт, либо свариваемых, либо несвариваемых, имеют тенденцию
вызывать большие затраты, требуют наличия высококвалифицированной рабочей силы, в
результате приводят к увеличению напряжений в трубах и увеличивают потребность в прерывании
эксплуатации трубопровода. Существует потребность в улучшенных методиках ремонта труб.
В ответ на проблемы и трудности, связанные с обычно используемыми подходами с
применением свариваемых и несвариваемых муфт при ремонте как прямой трубы, так и отводов
труб, появились новые технологии, которые включают нанесение покрытий и использование
высокопрочных пластиков, пластиков, упрочненных волокном, композитных материалов и тому
подобного. Такие ремонты с использованием полимеров могут позволить уменьшить затраты и
обеспечить получение меньших охрупчивания и остаточных напряжений в сопоставлении с
традиционными свариваемыми и механическими муфтами. Кроме того, в общем случае
полимерные композиты, например, не окисляются и, следовательно, могут предотвратить
дальнейшую внешнюю коррозию подвергнутого обработке участка трубопровода. Кроме того,
благодаря возрастанию применения систем для ремонта с использованием композитов, в
особенности в промышленности перекачивания нефти и газа. Американское общество инженеров механиков (ASME) в настоящее время разрабатывает стандарты для неметаллической технологии
оборачивания, включая разработку нового стандарта для ремонта после сооружения конструкции.
В настоящее время проект нового стандарта ASME указывает на то, что необходимо прои звести
измерение и оценку для свойств нескольких материалов в системе для ремонта.
Необходимо отметить, что смола сама по себе (без упрочняющих материалов) обычно не
обеспечивает достижения надлежащей прочности при ремонте труб, в особенности при ремонте
трубопроводов среднего и высокого давления. В соответствии с этим, в общем случае системы для
ремонта с использованием полимеров в своей основе имеют матричную композитную ткань с
эпоксидными материалами и другими смолами, образующую монолитную конструкцию вокруг
поврежденной трубы. В общем случае для получения конструкции из композитного материала
вокруг поврежденной части трубы можно использовать широкий ассортимент волокон, полимеров,
смол, форполимеров, клеев и других элементов. В частности, системы для ремонта с
использованием композитов обычно применяют стекловолокно и демонстрируют потенциал по
уменьшению затрат на ремонт коррелированных труб благодаря возможности избежать
использования дорогостоящих механических муфт, сварки и времени простоя.
Однако, как будет показано далее, проведение ремонтов с использованием данных композитов
имеет тенденцию приводить к большим затратам труда. Например, каждый слой волокна
смачивают пропитывающей смолой до оборачивания волокна вокруг трубы. Несколько слоев
волокна и смолы (также называемой в настоящем документе полимером) методично накладывают
вручную при наложении одного слоя за раз, при этом волокна подвергают медленному и
тщательному предварительному смачиванию смолой до наложения каждого слоя волокна.
Например, волокно (например, ленту из волокна) можно протягивать через ванну полимера
(например, эпоксидной смолы) во время обременительного наложения волокна на трубу. Такие
трудоемкие манипуляции и установка на открытом воздухе создают проблемы для окружающей
среды и для операции нанесения, увеличивают потребность в манипуляциях с химическими
продуктами на основе смол и растворителями, увеличивают время работ и так далее.
В дополнение к этому, как должны понимать специалисты в соответствующей области техники,
рабочий должен знать период жизнеспособности смолы (то есть время схватывания смолы в
163
164.
минутах или часах), где вязкость смолы значительно увеличивается, когда периоджизнеспособности истекает, что делает затруднительным надлежащее нанесение смолы на волокно
и эффективные формование и получение композита на основе полимерной смолы. Период
жизнеспособности смолы не следует путать со временем отверждения смолы, которое
представляет собой время, в течение которого смола образует сшитый термореактопласт, что
обычно происходит на день или несколько дней позже. Период жизнеспособности (и
соответствующее увеличение вязкости) у таких систем смол обычно может составлять только
несколько минут. Несомненно, что установка, не завершенная до истечения периода
жизнеспособности смолы, в результате может привести к получению дефектной конструкции из
композита, охватывающей трубу и аномалию трубы.
В общем случае существует внутреннее противоречие между методикой медленного и
обременительного предварительного смачивания и наложения волокна слой за слоем и
относительно быстрым образованием вязкой структуры смолы вследствие истечения периода
жизнеспособности смолы и сопутствующего увеличения вязкости. Таким образом, при ремонте
труб с использованием композитов для множества систем, включающих волокно и смолу, трудно
проводить формование и придание формы надлежащей конструкции из композита, которая
покрывает трубу и аномалию трубы.
Для решения указанных проблем заявителем был создан способ ремонта участка трубы,
согласно которому накладывают конструкцию из сухого волокна на участок трубы, подлежащий
ремонту, и наносят полимерный материал на незащищенную поверхность конструкции из волокна
на трубе с тем, чтобы осуществить пропитывание конструкции из волокна при обеспечении
проникновения полимерного материала вокруг волокон внутри конструкции из волокон к участку
трубы.
Предпочтительно, конструкция из волокна содержит углеродные волокна, а полимерный
материал содержит эпоксидную систему.
Предпочтительно, полимерный материал содержит систему термоотверждающейся смолы.
Решаются упомянутые проблемы и за счет создания способа ремонта объекта, согласно
которому накладывают более чем один слой конструкции из волокна на поверхность объекта,
устанавливают элемент оболочки вблизи конструкции из волокна, размещают полимерный
материал между элементом оболочки и конструкцией из волокна, чтобы по существу пропитать
конструкцию из волокна, посредством обеспечения проникновение полимерного материала через
более чем один слой конструкции и вокруг волокон внутри конструкции из волокна на объекте,
чтобы достичь поверхность объекта, и осуществляют отверждение полимерного материала с
образованием композита из конструкции из волокна и полимерного материала на поверхности
объекта.
Предпочтительно, объект представляет собой емкость, трубу, сопло или любую их комбинацию.
Предпочтительно, элемент оболочки вместе с участком объекта, имеющим конструкцию из
волокна, образует полость.
Предпочтительно, по существу герметизируют элемент оболочки на объекте.
Предпочтительно, элемент оболочки представляет собой кожух, причем при размещении
полимерного материала наливают полимерный материал внутрь кожуха через отверстие,
расположенное на кожухе.
Предпочтительно, конструкция из волокна является самосмачивающейся.
Предпочтительно, пропитывание конструкции из волокна обеспечивают за счет свойств
конструкции из волокна и полимерного материала без приложения внешнего давления.
Предпочтительно, полимерный материал проходит через конструкцию из волокна к
поверхности объекта под действием силы тяжести или капиллярных сил или их комбинированного
воздействия.
Предпочтительно, при наложении более чем одного слоя конструкции из волокна оборачивают
конструкцию из волокна вокруг внешней поверхности объекта, чтобы по существу покрыть
поверхность, подлежащую упрочнению.
164
165.
Предпочтительно, конструкцию из волокна пропитывают полимерным материалом после или вовремя наложения конструкции из волокна на объект.
Указанные проблемы решаются также за счет создания способа ремонта трубы, согласно
которому накладывают материал сухого волокна вокруг повреждения на участке трубы, по
существу покрывая повреждение материалом сухого волокна, устанавливают элемент оболочки
вкруг участка трубы, имеющего повреждение и материала сухого волокна, наливают жидкий
полимерный материал внутрь элемента оболочки, чтобы по существу пропитать материал сухого
волокна, при этом жидкий полимерный материал проходит вокруг материала сухих волокон,
чтобы достичь повреждения, и обеспечивают отверждение жидкого полимерного материала до
получения поверх повреждения на участке трубы композита, осуществляющего ремонт.
Предпочтительно, при обеспечении отверждения жидкого полимерного материала получают
упрочненный полимерный композит и увеличивают номинальное значение давления или
предельные параметры рабочего давления для трубы.
Предпочтительно, при наложении материала сухого волокна оборачивают ленту из сухого
волокна поверх повреждения на участке трубы.
Предпочтительно, повреждение представляет собой полость на внешней поверхности участка
трубы.
Предпочтительно, перед наложением материала сухого волокна повреждение предварительно
обрабатывают.
Предпочтительно, при предварительной обработке повреждение шлифуют, пескоструят,
очищают или размещают в повреждении материал наполнителя или осуществляют любую
комбинацию этих операций.
Предпочтительно, используют элемент оболочки, представляющий собой внешнюю трубу,
которая образует кольцевое пространство между элементом оболочки и участком трубы,
подлежащим ремонту, при этом по существу пропитывают сухой материал волокон жидким
полимерным материалом без приложения давления к полимерному материалу.
Предпочтительно, жидкий полимерный материал представляет собой эпоксидную смолу,
содержащую твердые частицы.
Указанные проблемы решаются, кроме того, за счет создания отремонтированной трубы,
содержащей композит, осуществляющий ремонт и размещенный на поверхности трубы, причем
композит, осуществляющий ремонт, содержит конструкцию из волокна, составляющую 40 -80% по
объему композита, осуществляющего ремонт, и полимерный материал в отвержденном состоянии,
расположенный вокруг волокон конструкции из волокна, чтобы достичь поверхности трубы, при
этом конструкция из волокна наложена сухой, без полимерного материала, на поверхность трубы,
а полимерный материал наложен так, чтобы по существу пропитать конструкцию из волокна на
трубе и чтобы достичь поверхность трубы через конструкцию из волокна после того, как
конструкция из волокна была наложена на поверхность трубы.
Предпочтительно, композиция из волокна нанесена более чем одним слоем.
Указанные проблемы решаются дополнительно за счет создания отремонтированной трубы,
содержащей самосмачивающуюся конструкцию из волокна, размещенную на внешней
поверхности трубы, элемент внешней оболочки, установленный вокруг участка труб ы с
конструкцией из волокна, и отвержденный полимерный материал, размещенный внутри элемента
оболочки и вокруг волокон внутри конструкции из волокна, чтобы пропитать самосмачивающуюся
конструкцию из волокна и достичь через самосмачивающуюся конструкцию из волокна наружной
поверхности трубы.
Указанные проблемы решаются, помимо прочего, и за счет создания системы для ремонта
трубы, содержащей конструкцию из сухого волокна, выполненную с возможностью оборачивания
вокруг трубы и размещения полимерного материала после установки сухого волокна на трубе,
контейнер, выполненный с возможностью охвата участка трубы, с конструкцией из сухого
волокна, и текучий полимерный материал с составом, обеспечивающим наливание внутрь
контейнера для проникновения вокруг волокон внутри конструкции из сухого волокна к участку
165
166.
трубы и образование композита на участке трубы с волокнами внутри конструкции из волокна научастке трубы.
Предпочтительно, период жизнеспособности у текучего полимерного материала находится в
диапазоне от 20 минут до 200 минут.
Предпочтительно, система содержит уплотняющие элементы, выполненные с возможностью по
существу герметизации контейнера с трубой и сухим волокном, причем между контейнером и
трубой образуется полость для размещения текучего полимерного материала.
Предпочтительно, уплотняющие элементы содержат гибкий элемент.
Предпочтительно, сухое волокно представляет собой мат из волокон, и предел прочности при
растяжении у сухого волокна находится в диапазоне 24500-56000 кг/см2 .
Предпочтительно, текучий полимерный материал представляет собой эпоксидную систему,
систему сложного полиэфира, систему винилового сложного эфира, уретановую систему или
метакрилатную систему или любую их комбинацию.
Предпочтительно, текучий полимерный материал содержит твердые частицы.
Вышеупомянутые и другие преимущества и признаки изобретения станут более понятны после
прочтения следующего далее подробного описания со ссылкой на чертежи, на которых:
Фиг.1 - блок-схема примера способа ремонта трубы в соответствии с примером вариан та
реализации настоящего изобретения.
Фиг.2 - вид в перспективе для ремонтируемой трубы, который иллюстрирует мат из сухого
волокна, накладываемый на трубу в соответствии с примером варианта реализации настоящего
изобретения;
Фиг.3 - вид в перспективе для трубы с Фиг.1, изображающий мат из сухого волокна, обернутый
вокруг трубы и прикрепленный к ней в соответствии с примером варианта реализации настоящего
изобретения;
Фиг.4 - вид в перспективе для трубы с Фиг.2, имеющей уплотнения, установленные на трубе в
соответствии с примером варианта реализации настоящего изобретения;
Фиг.5 - вид в перспективе с пространственным разделением деталей для трубы с Фиг.3,
иллюстрирующий внешний элемент (например, кожух), вмещающий смолу и имеющий две
половины;
Фиг.6 - вид в перспективе для трубы с Фиг.4, имеющей внешний элемент, установленный
вокруг трубы и сопрягающийся с уплотнениями в соответствии с примером варианта реализации
настоящего изобретения;
Фиг.7 - вид в поперечном сечении для трубы с Фиг.5 по линии 6-6 в соответствии с примером
варианта реализации настоящего изобретения;
Фиг.8 - вид в перспективе для системы для ремонта труб, примененной для колена или отвода
системы труб в соответствии с примером варианта реализации настоящего изобретения;
Фиг.9 - вид с пространственным разделением деталей для участка трубы 5, более подробно
иллюстрирующий пример соединения двух половин внешнего элемента в соответствии с примером
варианта реализации настоящего изобретения;
Фиг.10 - вид в перспективе для участка трубы, имеющий альтернативный внешний элемент и
альтернативное соединение, расположенное на внешнем элементе в соответствии с примером
варианта реализации настоящего изобретения;
Фиг.10А - детальное изображение фрагмента Фиг.10;
Фиг.11 и 12 - альтернативные виды в поперечном сечении, сделанном по линии сечения А-А на
Фиг.5, демонстрирующие детали одного конца трубы, имеющей обжимной зажим для крепления
внешнего элемента вокруг отремонтированной трубы в соответствии с примерами вариантов
реализации настоящего изобретения;
Фиг.13 - вид в перспективе для примера крепежной детали (вместо обжимного зажима),
предназначенной для крепления внешнего элемента вокруг отремонтированной трубы, при этом
внешний элемент используют для вмещения смолы в соответствии с примером варианта
реализации настоящего изобретения; и
166
167.
Фиг.14 - график зависимости вязкости полимера от времени представляет собой индикаторпериода жизнеспособности для полимерного материала в соответствии с примером варианта
реализации настоящего изобретения.
Далее будут описаны примеры реализации настоящего изобретения. В попытке получения
лаконичного описания данных вариантов реализации в описании изобретения описываются не все
признаки фактического воплощения. Необходимо понимать, что при разработке любого такого
фактического воплощения, как и в любом инженерном или опытно-конструкторском проекте,
необходимо будет реализовать множество решений, определяемых конкретным воплощением, для
того, чтобы добиться достижения конкретных целей разработчиков, таких как обеспечение
соответствия ограничениям, связанным с системой и с деловой деятельностью, которые могут
варьироваться при переходе от одного воплощения к другому. Кроме того, необходимо понимать
то, что такие усилия по разработке могли бы оказаться сложными и отнимающими много времени,
но, тем не менее, стали бы рутинным действием при проектировании, изготовлении и
производстве для специалистов в соответствующей области техники, воспользовавшихся
преимуществами данного описания.
Для облегчения обсуждения настоящих методик написанное описание изобретения предлагается
с разделением по разделам. В разделе I обсуждаются части примера системы для ремонта труб. В
разделе II обсуждаются аномалии труб и методики обследования трубопроводов. В разделе III
обсуждаются свойства примеров упрочняющих материалов. В заключение, в разделе IV
обсуждаются примеры полимерных материалов, которые могут быть использованы в системах для
ремонта труб.
I. Система для ремонта труб
Настоящие методики обеспечивают проведение эффективного ремонта для труб в р езультате
получения на трубе упрочненного полимерного композита при одновременном предотвращении
проведения обычного обширного объема манипуляций с материалами для ремонта, связанными с
ремонтом с использованием композита. Первоначально выявляют секцию трубы, подлежащую
ремонту. Для осуществления ремонта на поверхность секции трубы, подлежащей ремонту, можно
наложить упрочняющий материал (например, конструкцию из волокна). В определенных
вариантах реализации упрочняющий материал оборачивают вокруг трубы, но его можно
накладывать и в других формах, таких как заплата. Упрочняющий материал накладывают в сухом
состоянии во избежание возникновения проблем, связанных с проведением манипуляций с
влажными материалами (например, с волокном, насыщенным полимером). Пос ле этого на
упрочняющий материал на трубе можно наносить полимерный материал. Например, его можно
нанести кистью, или после закрепления упрочняющего материала на трубе может быть установлен
элемент внешней оболочки (например, муфта, кожух, корпус, стенка, внешняя труба и тому
подобное), примыкающий к упрочняющему материалу или охватывающий его. В последнем
случае между элементом оболочки и упрочняющим материалом размещают полимерный материал,
предшественник полимера и/или форполимер и тому подобное. Необходимо подчеркнуть, что
термин «полимерный материал», использованный в настоящем документе, в широком смысле
предполагает включение широкого ассортимента полимеров, форполимеров, смол, отвердителей,
пластиков, составленных смесей и тому подобного.
В определенных конфигурациях внутрь элемента оболочки поверх упрочняющего материала
наливают текучий или полутекучий полимерный материал. Полимерный материал проникает в
упрочняющую конструкцию до тех пор пока ни увеличится значительно вязкость полимерного
материала. Свойства упрочняющего и полимерного материалов можно выбирать таким образом,
чтобы полимерный материал проникал бы в упрочняющую конструкцию или насыщал бы ее в
результате действия силы тяжести, проявления капиллярных сил, воздействия внешнего давления
и тому подобного. В заключение, полимерному материалу можно дать возможность отвердиться
или полимеризоваться с образованием упрочненного полимерного композита, который
обеспечивает ремонт трубы и восстанавливает способность выдерживать воздействие рабочего
давления для трубы или трубопровода.
А. Выявление аномалии трубы и наложение на трубу конструкции из сухого волокна
167
168.
Если обратиться к чертежам, то можно сказать, что Фиг.1-7 изображают пример воплощениясистемы 10 для ремонта труб, которую можно использовать для ремонта и/или упрочнения трубы,
увеличения толщины стенки трубы, восстановления или увеличения номинального давления или
способности выдерживать воздействие давления для трубы, ремонта емкости или другого
оборудования и тому подобного. Фиг.1 представляет собой блок-схему 1 способа,
предназначенного для ремонта трубы, и на нее будут ссылаться в ходе обсуждения примеров
методик, изображенных на Фиг.2-7. Первоначально аномалию можно обнаружить на внутренней
или внешней поверхности трубы, и, таким образом, будет выявлен участок или часть трубы,
подлежащая ремонту, как указывается в графе 2. После выявления и анализа аномалии (и до
наложения упрочняющего материала, такого как конструкция из сухого волокна) аномалию можно
подвергнуть предварительной обработке каким-либо способом, таким как очистка аномалии,
шлифование или пескоструйная зачистка или зачистка шкуркой, размещение материала
наполнителя в аномалии и тому подобное. После проведения или без проведения предварительной
обработки аномалии на аномалию в трубе можно будет накладывать или вокруг нее оборачивать
конструкцию из сухого волокна (например, ленту или заплату из сухого волокна) без
пропитывания полимером (графа 3). Конструкцию из сухого волокна можно закреплять на каждом
конце, например, при помощи стандартных клеев или ленты.
В показанном на Фиг.2 и 3 варианте реализации конструкцию 12 из сухого волокна (например,
ленту, мат, ткань из сухого волокна и тому подобное) накладывают на трубу 14, имеющую
неисправность или аномалию 16. Труба 14 может представлять собой участок или часть
трубопровода 30 (например, трубопровода для перекачивания газа или жидкости) и может быть
изготовлена из широкого ассортимента металлических и/или неметаллических материалов, таких
как цемент, пластики и тому подобное. Примеры металлов для труб могут включать сталь,
углеродистую сталь, нержавеющую сталь, медь, латунь и более экзотические металлы, такие как
сплавы никеля и другие металлические сплавы, и тому подобное. Примеры полимерных
материалов для труб включают полипропилен, полиэтилен, другие термопласты,
термореактопласты, полимеры, упрочненные наполнителем, пластик, упрочненный
стекловолокном, и тому подобное. Труба 14 также может включать внутренние и внешние
покрытия (на иллюстрации не показаны) для предотвращения коррозии, подавления воздействия
солнечного света, защиты от химического воздействия и тому подобного. Наконец, как
отмечалось, толщину 26 стенки трубы 14 можно определить удовлетворяющей заданному
номинальному давлению для трубы 14 и системы труб (например, трубопровода 30).
В данном примере конструкцию 12 из сухого волокна первоначально можно прикрепить к трубе
14 при помощи адгезивного элемента 18, такого как ранее упомянутые обычные клей или лента.
Например, после закрепления одного конца конструкции 12 из сухого волокна один или несколько
слоев конструкции 12 из сухого волокна можно обернуть вокруг трубы 14 для начала ремонта
неисправности или аномалии 16 и/или восстановления части или всей величины номинального
давления или способности выдерживать воздействие давления для трубы 14. В общем случае
конструкция 12 из сухого волокна покрывает внешнюю поверхность 22 участка трубы 14,
подлежащего ремонту. Необходимо подчеркнуть, что вместо оборачивания вокруг трубы
конструкцию 12 из сухого волокна можно накладывать как заплату или иначе. Кроме того,
конструкцию 12 из сухого волокна и систему 10 для ремонта можно накладывать на оборудование,
отличное от системы труб, такое как емкости, сопла емкостей, машины, резервуары, насосы,
реакторы и тому подобное. В случае трубы 14, труба 14 обычно имеет цилиндрическую стенку 20,
имеющую внешнюю поверхность 22 и внутреннюю поверхность 24. Переменные, принимаемые во
внимание при выборе конструкции 12 из сухого волокна для восстановления или сохранения
заданного номинального давления трубы 14, включают толщину 26 стенки, внутренний диаметр
28, материалы конструкции трубы 14 и другие факторы.
Для упрочнения или ремонта трубы 14 настоящие методики предлагают по существу
самоформирующийся композит из конструкции 12 из сухого волокна и полимера на внешней
поверхности 22 трубы 14. Как обсуждается подробно далее, свойства конструкции 12 из сухого
волокна и полимера можно задать такими, что укладка вручную или мокрая укладка не
168
169.
потребуются, поскольку полимер, обтекая волокна внутри конструкции 12 из сухого волокна,будет проходить до внешней поверхности трубы 14. Таким образом, полимер можно наносить
поверх конструкции из волокна без необходимости в предварительном смачивании волокон или
слоев конструкции из волокна. Опять-таки, преимущественно можно исключить проведение
обременительных манипуляций с волокном, с которого капает.
В. Установка уплотнений и элемента внешней оболочки на трубе
Если теперь обратиться к способу 1, изображенному на Фиг.1, и к ремонту трубы,
изображенному на Фиг.4-6, то можно сказать, что на участках трубы 14, таких как до и после
обернутой и закрепленной конструкции 12 из сухого волокна, можно установить уплотнения или
торцевые уплотнения 32, такие как гибкие резиновые прокладки, металлические элементы и
другие элементы (графа 4). До или после установки уплотнений 32 вокруг участка трубы 14 с
конструкцией 12 из сухого волокна можно расположить элемент 36 оболочки, такой как муфта,
кожух, корпус, контейнер и тому подобное. Элемент 36 оболочки сопрягается с уплот нениями 32 с
образованием по существу герметизируемой полости между внутренней поверхностью элемента
36 оболочки и внешней поверхностью трубы 14 и конструкции 12 из волокна (графа 5). Кроме
того, элемент 36 оболочки можно прикрепить к трубе 14, например, в результате установки на
каждом конце элемента оболочки в продольном направлении простого обжимного зажима или
более сложной крепежной детали (графа 5). Такие зажимные приспособления на элементе 36
оболочки также могут упростить сжатие уплотнений 32 и, таким образом, улучшить целостность
уплотнений 32.
Примеры вариантов реализации Фиг.4, 5 и 6 изображают уплотнения 32, расположенные в
примере системы 10 для ремонта труб около каждого конца участка трубы 14, подлежащего
ремонту. В данном варианте реализации примеры уплотнений 32 (например, резиновые прокладки)
характеризуются наличием гибкости, так что их можно оборачивать вокруг трубы 14 и располагать
в продольном направлении вдоль трубы 14 снаружи витков конструкции 12 из сухого волокна.
Опять-таки, назначение уплотнений 32 заключается в упрощении образования по существу
герметизируемой полости между участком трубы 14, который включает конструкцию 12 из сухого
волокна, и внутренней поверхностью элемента 36 внешней оболочки. Полость может вмещать
полимерный материал, который проходит через конструкцию 12 из сухого волокна до внешней
поверхности 22 трубы 14, в конечном счете, отверждаясь, обеспечивает ремонт трубы 14 с
использованием композита. Необходимо подчеркнуть, что в настоящих методиках могут быть
использованы и конфигурации уплотнения, отличные от примеров уплотнений 32. Например,
торцы между трубой 14 и элементом оболочки 36 может закупоривать пеноматериал. С другой
стороны, в работающих под давлением системах с элементом 36 оболочки могут быть
использованы, например, более сложные уплотнения, такие как механические уплотнения и тому
подобное.
Пример элемента 36 оболочки, имеющего две половины 36А и 36В, показан на Фиг.4. Половины
36А и 36В включают торцевые поверхности 34А и 34В, которые при сопряжении образуют
оболочку для участка трубы 14 и конструкции 12 из сухого волокна. Элемент 36 оболочки можно
изготовить из тонкого металла (например, листового металла с толщиной 1/8''), трубы (например,
стандартной трубы из углеродистой стали), пластика, ткани и тому подобного. Элемент 36
оболочки устанавливают вокруг конструкции 12 из сухого волокна трубы 14. В
проиллюстрированном варианте реализации две половины 36А и 36В элемента 36 оболочки
соединяются на торцевых поверхностях 34А и 34В элемента 36 оболочки. Крепежный элемент 37,
который скрепляет две половины 36А и 36В элемента оболочки на половинах торцевых
поверхностей 34А и 34В, может быть образован сваркой, болтами, зажимами, скобками, клеем и
тому подобным.
Кроме того, необходимо отметить то, что элемент 36 оболочки вместо этого может включать в
себя один элемент или более, чем два элемента, а также многообразие конфигураций.
Действительно, если потребуется размещение полимера 41, элементом 36 оболочки могут быть
ткань, предварительно смотанная металлическая лента, муфты из металла или пластика,
цилиндрические втулки, зажимы, полые сегменты и тому подобное.
169
170.
С. Нанесение смолы и создание условий для проникновения смолы в конструкцию из сухоговолокна
Если теперь обратиться к Фиг.1 и 6, то можно сказать, что во время ремонта полимер 41 можно
выливать внутрь элемента 36 оболочки через отверстия или наполнительные трубы, например,
добиваясь первоначального расположения полимера 41 поверх конструкции 12 из сухого волокна,
размещенной на трубе 14 (графа 6). Вязкость, период жизнеспособности и другие свойства
полимера можно определить такими, чтобы полимер проникал бы внутрь и в обход волокон в
результате действия силы тяжести, проявления капиллярных сил или воздействия давления (графа
7). В общем случае простое обеспечение проникание полимера в волокна под действием силы
тяжести и/или капиллярных сил может обеспечить простую установку по сравнению с
технологиями, при которых в элементе 36 оболочки создают повышенное давление для содействия
пропитыванию полимером конструкции 12 из сухого волокна. Однако, как уже указывалось, может
быть приложено и дополнительное давление, такое как при использовании внешнего
перекачивающего механизма (не показан) или в результате вдавливания или вжатия гибкого
кожуха (например, ткани, пластика и тому подобного) в полимер и тому подобное. В конечном
счете, полимер отверждается с образованием композита или матрицы из полимера и волокна,
обеспечивающих ремонт аномалии, улучшение целостности системы труб и/или восстановление
способности выдерживать воздействие рабочего давления для системы труб (графа 8).
При внесении полимера 41 в элемент 36 оболочки отверстия 38 и 40 в элементе 36 оболочки,
проиллюстрированном на Фиг.6, могут обеспечить прием полимера и/или вытеснение воздуха.
Например, полимерный материал или полимер 41 можно выливать в отверстие 38 в то время, как
воздух в полости внутри элемента 36 оболочки будет выходить через отверстие 40 по мере того,
как воздух в полости будет вытесняться поступающим полимером 41. В альтернативном в арианте
для добавления полимера 41 вместо двух отверстий могут быть использованы одно отверстие в
элементе 36 оболочки или более чем два отверстия в элементе 36 оболочки. Кроме того, для
добавления полимера 41 внутрь элемента 36 оболочки можно использовать герметизируемые
отверстия в других частях системы 10 для ремонта, таких как в уплотнениях 32.
Отверстия 38 и 40 могут включать фитинги 42 и 44 или другие соединительные элементы с
конфигурацией, позволяющей принимать трубы 46 и 48, которые облегчают запол нение
полимером 41 и/или вытеснение воздуха. В проиллюстрированном варианте реализации Фиг.6
полимер 41 вливают в отверстие 38 через наполнительную трубу 46, как это показано стрелкой 60.
Воздух вытесняется изнутри элемента 36 оболочки из отверстия 40 через трубу 48, как это
показано стрелкой 62.
Необходимо понимать то, что использование элемента 36 оболочки представляет собой просто
один пример того, как полимер 41 можно наносить на конструкцию 12 из сухого волокна на трубе
14. Другие альтернативы включают нанесение смолы на конструкцию 12 из сухого волокна при
использовании, например, кисти после того, как конструкцию 12 из сухого волокна разместят на
трубе 12. Поскольку данная альтернатива не предусматривает наличие оболочки для смолы, она
обеспечивает проведение менее дорогостоящего ремонта, поскольку элемент 36 оболочки не
используют.
D. Примеры слоев при ремонте труб
Примеры слоев в системе 10 для ремонта труб изображены на Фиг.7 - виде в поперечном
сечении для системы 10 для ремонта труб, сделанном по линии сечения 7-7 на Фиг.6. В центре
поперечного сечения находится труба 14, имеющая внутреннюю поверхность 24. После
завершения формирования системы 10 для ремонта труб конструкция 12 из первоначально сухого
волокна, расположенная на трубе 14, по существу становится насыщенной теперь уже
отвержденным полимером 41. Кроме того, отвержденный полимер 41 также располагается и
поверх конструкции 12 из сухого волокна в элементе 36 оболочки. Полимер 41 и конструкция 12
из волокна совместно образуют матрицу или композит на трубе 14 и внутри элемента 36 оболочки.
Элемент 36 оболочки можно оставить установленным или можно удалить в зависимости от
конкретной сферы применения. Для удаления элемента 36 оболочки его можно разрезать,
крепежные элементы 37 удалить и так далее. Необходимо отметить, что, если элемент 36 оболочки
170
171.
36 останется, то тогда обычно он будет составлять внешний элемент системы 10 для ремонта. Вданном случае внешняя поверхность 54 элемента 36 оболочки представляет собой внешнюю
поверхность системы 10 для ремонта труб. Однако опять-таки элемента 36 оболочки можно
удалить.
Е. Ремонт колен труб и отводов труб
В заключение, необходимо отметить то, что систему 10 для ремонта труб, изображенную на
Фиг.8, можно преимущественно применить для колена 142 трубы 144. Опять-таки, как и в случае
трубы 14 с предшествующих фигур, труба 144 (и колено 142) может включать в себя участок
трубопровода 30 и внешнюю поверхность 148 и внутреннюю поверхность 150. Однако, как должен
понимать специалист в соответствующей области техники, изменение направления колена 142
трубы 144 приводит к возникновению дополнительных проблем при ремонте. Тем не менее,
настоящие методики применяются для ремонта колен труб 142, других отводов труб и других
объектов неправильной формы, нуждающихся в ремонте.
Элемент 146 оболочки, изображенный в данном альтернативном варианте реализации, может
иметь отверстия 152 и 154 для вливания смолы внутрь элемента 146 оболочки, а также для
вытеснения воздуха изнутри элемента 146 оболочки. Кроме того, как обсужда лось ранее, элемент
146 оболочки может включать фитинги 156 и 158 на отверстиях 152 и 154, а также
наполнительные трубы и/или воздушные трубы 160 и 162. В заключение, хотя это на иллюстрации
и не показано, система 10 для ремонта труб, изображенная на Фиг.8, в общем случае будет
включать конструкцию 12 из волокна и полимер 41, образующие композит поверх аномалии на
колене 142 трубы, например, под элементом 146 оболочки.
F. Конфигурации и крепежные детали элемента оболочки
Фиг.9 и 10 иллюстрируют примеры того, как элемент 36 оболочки можно закрепить в системе
10 для ремонта труб. На Фиг.9 элемент 36 оболочки может представлять собой тонкий материал,
такой как листовой металл или пластик и тому подобное, имеющий фланцы 80, которые
сопрягаются для сведения двух половин 36А и 36В друг с другом. Фланцы 80 имеют отверстия 82
с конфигурацией, позволяющей размещать болты 84, которые сопрягаются с гайками 86. Для
улучшения уплотнения между двумя половинами 36А и 36В элемента 36 оболочки при желании
может быть использован уплотняющий материал 88, имеющий отверстия 90. Необходимо
подчеркнуть, элемент 36 оболочки может и не включать двух отдельных половин, но вместо этого
может включать единую конструкцию, имеющую на одной стороне, например, шарнир и
ограниченную на другой стороне фланцем.
Как показано на Фиг.10, элемент 36 оболочки может представлять собой единый элемент или
широкую полосу материала. Элемент 36 оболочки может представлять собой гибкий или
полугибкий материал, такой как листовой металл, листовой пластик, рулон ткани и тому подобное.
Для заключения части трубы 14, подлежащей ремонту, в оболочку гибкую полосу элемента 36
оболочки оборачивают вокруг трубы 14. Край 100 полосы элемента 36 оболочки перекрывается с
другим концом элемента 36 оболочки. Для того чтобы лучше проиллюстрировать детали
уплотнения при перекрывании полосы элемента 36 оболочки, Фиг.10А изображает вид с
пространственным разделением деталей для системы 10 для ремонта труб, демонстрирующий край
полосы 100 элемента 36 оболочки. Для завершения установки элемента 36 оболочки полосу
элемента 36 оболочки, обернутую вокруг части трубы 14 с конструкцией 12 из сухого волокна,
может закрепить обжимной зажим 68 или другой элемент. Дополнительно закреплять и
герметизировать край полосы 100 элемента 36 оболочки в системе 10 для ремонта труб при
желании могут уплотняющий материал 102 или полимер 41.
Если обратиться к Фиг.11 и 12, то поперечное сечение, сделанное по линии сечения А -А на
конце системы 10 для ремонта труб на Фиг.10, изображает примеры альтернатив для стабилизации
элемента 36 оболочки. На Фиг.11, например, обжимной зажим 68 оборачивают вокруг конца
элемента 36 оболочки для его закрепления в системе 10. Кроме того, зажим 68 также может
сжимать уплотнения 32, уменьшая потенциал утечки полимерного материала 41 из элемента 36
оболочки. На проиллюстрированном варианте реализации Фиг.11 обжимной зажим 68 имеет
171
172.
обычный винт 70 для затягивания зажима 68 вокруг элемента 36 оболочки. Кроме того, прижелании поверхность 72 на уплотнении 32 может облегчать герметизацию полости полимера 41.
Подобным же образом. Фиг.12 изображает систему 10 для ремонта труб, имеющую признаки,
подобные признакам Фиг.11, однако, при наличии закраины 112, образованной на конце гибкого
элемента 36 оболочки. Такая закраина 112, например, может облегчать установку и
позиционирование элемента 36 оболочки, а также улучшать целостность уплотнения 32, по
существу предотвращая утечку полимера 41 из системы 10 для ремонта труб. Кроме того,
формирование такой закраины 112 в случае элемента 36 тонкой оболочки (например, листового
металла) может быть относительно несложным.
Альтернативный пример крепежной детали 120, предназначенной для крепежа элемента 36
оболочки вокруг трубы 14, изображен на Фиг.13. Пример крепежной детали 120 можно
использовать для различных типов элементов 36 оболочки. Например, крепежную деталь 120
можно использовать вместо обжимного зажима 68 для закрепления гибкого элемента 36 оболочки.
С другой стороны, крепежную деталь 120 можно использовать для закрепления в системе 10 д ля
ремонта элемента 36 оболочки, относящегося к типу более жесткой и/или толстой трубы. Кроме
того, крепежный элемент 120 может быть встроенным в элемент 36 оболочки или быть его частью,
а не быть независимым элементом.
Элементы крепежной детали 120 могут включать два элемента, например, имеющие внешнюю
поверхность 122. На одном из элементов крепежной детали 120 можно предусмотреть отверстие
124 и приемник 126 для размещения винта или болта 132. В данном варианте реализации винт 132
может входить в приемник 126 через внутреннюю трубу 128 через отверстие 124, и при этом
резьбовую часть болта 132 принимает полость с охватывающей резьбой 130 в другом элементе
крепежной детали 120.
Необходимо подчеркнуть, что для закрепления элемента 36 оболочки в системе 10 для ремонта
труб может быть использован широкий ассортимент крепежных элементов, таких как обжимной
зажим 68, крепежный элемент 120, сварные элементы, клей, адгезивы, скобки, фланцы, болты,
винты и другие элементы. Такие крепежные элементы и элементы также могут формировать
сжимающее усилие, оказываемое элементом 36 оболочки на уплотнения 32 (например, торцевые
уплотнения), с образованием эффективного уплотнения смолы внутри полости, образованной
между внутренней поверхностью элемента 36 оболочки и внешней поверхностью 22 трубы 14.
G. Варианты реализации для смолы/волокна в случае системы для ремонта труб
В определенных вариантах реализации системы 10 для ремонта труб упрочняющий материал
представляет собой конструкцию из сухого волокна, а полимерный материал п редставляет собой
смолу (например, эпоксидную систему). Надлежащим образом определенные сухие волокна и
жидкие смолы образуют самоформирующийся композит, получаемый на трубе 14. При
сооружении конструкции один или несколько слоев конструкции 12 из сухого волокна
накладывают или оборачивают вокруг трубы 14. Полимер 41 размещают, наносят или выливают
поверх конструкции 12 из волокна (то есть внутри внешнего кожуха, например). Значимо то, что
никакого предварительного смачивания слоев конструкции 12 из сухого волокна 12 смолой 41 не
требуется. Таким образом, в выгодном случае можно будет избежать проведения обременительных
манипуляций и мокрой укладки в случае насыщенного смолой смоченного волокна. Опять -таки,
как обсуждалось, свойства полимера 41 и конструкции 12 из сухого волокна можно определить
такими, чтобы полимер 41 проходил бы через слои конструкции 12 из сухого волокна до
поверхности трубы 14 и не нужно прибегать к неаккуратной укладке вручную смоченного
волокна, насыщенного или пронизанного полимером или смолой. В заключение, опять-таки,
необходимо подчеркнуть то, что в дополнение к ремонту или упрочнению системы труб
настоящие методики применимы и к ремонту или упрочнению емкостей, сопел емкости, другого
оборудования и тому подобного.
Фиг.14 представляет собой график 170 зависимости вязкости полимера 172, например, в
сантипуазах (сПз) от времени 174, например в минутах. График 170 может дать представление о
периоде жизнеспособности для конкретного полимерного материала. Период жизнеспособности
полимерного материала может представлять собой критерий момента времени, в который его
172
173.
вязкость увеличивается до такого значения, при котором уже будет нельзя больше легко проводитьманипуляции, формование и нанесение его на конструкцию из сухого волокна и тому под обное.
Значения первоначальной вязкости полимерного материала до истечения периода
жизнеспособности могут находиться, например, в диапазоне 1-10 сПз.
В проиллюстрированном варианте реализации график 170 демонстрирует две кривые 176 и 178.
Кривая 176 представляет типичный полимерный материал, применяемый при ремонте системы
труб с использованием композита. Типичный композитный материал, например смола, имеет
тенденцию к довольно быстрому (и экспоненциальному) увеличению вязкости при коротком
периоде жизнеспособности. В противоположность этому, кривая 178 представляет смолу или
полимерный материал, которые могут быть более подходящими для настоящих методик в том
смысле, что вязкость смолы увеличивается медленнее при более продолжительном периоде
жизнеспособности (например, 20-200 минут) и, таким образом, отчасти делает возможным
проникновение полимера 41 через конструкцию 12 из сухого волокна до значительного
увеличения вязкости. Однако, может оказаться преимущественным определение некоего окна в
периоде жизнеспособности, поскольку избыточный период жизнеспособности в результате может
привести к утечке смолы из системы 10 для ремонта труб, избыточной продолжительности
времени ремонта и тому подобному.
Примеры элементов и их свойств для системы полимера 41 в настоящей методике представлены
в приведенной далее таблице. Необходимо отметить, что полимер 41 может включать
форполимеры, отвердители, полимерные смолы и тому подобное. Действительно, система
полимера 41 обычно может включать смолу (то есть форполимер, который отверждается с
образованием полимера) и отвердитель, который облегчает отверждение (то есть сшивание с
образованием термореактопласта). В таблице продемонстрирован краткий конспект составов,
отображающий природу элементов, их доли и примеры уровней масс, используемые в типичных
рецептурах. Однако, необходимо подчеркнуть то, что настоящие методики могут использовать и
кандидатов систем смол, выходящих за пределы приведенных в таблице диапазонов и свойств.
Пример информации в таблице демонстрирует пример компромисса между различными
свойствами в виде низкой вязкости, прочности, твердости, смачивания и реакционной
способности, приводящего к получению кандидатов систем смол (включающих смолу и
отвердитель), подходящих для использования в композите для ремонт а труб. Во внимание
принимаются потенциально противоречащие друг другу потребности в наличии маловязких
элементов и одновременное сохранение надлежащей прочности композита. Кроме того,
определенное значение имеет реакционная способность отверждающего средства или отвердителя
(например, полиаминов), используемых в полимере 41. Комбинация быстрой полимеризации с
продолжительным периодом жизнеспособности может сделать возможным быстрое прохождение
отверждения при обеспечении достаточной продолжительности периода жизнеспособности такой,
чтобы полимер 41 надлежащим образом проникала бы через волокно. В определенных примерах
внимание может фокусироваться на более низкомолекулярных позициях так, чтобы смачивание бы
улучшалось и не так быстро уменьшалось при прохождении реакции между полимером 41 и
отвердителем. В конце концов, после отверждения смолы прочность композита измеряют,
например, при использовании механических свойств композита при растяжении. Кроме того,
индикатором целостности конструкции композита также может являться и твердость композита.
ТАБЛИЦА
ПРИМЕРЫ ДИАПАЗОНОВ И ФУНКЦИЙ ДЛЯ СМОЛЫ/ПОЛИМЕРА
Материал
Функция
Количество
(%)
Приблизительно
Твердость,
25,5-67
380
прочность,
Вязкость
MM
13000
сПз
NPGDGE
18
~280
Малая вязкость,
Ксилол
<1
106
Смачивание и малая вязкость
0-0,5
CHDMDGE
65
~340
Малая вязкость, бифункциональность
0-25,5
DGEBPA
умеренная реакционная способность
6-9
бифункциональность
173
174.
Циклический сложный эфирМодифицированный DGEBPA
2
~90
Смачивание, малая вязкость и реакционная
способность
2-3
~250000
~400
Повышенная реакционная способность, прочность
0-9
Модифицированный амин
50
Смесь аминов
Малая вязкость, медленная монотонная реакция
0-16
Алифатический амин
20
~160
Малая вязкость, умеренная реакционная
способность, прочность
0-5,5
2000
>300
Хорошее низкотемпературное отверждение при
умеренной прочности
0-19
80
>300
Малая реакционная способность, смачивание
0-17,5
Модифицированный амин с ароматическим
содержанием
Полиэфирамин на основе простого эфира
DGEBPA = диглицидиловый эфир бисфенола А.
NPGDGE = неопентилгликольдиглицидиловый эфир.
CHDMDGE = циклогександиметанолдиглицидиловый эфир.
II. Аномалии и обследования систем труб
Неисправность, потенциальная неисправность или аномалия 16 трубы 14, подлежащей ремон ту,
могут включать коррозию, эрозию, точечную коррозию и тому подобное, что может уменьшить
толщину стенки и, таким образом, номинальное давление для трубы 14 и сопряженного
трубопровода 30. Такие неисправность или аномалию 16 можно обнаружить при использо вании,
например, широкого ассортимента методик обследования и испытаний, обсуждающихся далее.
Неисправность или аномалию 16 можно определить глубиной, площадью, объемом, аксиальным и
радиальным размерами и другими размерами и критериями. В проиллюстрирован ном варианте
реализации Фиг.2 неисправность или аномалия 16 образуются на внешней поверхности 22 трубы
14. Однако, необходимо подчеркнуть то, что настоящие методики также используются и для
смягчения последствий внутренних неисправностей или потенциальных внутренних
неисправностей 16 трубы 14.
Аномалии 16 системы труб могут быть обусловлены коррозией, эрозией, механическим
повреждением и тому подобным. Коррозию можно охарактеризовать как химическую или
электрохимическую реакцию, которая проходит по незащищенной поверхности трубопровода, что
в результате приводит к возникновению неисправностей или потенциальных неисправностей и
утончению металлической стенки. Внешняя коррозия может быть обусловлена, например,
гетерогенной природой почв для подземной системы труб и химическим воздействием
окружающей среды для наземной системы труб. Внутренняя коррозия системы труб может быть
обусловлена химическим воздействием содержимого системы труб на внутреннюю поверхность
трубы. Коррозия может быть ускорена присутствием локализованных поверхностных дефектов,
таких как выемка или царапина на поверхности трубы 14 или покрытии. Кроме того, вследствие
течения потока содержимого через трубопровод может возникать внутренняя эрозия. Такую
эрозию могут усугублять присутствие частиц в текущем потоке содержимого или изменение
направления потока содержимого через трубопровод, такое как, например, в колене или Т образном соединении системы труб. Кроме того, к возникновению аномалии на трубе 14 в
результате может привести механическое повреждение, такое как при непреднамеренном ударе по
подземному трубопроводу при проведении земляных работ. В любом случае вследствие либо
внутренней, либо внешней коррозии/эрозии, либо механического повреждения получающееся в
результате уменьшение толщины 26 стенки трубы 14, к сожалению, может привести к
уменьшению номинального давления и/или способности выдерживать воздействие давления для
трубы 14 или трубопровода 30. Как можно ожидать, эксплуатация избыточно поврежденного
трубопровода 30 может оказаться проблематичной, что делает необходимым проведение ремонта,
замены трубопровода или отказа от него.
В общем случае эксплуатационный и обслуживающий персонал систем труб может определить,
нужно ли будет, например, отремонтировать неисправность или аномалию 16 , обнаруженные на
трубопроводе 30, или секцию трубы 14 необходимо будет заменить. Вне всякого сомнения в
промышленности наблюдается все возрастающая потребность в методиках ремонта труб, которые
эффективно с точки зрения затрат позволяют выявить и отремонтировать неисправность или
аномалию 16. В целом, примеры аномалий 16 включают локализованные и общие дефекты,
надрезы, выемки, царапины, механическое повреждение, эрозию, внутреннюю и внешнюю
коррозию и тому подобное. В общем случае цели осмотра трубопровода 30 могут включать
174
175.
обнаружение и определение размеров аномалий 16 (например, полостей, раковин,коррелированных областей и тому подобного) и тому подобное. Анализ может позволить
определить количество, размер, глубину и аксиальную длину потенциальной неисправности или
аномалии 16 для того, чтобы принять решение по требуемому действию, такому как в связи с
потребностью ремонта или замены трубы.
Операторы, техники, инженеры, обслуживающий персонал, поставщики услуг и так далее могут
воспользоваться как внешним, так и внутренним обследованиями для определения и оценки
состояния трубопровода 30 и его аномалий 16, неисправностей или потенциальных
неисправностей в целях принятия решения о том, нуждается ли труба 14 в ремонте или в замене.
Методики обследования могут включать обследования потенциала противокоррозионной катодной
защиты для оценки эффективности системы борьбы с внешней коррозией (например, покрытий),
установленной на трубопроводах 28, таких как транспортные трубопроводы. Низкие потенциалы,
зарегистрированные во время данных обследований, могут указывать, например, на повреждение
покрытия. Отслеживающий анализ внешнего покрытия может позволить точно определить области
повреждения покрытия на трубопроводе 30. В общем случае области поврежденного покрыти я
могут характеризоваться высоким уровнем риска активной коррозии. Другие методики
обследования включают использование внутренних средств, таких как диагностические
внутритрубные снаряды, которые также называют инструментами интерактивного контроля и
интеллектуальными инструментами. Как должны понимать специалисты в соответствующей
области техники, диагностические внутритрубные снаряды представляют собой приспособления,
направляемые через трубопроводы и имеющие сенсоры для обнаружения в трубопроводе вариаци й
по металлу. Дополнительные методики испытаний включают применение ультразвукового
толщиномера, который можно использовать для измерения для измерения либо внутренней, либо
внешней коррозии. Кроме того, инструменты для базовых инструментов при внешней кор розии
включают угольники или поверочные линейки, уровнемеры, масштабные линейки или профильные
калибры, шунтирующие рейки и тому подобное.
Информация о трубопроводе, собранная в рамках методик внутреннего и внешнего
обследования, может включать данные по сварке на системе труб, отводам труб, клапанам,
изменениям и потерям толщины стенки, аномалиям, неисправностям, потенциальным
неисправностям и тому подобному. Кроме того, стандарты по ремонту, установленные
Американским обществом инженеров-механиков (ASME) и другими организациями и
полномочными органами власти, при оценке и анализе коррозии и аномалий трубопровода могут
позволить воспользоваться методиками измерений и инженерными расчетами, такими как в случае
расчетного разрывного внутреннего давления (или остаточной способности выдерживать
воздействие давления) для корродированной трубы 14. В общем случае, если остаточная
способность выдерживать воздействие давления будет превышать максимально допустимое
рабочее давление (МАОР) с достаточным запасом, то тогда осмотренные участок или труба 14
могут оставаться в эксплуатации.
Переменные в таких расчетах и другие соображения, которые можно получить и
проанализировать до принятия решения о проведении ремонта, включают размеры трубы 14,
предел текучести, глубину аномалии, аксиальную длину аномалии, коэффициент геометрической
формы, установочное давление, МАОР для трубопровода, определение класса и другие
применимые стандарты трубопроводных компаний. Кроме того, оператор или поставщик услуг
могут принимать во внимание местоположение трубопровода 30, местоположение аномалии 16 на
трубе 14 и тип аномалии 16. Само собой разумеется, что сфера применения ремонта может быть
обусловлена или модифицирована производителем или специальными требованиями. В идеальном
варианте в общем случае желательно, чтобы ремонт обеспечивал бы соответствие или превышение
прочности первоначальной трубы 14 и делал бы возможным возвращение трубопровода 30 в
эксплуатацию при 100% от его максимально допустимого рабочего давления (МАОР).
III. Примеры упрочняющих материалов
При ремонте труб с использованием композита механические свойства при растяжении,
выгодные для восстановления 100% МАОР при ремонте, главным образом обычно формирует
175
176.
элемент упрочняющего волокна в системе, такой как пример конструкции 12 из сухого волокна,изображенный на Фиг.2 и 3. Конструкцию 12 из сухого волокна можно изготавливать из
множества материалов, таких как стекло, передовые полимеры, углерод, органические материалы,
такие как Kevlar, неорганические материалы, такие как керамика, сложный полиэфир,
полиакриловые смолы, полипропилен, найлон (полиамидные волокна) и другие материалы. В
общем случае конструкция 12 из сухого волокна, такая как мат или лента из волокна, может иметь
конфигурацию, обеспечивающую прием полимерного материала, такого как полимер или смола 41
или клей, с образованием упрочненного волокном композита. Например, конструкция 12 из сухого
волокна может иметь структуру переплетения, облегчающую образование матрицы или композита,
когда на конструкцию 12 из сухого волокна нанесут полимерный материал или полимер 41.
В настоящих методиках может быть использовано множество типов волокон, таких как
стекловолокно, углеродные волокна и тому подобное. В особенности выгодными волокнами (то
есть с точки зрения жесткости, прочности и характеристик нанесения) являются углеродные
волокна. Может быть использовано множество форм углеродного волокна. Примером формы
подходящих для использования углеродных волокон является тканая лента. Выгодную
конструкцию ленты могут представлять однонаправленные углеродные волокна (основа) при
наличии определенного другого неконструкционного или в меньшей степени конструкционного
волокна (из стекла или сложного полиэфира) в направлении утка. Примеры изготовителей
выгодных волокон включают: Zoltek, Torah, Cytec, Hexcel (Hercules), Toho, Mitsubishi и Grafil.
Примеры диапазонов пределов прочности при растяжении для волокон, используемых в
настоящих методиках, включают диапазоны от 350 до 800 тысяч фунтов на один квадратный дюйм
(KSI) (24500-56000 кг/см 2). Например, эффективными также являются и волокна,
демонстрирующие модуль, превышающий 25 миллионов фунтов на один квадратный дюйм (MSI)
(17,5 млн кг/см 2). Однако, необходимо подчеркнуть, что в настоящих методиках эффективно могут
быть реализованы и меньшие и большие пределы прочности при растяжении и модули.
Кроме того, необходимо отметить, что ленты из волокна и другие конструкции из волокна
могут быть изготовлены в виде нескольких структур. Например, в определенных вариантах
реализации волокна конструкции 12 из сухого волокна могут быть однонаправленными или могут
не иметь определенного направления. Примеры волокон могут быть изготовлены при наличии
углеволоконных прядей (набора углеродных элементарных волокон, определяемых как жгут),
составленных из 1000-50000 элементарных волокон, сотканных различным образом до получения
желательных содержания и структуры волокна. Более конкретным примером является 3 -дюймовая
лента, имеющая 12 жгутов основы/дюйм, изготовленная из жгута, имеющего 12000 элементарны х
волокон/дюйм для волокна с массой 12 унций на один квадратный ярд. В еще одном другом
примере конструкция из сухого волокна 12 представляет собой углеволоконную ткань с
полотняным переплетением, изготовленную из 12000 прядей (элементарных волокон) в окружном
направлении и 63000 прядей в аксиальном направлении. В общем случае структуру переплетения и
другие свойства волокна конструкции 12 можно определить облегчающими проникновение
полимерного материала (например, полимер 41) в конструкцию 12 из сухого вол окна.
В проиллюстрированных вариантах реализации наложение конструкции 12 из сухого волокна на
трубу 14 проводить несложно, поскольку конструкцию из сухого волокна 12 можно устанавливать
сухой без предварительного смачивания конструкции 12 из сухого волокн а. Например,
конструкцию 12 из сухого волокна (например, упрочняющую конструкцию из углеродного
волокна) не смачивают полимерным материалом, таким как эпоксидная или другая смолы, до
наложения конструкции 12 из сухого волокна на трубу 14. Кроме того, необх одимо отметить, что
неисправность или аномалию 16 трубы 14 можно заполнять материалом наполнителя до
наложения или оборачивания конструкции 12 из сухого волокна вокруг трубы 14. Кроме того,
количество обмоток или слоев конструкции 12 из сухого волокна вокруг поврежденной трубы 14
может зависеть от желательного номинального давления или желательного максимально
допустимого рабочего давления для отремонтированной системы труб. Инженерные свойства
конструкции 12 из сухого волокна, которые можно принимать во внимание, включают предел
прочности при растяжении и модуль в продольном и поперечном направлениях конструкции 12 из
176
177.
сухого волокна (и, в конечном счете, отремонтированной трубы 14). Принимаемые во вниманиесвойства отвержденного композита могут включать предел прочности при сдвиге, температуру
стеклования и коэффициент термического расширения и тому подобное. В заключение, как это
должны понимать специалисты в соответствующей области техники, завершенную систему для
ремонта 10 можно подвергать различным испытаниям для определения целостности системы 10 в
процессе эксплуатации.
IV. Полимерный материал для ремонта
Примеры полимерных материалов, наносимых на упрочняющий материал (например,
конструкцию 12 из сухого волокна), могут включать термореактопласты или п олимеры 41, такие
как фенольные смолы, эпоксидные смолы, полиуретаны, аминовые смолы, найлон, поликарбонаты
и тому подобное. Действительно, примеры текучих полимеров 41 включают эпоксидную систему,
систему сложного полиэфира, систему винилового сложного эфира, уретановую систему или
метакрилатную систему или любую их комбинацию. Примеры термопластов, которые можно
использовать в качестве смолы 41, включают полиэтилен, полипропилен, поливинилхлорид,
полистирол и другие термопласты. Кроме того, следует отметить то, что полимерный материал
или смола, нанесенные на конструкцию 12 из волокна, первоначально могут представлять собой
короткоцепную молекулу форполимера. Для получения дополнительной подробной информации о
примерах материалов и примерах диапазонов свойств обратитесь к таблице.
В случае эпоксидов эпоксидные смолы в общем случае обозначают семейство молекул или
олигомеров, имеющих, по меньшей мере, одну эпоксидную группу. Обычные эпоксидные смолы
включают глицидиловые эфиры спиртов или производных фенола. Жидкой эпоксидной смолой
является обычный диглицидиловый эфир бисфенола A (DGEBA), и он представляет собой смолу,
наиболее часто используемую в сферах применения в промышленности. Данные продукты
являются твердыми или жидкими при различных консистенциях, и они обладают способностью
вступать в реакцию по концевым эпоксидным группам с образованием трехмерных сеток,
придающих конечному материалу жесткость, твердость и неспособность или по существу
неспособность течь повторно. Конечные продукты можно охарактеризовать их электрическими
свойствами, адгезией (то есть ее облегчению благодаря присутствию в эпоксиде полярных групп),
усадкой, ударной вязкостью, влагостойкостью и тому подобным. Данное семейство
термореактопластов используют во многих сферах применения, подобных применению в
композитах, покрытиях, клеях и инкапсулирующих материалах. Эпоксидная группа на конце
данных молекул используется в качестве реакционного центра для сшивания данных
термоотверждающихся полимеров. Необходимо отметить то, что в настоящих методиках также
могут быть использованы и другие термореактопласты, не имеющие эпоксидных концевых групп.
Например, возможно использование уретановых форполимеров, имеющих концевые изоцианатные
группы. Кроме того, в системе 10 для ремонта труб могут быть использованы сложные полиэфиры,
имеющие ненасыщенные группы. Как подчеркивалось ранее, конфигурацию, подходящую для
использования в системе 10 для ремонта, может иметь широкий ассортимент систем полимеров и
смол.
Реагент, выбранный для вступления в реакцию с данными эпоксидами и другими смолами или
термореактопластами, называют отверждающим средством (или отвердителем), и обычно он имеет
активный водород, присоединенный к азоту, кислороду или сере. Обычно активный водород
присоединен либо к азоту, либо к части меркаптановой группы (-SH). В случае эпоксидных смол
наиболее часто применяются аминовые отверждающие средства, и они могут быть первичными
или вторичными, алифатическими или ароматическими или циклоалифатическими. Амины обычно
имеют более трех реакционных центров на одну молекулу, что облегчает образование трехмерной
полимерной сетки при смешивании с эпоксидной смолой. Выбор отверждающего средства зависит
от множества параметров и в значительной степени может определять эксплуатационные
характеристики конечного эпоксидного термореактопласта. Кроме того, несмотря на то, что
реакция между аминами и эпоксидами может иметь место и при температуре окружающей среды,
при выборе отверждающего средства необходимо проявлять осмотрительность для того, чтобы
обеспечить полноту прохождения реакции. Для обеспечения полноты прохождения реакции
177
178.
амины, разработанные для сфер применения при температуре окружающей среды, могутиспользовать пластификаторы. Кроме того, амины, разработанные для реакций отверждения при
нагревании, могут использовать небольшое количество пластификаторов или не использовать их
вовсе, и обычно они будут приводить к получению термореактопластов, обладающих
повышенными прочностными и теплофизическими эксплуатационными свойствами.
Химическое сшивание в общем случае начинается тогда, когда смешивают эпоксидную смолу и
нелатентные отверждающие средства. Отверждающие средства, такие как ароматические амины
или ангидриды, могут вступать в реакцию с эпоксидами медленно и могут сохранять малую
вязкость более значительных масс или при нагревании. Однако, алифатические амины,
циклоалифатические амины и амидоамины могут увеличивать вязкость быстро, пропорционально
совокупной массе состава. Отверждающие средства, такие как определенные циклоалифатические
амины, амидоамины и алифатические амины, можно добавлять к составу для увеличения
продолжительности периода жизнеспособности смолы 41 и замедления нарастания вязкости. Как
уже упоминалось, при определении свойств конечного композита существенную роль могут игра ть
температуры переработки. Кроме того, используемые времена и температуры могут зависеть от
выбора отверждающего средства.
В общем случае композит может включать материал, упрочненный волокнами или другими
элементами со значимым аспектным отношением между длиной и толщиной. Обычными
волокнами, используемыми совместно с эпоксидами, являются стекловолокно и углеродные
волокна. Однако, как указывалось ранее, также могут быть использованы и арамидные, борные и
другие органические и природные волокна. Полимеры, используемые в композитах, обычно
представляют собой термореактопласты, и их назначение заключается в передаче нагрузки или
напряжений на упрочняющую конструкцию из волокна для того, чтобы воспользоваться
преимуществами прочности и жесткости (модуля) волокон. Примеры объемов волокна могут
находиться в диапазоне от 40% до 80%, при этом такие объемы рассчитывают исходя из
желательных прочности, номинального давления и других факторов в конкретной сфере
применения. Конечные физические, теплофизические, электрические свойства и характеристики
стойкости к воздействию химических реагентов для композита определяются выбором смолы и
отверждающего средства и условий отверждения. В эпоксидных системах параметры,
принимаемые во внимание при выборе надлежащего отверждающего средства для состава на
основе эпоксидной смолы, представляют собой вязкость, эффект массы, циклы отверждения,
температуры стеклования, вязкость при разрушении и другие факторы. Вязкость состава должна
быть достаточно низкой для обеспечения по существу проникновения через упрочняющие волокна
12. Смеси эпоксидной смолы и отверждающих средств, имеющие относительно повышенные
вязкости, можно нагревать для уменьшения вязкости состава. Однако, в зависимости от типа
отверждающего средства нагревание может уменьшить время на проведение работ в результате
ускорения прохождения реакции.
Несмотря на то, что для изобретения могут быть доступны различные модификации и
альтернативные формы, в чертежах были в порядке примера продемонстрированы и в настоящем
документе были подробно описаны конкретные варианты реализации. Однако, необходимо
понимать, что изобретение не предполагает ограничения конкретными описанными формами.
Вместо этого, изобретение должно включать все модификации, эквиваленты и альтернативы,
соответствующие объему и сущности изобретения, определенного в следующей далее прилагаемой
формуле изобретения.
Формула изобретения
1. Способ ремонта участка трубы, согласно которому накладывают конструкцию из волокна на
участок трубы, подлежащий ремонту, и наносят полимерный материал на незащищенную
поверхность конструкции из волокна на трубе с тем, чтобы осуществить пропитывание
конструкции из волокна при обеспечении проникновения полимерного материала вокруг волокон
внутри конструкции из волокна к участку трубы.
2. Способ по п.1, при котором конструкция из волокна содержит углеродные волокна, а
полимерный материал содержит эпоксидную систему.
178
179.
3. Способ по п.1, при котором полимерный материал содержит систему термоотверждающейсясмолы.
4. Способ ремонта объекта, согласно которому накладывают более чем один слой конструкции
из волокна на поверхность объекта; устанавливают элемент оболочки вблизи конструкции из
волокна; размещают полимерный материал между элементом оболочки и конструкцией из
волокна, чтобы, по существу, пропитать конструкцию из волокна, посредством обеспечения
проникновения полимерного материала через более чем один слой конструкции и вокруг волокон
внутри конструкции из волокон на объекте, чтобы достичь поверхность объекта; и осуществляют
отверждение полимерного материала с образованием композита из конструкции из волокна и
полимерного материала на поверхности объекта.
5. Способ по п.4, при котором объект представляет собой емкость, трубу, сопло или любую их
комбинацию.
6. Способ по п.4, при котором элемент оболочки вместе с участком объекта, имеющим
конструкцию из волокна, образует полость.
7. Способ по п.4, при котором, по существу, герметизируют элемент оболочки на объекте.
8. Способ по п.4, при котором элемент оболочки представляет собой кожух, при чем при
размещении полимерного материала наливают полимерный материал внутрь кожуха через
отверстие, расположенное на кожухе.
9. Способ по п.4, при котором конструкция из волокна является самосмачивающейся.
10. Способ по п.4, при котором пропитывание конструкции из волокна обеспечивают за счет
свойств конструкции из волокна и полимерного материала без приложения внешнего давления.
11. Способ по п.4, при котором полимерный материал проходит через конструкцию из волокна к
поверхности объекта под действием силы тяжести или капиллярных сил или их комбинированного
воздействия.
12. Способ по п.4, при котором при наложении более чем одного слоя конструкции из волокна
оборачивают конструкцию из волокна вокруг внешней поверхности объекта, чтобы, по существу,
покрыть поверхность, подлежащую упрочнению.
13. Способ по п.4, при котором конструкцию из волокна пропитывают полимерным материалом
после или во время наложения конструкции из волокна на объект.
14. Способ ремонта трубы, согласно которому накладывают материал сухого волокна вокруг
повреждения на участке трубы, по существу, покрывая повреждение материалом сухого волокна;
устанавливают элемент оболочки вокруг участка трубы, имеющего повреждение, и материала
сухого волокна; наливают жидкий полимерный материал внутрь элемента оболочки, чтобы, по
существу, пропитать материал сухого волокна, при этом жидкий полимерный материал проходит
вокруг материала сухих волокон, чтобы достичь повреждения; и обеспечивают отверждение
жидкого полимерного материала до получения поверх повреждения на участке трубы композита,
осуществляющего ремонт.
15. Способ по п.14, при котором при обеспечении отверждения жидкого полимерного материала
получают упрочненный полимерный композит и увеличивают номинальное значение давления или
предельные параметры рабочего давления для трубы.
16. Способ по п.14, при котором при наложении материала сухого волокна оборачивают ленту
из сухого волокна поверх повреждения на участке трубы.
17. Способ по п.14, при котором повреждение представляет собой полость на вне шней
поверхности участка трубы.
18. Способ по п.14, при котором перед наложением материала сухого волокна повреждение
предварительно обрабатывают.
19. Способ по п.14, при котором при предварительной обработке повреждение шлифуют,
пескоструят, очищают или размещают в повреждении материал наполнителя или осуществляют
любую комбинацию этих операций.
20. Способ по п.14, при котором используют элемент оболочки, представляющий собой
внешнюю трубу, которая образует кольцевое пространство между элементом оболочки и участком
179
180.
трубы, подлежащим ремонту, при этом, по существу, пропитывают сухой материал волоконжидким полимерным материалом без приложения давления к полимерному материалу.
21. Способ по п.14, при котором жидкий полимерный материал содержит эпоксидную смол у,
содержащую твердые частицы.
22. Отремонтированная труба, содержащая композит, осуществляющий ремонт и размещенный
на поверхности трубы, причем композит, осуществляющий ремонт, содержит конструкцию из
волокна, составляющую 40-80% по объему композита, осуществляющего ремонт, и полимерный
материал в отвержденном состоянии, расположенный вокруг волокон конструкции из волокна,
чтобы достичь поверхности трубы, при этом конструкция из волокна наложена сухой, без
полимерного материала, на поверхность трубы, а полимерный материал наложен так, чтобы, по
существу, пропитать конструкцию из волокна на трубе и чтобы достичь поверхность трубы через
конструкцию из волокна.
23. Отремонтированная труба по п.22, в которой композиция из волокна нанесена более чем
одним слоем.
24. Отремонтированная труба, содержащая самосмачивающуюся конструкцию из волокна,
размещенную на внешней поверхности трубы; компонент внешней оболочки, установленный
вокруг участка трубы с конструкцией из волокна; и отвержденный полимерный материал,
размещенный внутри компонента оболочки и вокруг волокон внутри конструкции из волокна,
чтобы пропитать самосмачивающуюся конструкцию из волокна и достичь через
самосмачивающуюся конструкцию из волокна наружной поверхности трубы.
25. Система для ремонта трубы, содержащая конструкцию из сухого волокна, выполненную с
возможностью оборачивания вокруг трубы и размещения полимерного материала после установки
сухого волокна на трубе; контейнер, выполненный с возможностью охвата участка трубы, с
конструкцией из сухого волокна, и текучий полимерный материал с составом, обеспечивающим
наливание внутрь контейнера для проникновения вокруг волокон внутри конструкции из сухого
волокна к участку трубы и образование композита на участке трубы с волокнами внутри
конструкции из волокна на участке трубы.
26. Система по п.25, в которой период жизнеспособности у текучего полимерного материала
находится в диапазоне от 20 до 200 мин.
27. Система по п.25, содержащая уплотняющие элементы, выполненные с возможностью, по
существу, герметизации контейнера с трубой и сухим волокном, причем между контейнером и
трубой образуется полость для размещения текучего полимерного материала.
28. Система по п.27, в которой уплотняющие элементы содержат гибкий компонент.
29. Система по п.25, в которой сухое волокно представляет собой мат из волокон, и предел
прочности при растяжении у сухого волокна находится в диапазоне 24500 -56000 кг/см2 .
30. Система по п.25, в которой текучий полимерный материал представляет собой эпоксидную
систему, систему сложного полиэфира, систему винилового сложного эфира, уретановую систему
или метакрилатную систему или любую их комбинацию.
31. Система по п.25, в которой текучий полимерный материал содержит твердые частицы.
180
181.
181182.
182183.
РОССИЙСКАЯ ФЕДЕРАЦИЯФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ
(19)
RU
(11)
2 460 930
(13)
183
184.
C2(51) МПК
(12)
F16L 58/02 (2006.01)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: не действует (последнее изменение статуса: 27.10.2017)
Пошлина: учтена за 6 год с 24.10.2013 по 23.10.2014
(21)(22) Заявка: 2008142166/06, 23.10.2008
(24) Дата начала отсчета срока действия патента:
23.10.2008
Приоритет(ы):
(22) Дата подачи заявки: 23.10.2008
(43) Дата публикации заявки: 27.04.2010 Бюл.
№ 12
(72) Автор(ы):
Иткин Александр Феликсович (UA),
Демин Юрий Николаевич (UA),
Солтыс Виталий Петрович (UA),
Петренко Василий Яковлевич (UA),
Гольденберг Анатолий Менделевич (UA)
(73) Патентообладатель(и):
ЧАО "ПИИ СИТ
Нефтегазстройизоляция" (UA)
(45) Опубликовано: 10.09.2012 Бюл. № 25
(56) Список документов, цитированных в отчете о
поиске: Ремонт магистральных
трубопроводов и оборудования
нефтеперекачивающих станций. Галлеев
В.Б., Сощенко Е.М., Черняев Д.А. - М.:
Недра, 1968, с.82-85. RU 65417 U1,
10.08.2007. RU 2315899 С1, 27.01.2008. SU
107393 А1, 01.01.1958. UA 3416 С2,
27.12.1994.
Адрес для переписки:
04136, Украина, г. Киев, ул. Маршала
Гречка, 14, ЧАО "ПИИ СИТ
Нефтегазстройизоляция"
(54) СПОСОБ РЕМОНТА ИЗОЛЯЦИОННОГО ПОКРЫТИЯ ТРУБОПРОВОДА
(57) Реферат:
Изобретение относится к строительству трубопроводов и касается выполнения работ по
ремонту изоляционного покрытия на трубопроводах. Способ включает бесконтактное с трубой
раскапывание трубопровода, снятие поврежденного изоляционного покрытия, подготовку
поверхности трубопровода под нанесение новой изоляции, нанесение нового изоляционного
покрытия и закапывание отремонтированного трубопровода. Раскапывание трубопровода
осуществляют отдельными участками, каждый из участков имеет одинаковую длину, а каждая
технологическая операция - одинаковое время ее выполнения. Снятие поврежденного
изоляционного покрытия, подготовку поверхности трубопровода под нанесение новой изоляции,
нанесение нового изоляционного покрытия выполняют без контакта технологического
оборудования с поверхностью трубопровода и искрообразующего механического контакта рабочих
инструментов. Технический результат: ремонт изоляционного покрытия трубопровода без
остановки транспортирования по нему продукта, уменьшение времени на выполнение ремонтных
работ, возможность ведения работ в зимний период за счет плюсовой температуры поверхности
трубы, нагретой транспортируемым продуктом. 1 ил.
184
185.
Предлагаемое изобретение относится к области строительства трубопроводов и касаетсявыполнения работ по ремонту изоляционного покрытия на трубопроводах разнообразного
функционального назначения, и может быть применено при других технологических операциях,
например изоляции сварных соединений, операциях контроля качества, и т.п.
Известные способы ремонта трубопроводов (Правила производства работ при капитальном
ремонте магистральных газопроводов ВСН 51-1-97, Москва, 1997 г., раздел 3, стр.13-20, дополн.
2), при которых работы проводятся на трубопроводе после его отключения, продувки, монтажа
параллельного (байпасного) трубопровода с нарушением положения его расположения.
Основными недостатками таких способов являются значительные сметные затраты на остановку
транспортирования продукта, строительство участка временного трубопровода, большой срок
выполнения ремонтных работ. При выполнении работ по замене изоляционного покрытия
применяются машины с опорой на трубопровод, которые имеют искрообразующие рабочие
инструменты (щетки, скребки, иглофрезы) (Каталог машин для строительства трубопроводов.
Восьмое издание, Упрполиграфиздат Мособлисполкома, 1990 г., стр.61 -70).
Наиболее близким по технической сути к решению, которое заявляется, является способ
капитального ремонта магистрального газопровода с заменой изоляционного покрытия (Правила
производства работ при капитальном ремонте магистральных газопроводов ВСН 51 -1-97, Москва,
1997 г., дополн. 2, раздел III. стр.60-65), который включает в себя раскрытие трубопровода,
подъем трубопровода, очистку от старой изоляции, подготовку поверхности и нанесение нового
покрытия, укладку трубопровода и его засыпку.
Это техническое решение принимается за прототип.
Основными недостатками такого решения являются необходимость отключения, продувки
ремонтируемого трубопровода, монтажа параллельного (байпасного) трубопровода, нарушение
положения его расположения, дополнительные нагрузки трубопровода при его подъеме, что
требует дополнительного контроля напряженного состояния труб, невозможность применения в
зимний период изолирующих материалов, которые требуют плюсовую температуру металла труб.
Все вышеупомянутое требует значительных средств и времени при выполнении ремонтных
работ.
Задачей предлагаемого изобретения является создание способа ремонта изоляционног о
покрытия без остановки транспортирования по нему продукта (газа, нефти и т.п.) и уменьшение
времени на выполнение ремонтных работ.
Данный технический результат достигается тем, что в способе ремонта изоляционного
покрытия трубопровода, который включает бесконтактное с трубой раскапывание трубопровода,
снятие поврежденного изоляционного покрытия, подготовку поверхности трубопровода под
нанесение новой изоляции, нанесение нового изоляционного покрытия и закапывание
отремонтированного трубопровода, который отличается тем, что раскапывание трубопровода
осуществляют отдельными участками, каждый из участков имеет одинаковую длину, а каждая
технологическая операция - одинаковое время ее выполнения, снятие поврежденного
изоляционного покрытия, подготовку поверхности трубопровода под нанесение новой изоляции,
нанесение нового изоляционного покрытия выполняют без контакта технологического
оборудования с поверхностью трубопровода и искрообразующего механического контакта рабочих
инструментов.
Так как раскапывание трубопровода выполняют последовательно, отдельными равными
участками, а очистку, подготовку под нанесение новой изоляции и нанесение нового
изоляционного покрытия выполняют пооперационно, последовательно на каждом участке, а при
этом общая длина участков отвечает условиям, при которых обеспечивается равенство времени
окончания подготовки поверхности под нанесение нового изоляционного покрытия на последнем
участке с окончанием времени обретения прочности нового покрытия на первом участке.
Ремонт изоляционного покрытия трубопровода в местах остаточных грунтовых опор
выполняется в вышеупомянутой последовательности. На фиг.1 изображена схема
последовательности выполнения работ по способу ремонта изоляционного покрытия
трубопровода, который заявляется.
185
186.
Технологический процесс выполнения капитального ремонта отдельных локальных участковМГ выполняется со снижением давления не менее чем на 10% от величины максимального
рабочего давления за последний год эксплуатации, что отвечает требованиям НД по технике
безопасности.
Особенностью способа является применение оборудования, которое не создает механической
нагрузки на поверхность трубопровода и не имеет искрообразующего механического контакта
рабочих инструментов при очистке, подготовке поверхности и изолировании труб.
Сначала выполняются земляные работы по раскрытию участка газопровода и формированию
траншеи с применением экскаваторной и бульдозерной техники при условии приближения
режущих кромок на расстояние не ближе чем 0,5 м к образующей трубопровода со всех сторон.
Остатки грунта удаляются ручным окапыванием на расстоянии не менее 0,1 м к образующей
трубопровода без применения ударных инструментов, а окончательное очищение выполняется
безыскровым, например, водоструйным инструментом.
Земляные работы выполняются отдельными участками. Длина участка определяется для
каждого трубопровода при условии предотвращения появления пластических деформаций трубы,
как двусторонней защемленной балки, учитывает зависимость от диаметра труб, толщин стенок,
типа грунтов, давления продукта в трубе и других параметров.
Между двумя соседними котлованами остается грунтовая опора 1.
Последовательная схема выполнения работ обуславливается необходимостью "жесткого"
сохранения предшествующего положения трубопровода и полного исключения появления
дополнительных продольно-поперечных напряжений в теле трубы.
В связи с запретом обработки поверхности действующего трубопровода оборудованием с
искрообразующим механическим контактом рабочих инструментов, а также созданием
механической нагрузки на поверхность трубопровода, единым возможным средством подготовки
поверхности являются методы с использованием искробезопасных технологий (см.
информационно-технический ежемесячник Украины «Ринок iнсталяцiйний» №2 за 2000 г., стр.18 19).
Выполняется операция снятия старого изоляционного покрытия с помощью искробезопасного,
например, высоконапорного ручного водоструйного оборудования 2, которое может представлять
собой передвижной агрегат (кран, трубоукладчик), оснащенный стрелой, на котором установлена
насосная установка («WOMA» Германия) с подающим шлангом и рабочим соплом, закрепленным
на указанной стреле.
После окончания процесса снятия старой изоляции на первом отдельном участке на нем
начинается процесс подготовки поверхности трубопровода под нанесение нового изо ляционного
покрытия, например, водопескоструйная обработка 3 оборудованием, которое может представлять
собой передвижной агрегат (кран, трубоукладчик), оснащенный стрелой, на котором установлена
пескоструйная установка (ДСК-250 Россия) с подающим шлангом и рабочим соплом,
закрепленным на указанной стреле, а снятие старой изоляции выполняют на следующем участке.
После окончания процесса подготовки поверхности на первом отдельном участке на нем
начинается процесс нанесения нового покрытия трубопровода 4 оборудованием, которое может
представлять собой передвижной агрегат (кран, трубоукладчик), оснащенный стрелой, на котором
установлена установка безвоздушного нанесения покрытия («WIWA» Германия) или аналогичная
с подающим шлангом и рабочим соплом, закрепленным на указанной стреле.
На втором участке начинается процесс подготовки поверхности трубопровода под нанесение
нового изоляционного покрытия, а снятие старой изоляции выполняют на следующем участке.
Особое внимание надо обратить на материалы и оборудование для нанесения нового
изоляционного покрытия. Специфика выполнения изоляционных работ на неотключенном
магистральном газопроводе и общие условия эксплуатации газопровода, в настоящее время,
обуславливают применение изоляционных материалов, которые могут быть нанесены без
контактирующих с трубопроводом изоляционных машин, которые создают механическую
нагрузку на поверхность трубопровода. Это, в основном, полиуретановые покрытия, такие как
186
187.
«Protegol UR-Coating 32-55», «Copon Hycote 165-Varplex», «Acothane T.U.» и др., которые могутнаноситься методом безвоздушного нанесения.
После окончания процесса нанесения нового покрытия трубопровода на первом отдельном
участке на нем начинается процесс обретения прочности (полимеризации) нового покрытия, на
втором участе - нанесение нового покрытия трубопровода, на третьем участке начинается процесс
подготовки поверхности трубопровода под нанесение нового изоляционного покрытия, а снятие
старой изоляции выполняют на последнем участке. Для сохранения общего ритма
технологического процесса, предотвращения простоя, а как следствие, для экономии времени и
средств важно и необходимо, чтобы общая длина отдельных участков рассчитывалась в
зависимости от срока обретения прочности нового покрытия, при этом работы окончания
подготовки поверхности под нанесение нового изоляционного покрытия на последнем участке
совпадали с окончанием времени обретения прочности нового покрытия на первом участке. В
дальнейшем осуществляется подбивка грунта под трубой и полная засыпка котлована 5 с
послойной подсыпкой грунта и его уплотнением. Ремонт изоляционного покрытия трубопровода в
местах остаточных грунтовых опор выполняется в вышеуказанной последовательности.
Окончательно выполняются земляные рекультивационные работы, осуществляется
перебазирование техники к следующим подготовленным участкам и далее порядок
технологических операций повторяется.
Таким образом, предложенное решение обеспечивает проведение ремонта изоляционного
покрытия без остановки транспортирования по нему продукта (газа, нефти и т.п. ) и уменьшение
времени на выполнение ремонтных работ.
Выполнение ремонтных работ на неотключенной трубе обуславливает возможность ведения
работ в зимний период за счет плюсовой температуры поверхности трубы, нагретой продуктом,
который транспортируется.
Предложенное техническое решение нашло воплощение при выполнении капитального ремонта
МГ "Iвацевичи-Долина III нитка", на МГ "Елец-Кременчуг-Кривой Рог".
Формула изобретения
Способ ремонта изоляционного покрытия трубопровода, который включает бесконтактное с
трубой раскапывание трубопровода, снятие поврежденного изоляционного покрытия, подготовку
поверхности трубопровода под нанесение новой изоляции, нанесение нового изоляционного
покрытия и закапывание отремонтированного трубопровода, отличающийся тем, что р аскапывание
трубопровода осуществляют отдельными участками, каждый из участков имеет одинаковую
длину, а каждая технологическая операция одинаковое время ее выполнения, снятие
поврежденного изоляционного покрытия, подготовку поверхности трубопровода под на несение
новой изоляции, нанесение нового изоляционного покрытия выполняют без контакта
технологического оборудования с поверхностью трубопровода и искрообразующего
механического контакта рабочих инструментов.
РОССИЙСКАЯ ФЕДЕРАЦИЯ
(19)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
RU
(11)
2 219 423
(13)
C2
(51) МПК
F16L 55/175 (2000.01)
187
188.
(12)ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: может прекратить свое действие (последнее изменение статуса: 26.05.2021)
Пошлина: учтена за 20 год с 24.07.2020 по 23.07.2021
(21)(22) Заявка: 2001120673/06, 23.07.2001
(24) Дата начала отсчета срока действия патента:
23.07.2001
(43) Дата публикации заявки: 20.03.2003 Бюл. № 8
(45) Опубликовано: 20.12.2003 Бюл. № 35
(56) Список документов, цитированных в отчете о
поиске: ВСН 39-1.10-001-99. Инструкция по
ремонту дефектных труб магистральных
газопроводов полимерными композитными
материалами. - М.: ПО Спецнефтегаз,
ВНИИГАЗ, ИРЦ Газпром, 2000, с. 15. RU
2104439 С1, 10.02.1998. SU 112128 А,
10.04.1957. DE 2341814 A1, 13.11.1980. WO
96/19694 A1, 27.06.1996.
(72) Автор(ы):
Шарыгин Ю.М.,
Теплинский Ю.А.,
Максютин И.В.,
Прозоров С.Ф.,
Колотовский А.Н.,
Филиппов А.И.
(73) Патентообладатель(и):
Общество с ограниченной
ответственностью "Севергазпром"
Адрес для переписки:
169300, Республика Коми, г. Ухта, пр.
Ленина, 39/2, ООО "Севергазпром",
А.А.Захарову
(54) ПОЛИМЕРНАЯ МУФТА ДЛЯ РЕМОНТА ТРУБ С ЛОКАЛЬНЫМИ КОРРОЗИОННЫМИ ДЕФЕКТАМИ И
СПОСОБ ЕЕ УСТАНОВКИ
(57) Реферат:
Изобретение относится к строительству и используется при эксплуатации трубопроводов для
ремонта труб, имеющих несквозные коррозионные повреждения на наружной поверхности. На
подготовленную наружную поверхность трубы наносят клеевую грунтовку и закр епляют на ней
муфту, которая выполнена из нескольких слоев стеклоленты, соединенных друг с другом клеевым
слоем, и охватывает трубопровод по окружности. Муфта содержит две отдельные, предварительно
отформованные половины, снабженные по концам входящими друг в друга петлевыми блоками.
Обе половины полимерной муфты устанавливают на трубу с локальными коррозионными
дефектами в нагретом состоянии, обеспечивают совпадение осей отверстий петлевых блоков
соединяемых половин, после чего петлевые блоки фиксируют закладными осями. Расширяет
арсенал технических средств. 2 с.п.ф-лы, 2 ил.
Изобретение относится к трубопроводному транспорту и может быть использовано для ремонта
труб магистральных трубопроводов, имеющих несквозные коррозионные повреждения на
наружной поверхности.
Известна стальная ремонтная конструкция в виде двух частей, соединение которых для
обеспечения необходимого обжатия трубы осуществляют с помощью крепежных резьбовых
деталей (Ермаков А.А. и др. Ремонт дефектов труб с использованием бандажа. /Газовая
промышленность. - 1989. - 8. - с. 58-68). Недостатком стальных ремонтных конструкций является
большой вес, требующий использования грузоподъемной техники, и необходимость создания
антикоррозионной защиты самой конструкции. Кроме того, применение крепежных резьбовых
деталей усложняет процесс сборки, проводимой в трассовых условиях.
Известна композитная муфта, взятая нами в качестве прототипа, состоящая из нескольких
витков полимерной ленты, свернутой спирально вокруг трубы, с клеевым слоем между витками и
188
189.
поверхностью трубы (ВСН 39-1.10-001-99. Инструкция по ремонту дефектных труб магистральныхгазопроводов полимерными композитными материалами. - М.: ПО Спецнефтегаз, ВНИИГАЗ, ИРЦ
Газпром, 2000. - 15 с.).
Недостатком этой муфты является низкий уровень обжатия трубы и незначительное повышение
несущей способности дефектной трубы.
Известен способ нанесения полимерной композиционной муфты, взятый нами в качестве
прототипа, заключающийся в том, что на подготовленную наружную поверхность трубы наносят
клеевую грунтовку, а затем наматывают высокопрочный стеклопластиковый материал, пропитывая
его клеевой композицией в процессе намотки, при этом число витков зависит от характерных
размеров дефекта и может достигать 12 (ВСН 39-1.10-001-99. Инструкция по ремонту дефектных
труб магистральных газопроводов полимерными композитными материалами. - М.: ПО
Спецнефтегаз, ВНИИГАЗ, ИРЦ Газпром, 2000. -15 с.).
Недостатком этого способа является невозможность изготовления муфт, существенно
повышающих прочность труб с дефектами, так как муфта наматывается вручную и применяемые
средства малой механизации не позволяют создать значительного натяжения, обеспечивая лишь
взаимное прилегание слоев без перекосов и воздушных пузырей, к тому же данный способ
сопряжен с большим объемом и сложностью работ, проводимых в трассовых условиях.
Задачей изобретения является повышение надежности дефектного участка трубопровода путем
увеличения степени обжатия трубы и упрощение процесса установки муфты на дефектном участке
трубопровода.
Поставленная задача в полимерной муфте для ремонта труб с локальными коррозионными
дефектами, состоящей из нескольких слоев стеклоткани, соединенных друг с др угом клеевым
слоем и охватывающей трубопровод по окружности, решается тем, что муфта выполнена из двух
отдельных предварительно отформованных половин, снабженных по концам входящими друг в
друга петлевыми блоками, зафиксированными между собой закладными осями, ориентированными
параллельно оси трубопровода.
Поставленная задача в способе установки полимерной муфты на дефектном участке,
включающем подготовку наружной поверхности трубы, нанесение на нее клеевой грунтовки и
закрепление полимерной муфты, решается тем, что обе половины полимерной муфты
устанавливают на трубу в нагретом состоянии, обеспечивающем совпадение осей отверстий
петлевых блоков соединяемых половин, после чего петлевые блоки фиксируют закладными осями.
Существенными отличительными признаками заявленной полимерной муфты для ремонта труб
с локальными коррозионными дефектами являются:
- полимерная муфта выполнена из двух отдельных предварительно отформованных половин,
снабженных по концам входящими друг в друга петлевыми блоками, зафиксированным и между
собой закладными осями, ориентированными параллельно оси трубопровода.
Существенными отличительными признаками заявленного способа установки полимерной
муфты на дефектном участке являются:
- обе половины муфты устанавливают на трубу в нагретом состоянии, обеспечивают совпадение
осей отверстий петлевых блоков соединяемых половин;
- петлевые блоки фиксируют закладными осями.
Вышеприведенные существенные отличительные признаки полимерной муфты для ремонта
труб с локальными коррозионными дефектами и способа установки этой муфты на дефектном
участке нам были не известны из патентной и научно-технической информации и в связи с этим
являются новыми и неочевидными для среднего специалиста данной отрасли знаний, что
соответствует критерию "Изобретательский уровень".
Заявленная полимерная муфта для ремонта труб с локальными коррозионными дефектами с
предложенным способом ее установки может быть изготовлена и использована для ремонта
трубопровода в трассовых условиях с применением отечественного оборудования, чт о вполне
соответствует критерию "Промышленная применимость".
Общий вид полимерной муфты, установленной на трубу, показан на фиг.1. Полимерная
полумуфта в аксонометрической проекции приведена на фиг.2.
189
190.
Полимерная муфта, охватывающая трубу по окружности, состоит из двух предварительноотформованных полимерных полумуфт 1, каждая из которых представляет многослойную из
стеклоленты клеенную конструкцию с утолщениями по концам в виде петлевых блоков 2 с
отверстиями 3 для закладных осей 8. На внутренних поверхностях полимерных полумуфт 1
предусмотрены продольные пазы 4.
После очистки поверхности трубы 5 на ремонтируемом участке и заполнения коррозионных
углублений наносят клеевую грунтовку 6. Затем устанавливают на трубу в зоне дефектов 7
подогретые полимерные полумуфты 1, добиваясь того, чтобы продольные пазы 4,
предусмотренные на их внутренней поверхности, совпадали с валиками усиления продольных
сварных швов 9. Полимерные полумуфты 1 предварительно нагревают до нужной температуры,
определяемой с учетом повышенного значения температурного коэффициента линейного
расширения материала муфты, превышающего коэффициент линейного расширения стали в 4 -5
раз. В завершении закрепляют полимерную муфту на трубе с помощью входящих друг в друга
петлевых блоков 2, расположенных по концам полимерных полумуфт 1, и продольных закладных
осей 8, проходящих через отверстия в петлевых блоках 2 параллельно продольной оси трубы. По
окончании процесса отверждения клеевой композиции и выравнивания температур полимерных
полумуфт 1 и поверхности трубы 5 муфта обеспечит консервацию дефекта и заданное увеличение
несущей способности отремонтированной трубы.
Эффект применения заявленного изобретения проявляется в том, что обеспечивает равномерное
обжатие заданного уровня, повышающее живучесть дефектной трубы и приводящее в конечном
итоге к повышению эксплуатационной надежности трубопровода.
Пример. Применение заявленного изобретения для ремонта трубы 5 диаметром 1220 мм с
коррозионными повреждениями 7, снижение несущей способности от которых состави ло 15%.
Рабочее давление в трубопроводе принято равным 5,4 МПа. Необходимое разгружающее давление,
создаваемое муфтой, определяют из соотношения:
рразгр =0,15•5,4=0,81 (МПа).
Расчетную толщину стенок полимерных полумуфт 1 при допускаемом напряжении, принято м
равным 100 МПа, вычисляют по формуле:
и принимают равным 5,0 мм.
Для концевых частей полимерных полумуфт 1 назначают троекратное утолщение по сравнению
с толщиной стенки. Здесь предусмотрены отверстия 3 прямоугольного сечения размерами 10•20
мм.
Таким образом можно определить оптимальные размеры для формования полимерных
полумуфт 1 в стационарных условиях.
Поверхность трубы 5 на ремонтируемом участке очищают до металлического блеска. Затем
заполняют коррозионные углубления 7, наносят клеевую грунтовку 6. В это же время подогревают
полумуфты 1.
Температуру подогрева полумуфт 1 перед установкой их на трубу определяют по формуле:
где k - коэффициент, учитывающей охлаждение в процессе монтажа.
Принимая α = 6,0•10 -5 1/град, Е=17000•10 6 Па, t тр =10oС, k=1,1, получают численное значение
t=126 oC.
Окончательную температуру нагрева полимерных полумуфт 1 принимают равной 130 oС. Концы
полимерных полумуфт 1 соединяют последовательно, вставляя закладные оси 8 с нанесенной на их
поверхности клеевой грунтовкой в отверстия 3 одной пары петлевых блоков 2, а затем - другой,
прижимая к поверхности трубы 5 место соединения первой пары петлевых блоков 2.
Применение заявленного изобретения позволяет улучшить качество ремонта коррозионно
поврежденных труб, а следовательно, в конечном итоге повысить эксплуатационную надежность
трубопроводов.
190
191.
Формула изобретения1. Полимерная муфта для ремонта труб с локальными коррозионными дефектами, состоящая из
нескольких слоев стеклоленты, соединенных друг с другом клеевым слоем, и охватывающая
трубопровод по окружности, отличающаяся тем, что муфта выполнена из двух отдельных,
предварительно отформованных половин, снабженных по концам входящими друг в друга
петлевыми блоками, зафиксированными между собой закладными осями, ориентированными
параллельно оси трубопровода.
2. Способ установки полимерной муфты на дефектном участке, включающий подготовку
наружной поверхности трубы, нанесение на нее клеевой грунтовки и закрепление муфты,
отличающийся тем, что обе половины полимерной муфты устанавливают на трубу с локальными
коррозионными дефектами в нагретом состоянии, обеспечивают совпадение осей отверстий
петлевых блоков соединяемых половин, после чего петлевые блоки фиксируют закладными осями.
РОССИЙСКАЯ ФЕДЕРАЦИЯ
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
(19)
RU
(11)
2 216 680
(13)
191
192.
C2(51) МПК
(12)
F16L 55/175 (2000.01)
F16L 55/18 (2000.01)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: не действует (последнее изменение статуса: 17.12.2012)
Пошлина: учтена за 8 год с 11.12.2008 по 10.12.2009
(21)(22) Заявка: 2001133581/06, 10.12.2001
(24) Дата начала отсчета срока действия патента:
10.12.2001
(45) Опубликовано: 20.11.2003 Бюл. № 32
(56) Список документов, цитированных в отчете о
поиске: RU 2110728 C1, 10.05.1998. RU
2104439 C1, 10.02.1998. RU 2063574 C1,
10.07.1996. GB 2210134 A, 01.06.1989. WO
96/19694 A1, 27.06.1996.
Адрес для переписки:
606000, Нижегородская обл., г. Дзержинск,
ФГУП "НИИ полимеров", Директору по
научным исследованиям и разработкам
В.Б. Мозжухину
(71) Заявитель(и):
Федеральное государственное унитарное
предприятие "Научно-исследовательский
институт химии и технологии полимеров
им. акад. В.А.Каргина с опытным
заводом"
(72) Автор(ы):
Смирнов В.С.,
Зотов В.И.,
Шелепов В.Н.,
Гузеев В.В.,
Князев Е.Ф.
(73) Патентообладатель(и):
Федеральное государственное унитарное
предприятие "Научно-исследовательский
институт химии и технологии полимеров
им. акад. В.А.Каргина с опытным
заводом"
(54) СПОСОБ РЕМОНТА ЛОКАЛЬНЫХ ПОВРЕЖДЕНИЙ ТРУБОПРОВОДОВ
(57) Реферат:
Изобретение относится к строительству и используется при ремонте локальных повреждений
трубопроводов, транспортирующих пар, паровой конденсат или горячую воду. Наносят на
поврежденный участок трубопровода затвердевающий материал и устанавливают металлическую
накладку, повторяющую радиус повреждения трубы. В качестве металлической накладки
используют полумуфту, имеющую на внутренней поверхности гнездо глубиной не менее 5 мм и
диаметром, не менее чем на 10 мм превышающим размер повреждения трубы, кольцевую канавку
по периметру размером не менее 3•3 мм и два штуцера - центральный, который соединен с гнездом
полумуфты, и торцевой, соединенный с кольцевой канавкой. Совмещают место локального
повреждения трубы с центральным штуцером и выдерживают время, необходимое для прогрева
полумуфты до температуры трубопровода. Через торцевой штуцер заполняют термоотверждаемым
герметиком кольцевую канавку по периметру и выдерживают время для отверждения герм етика,
локализуя зону повреждения. Через центральный штуцер под давлением выше давления
транспортируемого продукта в зону повреждения нагнетают расчетное количество
термоотверждаемого герметика для полного заполнения локализованного пространства между
полумуфтой и поврежденной трубой. Повышает надежность и безопасность ремонтных работ на
действующем трубопроводе. 3 ил.
Изобретение относится к области ремонта действующих трубопроводов, транспортирующих
пар, паровой конденсат или горячую воду, и может найти применение в химической и
нефтехимической промышленности, на атомных и тепловых электростанциях, котельных и других
потребителей и производителей пара, парового конденсата и горячей воды.
192
193.
Повреждения трубопроводов, несущих пар, паровой конденсат и горячую воду, встречаютсячасто. Это вызвано постоянным воздействием на трубопровод коррозии, различных напряжений,
возникающих при выполнении сварочно-монтажных работ, а также механическими
повреждениями в процессе эксплуатации трубопровода. Повреждение трубопроводов приводит к
большим энергетическим и финансовым потерям, нарушениям технологических процессов и
аварийным ситуациям.
Предлагаемый авторами способ относится к способу ремонта локальных повреждений
трубопровода в виде свищей размером не более 10 мм, коррозионных кратеров, механических
повреждений в виде вырывов металла, царапин, вмятин, в результате которых образовалось
утоньшение стенки трубопровода.
Перед авторами изобретения стояла задача быстро и эффективно восстановить несущую
способность поврежденного трубопровода, транспортирующего пар, паровой конденсат или
горячую воду, имеющего вышеуказанные повреждения без остановки подачи трансп ортируемого
продукта с температурой от 90 до 250 oС и давлением до 4,0 МПа (40 кгс/см 2 ).
Наиболее распространенный способ ремонта локальных дефектов на трубопроводах производят,
как правило, с использованием электросварки наложением на внешние стороны трубы
металлической заплатки той же формы, что и поврежденный участок (Правила технической
эксплуатации резервуаров и инструкции по их ремонту, М. , "Недра", 1988 г., с.148). Однако
проведение огневых работ на трубопроводах требует отключения подачи пара, паров ого
конденсата ("Правила эксплуатации теплопотребляющих установок и тепловых сетей
потребителей и Правила техники безопасности при эксплуатации теплопотребляющих установок и
тепловых сетей потребителей", М., Энергоатомиздат, 1992 г., с.56). Остановка подач и пара,
парового конденсата приводит к большим финансовым потерям. Кроме того, сварка способствует
возникновению дополнительных напряжений в металле трубопровода.
Известен способ ремонта повреждений трубопроводов путем наложения на поврежденный
участок двух симметричных металлических накладок, повторяющих радиус поврежденной трубы,
с резиновыми прокладками и закрепляемых на поврежденном участке хомутами (Каммерер Ю.Ю.,
Харкевич А.Е. "Аварийные работы в очагах поражения", М., Энергоатомиэдат, 1990 г., с.95 -96).
Недостатком этого способа является невозможность устранения истечения продукта из
паропровода под давлением без риска для здоровья работающих. Остановка подачи продукта
приводит к значительным финансовым потерям потребителя. Кроме того, конструкция упл отнения
не обеспечивает герметичность трубопровода, т. к. при постоянном воздействии высоких
температур и давления резина "сгорает" и теряет свои свойства, что приводит к разгерметизации
трубопровода и повторному ремонту.
Известен способ ремонта, при котором поврежденный участок трубопровода с поверхностным
дефектом в виде вырыва-канавки охватывают двумя полумуфтами, стягивают болтами, канавкувырыв заполняют пластичным металлом, а зону ремонта накрывают прокладкой, ориентированной
строго по дефекту, повторяющей очертания канавки-вырыва с нахлестом по 4-5 мм на каждую
сторону и выполненной из свежеотожженной меди, причем полухомут, охватывающий
ремонтируемый трубопровод, прижимает прокладку болтами, установленными в полухомуте в
резьбовых отверстиях, выполненных заранее и ориентированных строго по дефекту (патент РФ
2063574, F 16 L 55/175, опубл. 10.07.96).
Основным недостатком данного способа является невозможность выполнения ремонтных работ
на действующем трубопроводе, имеющем дефект в виде свища, через который происходит выброс
пара. Выполнение работ по заполнению пластичным металлом, монтажу хомута, установке
накладки под постоянным действием струи с высокой температурой и давлением практически
невозможно. Кроме того, края свища, как правило, имеют рваную прокорродированную хрупкую
кромку, поэтому при заполнении свища пластичным металлом - свежеотожженной медью узкая
прокладка, строго ориентированная по дефекту и повторяющая очертания дефекта, в момент
силовой формовки разрушит хрупкие края свища и провалится внутрь трубопровода.
Наиболее близким техническим решением к предлагаемому авторами изобретению является
способ заделки свищей в трубопроводах, включающий очистку поверхности вблизи свища,
193
194.
сверление отверстий по периметру свища и вблизи краев накладки, нанесение на нее пластичнойзатвердевающей замазки и размещение накладки. Металлическая накладка может быть выполнена
из недифицитного материала, а в качестве пластичной затвердеващей замазки может быть
использована замазка марки "Полимет" (патент РФ 2110728, F 16 L 55/175, опубл. 10.05.98).
Основным недостатком этого способа является невозможность устранения дефекта в виде
свища без остановки подачи транспортируемого продукта - пара, парового конденсата или горячей
воды. Кроме того, предлагаемый прототипом способ требует при остановке подачи продукта
тщательной очистки поверхности вблизи свища, сверление отверстий, значительного времени
отверждения пластичной затвердевающей замазки. Все вышесказанное значительно удлиняет
время ремонта, а остановка подачи продукта приводит к большим экономическим потерям.
Техническим результатом предлагаемого изобретения является восстановление прочности и
несущей способности трубопровода в зоне локального повреждения без остановки подачи и
снижения рабочих параметров транспортируемого пара, парового конденсата и горячей воды,
сокращение времени ремонта, упрощение выполнения и повышение его надежности.
Для достижения вышеуказанного технического результата в способе ремонта локальных
повреждений трубопроводов, транспортирующих пар, паровой конденсат или горячую воду путем
нанесения на поврежденный участок затвердевающего материала и установки металлической
накладки, повторяющей радиус поврежденной трубы, в качестве металлической накладки
устанавливают полумуфту, имеющую на внутренней поверхности гнездо глубиной не менее 5 мм и
диаметром, не менее чем на 10 мм превышающим размер повреждения трубы, кольцевую канавку
по периметру размером не менее 3•3 мм и два штуцера - центральный, который соединен с гнездом
полумуфты, и торцевой, соединенный с кольцевой канавкой, совмещают место локального
повреждения с центральным штуцером, выдерживают время, необходимое для прогрева
полумуфты до температуры трубопровода, заполняют через торцевой штуцер термоотверждаемым
герметиком кольцевую канавку по периметру, выдерживают время для отверждения герметика,
локализуя зону повреждения, а затем через центральный штуцер под давлением выше давления
транспортируемого продукта в зону повреждения нагнетают рассчитанное количество
термоотверждаемого герметика для полного заполнения локализованного пространства между
полумуфтой и поврежденной трубой.
В качестве термоотверждаемого герметика могут быть использованы герметики на основе
акриловых или аллиловых мономеров, содержащих карборановые, малеинатные, изо циануратные,
фталатные, кремнийсодержащие и другие фрагменты, повышающие термическую стойкость
мономеров. В качестве катализаторов отверждения - соединения, генерирующие радикалы при
воздействии температуры, например пероксиды, азосоединения.
Преимущества предложенного изобретением способа будут ясны из примера ремонта
действующего трубопровода, по которому транспортируется насыщенный водяной пар с
давлением P=1,6 МПа (16 кгс/см 2) и температурой t=200 oC, имеющего локальное повреждение в
виде свища размером отверстия овальной формы, близкой к диаметру 2,5 мм.
Способ ремонта поясняется чертежами, где на фиг.1 показана часть трубопровода с собранной в
зоне повреждения полумуфтой; на фиг.2 показал вид А фиг. 1, уточняющий положение полумуфты
на трубопроводе и расположение штуцеров с кранами; на фиг.3 представлено сечение Б-Б фиг.1,
показывающее локализованное пространство между полумуфтой и поврежденной трубой,
заполненное отвержденным герметиком.
Способ осуществляется следующим образом
Трубопровод 1, имеющий локальное повреждение в виде свища 2 ⊘2,5 мм, освобождается от
влаго- и теплоизоляции на участке длиной, необходимой для размещения полумуфты рядом с
повреждением. Дополнительной подготовки поверхности трубы по ее очистке, обезжириванию и
т.д. не требуется. Полумуфта 3, повторяющая радиус поврежденной трубы, соединена болтами
(шпильками) с опорной планкой 4 (см. фиг.2). Крепление полумуфты 3 на поврежденной трубе
может быть выполнено также в виде ответной полумуфты, хомутами или другими
приспособлениями, обеспечивающими плотное прижатие полумуфты к поверхности поврежденной
трубы. На внутренней поверхности полумуфты 3 имеется гнездо 5 глубиной 5 мм и диаметром 12,5
194
195.
мм, то есть перекрывающее свищ на 5 мм с каждой стороны. Вокруг гнезда 5 на расстоянии 10 ммпо периметру для образования удерживающего давление промежутка вокруг поврежденного
участка трубы выполнена кольцевая канавка 6 размером 3•3 мм, соединенная штуцером 7 с
краном. Гнездо 5 соединяется со штуцером 8. Собранную полумуфту перемещают вдоль трубы,
совмещают гнездо 5 и отверстие в штуцере 8 со свищем 2 так, чтобы струя пара под давлением
транспортировки пара, т.е. при Р=1,6 МПа (16 кгс/см 2 ), свободно истекала через штуцер и
открытый кран. Полумуфта 3 и опорная планка 4 стягиваются болтами (шпильками).
Выдерживают время, необходимое для прогрева полумуфты 3 до температуры более 90 oС. К крану
штуцера 7 подсоединяется дозатор (на чертеже не показан) и производят нагнетание
термоотверждающего герметика, например герметизирующую композицию Унигерм -100 (ТУ
2257-285-00208947-98) в кольцевую канавку 6. Благодаря своей хорошей пластичности герметик
заполняет канал, образованный кольцевой канавкой 6 и поверхностью трубы, и все неровности на
поверхности трубы. Прекращение истечения пара по периметру полумуфты свидет ельствует о
полном заполнении канала герметиком и локализации зоны повреждения. Кран на штуцере 7
перекрывают, выдерживают 3-5 минут до полного термоотверждения, после чего закрывают кран
на штуцере 8. Дозатор отсоединяют от крана штуцера 7 и подсоединяют к крану штуцера 8, после
чего открывается кран штуцера 8 и производится нагнетание герметика Унигерм -100 в камеру,
образованную гнездом 5 и поверхностью поврежденной трубы, под давлением больше давления в
трубопроводе на 1,0-1,5 МПа (10-15 кгс/см2). Объем нагнетаемого герметика заранее
рассчитывается по объему камеры и контролируется по шкале дозатора. После окончания
нагнетания герметика кран на штуцере 8 закрывают. Выдерживают 5 мин. Под действием
температуры герметик полимеризуется, образуя полимерную "заклепку", которая надежно
перекрывает канал свища. Дозатор и краны с полумуфты снимаются. Полумуфта, удерживающая
заклепку в свище трубопровода, остается на трубопроводе до текущего ремонта.
Аналогичным способом осуществляется ремонт локальных повреждений в виде коррозионных
кратеров и механических повреждений, в результате которых образовалось утоньшение стенки
трубопровода без пропуска пара.
Предложенный способ ремонта локальных повреждений трубопровода был использован при
ремонте паропроводов на Калининской атомной электростанции (Тверская область), на "Заводе
окиси этилена и гликолей" ОАО "Сибур-Нефтехим" (г. Дзержинск Нижегородской области) и на
опытном заводе ФГУП "НИИ полимеров" (г. Дзержинск Нижегородской области).
Результаты использования показали, что предлагаемый по изобретению способ ремонта
позволяет в кратчайшие сроки восстановить несущую способность трубопровода без остановки
подачи и снижения рабочих параметров транспортируемого пара, уменьшает затраты на ремонт.
Дальнейшая эксплуатация паропроводов показала надежность предлагаемого способа ремонта.
Формула изобретения
Способ ремонта локальных повреждений трубопроводов, транспортирующих пар, паровой
конденсат или горячую воду, путем нанесения на поврежденный участок затвердевающего
материала и установки металлической накладки, повторяющей радиус повреждения трубы,
отличающийся тем, что в качестве металлической накладки устанавливают полумуфту, имеющую
на внутренней поверхности гнездо глубиной не менее 5 мм и диаметром, не менее чем на 10 мм
превышающим размер повреждения трубы, кольцевую канавку по периметру размером не менее
3•3 мм и два штуцера - центральный, который соединен с гнездом полумуфты, и торцевой,
соединенный с кольцевой канавкой, совмещают место локального повреждения трубы с
центральным штуцером, выдерживают время, необходимое для прогрева полумуфты до
температуры трубопровода, заполняют через торцевой штуцер термоотверждаемым герметиком
кольцевую канавку по периметру, выдерживают время для отверждения герметика, локализуя зону
повреждения, а затем через центральный штуцер под давлением выше давления
транспортируемого продукта в зону повреждения нагнетают рассчитанное количество
термоотверждаемого герметика для полного заполнения локализованного пространства между
полумуфтой и поврежденной трубой.
195
196.
196197.
197198.
РОССИЙСКАЯ ФЕДЕРАЦИЯ(19)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
RU
(11)
2 104 439
(13)
C1
(51) МПК
(12)
F16L 55/175 (1995.01)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: не действует (последнее изменение статуса: 19.09.2011)
Пошлина: учтена за 8 год с 18.03.2000 по 17.03.2001
(21)(22) Заявка: 93004579/06, 17.03.1993
(30) Конвенционный приоритет:;
18.03.1992 IT M192 A 000626
(71) Заявитель(и):
Снам С.р.А. (IT)
(72) Автор(ы):
Альфео Гоглио[IT],
198
199.
(45) Опубликовано: 10.02.1998(56) Список документов, цитированных в отчете о
поиске: GB, заявка, 2072790, кл. F 16 L
55/18, 1981. GB, заявка, 2080475, кл. F 16 L
55/18, 1982.
Валентино Пистоне[IT]
(73) Патентообладатель(и):
Снам С.р.А. (IT)
(54) СПОСОБ РЕМОНТА ЛОКАЛЬНЫХ ПОВРЕЖДЕНИЙ ТРУБОПРОВОДОВ
(57) Реферат:
Использование: в области ремонта трубопроводов. Сущность: устанавливают кольцевую
прокладку на каждом из двух краев чашки, обе прокладки зажимают между выступами и внешней
стенкой трубопровода с помощью стяжек, затем в промежуток вокруг поврежденного участка
трубопровода вводят смолистую смесь, полностью заполняя его и вытесняя воздух через
вентиляционный вентиль, последний после этого закрывают, а введение смолистой смеси
продолжают до получения внутри промежутка повышенного давления, вентиль после этого
окончательно закрывают и введенную смолу оставляют затвердевать. 5 з.п. ф -лы, 4 ил.
Изобретение относится к ремонту трубопроводов по транспортировке жидкостей, таких как
вода, газ, нефть, или других трубопроводов бытового и промышленного назначения.
Обычно эти трубопроводы состоят из сваренных друг с другом пролетов металлических труб;
цельный трубопровод, собранный таким образом, помещают в место укладки, представляющей
собой достаточно глубокую траншею, а затем засыпают, чтобы воссоздать первоначальную
окружающую среду и не препятствовать деятельности человека на ее поверхности.
Смонтированный цельный трубопровод обеспечивают защитой от коррозии от влаги, так как
окружающая среда, в которой находится подземный трубопровод, является агрессивной для
железных материалов; эту защиту обычно выполняют в виде защитных покрытий и катодной
защиты за счет подачи тока, с использованием контролирующих цепей и периодической поверки.
Целостность и сохранность трубопровода в течение полного срока действия важны не только из -за
его высокой стоимости, но и исходя из предотвращения катастрофы, загрязнения или серьезного
повреждения для пользователей.
Эта защита является часто недостаточной для защиты подземного трубопровода на требуемое
время по следующим причинам.
Покрывающие материалы имеют определенную пористость и определенную деградацию со
временем; во время нанесения покрытия, укладки и закапывания трубопровода могут возникнуть
небольшие повреждения и/или отслоения покрытия, которые могут вызвать коррозию спустя
значительный промежуток времени. Природные явления, такие как землетрясения, обвалы и
оползни или несчастные случаи из-за деятельности человека на поверхности, могут вызвать
локальные повреждения трубопровода.
В современном уровне техники предлагаются и практикуются различные способы ремонта
поврежденных участков.
Наиболее радикальный метод ремонта заключается в замене поврежденной части путем
удаления негодного металлического куска трубы и помещения на его место нового куска трубы,
что просто повторяет процедуру сборки. Этот способ имеет существенные недостатки из -за его
сложности и высокой стоимости, а также из-за того, что он выводит из действия весь трубопровод
на длительное время. В менее радикальном, но более спорном способе предполагается
осуществлять ремонт путем наложения заплатки на внешнюю сторону за счет сва рки куска
металлической платы той же формы, что и поврежденный участок или путем прямого нанесения
нового материала на поврежденную область, чтобы восстановить толщину трубопровода.
199
200.
Другим, более широко применяемым удобным способом является наложение двухцилиндрических стальных полуоболочек на внешнюю сторону поврежденного участка
трубопровода и сварка их друг с другом вдоль образующих таким образом, чтобы создать
металлическую оболочку вокруг поврежденного куска. Пространство между трубопроводом и
двумя полуоболочками, известными, как обшивка, изолируется со стороны обоих концов
цементным раствором. После того, как раствор застынет, в пространство с кольцевым сечением,
образуемое между трубопроводом и сварной обшивкой, вводится смола, состоящая из двух и б олее
компонентов, она застывает внутри промежутка, образуя оболочку между внутренним куском
трубы и внешней оболочкой так, чтобы силу давления внутри трубопровода перенести на
внешнюю оболочку.
Этот метод имеет существенные недостатки из-за большого времени ожидания для застывания
цементного раствора и из-за того, что компоненты смолы не могут быть введены под высоким
давлением. Если смола будет введена под высоким давлением, то цементная прокладка не сможет
удержаться на месте и будет выдавлена с последующим растеканием смолы. Введение смолы при
недостаточном давлении может привести к неполному заполнению промежутка; и к тому же этот
способ не может обеспечить оплошность между поврежденным участком трубы и внешней
оболочкой из-за того, что смола обычно сжимается в процессе полимеризации и затвердения даже,
если добавлены наполнители, в результате чего сила, возникающая из -за давления внутри
трубопровода, неполностью перераспределяется на внешнюю оболочку. Это отсутствие
сплошности между внешней оболочкой и смолой возникает из-за явления сжатия.
Способ ремонта трубопровода в соответствии с изобретением также основан на принципе
использования внешней обшивки, непривариваемой к трубопроводу, но он решает проблемы,
связанные с отсутствием сплошности между трубопроводом и обшивкой, которые возникают на
современном уровне техники.
Преимущества способа ремонта трубопровода в соответствии с изобретением будут более ясны
из описания его типичного варианта воплощения, приведенного в виде примера (см. фиг. 1 -4).
Трубопровод 1, имеющий локальное повреждение 2 в виде коррозионного кратера из -за
попадания влаги под защитную оболочку, освобождают от земли и снимают защитную оболочку
до необходимой для ремонта степени. Поверхность трубопровода зачищают, обезжиривают и
зашкуривают до металла, чтобы обеспечить хорошую адгезию смолы. Затем размещаются две
цилиндрические стальные полуоболочки, желательно сцентрированные вокруг повреждения 2.
Внутренний диаметр двух полуоболочек немного больше, чем внешний диаметр трубопровода,
желательно 20-50 мм, что позволит создать 10-25 мм оболочку из смолы. Внутренние поверхности
двух полуоболочек или обшивки обрабатывают таким же образом, что и внешнюю поверхность
трубопровода, чтобы получить ту же адгезию между смолой и металлом. Затем две по луоболочки
соединяют вместе вдоль их краев, чтобы образовать цилиндрическую чашку вокруг трубы.
Соединение может быть съемного типа, например, с использованием болтов и гаек, но для более
общего варианта выполнения, который описан здесь, применяется постоянное сварное соединение.
Нижнюю полуоболочку 3 поддерживают держателями, не показанными на чертежах, а верхнюю
оболочку 4 устанавливают горизонтальными краями во взаимный контакт для сварки. Эти края
затачиваются для создания сварочного шва, используя сварочный металл. Две полуоболочки затем
свариваются вместе, чтобы образовать цилиндрическую металлическую чашку вокруг трубы.
Потом промежуток очищают струей сжатого воздуха. Эта подготовка является общей в
соответствующих методах современного уровня техники.
В соответствии с предпочтительным вариантом воплощения изобретения вдоль поверхности
двух полуоболочек наносят резьбовые отверстия 5, чтобы закрутить болты 6 для центровки чашки
вокруг трубы, с целью получения промежутка между чашкой и трубопроводом однородной
толщины. Два круглых полукольца 7 приварены к внутренней стороне полуоболочек 3 и 4 в
соответствии с краями полуоболочек, как это показано на фиг. 2. Их внешняя сторона 8 наклонена,
образуя конус с вершиной внутри чашки, образованной двумя полуоболочками 3 и 4.
200
201.
С обоих концов чашки напротив кольца, образованного двумя полукольцами 7, размещаетсяпрокладка 9, в которой по меньшей мере та поверхность, которая обращена к названному кольцу,
является наклонной, образуя конус, соответствующий поверхности 8.
Предпочтительно, чтобы она была образована из линейного отрезка резины или другого
эластичного материала, который вырезан по размеру, и обернута вокруг трубопровода 1, а затем
склеена на концах и вдавлена до соприкосновения с 8. Чтобы улучшить изоляцию пр окладки,
вокруг поверхности трубопровода 1, где размещается прокладка, может быть нанесен тонкий слой
смолы.
Напротив краев чашки размещают два фланца 10, показанных детально на фиг. 2 и 3 и имеющих
немного больший диаметр, чем трубопровод 1. Каждый из двух фланцев состоит из двух
полуфланцев 11, которые крепятся к трубопроводу, как зажимы и соединяются вместе болтами,
проходящими через концевые отверстия 12, а затем затягиваются гайкой и контргайкой.
Два внешних фланца 10 имеют множество отверстий 14 на их выступающем крае 15 для
закручиваемых резьбовых стяжек 16. Желательно, чтобы они были снабжены проточкой 17 в
форме кольца с их внутренней стороны в месте, соответствующем краю чашки, и центрирующим
кольцом 18 с их противоположной стороны.
После установки двух фланцев 10 их стягивают закручиванием гаек 19 на стяжках 16, чтобы
сжать обе прокладки 9, предпочтительно используя динамометрический гаечный ключ для баланса
стягивающих усилий так, чтобы фланец постоянно оставался перпендикулярным к оси
трубопровода. Под действием закручивания прокладки 9 зажимаются между поверхностью 8 и
трубопроводом 1 за счет эффекта заклинивания. Изоляция улучшается за счет возможно
нанесенного тонкого слоя смолы между трубопроводом и прокладкой, который после стягивания
размещается между трубопроводом и внутренней поверхностью прокладки.
На фиг. 4 показан альтернативный вариант выполнения устройства стягивания прокладки 9,
который может быть предпочтительным для ремонта частей трубопровода, требующих более
протяженных чашек или охватывающих трубопровод частей. В этом варианте полуоболчки 3 и 4
снабжаются вблизи своих краев полукруглыми задними фланцами 20, содержащими сквозные
отверстия, соответствующие отверстиям внешних фланцев 10. Фланец и задний фланец снабжают
короткими резьбовыми стяжками, на которые накручивают стягивающие гайки. После стяжки
удаляют центрирующие болты, отверстия 5 закрывают крышками с резьбой и чашка готова для
ввода оболочки из смолы. До ввода необходимо проверить, например, сжатым воздухом под
давлением 0,5-1,5 МПа, что промежуток изолирован и, если появляются утечки, то резьбовые
стяжки 16 должны быть подтянуты, чтобы дальше сжать прокладки. В нижней части нижней
оболочки 3 находятся вентиль 21, вкрученный, например, в резьбовое отверстие, аналогичное
отверстиям 5, для подсоединения насоса, ввода смеси смолы (не показано на чертеже), который
включает набор контейнеров, содержащих компоненты смолы, смешиваемые в момент ввода. В
верхней части верхней полуоболочки 4 находится вентиль 22 для выхода воздуха, в ытесняемого
вводимой смолой. Вентили 21 и 22 могут быть также использованы для предварительной проверки
изоляции промежутка. Наполнение смолой, представляющее собой одну из отличительных частей
способа, соответствующего изобретению, включает следующие стадии.
Могут быть использованы различные типы промышленных смол. Например, могут быть
использованы следующие типы: жидкие эпоксидные смолы в комбинации желательно с
отвердителем аминного типа, и акриловые, виниловые или аллиловые жидкие мономеры,
используемые в комбинации с полимеризационным катализатором, способным выделять
свободные радикалы, обычно выбираемым из перкарбонатов, пероксидов и гидропероксидов,
причем полимеризацию осуществляют внутри промежутка. В соответствии с предпочтительным
вариантом изобретения для ограничения сжатия или улучшения механических характеристик
сформированной полимерной оболочки, в смесь компонентов может быть добавлен мелко
измельченный инертный неорганический материал, такой как порошок мрамора.
Перед осуществлением ввода контейнеры качающего насоса заполняют компонентами для
приготовления смеси смолы, а насос подсоединяют к нижнему вентилю 21. Накачивающий насос
обычно работает на сжатом воздухе, подаваемом от компрессора, приводимого двигателем и
201
202.
размещенного на передвижном пункте для ремонта. Верхний вентиль 22 открыт и насос начинаетзакачивать смолистую смесь. Когда смола начнет выходить из верхнего вентиля 22, этот вентиль
закрывают. Ввод смолы продолжают, пока давление от насоса или давление в изолированной
чашке не достигнет значительной величины, желательно порядка 20-60 бар, а предпочтительно 3546 бар. Это давление очень важно для правильного формирования оболочки из смолы. Таким
образом, помимо полного заполнения промежутка стенка чашки подвергается растяжению, а
стенка трубопровода сжатию. При размещении и затвердевании смолы ее сжатие соответственно
компенсируется за счет снятия напряжения растяжения чашки и напряжения сжатия трубопровода,
что позволяет этим частям возвратиться в их первоначальное положение и подде рживает
коаксиальные металлические поверхности чашки и трубопровода всегда в контакте с
затвердевающей оболочкой из смолы, поэтому после окончания затвердевания существует полная
сплошность между внешней чашкой и трубопроводом.
После достижения необходимого давления насос ввода останавливают и нижний вентиль 21
закрывают. Насос отсоединяют и прочищают, а смолы оставляют застывать на определенное
время. После застывания смолы вентили могут быть удалены с закрытием отверстий заглушками с
резьбой, а фланцы 10 и стягивающие стержни 16 могут быть демонтированы и сняты; на
отремонтирванном трубопроводе 1 остается чашка, сформированная из сваренных полуоболочек 3
и 4 и прокладки 9, которая удерживается смолой. Трубопровод после нанесения нового защитного
покрытия может быть снова закопан.
Нанесенная чашка должна быть подсоединена к системе катодной защиты трубопровода. В
соответствии с предпочтительным вариантом изобретения используют соединительные болты
между чашкой и трубопроводом, при этом их устанавливают и оставляют в некоторых
центрирующих отверстиях 5 до закачки смолы. Конец болта, находящийся в контакте с
трубопроводом, снабжен хорошим электрическим контактом, таким как алюминиевая пластинка.
Дополнительным преимуществом изобретения является то, что трубопровод может быть
отремонтирован за короткое время без прерывания его нормальной работы и без сварки с
действующим трубопроводом.
Формула изобретения
1. Способ ремонта локальных повреждений трубопроводов путем нанесения обшивки или чашек
с введенной защитной оболочкой, в котором обшивку или чашки формируют из двух
цилиндрических полуоболочек, приложенных с разных сторон трубопровода и соединенных
вмемте вдоль их краев для образования цилиндрической обшивки или чашки вокруг трубы,
отличающийся тем, что вначале устанавливают кольцевую прокладку на каждом из двух краев
обшивки или чашки в соответствии с кольцевым выступом, расположенным внутри краев обшивки
или чашки, причем прокладку предпочтительно формируют с наклонной опорной поверхностью,
соответствующей поверхности выступа, обе прокладки зажимают между выступами и внешней
стенкой трубопровода с помощью стяжек, крепящихся к фланцам, расположенным с двух концов
обшивки или чашки, для образования удерживающего давления промежутка вокруг
поврежденного участка трубопровода, затем в промежуток вводят смолистую смесь, полностью
заполняя его, вытесненный воздух выводят через вентиляционный вентиль, после этого
вентиляционный вентиль закрывают, а введение смолистой смеси продолжают до получения
внутри промежутка повышенного давления для сообщения обшивке или чашке состояния
растяжения и трубопроводу состояния сжатия, вентиль для ввода окончательно закрывают и
введенную смолу оставляют затвердеватель, при этом механические напряжения, созданные в
обшивке или чашке и в стенках трубопровода, компенсируют сжатие смолы в процессе
затвердевания для получения сплошности между обшивкой или чашкой, затвердевшей оболочкой
из смолы и трубопроводом.
2. Способ по п. 1, отличающийся тем, что давление ввода находится в диапазоне 20 60 бар,
предпочтительно 30 45 бар.
3. Способ по п. 1, отличающийся тем, что прокладки зажимают с помощью затяжки резьбовых
стяжек, которые соединены с каждым из двух установочных фланцев с обоих концов обшивки или
чашки.
202
203.
4. Способ по п. 1, отличающийся тем, что прокладки зажимают с помощью затяжки резьбовыхстяжек, которые соединяют каждый из двух установочных фланцев с обоих концов обшивки или
чашки с задними фланцами, установленными на соответствующих краях обшивки или чашки.
5. Способ по пп. 1 4, отличающийся тем, что смола, используемая для ввода, является
эпоксидной смолой с отвердителем предпочтительно аминного типа.
6. Способ по пп. 1 5, отличающийся тем, что смола, используемая для ввода, полимеризуется
внутри промежутка и содержит актиловый, виниловый или аллиловый мономеры, применяемые с
катализатором, способным выделять свободные радикалы и состоящим из органических
перкарбонатов, пероксидов или гидропероксидов.
203
204.
204205.
РОССИЙСКАЯ ФЕДЕРАЦИЯФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
(19)
RU
(11)
205
206.
2 224 169(13)
C2
(51) МПК
(12)
F16L 55/175 (2000.01)
F16L 55/18 (2000.01)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: действует (последнее изменение статуса: 26.02.2021)
Пошлина: учтена за 19 год с 14.05.2020 по 13.05.2021
(21)(22) Заявка: 2002112542/06, 13.05.2002
(24) Дата начала отсчета срока действия патента:
13.05.2002
(45) Опубликовано: 20.02.2004 Бюл. № 5
(56) Список документов, цитированных в отчете о
поиске: Инструкция по ремонту дефектных
труб магистральных газопроводов
полимерными композиционными
материалами. ВСН 39-1.10-001-99. ИРЦ
Газпром. - М., 2000. US 43913000 A,
05.06.1983. RU 2104439 C1, 10.02.1998. GB
2210134 A, 01.06.1989. WO 96/19694 A1,
27.06.1996.
(72) Автор(ы):
Шарыгин В.М.,
Теплинский Ю.А.,
Яковлев А.Я.,
Воронин В.Н.,
Романцов С.В.,
Филиппов А.И.,
Шарыгин Ю.М.
(73) Патентообладатель(и):
Общество с ограниченной
ответственностью "Севергазпром"
Адрес для переписки:
169300, Республика Коми, г. Ухта, пр.
Ленина, 39/2, ООО "Севергазпром",
Генеральному директору А.А. Захарову
(54) СПОСОБ РЕМОНТА ТРУБОПРОВОДА И МУФТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57) Реферат:
Изобретение относится к строительству и используется при ремонте локальных повреждений
трубопроводов. Вскрывают трубопровод, удаляют изоляционное покрытие выборочно с мест
отсутствия его адгезии к поверхности трубопровода, зачищают эти места и на них наносят клеевой
состав, затем устанавливают эластичную прокладку с предварительно нанесенным на ее
внутреннюю поверхность клеевым составом вокруг трубопровода, располагая утолщенную часть
прокладки над дефектным местом, устанавливают на прокладку муфту, совмещая их
волнообразные поверхности, затягивают болтовые соединения с обеих сторон муфты и создают
расчетные давления эластичной прокладки на трубу и на наружную поверхность герметизирующей
мастики. Повышает надежность ремонтных работ на действующем трубопроводе. 2 с. и 3 з.п.ф -лы,
2 ил.
Текст описания в факсимильном виде (см. графическую часть)т
Формула изобретения
1. Способ ремонта трубопровода с помощью муфты, включающий вскрытие трубопровода,
снятие изоляционного покрытия вокруг дефектного места, очистку поверхности трубы, нанесение
упрочняющей мастики в полость дефекта, установку муфты с перекрытием дефектного места,
нанесение клеевого состава на трубу и натяжение стенок муфты, отличающийся тем, что
206
207.
изоляционное покрытие удаляют выборочно с мест отсутствия его адгезии к поверхноститрубопровода, зачищают эти места и на них наносят клеевой состав, затем устанавливают
эластичную прокладку с предварительно нанесенным на ее внутреннюю поверхность клеевым
составом вокруг трубопровода, располагая утолщенную часть прокладки над дефектным местом,
устанавливают на прокладку муфту, совмещая их волнообразные поверхности, затягивают
болтовые соединения с обеих сторон муфты и создают расчетные давления эластичной прокладки
на трубу и на наружную поверхность герметизирующей мастики.
2. Способ по п.1, отличающийся тем, что упрочняющей мастикой заполняют часть объема
полости дефектного места, составляющую 80÷90% от всего объема полости дефектного места.
3. Способ по п.1, отличающийся тем, что в качестве клеевого состава используют резиновый
клей, а в качестве упрочняющей мастики используют мультиметалл типа "РЭМ -сталь".
4. Муфта для ремонта трубопровода, выполненная в виде ленты из композиционного материала
с приливами по концам для болтового соединения, содержащая с внутренней стороны пазы,
заполненные эластичной прокладкой, взаимодействующей с внутренней поверхностью ленты по
всей ее площади, отличающаяся тем, что пазы в ленте постоянной толщины выполнены по
идентичным волнообразным поверхностям в направлении окружности с обеих сторон ленты, а
приливы выполнены в плоскости разъема полумуфт, составляющих муфту и охватывающих
половину окружности каждая.
5. Муфта по п.4, отличающаяся тем, что в качестве композиционного материала используют
преимущественно стеклопластик, а в качестве материала эластичной прокладки используют
преимущественно резину.
207
208.
208209.
РОССИЙСКАЯ ФЕДЕРАЦИЯ(19)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
RU
(11)
2 232 340
(13)
C1
(51) МПК
(12)
F16L 55/175 (2000.01)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: не действует (последнее изменение статуса: 26.04.2021)
Пошлина: учтена за 18 год с 25.04.2018 по 24.04.2019
(21)(22) Заявка: 2002131938/06, 24.04.2001
(24) Дата начала отсчета срока действия патента:
24.04.2001
(30) Конвенционный приоритет:;
28.04.2000 GB 0010329.1
(71) Заявитель(и):
ЛЭТТИС ИНТЕЛЛЕКЧУАЛ ПРОПЕРТИ
ЛТД. (GB)
(72) Автор(ы):
ВУ Дан Квок (GB)
(73) Патентообладатель(и):
ЛЭТТИС ИНТЕЛЛЕКЧУАЛ ПРОПЕРТИ
209
210.
(45) Опубликовано: 10.07.2004 Бюл. № 19(56) Список документов, цитированных в отчете о
поиске: RU 2116550 C1, 27.07.1998. SU
1093868 A, 23.05.1984. SU 1691653 A,
15.11.1991. US 4240650 A, 23.12.1980.
ЛТД. (GB)
(74) Патентный поверенный:
Егорова Галина Борисовна
(85) Дата перевода заявки PCT на национальную
фазу:
28.11.2002
(86) Заявка PCT:
GB 01/01810 (24.04.2001)
(87) Публикация PCT:
WO 01/84038 (08.11.2001)
Адрес для переписки:
129010, Москва, ул. Б.Спасская, 25, стр.3,
ООО "Юридическая фирма Городисский и
Партнеры", пат.пов. Г.Б. Егоровой
(54) СПОСОБ КРЕПЛЕНИЯ ХОМУТОВ НА ТРУБОПРОВОДЕ
(57) Реферат:
Способ крепления хомутов на трубопроводе относится к способу соединения тройников или
отводов с трубопроводами. Хомут содержит защитное кольцо. Последнее имеет верхнюю и
нижнюю части. Последние снабжены кольцевыми канавками. Последние соединены др уг с другом
множеством каналов. Последние проходят сквозь кольцо от одной канавки к другой.
Предусматривается введение герметика через предусмотренное или выполненное в стенке хомута
отверстие. Кольцевое уплотнение выполнено из резины или из металлополимерного композита.
Обеспечивается эффективность крепления хомутов на трубопроводе.4 з.п. ф -лы, 8 ил.
Настоящее изобретение относится к способу соединения тройников или отводов с
трубопроводами, такими как газовые или водопроводные магистрали и к ремонту таких
поврежденных трубопроводов или водопроводных магистралей, используя в основном две
половины разъемного хомута, которые скрепляются друг с другом для образования хомута,
охватывающего трубопровод и оставляющего кольцевое пространство между трубопроводом и
хомутом.
Согласно настоящему изобретению предложен способ крепления хомута на трубопроводе, при
этом хомут содержит первую часть для установки на той стороне трубопровода, которая удалена
от поврежденной стороны или от которой должен отходить отвод, и вторую часть, на которой при
необходимости может быть выполнен отвод, для установки на поврежденной стороне
трубопровода или на стороне отвода, включающий установку на трубопровод защитного кольца в
требуемом положении на трубопроводе, окружающего поврежденный участок или участок, от
которого должен отходить отвод, установку на трубопроводе уплотнительного кольца так, чтобы
уплотнение находилось полностью радиально внутри защитного кольца, установку второй части
хомута на трубопроводе, установку первой части хомута на трубопровод и соединение первой и
второй частей хомута друг с другом так, чтобы сжать уплотнение и оставить кольцевое
пространство между первой и второй частями хомута и внешней поверхностью трубопровода,
установку уплотняющего средства для по существу предотвращения утечки среды из кольцевого
пространства, при этом верхняя и нижняя части защитного кольца снабжены кольцевыми
210
211.
канавами, которые соединены друг с другом множеством каналов, проходящих сквозь кольцо отодной канавки к другой, и введение герметика через отверстие, предусмотренное или выполненное
в стенке хомута, в верхней половине для заполнения нижней канавки, каналов и в ерхней канавки
для создания уплотнения между защитным кольцом и трубопроводом и между защитным кольцом
хомутом.
В кольцевое пространство может вводиться жидкий заполнитель, который после схватывания
удерживает хомут на месте.
Если вторая часть хомута содержит отвод, то после закрепления хомута на трубопроводе можно
применить известную процедуру вырезания отверстия в трубопроводе через отверстие в отводе в
условиях работающего трубопровода.
Следует учитывать, что уплотняющее кольцо должно быть достаточно сжи маемым и в идеале
также достаточно жестким, чтобы выдерживать давление защитного кольца при работе
трубопровода под рабочим давлением.
Если используется жидкий заполнитель, он может выбираться из ряда, содержащего уретаны,
полиэфиры, акрилы, эпоксидные смолы и цементирующие соединения. Следует учитывать, что
каждый из них должен выбираться в соответствии с рабочей температурой, влажностью и
скоростью отвердевания, что приводит к различной прочности адгезии для различных
применений. Различные материалы заполнителя дают разные экзотермические реакции, что
определяет изменение объема после монтажа. Следует также понимать, что объемные изменения
эпоксидного заполнителя следует оптимизировать, чтобы свести к минимуму возникновение
внутренних напряжений в заполнителе.
Для создания хорошего сцепления с заполнителем внешнюю поверхность трубопровода и
внутреннюю поверхность первой и второй частей хомута можно подготовить или обработать
пескоструйным аппаратом перед монтажом на трубопроводе.
Ниже следует более подробное описания примера настоящего изобретения со ссылками на
прилагаемые чертежи, где
фиг.1 - схематическое изображение верхней и нижней частей хомута, используемого в способе
по настоящему изобретению,
фиг.2 - схематический вид трубопровода, на котором установлено защитное кольцо и
уплотнительное кольцо, подготовленное для размещения верхней части хомута,
фиг.2а и 2b - сечение защитного кольца по линии А-А и В-В соответственно на фиг.2,
фиг.2С - увеличенный вид части защитного кольца, показанного на фиг.2,
фиг.3 - схематический боковой вид трубопровода, где верхняя и нижняя части хомута
установлены на место и соединены друг с другом,
фиг.4 - схематический вид по стрелке А на фиг.3,
фиг.5 - схематический боковой вид поврежденного трубопровода, на котором установлен хомут
без отвода.
Как показано на фиг.1, хомут 1 содержит первую часть 2, образующую верхнюю часть хомута, и
вторую часть 3, образующую нижнюю часть хомута.
Верхняя и нижняя части хомута 1 выполнены из углеродистой стали и имеют в основном
цилиндрические участки 4 и 5 соответственно, которые крепятся друг к другу, охватывая
трубопровод 6, через фланцы 7 и 8, которые проходят продольно вдоль каждой стороны верхней и
нижней частей, как показано на фиг.3.
Фланцы 7 верхней части 2 имеют отверстия 9, которые предназначены для совмещения с
отверстиями 10 во фланцах 8 нижней части 3 так, чтобы сквозь них можно было пропустить
крепежные болты 11 (см. фиг.3 и 4) для скрепления двух частей 2 и 3 на трубопроводе.
Верхняя цилиндрическая часть 4 содержит участок 12 с отверстием, от которого отходит
короткий трубный отвод 13, заканчивающийся кольцевым фланцем 14, к которому известным
способом можно подсоединить отводной трубопровод, снабженный концевым фланцем (не
показан) после того, как хомут 1 будет закреплен на трубопроводе 6.
Для иллюстрации настоящего изобретения ниже следует описание способа закрепления
тройникового отвода 1 на стальном трубопроводе.
211
212.
Первоначально участок внешней поверхности трубопровода, на котором должен быть закрепленхомут, подвергается пескоструйной обработке (не показано) так же, как и внутренние поверхности
частично цилиндрических участков 4 и 5 верхней и нижней частей хомута.
Защитное кольцо 16, выполненное из стали и имеющее форму, соответствующую форме
трубопровода, устанавливают на трубопровод вокруг участка 6а, от которого должен отходить
отвод 13.
Как показано на фиг.2а, 2b и 2с, защитное кольцо имеет верхнюю и нижнюю стороны 16а и 16b,
в каждой из которых выполнена соответственно верхняя и нижняя кольцевая канавка 16с и 16d.
Кольцевые канавки 16с и 16d соединены друг с другом множеством каналов 16е, разнесенных по
защитному кольцу и проходящих сквозь кольцо от одной канавки к другой.
Затем под защитное кольцо устанавливают уплотнительное кольцо 17, выполненное, например,
из резины или полимера и металла и имеющее большую толщину, чем защитное кольцо 16, так
чтобы по существу соответствовать форме трубопровода (см. фиг.2).
Верхнюю часть 2 хомута опускают на уплотнение 17, при этом отверстие 13а отвода 13
центрируют на участке 6а, окруженном уплотнением и защитным кольцом, подводят на место на
трубопроводе нижнюю часть 3 и верхнюю и нижнюю части хомута соединяют болтами 11,
используемыми в совмещенных отверстиях 9 и 10 во фланцах 7 и 8 (см. фиг.3 и 4).
В стенке нижней части 3 хомута установлены регулировочные болты 18. Эти регулировочные
болты проходят сквозь стенку нижней части для взаимодействия с поверхностью трубопровода 6
или для упора в нее и выполнены с возможностью вращения снаружи хомута для затягивания или
ослабления упора в стенку трубопровода. Регулировочные болты 18 регулируют так, чтобы
уплотнительное кольцо 17 сжалось в достаточной степени, чтобы обеспечить требуемое
уплотнение перед введением эпоксидного заполнителя.
После того как хомут 1 будет установлен на место на трубопроводе, между верхней и нижней
частями 2 и 3 и внешней поверхностью трубопровода 6 остается или определяется цилиндрическое
или кольцевое пространство или зазор 19.
Это кольцевое пространство закрыто уплотнительным средством 20, например
соответствующей шпатлевкой, которое расположено между хомутом и трубопроводом на
противоположных концах хомута, и уплотнительным кольцом 17.
Затем в кольцевое пространство 19 через инжекционное отверстие 21, расположенное на дне
нижней части хомута, впрыскивают заполнитель, заполняющий кольцевое пространство. После
того как кольцевое пространство 19 будет заполнено заполнителем, заполнителю дают отвердеть и
тем самым связать верхнюю и нижнюю части 2 и 3, а также хомут 1 и трубопровод.
Когда заполнитель прочно свяжет хомут с трубопроводом, регулировочные болты 18 по
желанию можно отпустить, чтобы нагрузка равномерно распределялась по трубопроводу
заполнителем.
После того как хомут будет закреплен на трубопроводе, можно использовать известные
технологии для вырезания отверстия на участке 6а (не показано) на работающем трубопроводе и
подсоединения отводного трубопровода (не показан) к отводу, используя отводной патрубок 13.
После того как верхняя и нижняя части 2 и 3 будут скреплены друг с другом, на трубопроводе,
сжимая уплотнительное кольцо 17, в отверстие 23, предусмотренное или выполненное в верхней
части 2, вводят текучий герметик. Герметик вводится в верхнюю канавку 16с и заполняет нижнюю
канавку 16b, каналы 16е и верхнюю канавку 16с для создания уплотнения между трубопроводо м 6
и защитным кольцом 16, а также между защитным кольцом 16 и верхней частью 2 хомута.
Целью создания такого уплотнения между защитным кольцом и трубопроводом 6 и верхней
частью 2 хомута является обеспечение возможности и облегчение ремонта или добавления
отводов, если при эксплуатации возникнет течь из-за отказа уплотнения 17.
Описанный способ позволяет связывать хомут с трубопроводом, не используя сварку. Он
особенно предпочтителен при работе на работающих трубопроводах, особенно при высоком
расходе продуктов по таким трубопроводам. Другим преимуществом использования этого способа
является сведение к минимуму не являющегося необходимым снижения давления в трубопроводе
и экономичность монтажа.
212
213.
На фиг.5 показана иллюстрация модифицированного способа согласно настоящемуизобретению по сравнению с описанным выше со ссылками на фиг.3 и 4. На фиг.5 показано, что
верхняя часть хомута 2а не имеет отвода. Верхняя часть 2а аналогична нижней части 3.
Трубопровод 6 имеет поврежденный участок 6b, вокруг которого устанавливают защитное
кольцо 16 и уплотнительное кольцо 17, после чего на трубопровод устанавливают верхнюю часть
2а хомута. В остальном способ на фиг.5 аналогичен описанному со ссылками на предшествующие
чертежи и, следовательно, не требует дополнительных пояснений.
Формула изобретения
1. Способ крепления хомута на трубопроводе, при этом хомут содержит первую часть для
установки на той стороне трубопровода, которая удалена от поврежденной стороны трубопровода
или стороны, от которой должен отходить отвод, и вторую часть, при необходимости содержащую
отвод, для установки на поврежденной стороне трубопровода или на стороне, от которой должен
отходить отвод, включающий установку защитного кольца на трубопроводе в требуемом
положении, окружающего поврежденный участок или участок, от которого должен отходить
отвод, установку уплотнительного кольца на трубопроводе так, чтобы уплотнение полностью
радиально находилось внутри защитного кольца, установку второй части хомута на трубопровод,
установку первой части хомута на трубопровод, и соединение первой и второй части друг с другом
так, чтобы сжать уплотнение и оставить кольцевое пространство между первой и второй частями
хомута и внешней поверхностью трубопровода, установку уплотняющего средства для, по
существу, предотвращения утечки среды из кольцевого пространства, при этом верхняя и нижняя
части защитного кольца снабжены кольцевыми канавками, которые соединены друг с другом
множеством каналов, проходящих сквозь кольцо от одной канавки к другой, и введение герметика
через отверстие, предусмотренное или выполненное в стенке хомута, в верхней половине, для
заполнения нижней канавки, каналов и верхней канавки для создания уплотнения между
защитным кольцом и трубопроводом и между защитным кольцом и хомутом.
2. Способ по п.1, в котором первая часть образует нижнюю часть хомута, а вторая часть
образует верхнюю часть хомута.
3. Способ по п.1 или 2, в котором кольцевое уплотнение выполнено из резины или из
металлополимерного композита.
4. Способ по любому из предшествующих пунктов, в котором в кольцевое пространство между
первой и второй частями и внешней поверхностью трубопровода вводят заполнитель.
5. Способ по любому из предшествующих пунктов, в котором используют установочные
средства для отведения первой части от трубопровода, когда первая и вторая части скреплены друг
с другом на трубопроводе.
213
214.
214215.
215216.
216217.
217218.
218219.
219220.
РОССИЙСКАЯ ФЕДЕРАЦИЯ(19)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
RU
(11)
2 249 752
(13)
C2
(51) МПК
(12)
F16L 55/175 (2000.01)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: не действует (последнее изменение статуса: 29.04.2008)
(21)(22) Заявка: 2003110968/06, 16.04.2003
(24) Дата начала отсчета срока действия патента:
16.04.2003
(43) Дата публикации заявки: 10.10.2004 Бюл.
№ 28
(72) Автор(ы):
Ежов В.С. (RU)
(73) Патентообладатель(и):
Курский государственный технический
университет (RU)
(45) Опубликовано: 10.04.2005 Бюл. № 10
(56) Список документов, цитированных в отчете о
поиске: SU 1634940 A2, 15.03.1991. SU
1314179 A1, 30.05.1987. SU 870846 A,
17.10.1981. US 3563276 А, 29.08.1968. US
4111234 А, 05.09.1978.
Адрес для переписки:
305040, г.Курск, ул. 50 лет Октября, 94,
КГТУ, ОНС, Проректору по научной работе
220
221.
КГТУ(54) БАНДАЖ ДЛЯ ТРУБОПРОВОДА
(57) Реферат:
Изобретение относится к трубопроводному транспорту и предназначено для ремонта дефектных
участков трубопровода без их замены. На дефектный участок трубопровода спирально
наматывают изолирующий материал, выполненный в виде чулка с оболочкой, герметичной с
наружной стороны и перфорированной с боковых и примыкающих к трубопроводу сторон.
Изолирующий материал имеет ромбовидное сечение, образованное ромбовидными шпангоутами,
установленными внутри чулка, поделенного поперечными перфорированными перегородками на
отсеки, каждый из которых снабжен питательным и воздушным штуцерами и натяжными замками,
поочередным закрыванием которых фиксируют на трубопроводе натяжение чулка. Отсеки чулка
через штуцеры поочередно заполняют композицией, проникающей через перфорацию чулка и
обеспечивающей его скрепление с трубопроводом при отверждении композиции. Повышает
эффективность ремонтных работ. 1 ил.
Изобретение относится к трубопроводному транспорту жидкостей и газов и предназначено для
ремонта и восстановления дефектных участков трубопровода без их замены.
Известно устройство для устранения течи действующего трубопровода, выполненное из двух
полуцилиндрических коробов охватывающих дефектный участок, прижимающих к наружной
поверхности трубопровода герметизирующую прокладку [1].
Основным недостатком известного устройства является трудность создания герметизации по
всему периметру дефектного участка, что снижает его надежность.
Более близким к предлагаемому изобретению является бандаж для трубопровода,
представляющий собой дефектный участок трубопровода, обмотанный несколькими витками друг
на друга ленточным изолирующим материалом, пропитанным клеевой комп озицией
(отвердевающей композицией) и обжатый сверху веревочными витками, который получают путем
подготовки поверхности дефектного участка, заглушке места течи кляпами, обмоткой ленточным
изолирующим материалом с параллельной пропиткой его клеевой композицией и уплотнением
бандажа намоткой внатяг веревки на всю поверхность бандажа с последующей обработкой всей
наружной поверхности бандажа клеевой композицией (отвердевающей композицией) [2].
Основными недостатками известного устройства являются невозможность обеспечения
механизации процесса ремонта трубопровода и невозможность устранения дефектов на участке
больших размеров, что снижает эффективность ремонта трубопроводов.
Технической задачей, на решение которой направлено предлагаемое изобретение является
повышение эффективности ремонта трубопроводов.
Технический результат достигается тем, что бандаж для трубопровода содержит дефектный
участок трубопровода, обмотанный изолирующим материалом, выполненным в виде спирально
навитого на наружную поверхность дефектного участка чулка с оболочкой, перфорированной с
боковых и примыкающих к трубопроводу сторон, соответственно, и герметичной наружной
стороны ромбовидного сечения, образованного ромбовидными шпангоутами, устроенными внутри
его на некотором расстоянии друг от друга, и поделенного поперечными перфорированными
перегородками на отсеки, каждый из которых снабжен питательными и воздушными штуцерами,
соответственно, натяжными замками, внахлест на боковую перфорированную сторону оболочки
чулка с примыканием кромки наружной герметичной стороны оболочки каждого витка вплотную
друг к другу, причем каждый отсек заполнен отвердевающей композицией.
Предлагаемое устройство изображено на чертеже.
221
222.
Бандаж для трубопровода состоит из дефектного участка трубопровода 1, на котор ый спиральнонавит чулок 2, представляющий собой оболочку, перфорированную с боковых и прилегающих к
наружной поверхности трубопровода 1 сторон 3, соответственно, герметичной наружной стороны
4, внутри которой на некотором расстоянии друг от друга устроены ромбовидные шпангоуты 5,
обеспечивающие ромбовидную форму сечения оболочки чулка 2, разделенного внутри
перфорированными перегородками 6 на отсеки, длина которых выбирается из возможностей
полного заполнения отсека отвердевающей композицией 10 при давлении, создаваемом насосом
или другим устройством, каждый из которых снабжен питательным и воздушным штуцерами 7 и
8, соответственно, натяжным замком 9 и заполнен отвердевающей композицией.
Ремонт дефектного участка трубопровода осуществляют следующим образом.
Дефектный участок трубопровода 1 после его выявления очищают от грязи, изоляции,
промывают, а при наличии открытых свищей временно устраняют их закупоркой кляпами,
материал которых выбирают исходя из свойств жидкости (газа) в трубопроводе и его материала.
Процесс создания бандажа заключается в спиральной навивке чулка 2 на подготовленный
дефектный участок трубопровода 1 внахлест на боковую перфорированную сторону 3 оболочки с
примыканием наружной герметичной стороны 4 оболочки каждого витка вплотную друг к другу,
фиксации положения и натяжения чулка 2 вокруг трубопровода 1 поочередным закрытием замков
9, поочередным заполнением отсеков чулка 2 через питательный штуцер 7 отвердевающей
композицией 10, наполнение которых производится до появления отвердевающей композиции в
воздушном штуцере 8 наполняемого отсека, после чего штуцеры 8 и 7 закрывают поочередно и
проводят наполнение следующего по ходу отсека и так до заполнения всех отсеков. В результате
заполнения отсеков происходит дополнительное натяжение чулка 2 и через отверстия
перфорированных сторон 3, перфорированных перегородок 7 проникновение oтвердевающей
композиции в соседние витки и на наружную поверхность дефектного участка трубопровода 1, ее
надежное сцепление с поверхностью трубопровода 1 при твердении композиции 10 и витков чулка
2 друг с другом. При этом, материал оболочки чулка 2 и ромбовидных шпангоутов 5 играет роль
арматуры тела бандажа, повышая его прочность и надежность. Материал оболочки чулка и
отвердевающую композицию выбирают в зависимости от материала трубопровода и давления, при
котором он эксплуатируется.
Таким образом, предлагаемый бандаж для трубопровода позволяет производить ремонт
дефектных участков значительной длины без выключения трубопровода из работы с применением
средств механизации для нанесения на поверхность трубопроводов отвердевающей композиции
(например, насоса), что сокращает продолжительность ремонта и увеличивает его эффективность.
ЛИТЕРАТУРА
1. А.с. СССР № 870846, кл. F 16 L 55/18, 1981.
2. А.с. СССР № 1634940, кл. F 16 L 55/18, 1991.
Формула изобретения
Бандаж для трубопровода, включающий дефектный участок трубопровода, обмотанный
изолирующим материалом, пропитанным отвердевающей композицией, отличающийся тем, что
изолирующий материал выполнен в виде спирально навитого на наружную поверхность
дефектного участка чулка с оболочкой, перфорированной с боковых и примыкающих к
трубопроводу сторон, соответственно, и герметичной наружной стороны, ромбовидного сечения,
образованного ромбовидными шпангоутами, устроенными внутри чулка, поделенного
поперечными перфорированными перегородками на отсеки, каждый из которых снабжен
питательным и воздушным штуцерами, соответственно, натяжными замками, внахлест на боковую
перфорированную сторону оболочки чулка с примыканием кромки наружной герметичной
стороны каждого витка вплотную друг к другу, причем каждый отсек заполнен отвердевающей
композицией.
222
223.
223224.
РОССИЙСКАЯ ФЕДЕРАЦИЯ(19)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
RU
(11)
2 292 512
(13)
C1
(51) МПК
(12)
F16L 55/175 (2006.01)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: не действует (последнее изменение статуса: 06.07.2012)
Пошлина: учтена за 4 год с 06.07.2008 по 05.07.2009
(21)(22) Заявка: 2005120707/06, 05.07.2005
(24) Дата начала отсчета срока действия патента:
(72) Автор(ы):
Рудник Анатолий Андреевич (UA),
Беккер Михаил Викторович (UA),
224
225.
05.07.2005(30) Конвенционный приоритет:;
07.07.2004 UA 20040705485
(45) Опубликовано: 27.01.2007 Бюл. № 3
(56) Список документов, цитированных в отчете о
поиске: RU 2104439 C1, 10.02.1998. RU
2222746 C2, 27.01.2004. РЕКЛАМА
БРИТИШ ГАЗ "BRITISH GAS Р/С RIPLEY
ROAD, AMBERGATE, DERBYSHIRE", DE
562FZ. RU 2104439 C1, 10.02.1998. WO
96/1994 A1, 27.06.1996. GB 2210134 A,
01.06.1989. SU 1451422 A1, 15.01.1989.
Дрогомирецкий Михаил Николаевич
(UA),
Горностаев Геннадий Петрович (UA),
Слесар Петр Федорович (UA),
Карвасарский Рафаил Давыдович (UA),
Бут Виктор Степанович (UA),
Подолян Александр Петрович (UA),
Пудрий Сергей Владимирович (UA),
Томашук Александр Иванович (UA)
(73) Патентообладатель(и):
Дочерняя компания "Укртрансгаз"
Национальной акционерной компании
"Нефтегаз Украины" (UA)
Адрес для переписки:
03186, г. Киев, ул. Антонова, 2/32, корп.4а,
кв.73, А.П. Подолян
(54) СПОСОБ РЕМОНТА ЛИНЕЙНОГО УЧАСТКА ТРУБОПРОВОДА
(57) Реферат:
Изобретение относится к трубопроводному транспорту и используется при ремонте
преимущественно магистральных газопроводов высокого давления. Изготовляют разрезную
муфту, на противоположных частях которой устанавливают краны. На ремонтируемом участке
трубопровода устанавливают части муфты и соединяют их между собой, при этом краны
размещают в нижней и верхней точках муфты. Между трубопроводом и муфтой с ее краев
закладывают предварительно сжатый шланг. Концы шланга выводят через уплотнения в
отверстиях муфты. Устанавливают с обоих концов муфты фланцы и шланги заполняют газом или
жидкостью. Шланги расширяются, центрируют муфту относительно ремонтируемого
трубопровода и герметизируют пространство под муфтой. Фланцы стягивают между собой и с
помощью шприца высокого давления осуществляют запрессовку герметизирующего состава в
пространство под муфтой при максимально возможном безопасном давлении, при котором стенка
трубы не теряет устойчивость. Повышает качество и безопасность проведения ремонтных работ. 5
з.п. ф-лы, 6 ил.
Изобретение относится к технике ремонта трубопроводного транспорта, преимущественно
магистральных газопроводов высокого давления.
При длительной эксплуатации газопроводов на их линейных участках в результате процессов
коррозии, механических и химических воздействий появляются многочисленные дефекты
(раковины, каверны, внутренние трещины, свищи и т.д.). В ряде случаев дефекты я вляются
недопустимыми для безопасной эксплуатации трубопровода.
Широко известен способ ремонта линейных участков газопровода путем установки на
аварийном участке трубы технологической катушки (см., например, Правила производства
капитального ремонта линейной части магистральных газопроводов. ВСН 2-112-79. - Москва:
ВНИИСТ, 1973, стр.34-35). Способ сводится к следующему. Аварийный участок трубопровода
локализуют и из него откачивают газ. После этого часть трубы, содержащую дефект, вырезают и
на ее место вваривают технологическую катушку. Способ является радикальным, по существу
повторяющим монтаж трубопровода. Вместе с тем он имеет существенные недостатки, связанные
с трудоемкостью, неизбежностью больших финансовых затрат, связанных с необходимостью
стравливания газа и вынужденным простоем трубопровода.
225
226.
Известен способ ремонта участков газопровода путем приварки в местах дефектов заплатдуговым методом или взрывом (см., например, Новые методы ремонта линейной части
магистральных газопроводов. - М.: ВНИИСТ, 1981, стр.33-34). Способ имеет ограниченное
применение. Для его реализации требуется сброс давления в газопроводе с его последующей
продувкой.
Известен способ ремонта линейных участков газопровода путем установки бандажа или
технологической муфты (см. Iнструкцiя з
ремонту магiстральних газопроводiв пiд тиском до
0,3 МПа iз застосуванням дугового зварювання. Iнститут електрозварювання iм. ∈.О.Патона,
1997, 14 с.). Способ заключается в следующем. Давление в газопроводе сбрасывают до 200 Па - 0,3
МПа. В месте дефекта трубу очищают и на нее надевают разрезной бандаж или муфту, состоящую
из нескольких частей. Под бандаж или муфту устанавливают прокладку из мягкого металла. Далее,
части бандажа или муфты стягиваются с помощью центратора и свариваются между собой. Способ
предусматривает процедуру приварки составных частей муфты к трубопроводу. Из -за опасности
прожога трубы способ не может быть использован на участках трубопроводов, имеющих
значительные дефекты.
Широко известен способ ремонта линейных участков трубопроводов путем установки
ремонтной муфты, заполненной клеевой композицией (см., например, Рекламу British Gas р/с
Ripley Road, Ambergate, Derbyshire, DE 562 FZ). Способ может быть использован без снижения
давления в трубопроводе. Ремонтная конструкция состоит из двух полумуфт. В процессе работы
полумуфты механически соединяются друг с другом, образуя замкнутую оболочку вокруг
ремонтируемого участка трубопровода. Далее оболочка центрируется с помощью технологических
элементов (болтов), установленных в отверстиях корпуса. После этого пространство между
трубопроводом и муфтой герметизируется с обоих концов с помощью застывающего состава
(цемента, эпоксидной шпаклевки и т.д.). В изолированный промежуток через специальные
штуцеры накачивается эпоксидный состав, который обеспечивает высокую жесткость
конструкции.
Данный способ ремонта практически всех типов несквозных дефектов получил широкое
применение на линейных участках трубопроводов, работающих под большим давлением.
Отремонтированные таким образом участочки трубопровода имеют, как правило, более высокую
прочность, чем прилегающие неповрежденные участки трубы. Несмотря на большое
распространение, способ имеет существенные недостатки, связанные с сложностью работ по
центрированию оболочки и невозможностью введения эпоксидного наполнителя под высоким
давлением. В дальнейшем, из-за изменения геометрических размеров трубопровода ввиду
перепадов давления перекачиваемого продукта и температурных деформаций, эпоксидный слой
может расслаиваться, что может привести к снижению жесткости и герметичности конструкции.
Кроме того, относительно низкое давление заполнения эпоксидным составом пространства под
муфтой с учетом его усадки в процессе застывания допускает появление пустот. Максимальное
давление заполнения пространства под муфтой ограниченно прочностью изолирующих прокладок
на торцах.
Известен способ установки муфты на дефектный участок трубопровода (см. патент России
2222746, F 16 L 55/175), являющийся разновидностью описанного ранее способа. В отличие от
него для центрирования частей разрезной муфты используется проволока, предварительно
намотанная на трубопровод. Для эффективного использования способа требуется точное
изготовление элементов муфты. Кроме того, способ не предусматривает высокого давления
заполнения эпоксидным составом пространства под муфтой.
Известен способ ремонта локальных повреждений трубопроводов (см. патент России 2104439, F
16 L 55/175), являющийся прототипом заявляемого изобретения. Способ основан на использовании
разрезной муфты, части которой собирают на ремонтируемом участке трубопровода и центрируют
с помощью болтов, образуя вокруг трубы замкнутую оболочку. В дальнейшем пространство под
муфтой изолируют и заполняют под давлением эпоксидным составом. В прототипе применена
226
227.
муфта, имеющая конструктивные особенности в виде выступов, представляющих из себя круглыеполукольца, приваренные к внутренним частям полумуфт вблизи от их краев. Полукольца имеют
скос со стороны концов муфты. После установки муфты в пространствах, ограниченных
трубопроводом, внутренней частью муфты и выступом полуколец, с обеих сторон муфты
устанавливают кольцевые прокладки, имеющие соответствующий скос. Далее напротив краев
муфты размещают два фланца. Фланцы состоят из двух соединенных между собой полуфланцев и
устанавливаются на трубопровод как зажим. Фланцы соединяют с помощью резьбовых шпилек и
стягивают гайками. При этом прокладки зажимаются между выступами на краях муфты и
фланцами деформируются, уплотняя при этом пространство между краями внутренней
поверхности муфты и трубопроводом. После этого с помощью насоса осуществляют запрессовку
эпоксидного состава в пространство под муфтой. Давление доводят до 20-60 бар, после чего
нагнетание состава останавливают.
Данный способ позволяет осуществить качественный ремонт трубопровода. Запрессовка
эпоксидного состава в пространство под муфтой осуществляется при высоком давлении. В
результате этого пространство гарантировано заполняется эпоксидным составом. Кроме того,
стенки муфты подвергаются растяжению, а трубопровода - сжатию. Это позволяет компенсировать
изменение геометрических размеров трубопровода из-за перепадов давления и уменьшение объема
эпоксидной прослойки в процессе усушки.
Способ прост и эффективен, однако не свободен от недостатков.
Способ предусматривает значительные работы по центрированию муфты с помощью болтов.
Кроме того, конструкция муфты требует приваривания специальных полуколец, что предполагает
повышенную точность изготовления и соединения ее частей. В реальных полевых условиях это
может быть крайне затруднено, например, при ремонте трубопровода с эллипсовидным сечением.
Кроме того, эпоксидные смолы даже с пластификаторами со временем становятся хрупкими, что
снижает качество ремонта. В изобретении, выбранном в качестве прототипа, эпоксидный состав
предлагается вводить при давлении 20-60 бар (предпочтительно 30-45 бар). Вместе с тем для
каждого трубопровода имеется свое предельное давление, превышение которого может привести к
деформации стенки трубы и потери ее стойкости.
В основу изобретения положена задача упрощения процесса центрирования муфты при
одновременном упрощении ее конструкции за счет применения шлангов, устанавливаемых между
муфтой и трубопроводом, а также задача повышения качества и безопасности проведения работ за
счет учета предельного внешнего давления ремонтируемого трубопровода и использования
эпоксидно-полиуретанового герметизирующего состава. Это позволяет отказаться от применения
центрирующих болтов и полуколец и предотвратить деформацию ремонтируемой трубы при
высоком качестве ремонта.
Задача решается за счет того, что в способе ремонта линейного участка трубопровода,
заключающемся в зачистке ремонтируемого участка трубопровода, установке на нем разрезной
муфты, центрировании и скреплении ее частей, установке между внешней поверхностью
трубопровода и внутренней поверхностью муфты с ее концов кольцевых эластичных прокладок,
установке с двух концов муфты фланцев, соединенных стяжками, заполнении пространства между
трубопроводом и внутренней поверхностью муфты клеевой композицией с одновременным
вытеснением воздуха из заполняемого пространства, согласно изобретению после скрепления
частей разрезной муфты на трубопровод с двух сторон муфты сначала наматывают по одному
витку гибкого шланга, который сжимают и заправляют между трубопроводом и внутренней
поверхностью муфты, при этом шланги располагают параллельно внешним краям муфты, а концы
шлангов выводят через уплотнения в теле муфты, после чего на трубопровод с двух сторон муфты
устанавливают фланцы, после этого в шланги под давлением подается жидкое или газо образное
вещество, распирающее шланги между трубопроводом и внутренней поверхностью муфты, после
этого фланцы стягивают в продольном направлении с помощью стяжек. Далее, с помощью шприца
высокого давления заполняют пространство между трубопроводом и внутренней поверхностью
муфты самотвердеющей клеевой композицией, после чего давление повышают до максимально
возможного расчетного значения и выдерживают до окончания процесса затвердения.
227
228.
Сущность изобретения заключается в следующем.Сначала изготавливают разрезную муфту. В общем случае она состоит из двух половинок. На
противоположных частях устанавливают краны, например, шарового типа. После этого половинки
муфты устанавливают на ремонтируемый участок трубопровода и скрепляют между собой таким
образом, чтобы установленные ранее краны находились в нижней и верхней точках конструкции.
Далее, с помощью подъемного механизма (например, домкрата) муфту последовательно
поднимают и между ней и трубопроводом, с краев закладывают предварительно сжатый шланг.
Концы шланга выводят через уплотнения в отверстиях муфты. После этого с обоих концов муфты
устанавливают фланцы, имеющие по радиусу отверстия. Далее шланги заполняют газом или
жидкостью. При повышении давления шланги расширяются, центрируя муфту относительно
ремонтируемой трубы, одновременно герметизируя пространство под муфтой. Положение шлангов
выбирают таким образом, чтобы они проходили строго по краю муфты. После этого фланцы
стягивают между собой шпильками или тросами, предотвращая возможное выдавливание шлангов
герметизирующим составом. В дальнейшем оба крана открывают, а к нижнему крану
присоединяется шприц высокого давления, заранее наполненный герметизирующим составом.
Запрессовку состава в пространство под муфтой осуществляют до его появления на выходе
верхнего крана. После этого верхний кран закрывают, а подачу герметизирующего состава
продолжают до достижения предельного давления для данного типа трубопровода. После этого
закрывают нижний кран, а шприц отсоединяют. После окончания процесса затвердения фланцы и
краны могут быть сняты и повторно использованы.
Для создания давления в шлангах они могут заполняться самотвердеющим герметиком.
Для улучшения герметичности соединения в месте выхода шлангов могут быть применены
клиновидные уплотнители, одной стороной контактирующие с поверхностью трубопровода, двумя
другими - со сторонами соответствующих шлангов.
При высоком расчетном значении предельного давления в конструкции могут быть
использованы дополнительные эластичные кольцевые клиновидные прокладки, устанавлив аемые
между фланцем и соответствующим торцом муфты, одной стороной контактирующие с
поверхностью трубопровода, и дополнительные манжеты, установленные между шлангами.
При выборе предельного значения давления герметизирующего состава могут быть
использованы зависимости, полученные в институте электросварки им. Е.А.Патона, учитывающие
параметры трубопровода и муфты. Учет зависимостей позволяет выбрать максимально возможное
безопасное давление, при котором стенка трубы не теряет стойкость.
Для обеспечения прочности конструкции фланцы сделаны многослойными. Каждый фланец
имеет не менее двух смещенных друг относительно друга слоев. В свою очередь, каждый слой
состоит из двух секторов, образующих полное кольцо фланца. Каждый сектор содержит
расположенные по радиусу отверстия для закрепления стяжек. На секторах внешних слоев могут
крепиться направляющие, облегчающие монтаж фланцев на трубопроводе.
При необходимости ремонта протяженного участка фланцы могут стягиваться с помощью
крючков, ответных фланцев или других известных устройств, закрепленных непосредственно на
муфте.
В качестве герметизирующей композиции предпочтительно применять эпоксидно полиуретановый состав с наполнителем, обладающий по сравнению с эпоксидным составом
высокой прочностью, малой усадкой и долговечностью.
Сущность изобретения поясняется фиг 1-6.
Фиг.1 - чертеж, поясняющий операции предлагаемого способа "установка муфты на
трубопроводе". Где: 1 - трубопровод; 2 - разрезная муфта; 3 - нижний кран; 4 - верхний кран.
Фиг.2 - чертеж, поясняющий операции предлагаемого способа "установка шлангов, установка
фланцев". Где: 1 - трубопровод; 2 - разрезная муфта; 3 - нижний кран; 4 - верхний кран; 5 шланги; 6 - фланцы; 7 - дополнительная кольцевая клиновидная прокладка; 8 - стяжки.
Фиг.3 - чертеж, поясняющий операции предлагаемого способа "установка шлангов". Где: 1 трубопровод; 2 - разрезная муфта; 5 - шланг; 9 - клиновидная прокладка; 10 - уплотнения.
228
229.
Фиг.4 - чертеж, поясняющий операции предлагаемого способа "заполнение герметизирующегосостава". Где: 1 - трубопровод; 2 - разрезная муфта; 3 - нижний кран; 4 - верхний кран; 5 - шланги;
6 - фланцы; 7 - дополнительная кольцевая клиновидная прокладка; 8 - стяжки; 13 - шприц
высокого давления; 14 - герметизирующий состав.
Фиг.5 - чертеж, поясняющий конструкцию фланца. Где: 11 - слои фланца; 12 - сектора фланца.
Фиг.6 - графики зависимостей, рассчитанных в Институте электросварки им. Патона. Где: D диаметр трубопровода; t - толщина стенки трубы; L - длина муфты; Р - граничное давление
состава.
Использование предлагаемого способа позволит упростить задачу центрирования муфты с
одновременным упрощением ее конструкции, повысить качество и безопасность проведения
ремонта линейного участка трубопровода,
Предлагаемый способ ремонта линейного участка трубопровода может быть использован при
ремонте магистральных трубопроводов высокого давления.
Предлагаемый способ может быть использован без проведения сварочных работ при ремонте
участков трубопроводов, находящихся под водой.
Формула изобретения
1. Способ ремонта линейного участка трубопровода, заключающийся в зачистке
ремонтируемого участка трубопровода, установке на нем разрезной муфты, центрировании и
скреплении ее частей, установке между внешней поверхностью трубопровода и внутренней
поверхностью муфты с ее концов кольцевых эластичных прокладок, установке с двух концов
муфты фланцев, соединенных стяжками, заполнении пространства между трубопроводом и
внутренней поверхностью муфты клеевой композицией с одновременным вытеснением воздуха из
заполняемого пространства, отличающийся тем, что после скрепления частей разрезной муфты на
трубопровод с двух сторон муфты сначала наматывают по одному витку гибкого шланга, который
сжимают и заправляют между трубопроводом и внутренней поверхностью муфты, при этом
шланги располагают параллельно внешним краям муфты, а концы шлангов выводят через
уплотнения в теле муфты, после чего на трубопровод с двух сторон муфты устанавливают фланцы,
после этого в шланги под давлением подается жидкое или газообразное вещество, распирающее
шланги между трубопроводом и внутренней поверхностью муфты, после этого фланцы стягивают
в продольном направлении с помощью стяжек, далее с помощью шприца высокого давления
заполняют пространство между трубопроводом и внутренней поверхностью муфты
самотвердеющей клеевой композицией, после чего давление повышают до максимально
возможного расчетного значения и выдерживают до окончания процесса затвердения.
2. Способ по п.1, отличающийся тем, что шланги заполняют самотвердеющим герметиком.
3. Способ по п.1, отличающийся тем, что в качестве клеевой композиции используется
многокомпонентное эпокситно-полиуретановое вещество.
4. Способ по п.1, отличающийся тем, что каждый фланец имеет не менее двух скрепленных
вместе, сдвинутых друг относительно друга слоев, при этом каждый слой представляет собой два
сектора фланца с расположенными по радиусу отверстиям.
5. Способ по п.1, отличающийся тем, что между торцами муфты и соответствующими фланцами
устанавливают дополнительные кольцевые клиновидные прокладки, которые одной стороной
контактируют с поверхностью трубопровода.
6. Способ по п.1, отличающийся тем, что в месте выхода шлангов устанавливают клиновидное
уплотнение, которое одной стороной контактирует с поверхностью трубопровода, а двумя другими
с поверхностью соответствующих шлангов.
229
230.
230231.
РОССИЙСКАЯ ФЕДЕРАЦИЯФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
(19)
RU
(11)
2 327 723
(13)
231
232.
C1(51) МПК
(12)
C09K 3/10 (2006.01)
F16L 55/175 (2006.01)
C08L 33/08 (2006.01)
C08L 33/10 (2006.01)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: действует (последнее изменение статуса: 26.03.2021)
Пошлина: учтена за 15 год с 17.04.2021 по 16.04.2022
(21)(22) Заявка: 2007114225/04, 16.04.2007
(24) Дата начала отсчета срока действия патента:
16.04.2007
(45) Опубликовано: 27.06.2008 Бюл. № 18
(56) Список документов, цитированных в отчете о
поиске: RU 2213289 C2, 27.09.2003. RU
2036946 С1, 09.06.1995. RU 2036947 С1,
09.06.1995. JP 10152671 А, 09.06.1998. JP
62074981 А, 06.04.1987.
Адрес для переписки:
606000, Нижегородская обл., г. Дзержинск,
ФГУП "НИИ полимеров", директору по
научным исследованиям и разработкам,
В.Б. Мозжухину
(72) Автор(ы):
Хамидулова Зякия Сайбасаховна (RU),
Аронович Довид Азриэлевич (RU),
Синеоков Александр Петрович (RU),
Мурох Александр Фавельевич (RU),
Смирнов Владимир Сергеевич (RU),
Князев Евгений Федорович (RU)
(73) Патентообладатель(и):
Федеральное государственное унитарное
предприятие "Научно-исследовательский
институт химии и технологии полимеров
имени академика В.А. Каргина с
опытным заводом" (ФГУП "НИИ
полимеров") (RU)
(54) ТЕРМООТВЕРЖДАЕМАЯ ГЕРМЕТИЗИРУЮЩАЯ КОМПОЗИЦИЯ ДЛЯ РЕМОНТА ПАРОПРОВОДОВ
(57) Реферат:
Изобретение относится к термоотверждаемой герметизирующей композиции, используемой для
ремонта паропроводов. Техническая задача - создание термоотверждаемой герметизирующей
композиции для ремонта паропроводов без остановки подачи пара. Предложена композиция,
содержащая, мас.ч.: 100 (мет)акрилового мономера или его смеси с аллиловым мономером, 0,5 -2,5
инициатора, 0,01-0,32 гидрохинона, 0,01-0,13 2,2,6,6-тетраметил-4-оксопиперидин-1-оксила, 0,0040,05 динатриевой соли этилендиаминтетрауксусной кислоты, 20-125 наполнителя и 5-30
функциональных добавок. Заявляемая композиция имеет полимеризационную активность при
температуре 100-250°С 3-8 минут и предел прочности 6,5-15,5 МПа. Этой адгезионной прочности
достаточно, чтобы выдержать давление пара до 4 МПа. Применение предлагаемой композиции
позволяет осуществлять ремонт паропровода без остановки подачи пара. 1 табл.
Изобретение относится к полимерной химии, а именно к созданию термоотверждаемой
герметизирующей композиции, которая используется для ремонта паропроводов.
При эксплуатации паропроводов из-за образования свищей, вызванных коррозией, дефектами
металла или напряжениями, возникающими при механическом воздействии, происходит выброс
пара. Для устранения локального пропуска пара используют электросварку, металлические
накладки с резиновыми прокладками и т.д. Однако, поскольку транспортируемый пар находится
под давлением до 40 кг/см 2 (4 МПа) и имеет температуру от 100 до 250°, все известные способы
ремонта паропроводов требуют полного прекращения подачи теплоносителя во время проведения
ремонтных работ. Это приводит к нарушению технологических процессов у потребителе й и,
следовательно, к финансовым потерям.
232
233.
Более технологичным является использование полимерных герметизирующих композиций.Известны составы для ремонта трубопроводов на основе эпоксидных смол (патент РФ №2110728,
F16L 55/175, 1998 г., патент РФ №2104439, F16L 55/175, 1998 г.). Недостатком таких композиций
является необходимость предварительного смешения с отвердителем, точное дозирование компонентов, ограниченная жизнеспособность, длительное время отверждения. Кроме того, при
ремонте с использованием эпоксидных композиций также необходимо прекращать подачу
теплоносителя в паропроводах.
Наиболее перспективным является ремонт паропроводов с применением термоотверждаемых
герметизирующих композиций. Такой ремонт не требует прекращения подачи пара, что
экономически выгодно, и позволяет использовать тепло пара для отверждения композиции.
Герметизирующие композиции, применяемые при таком ремонте паропроводов, должны
обладать определенной полимеризационной активностью при температурах 100 -250°С,
позволяющей композиции оставаться жидкой во время ее инжекции и быстро отверждаться после
заполнения зоны дефекта. Как показывает практика, полимеризационная активность при
указанных температурах должна быть в пределах 3-8 мин. Кроме того, такие композиции должны
обладать адгезией к ремонтируемой поверхности и выдерживать нагрузки, превышающие
давление пара в паропроводе (4 МПа).
Исследование уровня техники не выявило опубликованных термоотверждаемых
герметизирующих составов для ремонта паропроводов без остановки подачи пара .
Наиболее близкой к предлагаемой композиции является патент РФ №2213289, F16L 55/175,
2003 г., в котором приведены сведения о том, что для ремонта паропроводов без остановки подачи
пара могут использоваться полимеризуемые акриловые или аллиловые мономеры.
Целью предлагаемого изобретения является создание термоотверждаемой герметизирующей
композиции для ремонта паропроводов без остановки подачи пара.
Для достижения поставленной цели предлагается термоотверждаемая герметизирующая
композиция для ремонта паропроводов, содержащая 100 мас.ч. (мет)акрилового мономера или его
смеси с аллиловым мономером, 0,5-2,5 мас.ч. инициатора полимеризации, 0,1-0,32 мас.ч.
гидрохинона, 0,1-0,13 мас.ч. 2,2,6,6-тетраметил-4-оксопиперидил-1-оксила, 0,004-0,05 мас.ч.
динатриевой соли этилендиаминтетрауксусной кислоты, 50-125 мас.ч. наполнителя и 5-30 мас.ч.
функциональных добавок.
В качестве (мет)акриловых и аллиловых мономеров используются диметакрилат
триэтиленгликоля, метакрилат этиленгликоля, диметакрилат полиоксиэтиленгликоля,
октилметакрилат, этилгексилакрилат, триаллилизоцианурат и т.д.
В качестве наполнителя применяются порошки металлов, минеральных веществ и полимеров, а
также тиксотропирующие агенты.
Инициаторами служат азонитрилы и пероксиды.
В качестве функциональных добавок используются полимерные загуститители,
пластификаторы, вспенивающиеся агенты, красители, эмульгаторы и ДР.
Ниже приведены конкретные примеры, иллюстрирующие предлагаемое изобретение.
Пример 1.
Термоотверждаемую герметизирующую композицию готовят путем смешения 75 мас.ч.
диметакрилата триэтиленгликоля (ТГМ-3), 25 мас.ч. метакрилата этиленгликоля (МЭГ), 10 мас.ч.
сополимера бутилметакрилата и метилметакрилата (сополимер МБ-20), 10 мас.ч диоктилфталата
(ДОФ), 7 мас.ч. порошкообразного асбеста, 6 мас.ч. карбонильного железа, 7 мас.ч. аэросила, 2
мас.ч. 2,2'-азобис-(изобутиронитрила) (АДН), 0,01 мас.ч. гидрохинона и 0,03 мас.ч. 2,2,6,6 тетраметил-4-оксопиперидин-1-оксила (нитроксил-1) и 0,01 мас.ч. динатриевой соли
этилендиаминтетрауксусной кислоты (трилон Б).
Полимеризационную активность композиции определяли в термостатируемой при 120°С
пробирке, заполненной композицией на высоту 3 см. За жизнеспособность принимается время от
момента помещения пробирки в термостат до момента образования в ней полимера.
Адгезионную прочность характеризовали величиной предела прочности при отрыве.
Композицию помещали между 2-мя стальными образцами, отверждали и выдерживали при
233
234.
температуре испытаний 120°С в течение 1 часа. Образцы и метод определения предела прочностипри отрыве по ГОСТ 14760. Состав композиции, условия и результаты испытаний приведены в
таблице.
Пример 2.
Термоотверждаемую герметизирующую композицию готовят путем смешения 20 мас.ч. ТГМ -3,
70 мас.ч. триаллилизоцианурата ((ТАИЦ), 10 мас.ч. метакрилата пропиленглик оля (МПГ), 25
мас.ч. олигомера диаллилизофталата (ДАИФ), 0,1 мас.ч. ацетилфенилгидразина (АФГ), 40 мас.ч.
цемента, 55 мас.ч. карбонильного железа, 25 мас.ч. порошкообразного асбеста, 5 мас.ч. аэросила, 2
мас.ч. пероксида дикумила (ПДК), 0,32 мас.ч. гидрохинона, 0,13 мас.ч. нитроксила-1 и 0,05 мас.ч.
трилона Б. Испытания проводят аналогично описанным в примере 1 при температуре 200°С.
Состав композиции, условия и результаты испытаний приведены в таблице.
Пример 3.
Термоотверждаемую герметизирующую композицию готовят путем смешения 50 мас.ч.
диметакрилата триэтиленгликоля (ДМЭГ), 40 мас.ч. ТАИЦ, 10 мас.ч. этилгексилакрилата (ЭГА),
10 мас.ч. каучука СКН-18-1А, 20 мас.ч. порошкообразного асбеста, 10 мас.ч. порошкообразного
фторопласта Ф-4, 4 мас.ч эмульгатора ОП-7, 2 мас.ч. аэросила, 0,01 мас.ч. красителя
органического жирорастворимого зеленого антрахинового, 2,5 мас.ч. пероксида третичного бутила
(ПТБ), 0,05 мас.ч. гидрохинона, 0,05 мас.ч. нитроксила-1 и 0,004 мас.ч. трилона Б. Испытания
проводят аналогично описанным в примере 1 при температуре 250°С.
Состав композиции, условия и результаты испытаний приведены в таблице.
Пример 4.
Термоотверждаемую герметизирующую композицию готовят путем смешения 85 мас.ч. ТГМ -3,
5 мас.ч. диметакрилата полиэтиленгликоля (ТГМ-13), 10 мас.ч. октилметакрилата (ОМАК), 5
мас.ч. сополимера винилхлорида и винилацетата (сополимер А-15), 70 мас.ч., карбонильного
железа, 20 мас.ч., алюминиевой пудры, 20 мас.ч. цемента, 0,5 мас.ч. 2,2'-азобис-(2,4диметилвалеронитрил) (АДМВН), 3 мас.ч. аэросила, 0,15 мас.ч. гидрохинона, 0,1 мас.ч.
нитроксила-1 и 0,015 мас.ч. трилона Б. Испытания проводят аналогично описанным в примере 1
при температуре 100°С.
Состав композиции, условия и результаты испытаний приведены в таблице.
Пример 5.
Термоотверждаемую герметизирующую композицию готовят путем смешения 100 мас.ч. ТГМ3, 17 мас.ч. сополимера МБ-20, 10 мас.ч. ДОФ, 3 мас.ч. эмульгатора ОП-10, 30 мас.ч.
карбонильного железа, 50 мас.ч. порошкообразного асбеста, 10 мас.ч. цемента, 2 мас.ч. аэросила, 2
мас.ч. трет-бутилпероксибензоата (ТБПБ), 0,07 мас.ч. гидрохинона, 0,01 мас.ч. нитроксила -1 и 0,03
мас.ч. трилона Б. Испытания проводят аналогично описанным в примере 1 при температуре 150°С.
Состав композиции, условия и результаты испытаний приведены в таблице.
Таблица
Состав и свойства термоотверждаемой композиции
№
п/п
Состав композиции
компоненты
1
2
Температура испытаний,
°С
Полимеризационная активность композиции,
мин
Предел прочности при отрыве,
МПа
3
4
5
6
120
3
12,0
ТГМ-3
75
МЭГ
25
АДН
1.
мас.ч.
2
Гидрохинон
0,01
Нитроксил-1
0,03
Трилон Б
0,01
Асбест
7
Железо
6
Аэросил
7
Сополимер МБ20
10
ДОФ
10
234
235.
ТГМ-320
ТАИЦ
70
МПГ
10
ПДК
2.
3.
0,32
Нитроксил-1
0,13
Трилон Б
0,05
Цемент
40
Железо
55
Асбест
25
Аэросил
5,0
Олигомер ДАИФ
25
АФГ
0,1
ДМЭГ
50
ТАИЦ
40
ЭГА
10
ПТБ
2,5
Гидрохинон
0,05
Нитроксил-1
0,05
Трилон Б
0,004
Асбест
20
Фторопласт Ф-4
10
Аэросил
2
СКН-18-1А
10
ОП-7
4
Краситель
4.
85
ТГМ-13
5
ОМАК
10
АДМВН
0,5
Гидрохинон
0,15
Нитроксил-1
0,1
Трилон Б
70
Алюминий
20
Цемент
20
Аэросил
3
ТБПБ
8
7,5
250
3
6,5
100
6
10,0
150
4
15,5
0,015
Железо
ТГМ-3
200
0,01
ТГМ-3
Сополимер А-15
5.
2
Гидрохинон
5
100
2
Гидрохинон
0,07
Нитроксил-1
0,01
Трилон Б
0,03
Железо
30
Асбест
50
Цемент
10
Аэросил
2
Сополимер МБ20
17
ДОФ
10
ОП-10
3
235
236.
Из приведенных в таблице данных видно, что заявляемая композиция имеет полимеризованнуюактивность при температуре 100-250°С 3-8 минут и предел прочности при отрыве 6,5-15,5 МПа.
Этой адгезионной прочности достаточно, чтобы выдержать давление пара до 4 МПа.
Пределы содержания в составе заявляемой композиции наполнителя и функциональных добавок
ограничиваются эксплуатационными свойствами композиции - необходимой вязкостью,
твердостью, адгезионными свойствами и др.
Пределы применения инициатора полимеризации ограничиваются: нижний предел - снижением
полимеризационной активности композиции (до 30 мин и более), что делает нетехнологичным их
использование; верхний предел - образованием полимера, не обладающего необходимыми
эксплуатационными свойствами.
Композиции, содержащие компоненты ингибирующей системы в количествах, меньших
заявляемых, полимеризуются в процессе приготовления.
Композиции, содержащие компоненты ингибирующей системы в количествах, больших
заявляемых, имеют длительное время полимеризации, полимеризационная активность более 30
минут, что делает нетехнологичными их использование.
Технология ремонта паропроводов с использованием предлагаемой термоотверждаемой
герметизирующей композиции осуществляется по способам ремонта локальных повреждений
паропроводов, подробно описаных в патентах РФ №2213289 и №2216680, F16L 55/175, 2003 г.,
полученных на имя ФГУП "НИИ полимеров".
Использование предлагаемой композиции позволяет в кратчайшие сроки восстанавливать
несущую способность трубопроводов без остановки подачи транспортируемого пара. Дальнейшая
эксплуатация паропроводов показала надежность ремонта.
Формула изобретения
Термоотверждаемая герметизирующая композиция для ремонта паропроводов на основе
полимеризуемого (мет)акрилового мономера или его смеси с аллиловым мономером содержит,
мас.ч.:
(мет)акриловый мономер или
его смесь с аллиловым мономером
100
инициатор
0,5-2,5
гидрохинон
0,01-0,32
2,2,6,6-тетраметил-4оксопиперидин-1-оксил
0,01-0,13
динатриевая соль этилендиаминтетрауксусной кислоты
0,004-0,05
наполнитель
20-125
функциональные добавки
5-30
РОССИЙСКАЯ ФЕДЕРАЦИЯ
(19)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
RU
(11)
2 352 854
(13)
C2
(51) МПК
(12)
F16L 55/175 (2006.01)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: не действует (последнее изменение статуса: 27.02.2013)
236
237.
Пошлина: учтена за 3 год с 23.02.2009 по 22.02.2010(21)(22) Заявка: 2007106592/06, 22.02.2007
(24) Дата начала отсчета срока действия патента:
22.02.2007
(30) Конвенционный приоритет:;
20.10.2006 UA A 2006 11057
(43) Дата публикации заявки: 27.08.2008 Бюл.
№ 24
(45) Опубликовано: 20.04.2009 Бюл. № 11
(56) Список документов, цитированных в отчете о
поиске: SU 1058182 A1, 30.05.1991. RU
2222746 C2, 21.01.2004. RU 2097646 С1,
27.11.1997. СТРОИТЕЛЬСТВО
ТРУБОПРОВОДОВ, №1, 1996, с.16-22,
рис.1, 12, 13. GB 2210134 А, 01.06.1989.
(72) Автор(ы):
Бут Виктор Степанович (UA),
Марчук Ярослав Семенович (UA),
Беккер Михаил Викторович (UA),
Горностаев Геннадий Петрович (UA),
Слесар Петр Федорович (UA),
Карвасарский Рафаил Давыдович (UA),
Андриишин Михаил Петрович (UA),
Рудко Владимир Васильевич (UA),
Бойко Леонид Йосипович (UA),
Подолян Александр Петрович (UA),
Пудрий Сергей Владимирович (UA)
(73) Патентообладатель(и):
Дочерняя компания "Укртрансгаз"
национальной акционерной компании
"Нефтегаз Украины" (UA)
Адрес для переписки:
03186, Украина, г. Киев, ул. Антонова, 2/32,
корп.4а, кв.73, А.П. Подоляну
(54) СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД
ДАВЛЕНИЕМ
(57) Реферат:
Изобретение относится к трубопроводному транспорту и предназначено для ремонта
магистральных газопроводов большого диаметра. С двух сторон дефектного участка трубопровода
устанавливают технологические кольца. Со стороны внутреннего торца колец монтируют с
зазором тонкостенные дополнительные кольца, на которые устанавливают ремонтную муфту,
торцы которой, находящиеся под ними торцы тонкостенных дополнительных колец и торцы
технологических колец сваривают с телом трубы. Подмуфтовое пространство заполняют под
давлением самотвердеющей массой. Высоту тонкостенных дополнительных колец выбирают
равной превышению сварного шва ремонтируемого участка трубопровода. Повышает надежность
трубопровода. 3 з.п. ф-лы, 5 ил.
Изобретение относится к технике ремонта трубопроводного транспорта, преимущественно
магистральных газопроводов большого диаметра.
При длительной эксплуатации газопроводов, на их линейных участках в р езультате процессов
коррозии, механических и химических воздействий появляются многочисленные дефекты
(раковины, каверны, трещины, свищи, вспучивание, расслоение металла трубы, гофр и т.д.). В ряде
случаев дефекты являются недопустимыми для безопасной эксплуатации трубопровода.
Широко известен способ ремонта линейных участков газопровода путем установки на
аварийном участке трубы технологической катушки (см., например, Правила производства
капитального ремонта линейной части магистральных газопроводов. ВСН 2-112-79. - М.:
ВНИИСТ, 1973, стр.34-35). Способ сводится к следующему. Аварийный участок трубопровода
локализуют и из него откачивают газ. После этого часть трубы, содержащую дефект, вырезают и
на ее место вваривают технологическую катушку. Способ является радикальным, по существу
повторяющим монтаж трубопровода. Вместе с тем он имеет существенные недостатки, связанные
с трудоемкостью, неизбежностью больших финансовых затрат, определяемых необходимостью
стравливания газа и вынужденным простоем трубопровода.
237
238.
Известен способ ремонта участков газопровода путем приварки в местах дефектов заплатдуговым методом или взрывом (см., например, Новые методы ремонта линейной части
магистральных газопроводов. - М.: ВНИИСТ, 1981, стр.33-34). Способ имеет ограниченное
применение. Для его реализации требуется сброс давления в газопроводе с его последующей
продувкой. Способ не позволяет отремонтировать трубу, имеющую гофр, а также дефектные
сварные швы.
Известен способ ремонта линейных участков трубопроводов путем установки ремонтной
муфты, заполненной клеевой композицией (см., UK Patent Application, GB 2210134A, F16L 55/16).
Способ может быть использован на действующем трубопроводе. Ремонтная конструкция состоит
из двух полумуфт. В процессе работы полумуфты механически соединяются друг с другом,
образуя замкнутую оболочку вокруг ремонтируемого участка трубопровода. Далее оболочка
центрируются с помощью технологических элементов (болтов), установленных в отверстиях
корпуса. После этого пространство между трубопроводом и муфтой герметизируется с обоих
концов с помощью застывающего состава (цемента, эпоксидной шпаклевки и т.д.). В
изолированный промежуток через специальные штуцеры накачивается эпоксидный состав,
который обеспечивает высокую жесткость конструкции.
Данный способ ремонта многих типов несквозных дефектов получил широкое применение на
линейных участках трубопроводов, работающих под большим давлением (см., например, Рекламу
British Gas р/с Ripley Road, Ambergate, Derbyshire, DE 562 FZ). Отремонтированные таким образом
участки трубопровода имеют, как правило, более высокую прочность, чем прилегающие
неповрежденные участки трубы. Несмотря на большое распространение способ имеет
существенные недостатки, связанные с невозможностью введения эпоксидного наполнителя под
высоким давлением. В дальнейшем, из-за изменения геометрических размеров трубопровода ввиду
перепадов давления перекачиваемого продукта и температурных деформаций, эпоксидный слой
может расслаиваться, что приводит к снижению жесткости и герметичности конструкции. Кроме
того, относительно низкое давление заполнения эпоксидным составом пространства под муфтой не
позволяет существенно снизить окружные и осевые напряжения в трубопроводе.
Известен способ установки муфты на дефектный участок трубопровода (см. патент Рос сии
2222746, F16L 55/175), являющийся разновидностью описанного ранее способа. В отличие от него
для центрирования частей разрезной муфты используется проволока, предварительно намотанная
на трубопровод. Способу присущи те же недостатки.
Известен способ ремонта дефектного участка трубопровода путем установки на нем
двухслойной ремонтной муфты (см. патент Украины 36426). Способ предусматривает
предварительную установку с двух сторон дефектного участка пар технологических колец,
которые приваривают к трубопроводу в зазор между ними. На кольцах собирают разрезную муфту,
торцы которой приваривают к поверхности крайних колец угловыми швами. Подмуфтовое
пространство заполняют самотвердеющей массой. Способ позволяет осуществить ремонт
трубопроводов, находящихся под давлением, хорошо отработан на практике. Вместе с тем способ
отличается трудоемкостью и предполагает повышенный расход самотвердеющей массы, объем
которой зависит от толщины технологических колец. Исходя из требований к сварным
соединениям толщина стенки муфты и технологических колец не должна быть меньше толщины
стенки ремонтируемой трубы (см. Технологiчна iнструкцiя з ремонту магiстральних газопроводiв
пiд тиском iз застосуванням дугового зварювання. - Киев: ДК «Укртрансгаз», ИЭС им. Е.О.Патона
ПАНУ, 2000, стр.34-40).
Известен способ ремонта трубопровода, находящегося под давлением, путем установки на нем
технологических элементов (см. авт.св. СССР 1058182), выбранный в качестве прототипа. Способ
позволяет осуществить ремонт дефектного участка трубопровода путем установки на нем частей
разрезной муфты с дальнейшим свариванием частей между собой. Торцы муфты с заданной
величиной проплавления привариваются кольцевыми швами к стенкам трубы. Для
предотвращения потери устойчивости трубы из-за ее прогрева на определенном расстоянии от
торцов муфты устанавливаются кольца, которые свариваются вместе с муфтой и трубопроводом.
Обжатие трубопровода с двух сторон шва (с одной стороны муфтой, с другой стороны
238
239.
технологическим кольцом) создает дополнительную жесткость трубы и способствует релаксациисварочных напряжений, возникающих при сварке кольцевых швов.
Способ позволяет провести ремонт дефектного участка трубопровода, находящегося под
давлением, частично компенсируя при этом как окружные, так и осевые напряжения, одн ако не
позволяет отремонтировать трубу, имеющую гофр, а также дефектные сварные швы. Способ
малоэффективен для ремонта дефектов продольных заводских швов, так как не позволяет
полностью разгрузить ремонтируемую трубу, находящуюся под давлением. Это обуслов лено
физическими ограничениями способа. Снижение окружных напряжений достигается за счет
обжатия трубопровода ремонтной муфтой. Для этого перед установкой муфты, давление внутри
трубопровода снижают до минимально возможного значения. При ремонте трубопрово да данным
способом без сброса давления компенсируются только осевые напряжения. Дополнительно
разгрузить ремонтируемую трубу путем заполнения подмуфтового пространства самотвердеющей
массой, подаваемой под давлением, соизмеримым с давлением в трубопроводе, в данном способе
затруднено из-за плотной установки ремонтной муфты на теле трубы. Под действием импульсных
нагрузок в трубе, имеющей дефект в продольном заводском шве, будут возникать
некомпенсированные напряжения, которые могут привести к подрастанию дефекта вдоль шва до
критических размеров.
Кроме того, эффективность способа, принятого за прототип, зависит от качества прижатия
муфты к телу трубы. Большинство трубопроводов имеют на своей поверхности выпуклости
продольных и кольцевых швов. Шлифовка выпуклостей до поверхности трубы, в особенности
продольных швов, увеличивает опасность раскрытия трубопровода во время проведения работ.
Для большинства магистральных трубопроводов шлифовка продольных швов запрещена
существующими СНИП и ВСН. Для качественной установки муфты в этом случае на ее
внутренней поверхности в полевых условиях делают проточки (см. Технологiчна iнструкцiя з
ремонту магiстральних газопроводiв пiд тиском iз застосуванням дугового зварювання. - Киев: ДК
«Укртрансгаз», IЕЗ iм. Э.О.Патона НАНУ, 2000, стр.34-40). Процесс отличается трудоемкостью.
Кроме того, в местах проточек имеет место утончение стенки муфты вдоль всей ее длины, что
существенно снижает прочность всей конструкции.
Кроме того, в прототипе межслойный зазор между конструктивным элементом и трубопроводом
является естественным концентратором напряжений в нахлестно-стыковых сварных соединениях,
в местах перехода от наплавленного к основному металлу, что может привести к снижению
технологической прочности, а также к уменьшению ресурса работы сварных соединений за счет
снижения их сопротивляемости хрупкому разрушению.
В основу изобретения положена задача повышения качества ремонта дефектного участка
действующего трубопровода, требующего значительного снижения уровня напряжений в
трубопроводе, путем установки ремонтной муфты на дополнительные тонкостенные кольца. Это
позволит создать оптимальное по глубине подмуфтовое пространство, заполняемое
самотвердеющей массой, подаваемой под давлением, соизмеримым с давлением внутри
ремонтируемого трубопровода. Использование тонкостенных дополнительных колец, высота
которых равна превышению шва трубопровода, позволяет отказаться от изготовления проточек на
внутренней поверхности муфты и шлифования выпуклости продольного сварного шва
трубопровода на всю длину ремонтной муфты, в результате чего упрощается процесс ремонта,
повышается его качество и снижается опасность разрушения трубопровода. Одновременно с этим
применение тонкостенных дополнительных колец позволяет снизить уровень напряжений при
формировании сварных соединений.
Задача решается за счет того, что в способе ремонта дефектного участка трубопровода,
находящегося под давлением, заключающемся в установке герметичной муфты с последующим
заполнением подмуфтового пространства самотвердеющей массой, для реализации которого
сначала с двух сторон дефектного участка устанавливают технологические кольца с последующим
монтажом между ними частей разрезной ремонтной муфты, которые сваривают между собой
продольными швами, после чего осуществляют сварку торцов муфты с внутренними торцами
соответствующих технологических колец с частичным проплавлением тела трубы, в соответствии
239
240.
с изобретением после установки технологических колец, со стороны внутреннего торца каждого изних с зазором монтируют по тонкостенному дополнительному кольцу, на которых монтируют
части ремонтной муфты, торцы которой располагают над соответствующими торцами
тонкостенных дополнительных колец со стороны технологических колец, далее части разрезной
ремонтной муфты прижимают к тонкостенным дополнительным кольцам и сваривают
продольными швами, после чего соответствующие торцы муфты, технологических колец и
тонкостенных дополнительных колец сваривают с трубопроводом в зазор между кольцами.
Способ осуществляют следующим образом. С двух сторон дефектного участка устанавливают
технологические кольца, состоящие из нескольких частей, которые сваривают продольными
швами без касания дугой тела трубы. После этого со стороны внутреннего торца каждого
технологического кольца с зазором монтируют тонкостенные дополнительные кольца.
Тонкостенные дополнительные кольца могут быть изготовлены как из ленточного
легкосвариваемого материала, так и из порошковой сварочной ленты. Высоту тонкостенных
дополнительных колец выбирают равную максимальному превышению шва труб опровода в
пределах ремонтируемого участка. Ширину каждого тонкостенного дополнительного кольца
выбирают из условия создания дополнительной жесткости трубы в районе сварки, гарантирующей
сохранение ее устойчивости при нагреве. В общем случае ширина тонкост енного дополнительного
кольца не должна быть меньше толщины стенки трубопровода на ремонтируемом участке. После
этого на установленных тонкостенных дополнительных кольцах монтируют части разрезной
ремонтной муфты. В общем случае ремонтная муфта состоит из двух полуобечаек длиной, равной
расстоянию между дальними торцами тонкостенных дополнительных колец. Части ремонтной
муфты сильно прижимают к тонкостенным дополнительным кольцам, расположив торцы муфты
над торцами дополнительных колец, после чего части ремонтной муфты сваривают между собой
продольными швами, не касаясь дугой стенки трубопровода. После остывания наплавленного
металла сваривают кольцевые швы, которыми приваривают торцы муфты, расположенные под
ними торцы тонкостенных дополнительных колец и внутренние торцы технологических колец к
трубопроводу в зазор между ними. Неизбежный в процессе сварки нагрев трубы не приводит к
потере ее устойчивости, так как расположенное с одной стороны шва технологическое кольцо, а с
другой тонкостенное дополнительное кольцо, прижатое к трубопроводу муфтой, создают
дополнительную жесткость. После окончания сварочных работ подмуфтовое пространство
заполняется известными способами самотвердеющей массой, которая подается под давлением,
соизмеримым с давлением внутри ремонтируемого трубопровода.
Создание требуемого равномерного давления в подмуфтовом пространстве разгружает
ремонтируемый участок трубопровода (труба начинает работать без перепада давления), передавая
нагрузку на ремонтную муфту. Это гарантирует нераспространение дефекта вдоль продольного
шва трубопровода при его работе в условиях пульсирующих нагрузок.
Для обеспечения плотного прилегания поверхностей тонкостенных дополнительных колец к
поверхностям муфты и трубопровода в месте их установки продольный шов труб опровода может
быть локально сошлифован до поверхности трубы. В случае, когда шлифовка шва даже на
локальном участке не желательна, на внутренней поверхности муфты могут быть сделаны
локальные проточки. С учетом малой ширины тонкостенных колец локальные проточки и
локальное шлифование продольного шва не могут существенно снизить жесткость ремонтной
конструкции.
Для повышения качества сварного соединения торцы технологических колец и муфты могут
иметь скосы, упрощающие формирование сварного шва. С той же целью тонкостенные
дополнительные кольца могут выполняться из порошковой сварочной ленты.
Предлагаемый способ поясняется чертежами.
На фиг.1 представлен чертеж, иллюстрирующий схему установки муфты на дефектный участок
трубопровода, где: 1 - трубопровод; 2 - дефектный участок; 3 - технологические кольца; 4 тонкостенные дополнительные кольца; 5 - ремонтная муфта; 6 - продольный шов трубопровода; 7 самотвердеющая масса; 8 - штуцеры для запрессовки самотвердеющей массы.
240
241.
На фиг.2 показан вариант установки тонкостенного дополнительного кольца после локальнойшлифовки выпуклости продольного шва, где: 1 - трубопровод; 4 - тонкостенное дополнительное
кольцо, 5 - ремонтная муфта, 6 - продольный шов трубопровода.
На фиг.3 показан вариант установки тонкостенного дополнительного кольца после изготовления
проточки на внутренней поверхности муфты, где: 1 - трубопровод; 4 - тонкостенное
дополнительное кольцо, 5 - ремонтная муфта, 6 - продольный шов трубопровода, 9 - проточка.
На фиг.4 представлен чертеж, иллюстрирующий взаимное расположение ремонтной муфты и
трубопровода, где: 1 - трубопровод; 5 - ремонтная муфта; 6 - продольный шов трубопровода; 7 самотвердеющая масса.
На фиг.5 показан вариант выполнения торцов муфты и колец со скосом, где 1 - трубопровод; 3 технологическое кольцо; 4 - тонкостенное дополнительное кольцо; 5 - ремонтная муфта.
Использование тонкостенных дополнительных колец, высота которых равна превышению шва
трубопровода, позволяет установить ремонтную муфту на минимально возможном расстоянии от
трубопровода, что оптимизирует затраты самотвердеющей массы при высоком качестве ремонта.
Установка муфты на расстоянии превышения шва трубопровода позволяет отказаться от
шлифования выпуклости продольного шва трубопровода на всем ремонтируемом участке и от
проточек вдоль всей внутренней поверхности муфты. Шлифовка или проточки должны
выполняться на незначительном участке, равном ширине тонкостенного дополнительного кольца,
что существенно повышает прочность ремонтной конструкции и снижает опасность разрушения
трубопровода вдоль продольного шва во время работы. Кроме того, применение дополнительных
тонкостенных колец (особенно из сварочных порошковых лент) позволяет притупить
естественный концентратор напряжений в виде межслойного зазора между муфтой и
трубопроводом. Это существенно снижает уровень напряжений при формировании сварных
соединений и, как следствие, уменьшает вероятность образования в них холодных трещин от
естественного концентратора напряжений.
Предлагаемый способ позволяет осуществить ремонт практически всех видов несквозных
дефектов трубопроводов, в том числе дефектов продольных и поперечных швов, небольших
гофров, вспучиваний, вмятин. При этом ремонт может проводиться без изменения режимов работы
трубопровода, в том числе и при максимальном внутритрубном давлении.
Наибольший эффект от предлагаемого способа достигается при ремонте магистральных
трубопроводов среднего и большого диаметра (более 300 мм).
Формула изобретения
1. Способ ремонта дефектного участка трубопровода, находящегося под давлением,
заключающийся в установке герметичной муфты с последующим заполнением подмуфтового
пространства самотвердеющей массой, для реализации которого сначала с двух сторон дефектного
участка устанавливают технологические кольца с последующим монтажом между ними ча стей
ремонтной муфты, которые сваривают между собой продольными швами, после чего
осуществляют сварку торцов муфты с внутренними торцами соответствующих технологических
колец с частичным проплавлением тела трубы, отличающийся тем, что после установки
технологических колец, со стороны внутреннего торца каждого из них, с зазором монтируют по
тонкостенному дополнительному кольцу, на которых монтируют части ремонтной муфты, торцы
которой располагают над соответствующими торцами тонкостенных дополнительных колец со
стороны технологических колец, далее части разрезной ремонтной муфты прижимают к
тонкостенным дополнительным кольцам и сваривают продольными швами, после чего
соответствующие торцы муфты, технологических колец и тонкостенных дополнительных колец
сваривают с трубопроводом в зазор между кольцами.
2. Способ по п.1, отличающийся тем, что в месте установки тонкостенных дополнительных
колец продольный шов ремонтируемого трубопровода сошлифовывают до поверхности трубы.
3. Способ по п.1, отличающийся тем, что высоту тонкостенных дополнительных колец
выбирают равной превышению шва на ремонтируемом участке трубопровода.
4. Способ по п.1, или 2, или 3, отличающийся тем, что для изготовления тонкостенных
дополнительных колец используют сварочную порошковую ленту.
241
242.
РОССИЙСКАЯ ФЕДЕРАЦИЯ(19)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
RU
(11)
2 372 548
(13)
C2
(51) МПК
(12)
F16L 55/175 (2006.01)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: действует (последнее изменение статуса: 06.04.2021)
Пошлина: учтена за 17 год с 13.04.2021 по 12.04.2022
(21)(22) Заявка: 2006141841/06, 12.04.2005
(24) Дата начала отсчета срока действия патента:
(72) Автор(ы):
БУЛЕ Д`ОРИА Венсан (FR),
242
243.
12.04.2005(30) Конвенционный приоритет:;
28.04.2004 FR 0404484
СЛИМАНИ Асен (FR)
(73) Патентообладатель(и):
БУЛЕ Д`ОРИА Венсан (FR)
(43) Дата публикации заявки: 10.06.2008 Бюл.
№ 16
(45) Опубликовано: 10.11.2009 Бюл. № 31
(56) Список документов, цитированных в отчете о
поиске: GB 2080916 A, 10.02.1982. US
3938774 A, 17.02.1976. SU 1705660 A,
15.02.1992. EP 0561467 A1, 22.09.1993.
(85) Дата перевода заявки PCT на национальную
фазу:
28.11.2006
(86) Заявка PCT:
FR 2005/000876 (12.04.2005)
(87) Публикация PCT:
WO 2005/111493 (24.11.2005)
Адрес для переписки:
129090, Москва, ул. Б.Спасская, 25, стр.3,
ООО "Юридическая фирма Городисский и
Партнеры", пат.пов. Е.И.Емельянову
(54) СПОСОБ УСТРАНЕНИЯ УТЕЧКИ НА ГАЗОПРОВОДЕ В ЗОНЕ ФЛАНЦА
(57) Реферат:
Изобретение относится к способам ремонта трубопровода. Трубопровод находится в рабочем
состоянии. Содержит текучую среду под давлением и имеет, по меньшей мере, одну утечку.
Утечка может быть в области фланца. Способ ремонта производят в несколько этапов. На первом
этапе устанавливают мягкую и герметичную оболочку. Оболочка опирается на трубопровод со
всех сторон утечки, охватывая эту утечку. Мягкая оболочка содержит вентиль, расположенный в
самой верхней точке в случае газа, или в самой нижней точке в случае жидкости. На втором этапе
устанавливают жесткую и герметичную оболочку. Жесткая оболочка опирается н а трубопровод со
всех сторон мягкой оболочки. На третьем этапе внутрь жесткой оболочки нагнетают
полимеризующееся жидкое вещество. При этом мягкая оболочка оказывается охваченной муфтой
из полимерной смолы после полимеризации полимеризующегося вещества. Технический результат
- устранение утечки при сохранении рабочего состояния трубопровода, возможность
регламентного обслуживания фланца после ремонта зоны фланца. 8 з.п. ф -лы, 1 ил.
Область техники
Настоящее изобретение касается способов устранения утечки в трубопроводах или контурах
подачи текучей среды под давлением и, в частности, способа ремонта трубопровода в месте
утечки.
Уровень техники
По своей конструкции фланцы всегда требуют наличия «прокладки» из более или менее
жесткого материала, обеспечивающей локальное уплотнение. Эта деталь является слабым местом
фланца, и, как правило, именно она становится причиной утечки. Этот недостаток проявляется еще
243
244.
больше, когда фланец эксплуатируется под давлением. Поэтому утечки в трубопроводах чащевсего появляются в местах установки фланцев.
Устранение утечек на фланцах без отключения трубопровода является очень сложной задачей.
В случае бесцветного газа сложность состоит в локализации утечки, которая может происходить
либо в верхней части прокладки, либо в местах болтового крепления. При данных обстоятельствах
обнаружить утечку практически невозможно.
До настоящего времени существовали три категории способов ремонта, однако их
эффективность зависит от степени повреждений фланца и особенно от условий эксплуатации
(температура, давление, вид текучей среды и т.д.). Классический механический способ
предусматривает использование разъемных хомутов, позволяющих закрыть фланец. Эти хомуты,
чаще всего выполненные из стали и являющиеся тяжелыми и громоздкими, создают механич еские
напряжения и ослабляют фланец. По технологии в них либо используют прокладки из эластомера,
сжимаемые во время затягивания вокруг фланца, либо нагнетают смолу в промежуточное
пространство между хомутом и фланцем. Такой ремонт сказывается на дальнейшей эксплуатации
фланца, так как смола является сильным адгезивным средством, которое в дальнейшем очень
трудно удалять.
В большинстве случаев протекающие фланцы часто оказываются трудно доступными,
перекрытыми другими деталями, поврежденными и даже иногда имеют овальный износ.
Следовательно, применение хомута с прокладкой не всегда приемлемо, так как он является
громоздким и тяжелым и всегда приводит к преждевременному старению трубы, а также к
появлению трещин.
При использовании покрытия из смолы в применяемой для нее металлической оболочке
возникают такие же проблемы, связанные с механическими напряжениями, к которым добавляется
проблема, связанная со сложностью нагнетания. Действительно, любую смолу невозможно
нагнетать, пока существует утечка на фланце, поскольку возникают большие проблемы со
сцеплением. Кроме того, нагнетание под давлением неприемлемо, так как смола может попасть
внутрь трубопровода.
Второй способ, используемый в основном в Великобритании, состоит в нагнетании смолы. Во
фланце выполняют отверстия и соответствующую смолу нагнетают в область протекающей
прокладки. Смола должна пройти вокруг фланца, заполнить возможные промежутки,
полимеризоваться с учетом рабочих условий и, наконец, остановить утечку.
Наконец способ «бандажа» состоит в наматывании ленты из стеклоткани, пропитанной смолой.
Операция представляется трудной и даже нереализуемой под давлением. Эта система размещения
"хомута" вокруг протекающего фланца больше похожа на временное устранение утечки
подручными средствами, чем на профессиональную операцию ремонта. Главным недостатком
этого способа является то, что его можно осуществлять только после подготовки и очистки
поверхности фланца, чтобы обеспечить сцепление композитного материала (что данная операция
не гарантирует в условиях утечки), и если материал наложен правильно, то впоследствии он будет
препятствовать доступу к фланцу для его демонтажа при осуществлении периодического цикла
обслуживания.
Сущность изобретения
Задачей настоящего изобретения является разработка способа ремонта трубопровода,
содержащего текучую среду под давлением, который можно осуществлять легко и эффективно в
условиях сохранения рабочего состояния трубопровода.
Другой задачей настоящего изобретения является разработка способа ремонта трубопровода,
содержащего текучую среду под давлением в зоне фланца, при этом способ не затрагивает фланец
и обеспечивает свободный доступ к нему в случае осуществления регламентного обслуживания на
фланце.
В связи с этим объектом настоящего изобретения является способ ремонта т рубопровода,
содержащего текучую среду под давлением и имеющего, по меньшей мере, одну утечку, при этом
способ содержит следующие этапы:
244
245.
а) установка мягкой и герметичной оболочки, опирающейся на трубопровод с каждой стороныутечки и охватывающей эту утечку, при этом мягкая оболочка содержит вентиль для удаления
текучей среды, поступающей от места утечки;
б) установка жесткой и герметичной оболочки, опирающейся на трубопровод с каждой стороны
мягкой оболочки и охватывающей последнюю; и
в) нагнетание жидкого полимеризующегося вещества внутрь жесткой оболочки, при этом
мягкая оболочка оказывается охваченной муфтой из полимерной смолы после полимеризации
полимеризующегося вещества.
Подробное описание изобретения
Задачи, объекты и отличительные признаки настоящего изобретения будут более очевидны из
нижеследующего описания со ссылкой на чертеж, на котором в разрезе показан фланец и две
оболочки, используемые для осуществления способа в соответствии с настоящим изобретением.
В нижеследующем описании предполагается, что утечка обнаружена в области фланца 10
цилиндрического трубопровода 11, в котором находится текучая среда под давлением. Вместе с
тем, утечка может также находиться в любом месте трубопровода за пределами фланца.
В рассматриваемом примере трубопровод 11 является газопроводом, в котором проложены один
или несколько электрических кабелей в атмосфере газа гексафторида серы, предназначенного для
термической и электрической изоляции трубопровода. Однако это может быть и трубопровод для
жидкости. Следует отметить, что не имеет значения, в каком точно месте находится утечка, что
будет пояснено ниже.
Первый этап способа в соответствии с настоящим изобретением состоит в установке вокруг
фланца первой мягкой и герметичной оболочки 12, имеющей форму кольца, открыт ого в
основании для охвата фланца 10. Для этого борта 14 и 16 оболочки, перпендикулярные оси
трубопровода 11, закрепляют на боковых сторонах фланца, например, при помощи двухсторонней
клейкой ленты.
Мягкая и герметичная оболочка 12 имеет сообщение с наружным пространством через вентиль
18, который рекомендуется размещать в самой высокой точке оболочки во время ее установки, как
показано на чертеже. Очевидно, что этот вентиль будет находиться в самой нижней точке, если
трубопровод содержит жидкость. Вентиль позволяет удалять газ, поступающий из места утечки,
после установки оболочки вокруг фланца. Таким образом, представляется понятным, что точное
место утечки не имеет значения, так как газ утечки заключен в герметичную оболочку 12 и может
выходить только через вентиль 18.
После завершения установки мягкой оболочки 12 пробку вентиля снимают, чтобы газ утечки
мог выходить, не создавая повышенного давления в оболочке. Следует отметить, что
рекомендуется использовать оболочку, обладающую прочностью по отношению к давлению газа,
хотя это и необязательно.
На втором этапе устанавливают жесткую и герметичную оболочку 20, охватывающую первую
оболочку и имеющую форму кольца, открытого в основании, как и первая оболочка. Оболочку
крепят ее двумя бортами 22 и 24 на трубопроводе 11 при помощи соответствующего крепежного
средства, такого как адгезивная пена. Следует отметить, что в качестве жесткой оболочки может
быть использована муфта любого типа, предназначенная для заделки утечек в трубопроводах и, в
частности, модульная муфта. Как правило, муфту прочно крепят на трубопроводе 11 при помощи
лямок (не показаны), стягивающих борта 22 и 24 фланца.
Следует отметить, что когда давление внутри трубопровода является высоким, например
превышает 15 бар, имеет смысл усилить мягкую оболочку путем установки промежуточной
вставки, намотанной вокруг оболочки.
Жесткая герметичная оболочка или муфта 20 предназначена для введения внутрь нее
полимеризующегося вещества. Для этого оставляют, по меньшей мере, одно нагнетательное
отверстие 27, в которое вставляют воронку 28, предназначенную для подачи в нее
полимеризующегося вещества. Нагнетательное отверстие жесткой оболочки должно находиться в
верхней точке оболочки вблизи вентиля 18 (если речь идет о газопроводе).
245
246.
Жесткая оболочка 20 содержит отверстие, которое находится точно над вентилем 18, чтобы внего можно было вставить направляющую трубку, предназначенную для установки вокруг
вентиля. Эта направляющая трубка предназначена для удаления газа из жесткой оболочки.
На третьем этапе полимеризующуюся смолу нагнетают внутрь жесткой оболочки 20, заливая
жидкую смолу в воронку 28. Жидкое полимеризующееся вещество заполняет весь объем жесткой
оболочки снаружи мягкой оболочки. Благодаря наличию направляющей трубки 30, обжимающей
вентиль 18, жидкое вещество не может попасть внутрь мягкой оболочки, тогда как газ продолжает
выходить через вентиль 18.
На этой стадии возможны два варианта. Согласно первому варианту запорную пробку вентиля
вставляют в направляющую трубку 30, когда уровень смолы достигнет вентиля, и вентиль
закрывают пробкой. Затем после удаления направляющей трубки продолжают подачу жидкой
смолы до тех пор, пока ее уровень не достигнет нагнетательных отверстий, при этом вентиль
оказывается погруженным в смолу. Очевидно, что эту технологию можно применять только в
случае, когда мягкая оболочка выдерживает давление, превышающее давление газа внутри
трубопровода.
Согласно второму варианту смолу нагнетают до уровня нагнетательных отверстий, не удаляя
направляющей трубки. И только тогда, когда смола полимеризовалась и затвердела, пробку
вставляют в направляющую трубку и закрывают вентиль.
Преимуществом описанного способа является возможность защитить фланец внутри мягкой
оболочки вплоть до достижения полной герметизации. Затем, если потребуется пол учить доступ к
вентилю для какой-либо регламентной операции, достаточно будет взломать муфту из
полимеризовавшейся смолы и освободить вентиль, сняв мягкую оболочку.
Хотя приведенное выше описание касается утечки, находящейся в области фланца, очевидно,
что способ в соответствии с настоящим изобретением можно применять для любой утечки в
любом месте трубопровода, то есть за пределами фланца. В этом случае мягкую оболочку крепят
непосредственно на наружной стенке трубопровода, как и жесткую оболочку.
Формула изобретения
1. Способ ремонта трубопровода (11), содержащего текучую среду под давлением и имеющего,
по меньшей мере, одну утечку, содержащий следующие этапы:
а) устанавливают мягкую и герметичную оболочку (12), опирающуюся на трубопровод со всех
сторон утечки и охватывающую эту утечку, при этом мягкая оболочка содержит вентиль (18) для
удаления текучей среды, поступающей от места утечки;
б) устанавливают жесткую и герметичную оболочку (20), опирающуюся на трубопровод со всех
сторон упомянутой мягкой оболочки и охватывающую последнюю; причем указанная жесткая
оболочка (20) содержит, по меньшей мере, одно нагнетательное отверстие (27), выполненное
вблизи указанного вентиля (18) таким образом, чтобы в это отверстие можно было вставить
воронку (28), позволяющую заливать полимеризующееся вещество внутрь жесткой оболочки; и
в) нагнетают полимеризующееся жидкое вещество внутрь упомянутой жесткой оболочки, при этом
упомянутая мягкая оболочка оказывается охваченной муфтой из полимерной смолы после
полимеризации полимеризующегося вещества.
2. Способ по п.1, в котором текучей средой под давлением является газ, при этом вентиль (18)
располагают в самой верхней точке мягкой оболочки (12), чтобы через него мог выходить газ,
поступающий из места утечки.
3. Способ по п.2, в котором жесткая оболочка (20) содержит отверстие, выполненное над
вентилем (18), с возможностью введения направляющей трубки (30) около упомянутого вентиля,
предназначенной для удаления газа из упомянутой жесткой оболочки.
4. Способ по п.3, в котором запорную пробку вентиля (18) вставляют в направляющую трубку
(30), когда уровень смолы достигнет вентиля таким образом, чтобы закупорить этот вентиль при
помощи пробки, при этом смолу продолжают заливать, пока уровень заполнения не достигнет
нагнетательного отверстия (27), и направляющую трубку удаляют, а вентиль оказывается
погруженным в смолу.
246
247.
5. Способ по п.4, в котором смолу нагнетают до уровня нагнетательного отверстия (27), изапорную пробку вставляют в направляющую трубку (30), закупоривая вентиль (18), п осле
полимеризации и затвердения смолы.
6. Способ по одному из пп.1-5, в котором упомянутая жесткая оболочка (20) содержит два борта
(22 и 24), которые закрепляют на трубопроводе (11) при помощи соответствующего крепежного
средства, такого как адгезивная пена.
7. Способ по п.6, в котором используют лямки для стягивания упомянутых бортов (22 и 24)
упомянутой жесткой оболочки (20) на трубопроводе (11).
8. Способ по п.6, в котором упомянутая жесткая оболочка (20) является модульной муфтой.
9. Способ по п.6, в котором утечка находится в области фланца (10).
РОССИЙСКАЯ ФЕДЕРАЦИЯ
(19)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
RU
(11)
2 380 606
(13)
C2
(51) МПК
(12)
F16L 55/175 (2006.01)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: не действует (последнее изменение статуса: 19.11.2018)
Пошлина: учтена за 10 год с 19.11.2014 по 18.11.2015
247
248.
(21)(22) Заявка: 2007125125/06, 18.11.2005(24) Дата начала отсчета срока действия патента:
18.11.2005
(30) Конвенционный приоритет:;
03.12.2004 US 11/003,199
(72) Автор(ы):
РАЙС Брайан Л. (US)
(73) Патентообладатель(и):
ИЛЛИНОЙС ТУЛ ВОРКС ИНК. (US)
(43) Дата публикации заявки: 27.01.2009 Бюл. № 3
(45) Опубликовано: 27.01.2010 Бюл. № 3
(56) Список документов, цитированных в отчете о
поиске: RU 2108514 C1, 10.04.1998. FR
2851635 A1, 27.08.2004. RU 2156397 C1,
20.09.2000. EP 0178248 A2, 16.04.1986.
АНДРЕЕВ Г.Я. и др. Производство и
применение стеклопластиковых труб. - М.:
ГОСИНТИ, 1962, с.25.
(85) Дата перевода заявки PCT на национальную
фазу:
03.07.2007
(86) Заявка PCT:
US 2005/042064 (18.11.2005)
(87) Публикация PCT:
WO 2006/060209 (08.06.2006)
Адрес для переписки:
129090, Москва, ул. Б.Спасская, 25, стр.3,
ООО "Юридическая фирма Городисский и
Партнеры", пат.пов. С.А.Дорофееву
(54) СПОСОБ РЕМОНТА УЧАСТКА ТРУБЫ, СПОСОБ РЕМОНТА ТРУБЫ, СПОСОБ РЕМОНТА ОБЪЕКТА,
СИСТЕМА ДЛЯ РЕМОНТА ТРУБЫ И ОТРЕМОНТИРОВАННАЯ ТРУБА (ВАРИАНТЫ)
(57) Реферат:
Изобретение относится к строительству трубопроводного транспорта и используется при
ремонте трубопроводов. Накладывают конструкцию из волокна, например углеродные волокна, на
подлежащий упрочнению участок трубы, наносят полимерный материал на поверхность
конструкции из волокна с тем, чтобы осуществить пропитывание конструкции из волокна при
обеспечении проникновения полимерного материала внутри конструкции из волокна к участку
трубы. До ввода полимерного материала вокруг конструкции из волокна устанавливают
компоненты внешней оболочки, например муфты, кожуха. Полимерный материал насыщает
армирующий материал - конструкцию из волокна и отверждается до получения упрочненного
полимерного композита. Позволяет восстановить номинальное давление в трубопроводе. 6 н. и 25
з.п. ф-лы, 1 табл., 14 ил.
Изобретение в общем относится к ремонту труб. Более конкретно, изобретение относится к
методикам эффективного ремонта трубы при помощи упрочненного волокном полимерного
материала.
В настоящее время системы труб присутствуют повсеместно. Системы труб можно обнаружить
в широком ассортименте коммунально-бытовых, коммерческих и промышленных сфер
применения. Например, системы труб можно использовать в системах распределения средств
248
249.
обеспечения, производственных процессов, транспортирования химических/нефтехимическихпродуктов, передачи энергии, водопроводных, обогревающих и охлаждающих, канализационн ых
системах, а также при извлечении отработанных реагентов/соединений, таких как выпуск
исчерпавшихся реагентов, загрязненной воды и тому подобного. В ходе эксплуатации системы
труб внутри установок и на более значительных расстояниях можно использовать дл я сбора,
распределения и транспортирования воды, водяного пара, химических продуктов,
нефтехимических продуктов, сырой нефти, природного газа и широкого ассортимента других
жидкостей, газов и элементов.
Системы труб, такие как трубопроводы, могут транспортировать средства обеспечения, энергию
и химические/нефтехимические элементы к клиентам в промышленности, на производственные
участки, на химические/нефтеперерабатывающие установки, к коммерческим структурам,
государственным учреждениям, потребителям и так далее. Неоспоримо то, что трубопроводы
(например, транспортные трубопроводы) сыграли выгодную роль в улучшении
производительности при доставке ресурсов. Действительно, мировая экономика зависит от
способности трубопроводов транспортировать исходное сырье и продукты к широкому
ассортименту потребителей и конечных пользователей.
Пик сооружения трубопроводов (например, трубопроводов для газообразных и жидких
нефтехимических продуктов) наблюдался 30-40 лет назад, при этом большинство из данных
трубопроводов, в том числе множество сооруженных до второй мировой войны, все еще находятся
в эксплуатации. Вследствие их возраста сохранение целостности инфраструктур стареющих
трубопроводов требует больших затрат. Ежегодные затраты, относимые на счет смягчения
последствий коррозии трубопроводов и других неисправностей, потенциальных неисправностей и
аномалий трубопроводов, составляют миллиарды долларов. С точки зрения экономики
соображения по ремонту трубопроводов могут включать потребности в рабочей силе, материалах,
оборудовании, наличный капитал, экономическую доходность, межремонтный срок службы, время
простоя трубопровода и тому подобное. Как и предполагалось, экономика ремонта трубопровода
может оказывать значительное влияние на производительность трубопровода.
Неисправности и повреждение для трубы могут обуславливаться вредным действием
механического происхождения, коррозией, эрозией, повреждением покрытий, разрушением
изоляции, неблагоприятными условиями эксплуатации, погодой и тому подобным. Внутренняя
эрозия, например, может иметь место вследствие течения содержимого через трубопровод. Такая
эрозия может быть усугублена действием центробежных сил, связанных с изменениями
направления линии тока. Что касается коррозии, то внешняя поверхность системы труб может
быть подвергнута воздействию коррозионно-активной почвы или наземных коррозионно-активных
сред, а внутренняя поверхность системы труб может быть подвергнута воздействию коррозионно активного содержимого. Эрозия, коррозия и другое повреждение значительным образом могут
уменьшить толщину стенки трубы и, таким образом, уменьшить номинальное давление или
способность выдерживать воздействие давления для трубы или трубопровода. В соответствии с
этим эксплуатационный и обслуживающий персонал трубопроводных компаний (нап ример,
газоперекачивающих компаний) может определить, нужно ли проводить ремонт для
неисправности или участка потенциальной неисправности, обнаруженных на трубопроводе, нужно
ли проводить замену секции трубы, или нужно ли отказаться от использования трубоп ровода.
При оценке решений по ремонту операторы трубопроводов и поставщики услуг обычно
принимают во внимание время простоя трубопровода, технические характеристики трубы, участок
трубы, подлежащий ремонту, условия залегания под землей, наземную окружающую среду,
содержимое системы труб или трубопровода, условия эксплуатации трубопровода и тому
подобное. Само собой разумеется, что операторы трубопроводов и поставщики услуг должны
принимать в расчет предписывающие ограничения, надлежащие промышленные стандар ты,
рекомендации производителей и тому подобное. Кроме того, подход к обслуживанию, выбранный
в конечном счете, может включать ремонт для протечки или другой неисправности или
упреждающий ремонт участка трубы до неисправности (например, протечки, разрушени я и тому
подобного) трубопровода. В заключение, в попытке сохранения целостности трубопровода при
249
250.
одновременном учете аспектов затрат, окружающей среды, предписывающих ограничений и томуподобного операторы трубопроводов и поставщики услуг обычно оценивают обслуживание,
замену и ремонт систем труб/трубопроводов исходя из доступных инженерных альтернатив и
экономического эффекта от данных альтернатив. В случае ремонта доступными являются
несколько технологий, методик применения и материалов.
Обычные технологии ремонта используют металлические муфты, которые располагают вокруг
секции трубы для упрочнения трубы. Для ремонта протечек и других неисправностей труб на
различных длинах и диаметрах системы труб можно устанавливать свариваемые муфты и
несвариваемые (механические) муфты. Кроме того, муфты могут обеспечить проведение
упреждающего ремонта для потенциальных неисправностей труб, упрочнение участков труб,
подвергшихся внутренней и внешней коррозии, улучшение номинального давления для системы
труб и тому подобное. В общем случае сложившиеся методики применения муфт либо с
использованием муфт, свариваемых по месту вокруг трубы, либо с использованием муфт,
механически прикрепляемых к трубе без сварки, предлагают преимущества применения подходов
к ремонту, известных в промышленности. При ремонте трубопроводов операторы, инженеры и
квалифицированные рабочие привыкли к работе со сварными фитингами для свариваемых муфт, а
также с механическими приспособлениями и зажимами для несвариваемых муфт. К сожалению,
обучение персонала подходящим для использования методикам механических и сварных работ
слишком обширно для надлежащей установки муфт. Кроме того, ремонт трубопроводов с
использованием несвариваемых и свариваемых муфт в результате может привести к охрупчиванию
и появлению остаточных напряжений в точке ремонта на трубопроводе.
В случае свариваемых муфт муфты можно сваривать вокруг подлежащей ремонту трубы,
заключая сегмент трубы, подлежащий упрочнению, в оболочку. Сопрягающиеся грани полумуфт
можно сваривать друг с другом, а торцы установленной муфты - приваривать к трубе для
обеспечения герметизации и прикрепления свариваемой муфты к трубе. Необходимо подчеркнуть,
что при установке свариваемой муфты можно использовать широкий ассортимент конфигураций
сварки, отличных от родового подхода, описанного выше. Затраты, связанные с ремонтами с
использованием сварки, в том числе с ремонтами с использованием свариваемых муфт (например,
в случае транспортных трубопроводов высокого давления), можно отнести к использованию
высококвалифицированных сварщиков, отключению и опорожнению трубопровода и отключению
связанных с трубопроводом производственных установок, химических/нефтехимических
процессов и тому подобного.
В общем случае с точки зрения эксплуатационных затрат желательно ремонтировать систему
труб при сохранении трубопровода в режиме эксплуатации, что, таким образом, уменьшает
дорогостоящее время простоя. Методики ремонта, которые избегают сварки или резки трубы,
например, могут сделать возможным сохранение трубопровода в режиме эксплуатации во время
проведения ремонта и, таким образом, могут позволить избежать затрат, связанных с временем
простоя трубопровода. Необходимо подчеркнуть то, что отключение трубопровода для проведения
ремонта потенциально может заставить отключить установки, расположенные на технологической
схеме до и после трубопровода, что в результате приведет к падению производства, падению
продаж, затратам на отключение и запуск и тому подобному.
Несвариваемые муфты относятся к решению данной проблемы, поскольк у в общем случае они
не требуют проведения сварки или резки. Несвариваемые упрочняющие муфты механически
присоединяют к секции трубы, подлежащей ремонту. Другими словами, данные несвариваемые
муфты (также называемые механическими муфтами) можно размещать н а трубе и прикреплять к
ней при помощи зажимов, болтов и тому подобного. К сожалению, использование несвариваемых
муфт может потребовать применения экзотических механических методик для надлежащей
фиксации номинального давления в трубе при ремонте, и, таким образом, может оказаться более
обременительным и сложным в сопоставлении с методиками сварки. В результате ремонт труб с
использованием несвариваемых муфт может оказаться более дорогостоящим в сопоставлении с
ремонтом с использованием свариваемых муфт. Однако ремонт с использованием несвариваемых
муфт может выгодным образом позволить избежать проведения сварки при осуществлении
250
251.
ремонта по месту, таком как, например, на участках трубопровода и на участках проведенияхимических/нефтехимических процессов. Кроме того, как указывалось, подходы без
использования сварки в общем случае делают возможной непрерывную эксплуатацию
трубопровода. С другой стороны, при определенных конфигурациях несвариваемых
(механических) муфт трубопровод может быть опорожнен в случае необходимости приложения к
трубе значительного механического усилия или вследствие действия других фактов во время
установки несвариваемой муфты.
К сожалению, специальный случай ремонта колен в системе труб, Т-образных соединений в
системе труб, отводов в системе труб и тому подобного является проблематичным в случае как
свариваемых, так и механических (несвариваемых) муфт вследствие трудности размещения
жесткой металлической муфты вокруг искривленного отвода трубы, подлежащего ремонту. Кроме
того, жесткие металлические муфты могут оказаться неспособными обеспечить надлежащий
контакт на отводах трубопровода и, таким образом, неспособными упрочнить напряженные точки,
которые обычно существуют на отводах трубопроводов. Кроме того, обеспечение надлежащего
соответствия радиусов кривизны внешней металлической муфты и колена или отвода
трубопровода может оказаться затруднительным. Во избежание возникновения данных проблем
при установке муфт на отводах трубопроводов на отводе (например, в полости аномалии) можно
разместить наплавной сварочный металл (вместо муфты), но такие ремонты с использованием
наплавного сварочного металла в общем случае пригодны только для ограниченных диапазонов
рабочих давлений и толщин стенок трубопровода.
Как можно видеть из приведенного выше описания, в случае свариваемых и несвариваемых
(механических) муфт существует множество проблем. В целом данные сложившиеся методики
использования упрочняющих муфт, либо свариваемых, либо несвариваемых, имеют тенденцию
вызывать большие затраты, требуют наличия высококвалифицированной рабочей силы, в
результате приводят к увеличению напряжений в трубах и увеличивают потребность в прерывании
эксплуатации трубопровода. Существует потребность в улучшенных методиках ремонта труб.
В ответ на проблемы и трудности, связанные с обычно используемыми подходами с
применением свариваемых и несвариваемых муфт при ремонте как прямой трубы, так и отводов
труб, появились новые технологии, которые включают нанесение покрытий и использование
высокопрочных пластиков, пластиков, упрочненных волокном, композитных материалов и тому
подобного. Такие ремонты с использованием полимеров могут позволить уменьшить затраты и
обеспечить получение меньших охрупчивания и остаточных напряжений в сопоставлении с
традиционными свариваемыми и механическими муфтами. Кроме того, в общем случае
полимерные композиты, например, не окисляются и, следовательно, могут предотвратить
дальнейшую внешнюю коррозию подвергнутого обработке участка трубопровода. Кроме того,
благодаря возрастанию применения систем для ремонта с использованием композитов, в
особенности в промышленности перекачивания нефти и газа. Американское общество инженеров механиков (ASME) в настоящее время разрабатывает стандарты для неметаллической технологии
оборачивания, включая разработку нового стандарта для ремонта после сооружения конструкции.
В настоящее время проект нового стандарта ASME указывает на то, что необходимо произвести
измерение и оценку для свойств нескольких материалов в системе для ремонта.
Необходимо отметить, что смола сама по себе (без упрочняющих материалов) обычно не
обеспечивает достижения надлежащей прочности при ремонте труб, в особенности при ремонте
трубопроводов среднего и высокого давления. В соответствии с этим, в общем случае системы для
ремонта с использованием полимеров в своей основе имеют матричную композитную ткань с
эпоксидными материалами и другими смолами, образующую монолитную конструкцию вокруг
поврежденной трубы. В общем случае для получения конструкции из композитного материала
вокруг поврежденной части трубы можно использовать широкий ассортимент волокон, полимеров,
смол, форполимеров, клеев и других элементов. В частности, системы для ремонта с
использованием композитов обычно применяют стекловолокно и демонстрируют потенциал по
уменьшению затрат на ремонт коррелированных труб благодаря возможности избежать
использования дорогостоящих механических муфт, сварки и времени простоя.
251
252.
Однако, как будет показано далее, проведение ремонтов с использованием данных композитовимеет тенденцию приводить к большим затратам труда. Например, каждый слой волокна
смачивают пропитывающей смолой до оборачивания волокна вокруг трубы. Несколько слоев
волокна и смолы (также называемой в настоящем документе полимером) методично накладывают
вручную при наложении одного слоя за раз, при этом волокна подвергают медленному и
тщательному предварительному смачиванию смолой до наложения каждого слоя волокна.
Например, волокно (например, ленту из волокна) можно протягивать через ванну полимера
(например, эпоксидной смолы) во время обременительного наложения волокна на трубу. Такие
трудоемкие манипуляции и установка на открытом воздухе создают проблемы для окружающей
среды и для операции нанесения, увеличивают потребность в манипуляциях с химическими
продуктами на основе смол и растворителями, увеличивают время работ и так далее.
В дополнение к этому, как должны понимать специалисты в соответствующей области техники,
рабочий должен знать период жизнеспособности смолы (то есть время схватывания смолы в
минутах или часах), где вязкость смолы значительно увеличивается, когда период
жизнеспособности истекает, что делает затруднительным надлежащее нанесение смолы на волокно
и эффективные формование и получение композита на основе полимерной смолы. Период
жизнеспособности смолы не следует путать со временем отверждения смолы, которое
представляет собой время, в течение которого смола образует сшитый термореактопласт, что
обычно происходит на день или несколько дней позже. Период жизнеспособности (и
соответствующее увеличение вязкости) у таких систем смол обычно может составлять только
несколько минут. Несомненно, что установка, не завершенная до истечения периода
жизнеспособности смолы, в результате может привести к получению дефектной конструкции из
композита, охватывающей трубу и аномалию трубы.
В общем случае существует внутреннее противоречие между методикой медленного и
обременительного предварительного смачивания и наложения волокна слой за слоем и
относительно быстрым образованием вязкой структуры смолы вследствие истечения периода
жизнеспособности смолы и сопутствующего увеличения вязкости. Таким образом, при ремонте
труб с использованием композитов для множества систем, включающих волокно и смолу, трудно
проводить формование и придание формы надлежащей конструкции из композита, кот орая
покрывает трубу и аномалию трубы.
Для решения указанных проблем заявителем был создан способ ремонта участка трубы,
согласно которому накладывают конструкцию из сухого волокна на участок трубы, подлежащий
ремонту, и наносят полимерный материал на незащищенную поверхность конструкции из волокна
на трубе с тем, чтобы осуществить пропитывание конструкции из волокна при обеспечении
проникновения полимерного материала вокруг волокон внутри конструкции из волокон к участку
трубы.
Предпочтительно, конструкция из волокна содержит углеродные волокна, а полимерный
материал содержит эпоксидную систему.
Предпочтительно, полимерный материал содержит систему термоотверждающейся смолы.
Решаются упомянутые проблемы и за счет создания способа ремонта объекта, согласно
которому накладывают более чем один слой конструкции из волокна на поверхность объекта,
устанавливают элемент оболочки вблизи конструкции из волокна, размещают полимерный
материал между элементом оболочки и конструкцией из волокна, чтобы по существу пропита ть
конструкцию из волокна, посредством обеспечения проникновение полимерного материала через
более чем один слой конструкции и вокруг волокон внутри конструкции из волокна на объекте,
чтобы достичь поверхность объекта, и осуществляют отверждение полимерного материала с
образованием композита из конструкции из волокна и полимерного материала на поверхности
объекта.
Предпочтительно, объект представляет собой емкость, трубу, сопло или любую их комбинацию.
Предпочтительно, элемент оболочки вместе с участком объекта, имеющим конструкцию из
волокна, образует полость.
Предпочтительно, по существу герметизируют элемент оболочки на объекте.
252
253.
Предпочтительно, элемент оболочки представляет собой кожух, причем при размещенииполимерного материала наливают полимерный материал внутрь кожуха через отверстие,
расположенное на кожухе.
Предпочтительно, конструкция из волокна является самосмачивающейся.
Предпочтительно, пропитывание конструкции из волокна обеспечивают за счет свойств
конструкции из волокна и полимерного материала без приложения внешнего давления.
Предпочтительно, полимерный материал проходит через конструкцию из волокна к
поверхности объекта под действием силы тяжести или капиллярных сил или их комбинированного
воздействия.
Предпочтительно, при наложении более чем одного слоя конструкции из волокна оборачивают
конструкцию из волокна вокруг внешней поверхности объекта, чтобы по существу покрыть
поверхность, подлежащую упрочнению.
Предпочтительно, конструкцию из волокна пропитывают полимерным материалом после или во
время наложения конструкции из волокна на объект.
Указанные проблемы решаются также за счет создания способа ремонта трубы, согласно
которому накладывают материал сухого волокна вокруг повреждения на участке трубы, по
существу покрывая повреждение материалом сухого волокна, устанавливают элемент оболочки
вкруг участка трубы, имеющего повреждение и материала сухого волокна, наливают жидкий
полимерный материал внутрь элемента оболочки, чтобы по существу пропитать материал сухого
волокна, при этом жидкий полимерный материал проходит вокруг материала сухих волокон,
чтобы достичь повреждения, и обеспечивают отверждение жидкого полимерного материала до
получения поверх повреждения на участке трубы композита, осуществляющего ремонт.
Предпочтительно, при обеспечении отверждения жидкого полимерного материала получают
упрочненный полимерный композит и увеличивают номинальное значение давления или
предельные параметры рабочего давления для трубы.
Предпочтительно, при наложении материала сухого волокна оборачивают ленту из сухого
волокна поверх повреждения на участке трубы.
Предпочтительно, повреждение представляет собой полость на внешней поверхности участка
трубы.
Предпочтительно, перед наложением материала сухого волокна повреждение предварительно
обрабатывают.
Предпочтительно, при предварительной обработке повреждение шлифуют, пескоструят,
очищают или размещают в повреждении материал наполнителя или осуществляют любую
комбинацию этих операций.
Предпочтительно, используют элемент оболочки, представляющий собой внешнюю трубу,
которая образует кольцевое пространство между элементом оболочки и участком трубы,
подлежащим ремонту, при этом по существу пропитывают сухой материал волокон жидким
полимерным материалом без приложения давления к полимерному материалу.
Предпочтительно, жидкий полимерный материал представляет собой эпоксидную смолу,
содержащую твердые частицы.
Указанные проблемы решаются, кроме того, за счет создания отремонтированной трубы,
содержащей композит, осуществляющий ремонт и размещенный на поверхности труб ы, причем
композит, осуществляющий ремонт, содержит конструкцию из волокна, составляющую 40 -80% по
объему композита, осуществляющего ремонт, и полимерный материал в отвержденном состоянии,
расположенный вокруг волокон конструкции из волокна, чтобы достичь поверхности трубы, при
этом конструкция из волокна наложена сухой, без полимерного материала, на поверхность трубы,
а полимерный материал наложен так, чтобы по существу пропитать конструкцию из волокна на
трубе и чтобы достичь поверхность трубы через конструкцию из волокна после того, как
конструкция из волокна была наложена на поверхность трубы.
Предпочтительно, композиция из волокна нанесена более чем одним слоем.
Указанные проблемы решаются дополнительно за счет создания отремонтированной трубы,
содержащей самосмачивающуюся конструкцию из волокна, размещенную на внешней
253
254.
поверхности трубы, элемент внешней оболочки, установленный вокруг участка трубы сконструкцией из волокна, и отвержденный полимерный материал, размещенный внутри элемента
оболочки и вокруг волокон внутри конструкции из волокна, чтобы пропитать самосмачивающуюся
конструкцию из волокна и достичь через самосмачивающуюся конструкцию из волокна наружной
поверхности трубы.
Указанные проблемы решаются, помимо прочего, и за счет создания системы дл я ремонта
трубы, содержащей конструкцию из сухого волокна, выполненную с возможностью оборачивания
вокруг трубы и размещения полимерного материала после установки сухого волокна на трубе,
контейнер, выполненный с возможностью охвата участка трубы, с констр укцией из сухого
волокна, и текучий полимерный материал с составом, обеспечивающим наливание внутрь
контейнера для проникновения вокруг волокон внутри конструкции из сухого волокна к участку
трубы и образование композита на участке трубы с волокнами внутри конструкции из волокна на
участке трубы.
Предпочтительно, период жизнеспособности у текучего полимерного материала находится в
диапазоне от 20 минут до 200 минут.
Предпочтительно, система содержит уплотняющие элементы, выполненные с возможностью по
существу герметизации контейнера с трубой и сухим волокном, причем между контейнером и
трубой образуется полость для размещения текучего полимерного материала.
Предпочтительно, уплотняющие элементы содержат гибкий элемент.
Предпочтительно, сухое волокно представляет собой мат из волокон, и предел прочности при
растяжении у сухого волокна находится в диапазоне 24500-56000 кг/см2 .
Предпочтительно, текучий полимерный материал представляет собой эпоксидную систему,
систему сложного полиэфира, систему винилового сложного эфира, уретановую систему или
метакрилатную систему или любую их комбинацию.
Предпочтительно, текучий полимерный материал содержит твердые частицы.
Вышеупомянутые и другие преимущества и признаки изобретения станут более понятны после
прочтения следующего далее подробного описания со ссылкой на чертежи, на которых:
Фиг.1 - блок-схема примера способа ремонта трубы в соответствии с примером варианта
реализации настоящего изобретения.
Фиг.2 - вид в перспективе для ремонтируемой трубы, который иллюстрирует мат из сухого
волокна, накладываемый на трубу в соответствии с примером варианта реализации настоящего
изобретения;
Фиг.3 - вид в перспективе для трубы с Фиг.1, изображающий мат из сухого волокна, обернутый
вокруг трубы и прикрепленный к ней в соответствии с примером варианта реализации настоящего
изобретения;
Фиг.4 - вид в перспективе для трубы с Фиг.2, имеющей уплотнения, установленные на трубе в
соответствии с примером варианта реализации настоящего изобретения;
Фиг.5 - вид в перспективе с пространственным разделением деталей для трубы с Фиг.3,
иллюстрирующий внешний элемент (например, кожух), вмещающий смолу и имеющий две
половины;
Фиг.6 - вид в перспективе для трубы с Фиг.4, имеющей внешний элемент, установленный
вокруг трубы и сопрягающийся с уплотнениями в соответствии с примером варианта реализации
настоящего изобретения;
Фиг.7 - вид в поперечном сечении для трубы с Фиг.5 по линии 6-6 в соответствии с примером
варианта реализации настоящего изобретения;
Фиг.8 - вид в перспективе для системы для ремонта труб, примененной для колена или отвода
системы труб в соответствии с примером варианта реализации настоящего изобретения;
Фиг.9 - вид с пространственным разделением деталей для участка трубы 5, более подробно
иллюстрирующий пример соединения двух половин внешнего элемента в соответствии с примером
варианта реализации настоящего изобретения;
254
255.
Фиг.10 - вид в перспективе для участка трубы, имеющий альтернативный внешний элемент иальтернативное соединение, расположенное на внешнем элементе в соответствии с п римером
варианта реализации настоящего изобретения;
Фиг.10А - детальное изображение фрагмента Фиг.10;
Фиг.11 и 12 - альтернативные виды в поперечном сечении, сделанном по линии сечения А -А на
Фиг.5, демонстрирующие детали одного конца трубы, имеющей обжимн ой зажим для крепления
внешнего элемента вокруг отремонтированной трубы в соответствии с примерами вариантов
реализации настоящего изобретения;
Фиг.13 - вид в перспективе для примера крепежной детали (вместо обжимного зажима),
предназначенной для крепления внешнего элемента вокруг отремонтированной трубы, при этом
внешний элемент используют для вмещения смолы в соответствии с примером варианта
реализации настоящего изобретения; и
Фиг.14 - график зависимости вязкости полимера от времени представляет собой ин дикатор
периода жизнеспособности для полимерного материала в соответствии с примером варианта
реализации настоящего изобретения.
Далее будут описаны примеры реализации настоящего изобретения. В попытке получения
лаконичного описания данных вариантов реализации в описании изобретения описываются не все
признаки фактического воплощения. Необходимо понимать, что при разработке любого такого
фактического воплощения, как и в любом инженерном или опытно-конструкторском проекте,
необходимо будет реализовать множество решений, определяемых конкретным воплощением, для
того, чтобы добиться достижения конкретных целей разработчиков, таких как обеспечение
соответствия ограничениям, связанным с системой и с деловой деятельностью, которые могут
варьироваться при переходе от одного воплощения к другому. Кроме того, необходимо понимать
то, что такие усилия по разработке могли бы оказаться сложными и отнимающими много времени,
но, тем не менее, стали бы рутинным действием при проектировании, изготовлении и
производстве для специалистов в соответствующей области техники, воспользовавшихся
преимуществами данного описания.
Для облегчения обсуждения настоящих методик написанное описание изобретения предлагается
с разделением по разделам. В разделе I обсуждаются части примера систе мы для ремонта труб. В
разделе II обсуждаются аномалии труб и методики обследования трубопроводов. В разделе III
обсуждаются свойства примеров упрочняющих материалов. В заключение, в разделе IV
обсуждаются примеры полимерных материалов, которые могут быть использованы в системах для
ремонта труб.
I. Система для ремонта труб
Настоящие методики обеспечивают проведение эффективного ремонта для труб в результате
получения на трубе упрочненного полимерного композита при одновременном предотвращении
проведения обычного обширного объема манипуляций с материалами для ремонта, связанными с
ремонтом с использованием композита. Первоначально выявляют секцию трубы, подлежащую
ремонту. Для осуществления ремонта на поверхность секции трубы, подлежащей ремонту, можно
наложить упрочняющий материал (например, конструкцию из волокна). В определенных
вариантах реализации упрочняющий материал оборачивают вокруг трубы, но его можно
накладывать и в других формах, таких как заплата. Упрочняющий материал накладывают в сухом
состоянии во избежание возникновения проблем, связанных с проведением манипуляций с
влажными материалами (например, с волокном, насыщенным полимером). После этого на
упрочняющий материал на трубе можно наносить полимерный материал. Например, его можно
нанести кистью, или после закрепления упрочняющего материала на трубе может быть установлен
элемент внешней оболочки (например, муфта, кожух, корпус, стенка, внешняя труба и тому
подобное), примыкающий к упрочняющему материалу или охватывающий его. В последнем
случае между элементом оболочки и упрочняющим материалом размещают полимерный материал,
предшественник полимера и/или форполимер и тому подобное. Необходимо подчеркнуть, что
термин «полимерный материал», использованный в настоящем документе, в широком смысле
255
256.
предполагает включение широкого ассортимента полимеров, форполимеров, смол, отвердителей,пластиков, составленных смесей и тому подобного.
В определенных конфигурациях внутрь элемента оболочки поверх упрочняющего материала
наливают текучий или полутекучий полимерный материал. Полимерный материал проникает в
упрочняющую конструкцию до тех пор пока ни увеличится значительно вязкость полимерного
материала. Свойства упрочняющего и полимерного материалов можно выбирать таким образом,
чтобы полимерный материал проникал бы в упрочняющую конструкцию или насыщал бы ее в
результате действия силы тяжести, проявления капиллярных сил, воздействия внешнего давления
и тому подобного. В заключение, полимерному материалу можно дать возможность отвердиться
или полимеризоваться с образованием упрочненного полимерного композита, который
обеспечивает ремонт трубы и восстанавливает способность выдерживать воздействие рабочего
давления для трубы или трубопровода.
А. Выявление аномалии трубы и наложение на трубу конструкции из сухого во локна
Если обратиться к чертежам, то можно сказать, что Фиг.1-7 изображают пример воплощения
системы 10 для ремонта труб, которую можно использовать для ремонта и/или упрочнения трубы,
увеличения толщины стенки трубы, восстановления или увеличения номинального давления или
способности выдерживать воздействие давления для трубы, ремонта емкости или другого
оборудования и тому подобного. Фиг.1 представляет собой блок-схему 1 способа,
предназначенного для ремонта трубы, и на нее будут ссылаться в ходе обсужден ия примеров
методик, изображенных на Фиг.2-7. Первоначально аномалию можно обнаружить на внутренней
или внешней поверхности трубы, и, таким образом, будет выявлен участок или часть трубы,
подлежащая ремонту, как указывается в графе 2. После выявления и анализа аномалии (и до
наложения упрочняющего материала, такого как конструкция из сухого волокна) аномалию можно
подвергнуть предварительной обработке каким-либо способом, таким как очистка аномалии,
шлифование или пескоструйная зачистка или зачистка шкуркой, размещение материала
наполнителя в аномалии и тому подобное. После проведения или без проведения предварительной
обработки аномалии на аномалию в трубе можно будет накладывать или вокруг нее оборачивать
конструкцию из сухого волокна (например, ленту или заплату из сухого волокна) без
пропитывания полимером (графа 3). Конструкцию из сухого волокна можно закреплять на каждом
конце, например, при помощи стандартных клеев или ленты.
В показанном на Фиг.2 и 3 варианте реализации конструкцию 12 из сухого волокн а (например,
ленту, мат, ткань из сухого волокна и тому подобное) накладывают на трубу 14, имеющую
неисправность или аномалию 16. Труба 14 может представлять собой участок или часть
трубопровода 30 (например, трубопровода для перекачивания газа или жидкости) и может быть
изготовлена из широкого ассортимента металлических и/или неметаллических материалов, таких
как цемент, пластики и тому подобное. Примеры металлов для труб могут включать сталь,
углеродистую сталь, нержавеющую сталь, медь, латунь и более экзотические металлы, такие как
сплавы никеля и другие металлические сплавы, и тому подобное. Примеры полимерных
материалов для труб включают полипропилен, полиэтилен, другие термопласты,
термореактопласты, полимеры, упрочненные наполнителем, пластик, упрочненный
стекловолокном, и тому подобное. Труба 14 также может включать внутренние и внешние
покрытия (на иллюстрации не показаны) для предотвращения коррозии, подавления воздействия
солнечного света, защиты от химического воздействия и тому подобного. Наконец , как
отмечалось, толщину 26 стенки трубы 14 можно определить удовлетворяющей заданному
номинальному давлению для трубы 14 и системы труб (например, трубопровода 30).
В данном примере конструкцию 12 из сухого волокна первоначально можно прикрепить к трубе
14 при помощи адгезивного элемента 18, такого как ранее упомянутые обычные клей или лента.
Например, после закрепления одного конца конструкции 12 из сухого волокна один или несколько
слоев конструкции 12 из сухого волокна можно обернуть вокруг трубы 14 для начала ремонта
неисправности или аномалии 16 и/или восстановления части или всей величины номинального
давления или способности выдерживать воздействие давления для трубы 14. В общем случае
конструкция 12 из сухого волокна покрывает внешнюю поверхность 22 участка трубы 14,
256
257.
подлежащего ремонту. Необходимо подчеркнуть, что вместо оборачивания вокруг трубыконструкцию 12 из сухого волокна можно накладывать как заплату или иначе. Кроме того,
конструкцию 12 из сухого волокна и систему 10 для ремонта можно накл адывать на оборудование,
отличное от системы труб, такое как емкости, сопла емкостей, машины, резервуары, насосы,
реакторы и тому подобное. В случае трубы 14, труба 14 обычно имеет цилиндрическую стенку 20,
имеющую внешнюю поверхность 22 и внутреннюю поверхность 24. Переменные, принимаемые во
внимание при выборе конструкции 12 из сухого волокна для восстановления или сохранения
заданного номинального давления трубы 14, включают толщину 26 стенки, внутренний диаметр
28, материалы конструкции трубы 14 и другие факторы.
Для упрочнения или ремонта трубы 14 настоящие методики предлагают по существу
самоформирующийся композит из конструкции 12 из сухого волокна и полимера на внешней
поверхности 22 трубы 14. Как обсуждается подробно далее, свойства конструкции 12 и з сухого
волокна и полимера можно задать такими, что укладка вручную или мокрая укладка не
потребуются, поскольку полимер, обтекая волокна внутри конструкции 12 из сухого волокна,
будет проходить до внешней поверхности трубы 14. Таким образом, полимер можн о наносить
поверх конструкции из волокна без необходимости в предварительном смачивании волокон или
слоев конструкции из волокна. Опять-таки, преимущественно можно исключить проведение
обременительных манипуляций с волокном, с которого капает.
В. Установка уплотнений и элемента внешней оболочки на трубе
Если теперь обратиться к способу 1, изображенному на Фиг.1, и к ремонту трубы,
изображенному на Фиг.4-6, то можно сказать, что на участках трубы 14, таких как до и после
обернутой и закрепленной конструкции 12 из сухого волокна, можно установить уплотнения или
торцевые уплотнения 32, такие как гибкие резиновые прокладки, металлические элементы и
другие элементы (графа 4). До или после установки уплотнений 32 вокруг участка трубы 14 с
конструкцией 12 из сухого волокна можно расположить элемент 36 оболочки, такой как муфта,
кожух, корпус, контейнер и тому подобное. Элемент 36 оболочки сопрягается с уплотнениями 32 с
образованием по существу герметизируемой полости между внутренней поверхностью элемента
36 оболочки и внешней поверхностью трубы 14 и конструкции 12 из волокна (графа 5). Кроме
того, элемент 36 оболочки можно прикрепить к трубе 14, например, в результате установки на
каждом конце элемента оболочки в продольном направлении простого обжимного зажима или
более сложной крепежной детали (графа 5). Такие зажимные приспособления на элементе 36
оболочки также могут упростить сжатие уплотнений 32 и, таким образом, улучшить целостность
уплотнений 32.
Примеры вариантов реализации Фиг.4, 5 и 6 изображают уплотнени я 32, расположенные в
примере системы 10 для ремонта труб около каждого конца участка трубы 14, подлежащего
ремонту. В данном варианте реализации примеры уплотнений 32 (например, резиновые прокладки)
характеризуются наличием гибкости, так что их можно оборачивать вокруг трубы 14 и располагать
в продольном направлении вдоль трубы 14 снаружи витков конструкции 12 из сухого волокна.
Опять-таки, назначение уплотнений 32 заключается в упрощении образования по существу
герметизируемой полости между участком трубы 14, который включает конструкцию 12 из сухого
волокна, и внутренней поверхностью элемента 36 внешней оболочки. Полость может вмещать
полимерный материал, который проходит через конструкцию 12 из сухого волокна до внешней
поверхности 22 трубы 14, в конечном счете, отверждаясь, обеспечивает ремонт трубы 14 с
использованием композита. Необходимо подчеркнуть, что в настоящих методиках могут быть
использованы и конфигурации уплотнения, отличные от примеров уплотнений 32. Например,
торцы между трубой 14 и элементом оболочки 36 может закупоривать пеноматериал. С другой
стороны, в работающих под давлением системах с элементом 36 оболочки могут быть
использованы, например, более сложные уплотнения, такие как механические уплотнения и тому
подобное.
Пример элемента 36 оболочки, имеющего две половины 36А и 36В, показан на Фиг.4. Половины
36А и 36В включают торцевые поверхности 34А и 34В, которые при сопряжении образуют
оболочку для участка трубы 14 и конструкции 12 из сухого волокна. Элемент 36 оболочки можно
257
258.
изготовить из тонкого металла (например, листового металла с толщиной 1/8''), трубы (например,стандартной трубы из углеродистой стали), пластика, ткани и тому подобного. Элемент 36
оболочки устанавливают вокруг конструкции 12 из сухого волокна трубы 14. В
проиллюстрированном варианте реализации две половины 36А и 36В элемента 36 оболочки
соединяются на торцевых поверхностях 34А и 34В элемента 36 оболочки. Крепежный элемент 37,
который скрепляет две половины 36А и 36В элемента оболочки на половинах торцевых
поверхностей 34А и 34В, может быть образован сваркой, болтами, зажимами, скобками, клеем и
тому подобным.
Кроме того, необходимо отметить то, что элемент 36 оболочки вместо этого может включать в
себя один элемент или более, чем два элемента, а также многообразие конфигураций.
Действительно, если потребуется размещение полимера 41, элементом 36 оболочки могут быть
ткань, предварительно смотанная металлическая лента, муфты из металла или пластика,
цилиндрические втулки, зажимы, полые сегменты и тому подобное.
С. Нанесение смолы и создание условий для проникновения смолы в конструкцию из сухого
волокна
Если теперь обратиться к Фиг.1 и 6, то можно сказать, что во время ремонта полимер 41 можно
выливать внутрь элемента 36 оболочки через отверстия или наполнительные труб ы, например,
добиваясь первоначального расположения полимера 41 поверх конструкции 12 из сухого волокна,
размещенной на трубе 14 (графа 6). Вязкость, период жизнеспособности и другие свойства
полимера можно определить такими, чтобы полимер проникал бы внут рь и в обход волокон в
результате действия силы тяжести, проявления капиллярных сил или воздействия давления (графа
7). В общем случае простое обеспечение проникание полимера в волокна под действием силы
тяжести и/или капиллярных сил может обеспечить простую установку по сравнению с
технологиями, при которых в элементе 36 оболочки создают повышенное давление для содействия
пропитыванию полимером конструкции 12 из сухого волокна. Однако, как уже указывалось, может
быть приложено и дополнительное давление, такое как при использовании внешнего
перекачивающего механизма (не показан) или в результате вдавливания или вжатия гибкого
кожуха (например, ткани, пластика и тому подобного) в полимер и тому подобное. В конечном
счете, полимер отверждается с образованием композита или матрицы из полимера и волокна,
обеспечивающих ремонт аномалии, улучшение целостности системы труб и/или восстановление
способности выдерживать воздействие рабочего давления для системы труб (графа 8).
При внесении полимера 41 в элемент 36 оболочки отверстия 38 и 40 в элементе 36 оболочки,
проиллюстрированном на Фиг.6, могут обеспечить прием полимера и/или вытеснение воздуха.
Например, полимерный материал или полимер 41 можно выливать в отверстие 38 в то время, как
воздух в полости внутри элемента 36 оболочки будет выходить через отверстие 40 по мере того,
как воздух в полости будет вытесняться поступающим полимером 41. В альтернативном варианте
для добавления полимера 41 вместо двух отверстий могут быть использованы одно отверстие в
элементе 36 оболочки или более чем два отверстия в элементе 36 оболочки. Кроме того, для
добавления полимера 41 внутрь элемента 36 оболочки можно использовать герметизируемые
отверстия в других частях системы 10 для ремонта, таких как в уплотнениях 32.
Отверстия 38 и 40 могут включать фитинги 42 и 44 или другие соединительные элементы с
конфигурацией, позволяющей принимать трубы 46 и 48, которые облегчают заполнение
полимером 41 и/или вытеснение воздуха. В проиллюстрированном варианте реализации Фиг.6
полимер 41 вливают в отверстие 38 через наполнительную трубу 46, как это показано стрелкой 60.
Воздух вытесняется изнутри элемента 36 оболочки из отверстия 40 через трубу 48, как это
показано стрелкой 62.
Необходимо понимать то, что использование элемента 36 оболочки представляет собой просто
один пример того, как полимер 41 можно наносить на конструкцию 12 из сухого волокна на трубе
14. Другие альтернативы включают нанесение смолы на конструкцию 12 из сухого волокна при
использовании, например, кисти после того, как конструкцию 12 из сухого волокна разместят на
трубе 12. Поскольку данная альтернатива не предусматривает наличие оболочки для смолы, она
258
259.
обеспечивает проведение менее дорогостоящего ремонта, поскольку элемент 36 оболочки неиспользуют.
D. Примеры слоев при ремонте труб
Примеры слоев в системе 10 для ремонта труб изображены на Фиг.7 - виде в поперечном
сечении для системы 10 для ремонта труб, сделанном по линии сечения 7 -7 на Фиг.6. В центре
поперечного сечения находится труба 14, имеющая внутреннюю поверхность 24 . После
завершения формирования системы 10 для ремонта труб конструкция 12 из первоначально сухого
волокна, расположенная на трубе 14, по существу становится насыщенной теперь уже
отвержденным полимером 41. Кроме того, отвержденный полимер 41 также распола гается и
поверх конструкции 12 из сухого волокна в элементе 36 оболочки. Полимер 41 и конструкция 12
из волокна совместно образуют матрицу или композит на трубе 14 и внутри элемента 36 оболочки.
Элемент 36 оболочки можно оставить установленным или можно удалить в зависимости от
конкретной сферы применения. Для удаления элемента 36 оболочки его можно разрезать,
крепежные элементы 37 удалить и так далее. Необходимо отметить, что, если элемент 36 оболочки
36 останется, то тогда обычно он будет составлять внешний элемент системы 10 для ремонта. В
данном случае внешняя поверхность 54 элемента 36 оболочки представляет собой внешнюю
поверхность системы 10 для ремонта труб. Однако опять-таки элемента 36 оболочки можно
удалить.
Е. Ремонт колен труб и отводов труб
В заключение, необходимо отметить то, что систему 10 для ремонта труб, изображенную на
Фиг.8, можно преимущественно применить для колена 142 трубы 144. Опять -таки, как и в случае
трубы 14 с предшествующих фигур, труба 144 (и колено 142) может включать в себя участок
трубопровода 30 и внешнюю поверхность 148 и внутреннюю поверхность 150. Однако, как должен
понимать специалист в соответствующей области техники, изменение направления колена 142
трубы 144 приводит к возникновению дополнительных проблем при ремонте. Тем не менее,
настоящие методики применяются для ремонта колен труб 142, других отводов труб и других
объектов неправильной формы, нуждающихся в ремонте.
Элемент 146 оболочки, изображенный в данном альтернативном варианте реализации, может
иметь отверстия 152 и 154 для вливания смолы внутрь элемента 146 оболочки, а также для
вытеснения воздуха изнутри элемента 146 оболочки. Кроме того, как обсуждалось ранее, элемент
146 оболочки может включать фитинги 156 и 158 на отверстиях 152 и 154, а также
наполнительные трубы и/или воздушные трубы 160 и 162. В заключение, хотя это на иллюстрации
и не показано, система 10 для ремонта труб, изображенная на Фиг.8, в общем случае будет
включать конструкцию 12 из волокна и полимер 41, образующие композит поверх аномалии на
колене 142 трубы, например, под элементом 146 оболочки.
F. Конфигурации и крепежные детали элемента оболочки
Фиг.9 и 10 иллюстрируют примеры того, как элемент 36 оболочки можно закрепить в системе
10 для ремонта труб. На Фиг.9 элемент 36 оболочки может представлять собой тонкий материал,
такой как листовой металл или пластик и тому подобное, имеющий фланцы 80, которые
сопрягаются для сведения двух половин 36А и 36В друг с другом. Фланцы 80 имеют отверстия 82
с конфигурацией, позволяющей размещать болты 84, которые сопрягаются с гайками 86. Для
улучшения уплотнения между двумя половинами 36А и 36В элемента 36 оболочки при желании
может быть использован уплотняющий материал 88, имеющий отверстия 90. Необходимо
подчеркнуть, элемент 36 оболочки может и не включать двух отдельных половин, но вместо этого
может включать единую конструкцию, имеющую на одной стороне, например, шарнир и
ограниченную на другой стороне фланцем.
Как показано на Фиг.10, элемент 36 оболочки может представлять собой единый элемент или
широкую полосу материала. Элемент 36 оболочки может представлять собой гибкий или
полугибкий материал, такой как листовой металл, листовой пластик, рулон ткани и тому подобное.
Для заключения части трубы 14, подлежащей ремонту, в оболочку гибкую полосу элемент а 36
оболочки оборачивают вокруг трубы 14. Край 100 полосы элемента 36 оболочки перекрывается с
другим концом элемента 36 оболочки. Для того чтобы лучше проиллюстрировать детали
259
260.
уплотнения при перекрывании полосы элемента 36 оболочки, Фиг.10А изображает ви д спространственным разделением деталей для системы 10 для ремонта труб, демонстрирующий край
полосы 100 элемента 36 оболочки. Для завершения установки элемента 36 оболочки полосу
элемента 36 оболочки, обернутую вокруг части трубы 14 с конструкцией 12 из сухого волокна,
может закрепить обжимной зажим 68 или другой элемент. Дополнительно закреплять и
герметизировать край полосы 100 элемента 36 оболочки в системе 10 для ремонта труб при
желании могут уплотняющий материал 102 или полимер 41.
Если обратиться к Фиг.11 и 12, то поперечное сечение, сделанное по линии сечения А-А на
конце системы 10 для ремонта труб на Фиг.10, изображает примеры альтернатив для стабилизации
элемента 36 оболочки. На Фиг.11, например, обжимной зажим 68 оборачивают вокруг конца
элемента 36 оболочки для его закрепления в системе 10. Кроме того, зажим 68 также может
сжимать уплотнения 32, уменьшая потенциал утечки полимерного материала 41 из элемента 36
оболочки. На проиллюстрированном варианте реализации Фиг.11 обжимной зажим 68 имеет
обычный винт 70 для затягивания зажима 68 вокруг элемента 36 оболочки. Кроме того, при
желании поверхность 72 на уплотнении 32 может облегчать герметизацию полости полимера 41.
Подобным же образом. Фиг.12 изображает систему 10 для ремонта труб, имеющую приз наки,
подобные признакам Фиг.11, однако, при наличии закраины 112, образованной на конце гибкого
элемента 36 оболочки. Такая закраина 112, например, может облегчать установку и
позиционирование элемента 36 оболочки, а также улучшать целостность уплотнения 32, по
существу предотвращая утечку полимера 41 из системы 10 для ремонта труб. Кроме того,
формирование такой закраины 112 в случае элемента 36 тонкой оболочки (например, листового
металла) может быть относительно несложным.
Альтернативный пример крепежной детали 120, предназначенной для крепежа элемента 36
оболочки вокруг трубы 14, изображен на Фиг.13. Пример крепежной детали 120 можно
использовать для различных типов элементов 36 оболочки. Например, крепежную деталь 120
можно использовать вместо обжимного зажима 68 для закрепления гибкого элемента 36 оболочки.
С другой стороны, крепежную деталь 120 можно использовать для закрепления в системе 10 для
ремонта элемента 36 оболочки, относящегося к типу более жесткой и/или толстой трубы. Кроме
того, крепежный элемент 120 может быть встроенным в элемент 36 оболочки или быть его частью,
а не быть независимым элементом.
Элементы крепежной детали 120 могут включать два элемента, например, имеющие внешнюю
поверхность 122. На одном из элементов крепежной детали 120 можно предусмотреть отверстие
124 и приемник 126 для размещения винта или болта 132. В данном варианте реализации винт 132
может входить в приемник 126 через внутреннюю трубу 128 через отверстие 124, и при этом
резьбовую часть болта 132 принимает полость с охватывающей резьбой 130 в другом элементе
крепежной детали 120.
Необходимо подчеркнуть, что для закрепления элемента 36 оболочки в системе 10 для ремонта
труб может быть использован широкий ассортимент крепежных элементов, таких как обжимной
зажим 68, крепежный элемент 120, сварные элементы, клей, адгезивы, скобки, фланцы, болты,
винты и другие элементы. Такие крепежные элементы и элементы также могут формировать
сжимающее усилие, оказываемое элементом 36 оболочки на уплотнения 32 (например, торцевые
уплотнения), с образованием эффективного уплотнения смолы внутри полости, образованной
между внутренней поверхностью элемента 36 оболочки и внешней поверхностью 22 трубы 14.
G. Варианты реализации для смолы/волокна в случае системы для ремонта труб
В определенных вариантах реализации системы 10 для ремонта труб упрочняющий материал
представляет собой конструкцию из сухого волокна, а полимерный материал представляет собой
смолу (например, эпоксидную систему). Надлежащим образом определенные сухие волокна и
жидкие смолы образуют самоформирующийся композит, получаемый на трубе 14. При
сооружении конструкции один или несколько слоев конструкции 12 из сухого волокна
накладывают или оборачивают вокруг трубы 14. Полимер 41 размещают, наносят или выливают
поверх конструкции 12 из волокна (то есть внутри внешнего кожуха, например). Значимо то, что
никакого предварительного смачивания слоев конструкции 12 из сухого волокна 12 смолой 41 не
260
261.
требуется. Таким образом, в выгодном случае можно будет избежать проведения обремените льныхманипуляций и мокрой укладки в случае насыщенного смолой смоченного волокна. Опять -таки,
как обсуждалось, свойства полимера 41 и конструкции 12 из сухого волокна можно определить
такими, чтобы полимер 41 проходил бы через слои конструкции 12 из сухого волокна до
поверхности трубы 14 и не нужно прибегать к неаккуратной укладке вручную смоченного
волокна, насыщенного или пронизанного полимером или смолой. В заключение, опять -таки,
необходимо подчеркнуть то, что в дополнение к ремонту или упрочнению сист емы труб
настоящие методики применимы и к ремонту или упрочнению емкостей, сопел емкости, другого
оборудования и тому подобного.
Фиг.14 представляет собой график 170 зависимости вязкости полимера 172, например, в
сантипуазах (сПз) от времени 174, например в минутах. График 170 может дать представление о
периоде жизнеспособности для конкретного полимерного материала. Период жизнеспособности
полимерного материала может представлять собой критерий момента времени, в который его
вязкость увеличивается до такого значения, при котором уже будет нельзя больше легко проводить
манипуляции, формование и нанесение его на конструкцию из сухого волокна и тому подобное.
Значения первоначальной вязкости полимерного материала до истечения периода
жизнеспособности могут находиться, например, в диапазоне 1-10 сПз.
В проиллюстрированном варианте реализации график 170 демонстрирует две кривые 176 и 178.
Кривая 176 представляет типичный полимерный материал, применяемый при ремонте системы
труб с использованием композита. Типичный композитный материал, например смола, имеет
тенденцию к довольно быстрому (и экспоненциальному) увеличению вязкости при коротком
периоде жизнеспособности. В противоположность этому, кривая 178 представляет смолу или
полимерный материал, которые могут быть более подходящими для настоящих методик в том
смысле, что вязкость смолы увеличивается медленнее при более продолжительном периоде
жизнеспособности (например, 20-200 минут) и, таким образом, отчасти делает возможным
проникновение полимера 41 через конструкцию 12 из сухого волокна до значительного
увеличения вязкости. Однако, может оказаться преимущественным определение некоего окна в
периоде жизнеспособности, поскольку избыточный период жизнеспособности в результате может
привести к утечке смолы из системы 10 для ремонта труб, избыточной продолжительности
времени ремонта и тому подобному.
Примеры элементов и их свойств для системы полимера 41 в настоящей методике представлены
в приведенной далее таблице. Необходимо отметить, что полимер 41 может включать
форполимеры, отвердители, полимерные смолы и тому подобное. Действительно, система
полимера 41 обычно может включать смолу (то есть форполимер, который отверждается с
образованием полимера) и отвердитель, который облегчает отверждение (то есть сшивание с
образованием термореактопласта). В таблице продемонстрирован краткий конспект составов,
отображающий природу элементов, их доли и примеры уровней масс, используемые в типичных
рецептурах. Однако, необходимо подчеркнуть то, что настоящие методики могут использ овать и
кандидатов систем смол, выходящих за пределы приведенных в таблице диапазонов и свойств.
Пример информации в таблице демонстрирует пример компромисса между различными
свойствами в виде низкой вязкости, прочности, твердости, смачивания и реакционной
способности, приводящего к получению кандидатов систем смол (включающих смолу и
отвердитель), подходящих для использования в композите для ремонта труб. Во внимание
принимаются потенциально противоречащие друг другу потребности в наличии маловязких
элементов и одновременное сохранение надлежащей прочности композита. Кроме того,
определенное значение имеет реакционная способность отверждающего средства или отвердителя
(например, полиаминов), используемых в полимере 41. Комбинация быстрой полимеризации с
продолжительным периодом жизнеспособности может сделать возможным быстрое прохождение
отверждения при обеспечении достаточной продолжительности периода жизнеспособности такой,
чтобы полимер 41 надлежащим образом проникала бы через волокно. В определенных прим ерах
внимание может фокусироваться на более низкомолекулярных позициях так, чтобы смачивание бы
улучшалось и не так быстро уменьшалось при прохождении реакции между полимером 41 и
261
262.
отвердителем. В конце концов, после отверждения смолы прочность композита из меряют,например, при использовании механических свойств композита при растяжении. Кроме того,
индикатором целостности конструкции композита также может являться и твердость композита.
ТАБЛИЦА
ПРИМЕРЫ ДИАПАЗОНОВ И ФУНКЦИЙ ДЛЯ СМОЛЫ/ПОЛИМЕРА
Материал
DGEBPA
Функция
Количество
(%)
Приблизительно
Твердость,
25,5-67
380
прочность,
Вязкость
MM
13000
сПз
18
~280
умеренная реакционная способность
NPGDGE
Малая вязкость,
6-9
бифункциональность
Ксилол
<1
106
Смачивание и малая вязкость
0-0,5
CHDMDGE
65
~340
Малая вязкость, бифункциональность
0-25,5
Циклический сложный эфир
2
~90
Смачивание, малая вязкость и реакционная
способность
2-3
Модифицированный DGEBPA
~250000
~400
Повышенная реакционная способность, прочность
0-9
Модифицированный амин
50
Смесь аминов
Малая вязкость, медленная монотонная реакция
0-16
Алифатический амин
20
~160
Малая вязкость, умеренная реакционная
способность, прочность
0-5,5
2000
>300
Хорошее низкотемпературное отверждение при
умеренной прочности
0-19
80
>300
Малая реакционная способность, смачивание
0-17,5
Модифицированный амин с ароматическим
содержанием
Полиэфирамин на основе простого эфира
DGEBPA = диглицидиловый эфир бисфенола А.
NPGDGE = неопентилгликольдиглицидиловый эфир.
CHDMDGE = циклогександиметанолдиглицидиловый эфир.
II. Аномалии и обследования систем труб
Неисправность, потенциальная неисправность или аномалия 16 трубы 14, подлежащей ремонту,
могут включать коррозию, эрозию, точечную коррозию и тому подобное, что может уменьшить
толщину стенки и, таким образом, номинальное давление для трубы 14 и сопряженного
трубопровода 30. Такие неисправность или аномалию 16 можно обнаружить при использовании,
например, широкого ассортимента методик обследования и испытаний, обсуждающихся далее.
Неисправность или аномалию 16 можно определить глубиной, площадью, объемом, аксиальным и
радиальным размерами и другими размерами и критериями. В проиллюстрированном варианте
реализации Фиг.2 неисправность или аномалия 16 образуются на внешней поверхности 22 трубы
14. Однако, необходимо подчеркнуть то, что настоящие методики также используются и для
смягчения последствий внутренних неисправностей или потенциальных внутренних
неисправностей 16 трубы 14.
Аномалии 16 системы труб могут быть обусловлены коррозией, эрозией, мех аническим
повреждением и тому подобным. Коррозию можно охарактеризовать как химическую или
электрохимическую реакцию, которая проходит по незащищенной поверхности трубопровода, что
в результате приводит к возникновению неисправностей или потенциальных неисправностей и
утончению металлической стенки. Внешняя коррозия может быть обусловлена, например,
гетерогенной природой почв для подземной системы труб и химическим воздействием
окружающей среды для наземной системы труб. Внутренняя коррозия системы труб мож ет быть
обусловлена химическим воздействием содержимого системы труб на внутреннюю поверхность
трубы. Коррозия может быть ускорена присутствием локализованных поверхностных дефектов,
таких как выемка или царапина на поверхности трубы 14 или покрытии. Кроме того, вследствие
течения потока содержимого через трубопровод может возникать внутренняя эрозия. Такую
эрозию могут усугублять присутствие частиц в текущем потоке содержимого или изменение
направления потока содержимого через трубопровод, такое как, напри мер, в колене или Тобразном соединении системы труб. Кроме того, к возникновению аномалии на трубе 14 в
результате может привести механическое повреждение, такое как при непреднамеренном ударе по
подземному трубопроводу при проведении земляных работ. В любом случае вследствие либо
внутренней, либо внешней коррозии/эрозии, либо механического повреждения получающееся в
результате уменьшение толщины 26 стенки трубы 14, к сожалению, может привести к
262
263.
уменьшению номинального давления и/или способности выдерживать воздействие давления длятрубы 14 или трубопровода 30. Как можно ожидать, эксплуатация избыточно поврежденного
трубопровода 30 может оказаться проблематичной, что делает необходимым проведение ремонта,
замены трубопровода или отказа от него.
В общем случае эксплуатационный и обслуживающий персонал систем труб может определить,
нужно ли будет, например, отремонтировать неисправность или аномалию 16, обнаруженные на
трубопроводе 30, или секцию трубы 14 необходимо будет заменить. Вне всякого сомнения в
промышленности наблюдается все возрастающая потребность в методиках ремонта труб, которые
эффективно с точки зрения затрат позволяют выявить и отремонтировать неисправность или
аномалию 16. В целом, примеры аномалий 16 включают локализованные и общие дефекты,
надрезы, выемки, царапины, механическое повреждение, эрозию, внутреннюю и внешнюю
коррозию и тому подобное. В общем случае цели осмотра трубопровода 30 могут включать
обнаружение и определение размеров аномалий 16 (например, полостей, раковин,
коррелированных областей и тому подобного) и тому подобное. Анализ может позволить
определить количество, размер, глубину и аксиальную длину потенциальной неисправности или
аномалии 16 для того, чтобы принять решение по требуемому действию, такому как в связи с
потребностью ремонта или замены трубы.
Операторы, техники, инженеры, обслуживающий персонал, поставщики услуг и так далее могут
воспользоваться как внешним, так и внутренним обследованиями для определения и оценки
состояния трубопровода 30 и его аномалий 16, неисправностей или потенциальных
неисправностей в целях принятия решения о том, нуждается ли труба 14 в ремонте или в замене.
Методики обследования могут включать обследования потенциала противокоррозионной катодной
защиты для оценки эффективности системы борьбы с внешней коррозией (например, покрытий),
установленной на трубопроводах 28, таких как транспортные трубопроводы. Низкие потенциалы,
зарегистрированные во время данных обследований, могут указывать, например, на повреждение
покрытия. Отслеживающий анализ внешнего покрытия может позволить точно определить области
повреждения покрытия на трубопроводе 30. В общем случае области поврежденного покрытия
могут характеризоваться высоким уровнем риска активной коррозии. Другие методики
обследования включают использование внутренних средств, таких как диагностические
внутритрубные снаряды, которые также называют инструментами интерактивного контроля и
интеллектуальными инструментами. Как должны понимать специалисты в соответствующей
области техники, диагностические внутритрубные снаряды представляют собой приспособления,
направляемые через трубопроводы и имеющие сенсоры для обнаружения в трубопроводе вариаций
по металлу. Дополнительные методики испытаний включают применение ультразвукового
толщиномера, который можно использовать для измерения для измерения либо внутренней, либо
внешней коррозии. Кроме того, инструменты для базовых инструментов при внешней коррозии
включают угольники или поверочные линейки, уровнемеры, масштабные линейки или профильные
калибры, шунтирующие рейки и тому подобное.
Информация о трубопроводе, собранная в рамках методик внутреннего и внешнего
обследования, может включать данные по сварке на системе труб, отводам труб, клапанам,
изменениям и потерям толщины стенки, аномалиям, неисправностям, потенциальным
неисправностям и тому подобному. Кроме того, стандарты по ремонту, установленные
Американским обществом инженеров-механиков (ASME) и другими организациями и
полномочными органами власти, при оценке и анализе коррозии и аномалий трубопровода могут
позволить воспользоваться методиками измерений и инженерными расчетами, такими как в случае
расчетного разрывного внутреннего давления (или остаточной способности выдерживать
воздействие давления) для корродированной трубы 14. В общем случае, если остаточная
способность выдерживать воздействие давления будет превышать максимально допустимое
рабочее давление (МАОР) с достаточным запасом, то тогда осмотренные участок или труба 14
могут оставаться в эксплуатации.
Переменные в таких расчетах и другие соображения, которые можно получить и
проанализировать до принятия решения о проведении ремонта, включают размеры трубы 14,
263
264.
предел текучести, глубину аномалии, аксиальную длину аномалии, коэффициент геометрическойформы, установочное давление, МАОР для трубопровода, определение класса и другие
применимые стандарты трубопроводных компаний. Кроме того, оператор или поставщик услуг
могут принимать во внимание местоположение трубопровода 30, местоположение аномалии 16 на
трубе 14 и тип аномалии 16. Само собой разумеется, что сфера применения ремонта может быть
обусловлена или модифицирована производителем или специальными требованиями. В идеальном
варианте в общем случае желательно, чтобы ремонт обеспечивал бы соответствие или превышение
прочности первоначальной трубы 14 и делал бы возможным возвращение трубопровода 30 в
эксплуатацию при 100% от его максимально допустимого рабочего давления (МАОР).
III. Примеры упрочняющих материалов
При ремонте труб с использованием композита механические свойства при растяжении,
выгодные для восстановления 100% МАОР при ремонте, главным образом обычно формирует
элемент упрочняющего волокна в системе, такой как пример конструкции 12 из сухого волокна,
изображенный на Фиг.2 и 3. Конструкцию 12 из сухого волокна можно изготавливать из
множества материалов, таких как стекло, передовые полимеры, углерод, органические материалы,
такие как Kevlar, неорганические материалы, такие как керамика, сложный полиэфир,
полиакриловые смолы, полипропилен, найлон (полиамидные волокна) и другие материал ы. В
общем случае конструкция 12 из сухого волокна, такая как мат или лента из волокна, может иметь
конфигурацию, обеспечивающую прием полимерного материала, такого как полимер или смола 41
или клей, с образованием упрочненного волокном композита. Например, конструкция 12 из сухого
волокна может иметь структуру переплетения, облегчающую образование матрицы или композита,
когда на конструкцию 12 из сухого волокна нанесут полимерный материал или полимер 41.
В настоящих методиках может быть использовано множество типов волокон, таких как
стекловолокно, углеродные волокна и тому подобное. В особенности выгодными волокнами (то
есть с точки зрения жесткости, прочности и характеристик нанесения) являются углеродные
волокна. Может быть использовано множество форм углеродного волокна. Примером формы
подходящих для использования углеродных волокон является тканая лента. Выгодную
конструкцию ленты могут представлять однонаправленные углеродные волокна (основа) при
наличии определенного другого неконструкционного или в меньшей степени конструкционного
волокна (из стекла или сложного полиэфира) в направлении утка. Примеры изготовителей
выгодных волокон включают: Zoltek, Torah, Cytec, Hexcel (Hercules), Toho, Mitsubishi и Grafil.
Примеры диапазонов пределов прочности при растяжении для волокон, используемых в
настоящих методиках, включают диапазоны от 350 до 800 тысяч фунтов на один квадратный дюйм
(KSI) (24500-56000 кг/см 2). Например, эффективными также являются и волокна,
демонстрирующие модуль, превышающий 25 миллионов фунтов на один квадратный дюйм (MSI)
(17,5 млн кг/см 2). Однако, необходимо подчеркнуть, что в настоящих методиках эффективно могут
быть реализованы и меньшие и большие пределы прочности при растяжении и модули.
Кроме того, необходимо отметить, что ленты из волокна и другие конструкции из волокна
могут быть изготовлены в виде нескольких структур. Например, в определенных вариантах
реализации волокна конструкции 12 из сухого волокна могут быть однонаправленными или могут
не иметь определенного направления. Примеры волокон могут быть изготовлены при наличии
углеволоконных прядей (набора углеродных элементарных волокон, определяемых как жгут),
составленных из 1000-50000 элементарных волокон, сотканных различным образом до получения
желательных содержания и структуры волокна. Более конкретным примером является 3-дюймовая
лента, имеющая 12 жгутов основы/дюйм, изготовленная из жгута, имеющего 12000 элементарных
волокон/дюйм для волокна с массой 12 унций на один квадратный ярд. В еще одном другом
примере конструкция из сухого волокна 12 представляет собой углеволоконную ткань с
полотняным переплетением, изготовленную из 12000 прядей (элементарных волокон) в окружном
направлении и 63000 прядей в аксиальном направлении. В общем случае структуру переплетения и
другие свойства волокна конструкции 12 можно определить облегчающими проникновение
полимерного материала (например, полимер 41) в конструкцию 12 из сухого волокна.
264
265.
В проиллюстрированных вариантах реализации наложение конструкции 12 из сухого волокна натрубу 14 проводить несложно, поскольку конструкцию из сухого волокна 12 можно устанавливать
сухой без предварительного смачивания конструкции 12 из сухого волокна. Например,
конструкцию 12 из сухого волокна (например, упрочняющую конструкцию из углеродного
волокна) не смачивают полимерным материалом, таким как эпоксидная или другая смолы, до
наложения конструкции 12 из сухого волокна на трубу 14. Кроме того, необходимо отметить, что
неисправность или аномалию 16 трубы 14 можно заполнять материалом наполнителя до
наложения или оборачивания конструкции 12 из сухого волокна вокруг трубы 14. Кроме того,
количество обмоток или слоев конструкции 12 из сухого волокна вокруг поврежденной трубы 14
может зависеть от желательного номинального давления или желательного максимально
допустимого рабочего давления для отремонтированной системы труб. Инженерные свойства
конструкции 12 из сухого волокна, которые можно принимать во внимание, включают предел
прочности при растяжении и модуль в продольном и поперечном направлениях конструкции 1 2 из
сухого волокна (и, в конечном счете, отремонтированной трубы 14). Принимаемые во внимание
свойства отвержденного композита могут включать предел прочности при сдвиге, температуру
стеклования и коэффициент термического расширения и тому подобное. В заключение, как это
должны понимать специалисты в соответствующей области техники, завершенную систему для
ремонта 10 можно подвергать различным испытаниям для определения целостности системы 10 в
процессе эксплуатации.
IV. Полимерный материал для ремонта
Примеры полимерных материалов, наносимых на упрочняющий материал (например,
конструкцию 12 из сухого волокна), могут включать термореактопласты или полимеры 41, такие
как фенольные смолы, эпоксидные смолы, полиуретаны, аминовые смолы, найлон, поликарбонаты
и тому подобное. Действительно, примеры текучих полимеров 41 включают эпоксидную систему,
систему сложного полиэфира, систему винилового сложного эфира, уретановую систему или
метакрилатную систему или любую их комбинацию. Примеры термопластов, которые можно
использовать в качестве смолы 41, включают полиэтилен, полипропилен, поливинилхлорид,
полистирол и другие термопласты. Кроме того, следует отметить то, что полимерный материал
или смола, нанесенные на конструкцию 12 из волокна, первоначально могут предста влять собой
короткоцепную молекулу форполимера. Для получения дополнительной подробной информации о
примерах материалов и примерах диапазонов свойств обратитесь к таблице.
В случае эпоксидов эпоксидные смолы в общем случае обозначают семейство молекул или
олигомеров, имеющих, по меньшей мере, одну эпоксидную группу. Обычные эпоксидные смолы
включают глицидиловые эфиры спиртов или производных фенола. Жидкой эпоксидной смолой
является обычный диглицидиловый эфир бисфенола A (DGEBA), и он представляет собой см олу,
наиболее часто используемую в сферах применения в промышленности. Данные продукты
являются твердыми или жидкими при различных консистенциях, и они обладают способностью
вступать в реакцию по концевым эпоксидным группам с образованием трехмерных сеток,
придающих конечному материалу жесткость, твердость и неспособность или по существу
неспособность течь повторно. Конечные продукты можно охарактеризовать их электрическими
свойствами, адгезией (то есть ее облегчению благодаря присутствию в эпоксиде полярны х групп),
усадкой, ударной вязкостью, влагостойкостью и тому подобным. Данное семейство
термореактопластов используют во многих сферах применения, подобных применению в
композитах, покрытиях, клеях и инкапсулирующих материалах. Эпоксидная группа на конце
данных молекул используется в качестве реакционного центра для сшивания данных
термоотверждающихся полимеров. Необходимо отметить то, что в настоящих методиках также
могут быть использованы и другие термореактопласты, не имеющие эпоксидных концевых групп.
Например, возможно использование уретановых форполимеров, имеющих концевые изоцианатные
группы. Кроме того, в системе 10 для ремонта труб могут быть использованы сложные полиэфиры,
имеющие ненасыщенные группы. Как подчеркивалось ранее, конфигурацию, подходя щую для
использования в системе 10 для ремонта, может иметь широкий ассортимент систем полимеров и
смол.
265
266.
Реагент, выбранный для вступления в реакцию с данными эпоксидами и другими смолами илитермореактопластами, называют отверждающим средством (или отвердителем), и обычно он имеет
активный водород, присоединенный к азоту, кислороду или сере. Обычно активный водород
присоединен либо к азоту, либо к части меркаптановой группы (-SH). В случае эпоксидных смол
наиболее часто применяются аминовые отверждающие средства, и они могут быть первичными
или вторичными, алифатическими или ароматическими или циклоалифатическими. Амины обычно
имеют более трех реакционных центров на одну молекулу, что облегчает образование трехмерной
полимерной сетки при смешивании с эпоксидной смолой. Выбор отверждающего средства зависит
от множества параметров и в значительной степени может определять эксплуатационные
характеристики конечного эпоксидного термореактопласта. Кроме того, несмотря на то, что
реакция между аминами и эпоксидами может иметь место и при температуре окружающей среды,
при выборе отверждающего средства необходимо проявлять осмотрительность для того, чтобы
обеспечить полноту прохождения реакции. Для обеспечения полноты прохождения реакции
амины, разработанные для сфер применения при температуре окружающей среды, могут
использовать пластификаторы. Кроме того, амины, разработанные для реакций отверждения при
нагревании, могут использовать небольшое количество пластификаторов или не использовать их
вовсе, и обычно они будут приводить к получению термореактопластов, обладающих
повышенными прочностными и теплофизическими эксплуатационными свойствами.
Химическое сшивание в общем случае начинается тогда, когда смешивают эпоксидную смолу и
нелатентные отверждающие средства. Отверждающие средства, такие как ароматические амины
или ангидриды, могут вступать в реакцию с эпоксидами медленно и могут сохранять малую
вязкость более значительных масс или при нагревании. Однако, алифатические амины,
циклоалифатические амины и амидоамины могут увеличивать вязкость быстро, пропорционально
совокупной массе состава. Отверждающие средства, такие как определенные циклоалифатические
амины, амидоамины и алифатические амины, можно добавлять к составу для увеличения
продолжительности периода жизнеспособности смолы 41 и замедления нарастания вязкости. Как
уже упоминалось, при определении свойств конечного композита существенную роль могут играть
температуры переработки. Кроме того, используемые времена и температуры могут зависеть от
выбора отверждающего средства.
В общем случае композит может включать материал, упрочненный волокнами или другими
элементами со значимым аспектным отношением между длиной и толщиной. Обычными
волокнами, используемыми совместно с эпоксидами, являются стекловолокно и углерод ные
волокна. Однако, как указывалось ранее, также могут быть использованы и арамидные, борные и
другие органические и природные волокна. Полимеры, используемые в композитах, обычно
представляют собой термореактопласты, и их назначение заключается в передач е нагрузки или
напряжений на упрочняющую конструкцию из волокна для того, чтобы воспользоваться
преимуществами прочности и жесткости (модуля) волокон. Примеры объемов волокна могут
находиться в диапазоне от 40% до 80%, при этом такие объемы рассчитывают исходя из
желательных прочности, номинального давления и других факторов в конкретной сфере
применения. Конечные физические, теплофизические, электрические свойства и характеристики
стойкости к воздействию химических реагентов для композита определяются выбо ром смолы и
отверждающего средства и условий отверждения. В эпоксидных системах параметры,
принимаемые во внимание при выборе надлежащего отверждающего средства для состава на
основе эпоксидной смолы, представляют собой вязкость, эффект массы, циклы отверж дения,
температуры стеклования, вязкость при разрушении и другие факторы. Вязкость состава должна
быть достаточно низкой для обеспечения по существу проникновения через упрочняющие волокна
12. Смеси эпоксидной смолы и отверждающих средств, имеющие относительно повышенные
вязкости, можно нагревать для уменьшения вязкости состава. Однако, в зависимости от типа
отверждающего средства нагревание может уменьшить время на проведение работ в результате
ускорения прохождения реакции.
Несмотря на то, что для изобретения могут быть доступны различные модификации и
альтернативные формы, в чертежах были в порядке примера продемонстрированы и в настоящем
266
267.
документе были подробно описаны конкретные варианты реализации. Однако, необходимопонимать, что изобретение не предполагает ограничения конкретными описанными формами.
Вместо этого, изобретение должно включать все модификации, эквиваленты и альтернативы,
соответствующие объему и сущности изобретения, определенного в следующей далее прилагаемой
формуле изобретения.
Формула изобретения
1. Способ ремонта участка трубы, согласно которому накладывают конструкцию из волокна на
участок трубы, подлежащий ремонту, и наносят полимерный материал на незащищенную
поверхность конструкции из волокна на трубе с тем, чтобы осуществить пропитывание
конструкции из волокна при обеспечении проникновения полимерного материала вокруг волокон
внутри конструкции из волокна к участку трубы.
2. Способ по п.1, при котором конструкция из волокна содержит углеродные волокна, а
полимерный материал содержит эпоксидную систему.
3. Способ по п.1, при котором полимерный материал содержит систему термоотверждающейся
смолы.
4. Способ ремонта объекта, согласно которому накладывают более чем один слой конструкции
из волокна на поверхность объекта; устанавливают элемент оболочки вблизи конструкции из
волокна; размещают полимерный материал между элементом оболочки и конструкцией из
волокна, чтобы, по существу, пропитать конструкцию из волокна, посредством обеспечения
проникновения полимерного материала через более чем один слой конструкции и вокруг волокон
внутри конструкции из волокон на объекте, чтобы достичь поверхность объекта; и осуществляют
отверждение полимерного материала с образованием композита из конструкции из волокна и
полимерного материала на поверхности объекта.
5. Способ по п.4, при котором объект представляет собой емкость, трубу, сопло или любую их
комбинацию.
6. Способ по п.4, при котором элемент оболочки вместе с участком объекта, имеющим
конструкцию из волокна, образует полость.
7. Способ по п.4, при котором, по существу, герметизируют элемент оболочки на объекте.
8. Способ по п.4, при котором элемент оболочки представляет собой кожух, причем при
размещении полимерного материала наливают полимерный материал внутрь кожуха через
отверстие, расположенное на кожухе.
9. Способ по п.4, при котором конструкция из волокна является самосмачивающейся.
10. Способ по п.4, при котором пропитывание конструкции из волокна обеспечивают за счет
свойств конструкции из волокна и полимерного материала без приложения внешнего давления.
11. Способ по п.4, при котором полимерный материал проходит через конструкцию из волокна к
поверхности объекта под действием силы тяжести или капиллярных сил или их комбинированного
воздействия.
12. Способ по п.4, при котором при наложении более чем одного слоя конструкции из волокна
оборачивают конструкцию из волокна вокруг внешней поверхности объекта, чтобы, по существу,
покрыть поверхность, подлежащую упрочнению.
13. Способ по п.4, при котором конструкцию из волокна пропитывают полимерн ым материалом
после или во время наложения конструкции из волокна на объект.
14. Способ ремонта трубы, согласно которому накладывают материал сухого волокна вокруг
повреждения на участке трубы, по существу, покрывая повреждение материалом сухого волокна;
устанавливают элемент оболочки вокруг участка трубы, имеющего повреждение, и материала
сухого волокна; наливают жидкий полимерный материал внутрь элемента оболочки, чтобы, по
существу, пропитать материал сухого волокна, при этом жидкий полимерный материал п роходит
вокруг материала сухих волокон, чтобы достичь повреждения; и обеспечивают отверждение
жидкого полимерного материала до получения поверх повреждения на участке трубы композита,
осуществляющего ремонт.
267
268.
15. Способ по п.14, при котором при обеспечении отверждения жидкого полимерного материалаполучают упрочненный полимерный композит и увеличивают номинальное значение давления или
предельные параметры рабочего давления для трубы.
16. Способ по п.14, при котором при наложении материала сухого волокна обор ачивают ленту
из сухого волокна поверх повреждения на участке трубы.
17. Способ по п.14, при котором повреждение представляет собой полость на внешней
поверхности участка трубы.
18. Способ по п.14, при котором перед наложением материала сухого волокна повр еждение
предварительно обрабатывают.
19. Способ по п.14, при котором при предварительной обработке повреждение шлифуют,
пескоструят, очищают или размещают в повреждении материал наполнителя или осуществляют
любую комбинацию этих операций.
20. Способ по п.14, при котором используют элемент оболочки, представляющий собой
внешнюю трубу, которая образует кольцевое пространство между элементом оболочки и участком
трубы, подлежащим ремонту, при этом, по существу, пропитывают сухой материал волокон
жидким полимерным материалом без приложения давления к полимерному материалу.
21. Способ по п.14, при котором жидкий полимерный материал содержит эпоксидную смолу,
содержащую твердые частицы.
22. Отремонтированная труба, содержащая композит, осуществляющий ремонт и разме щенный
на поверхности трубы, причем композит, осуществляющий ремонт, содержит конструкцию из
волокна, составляющую 40-80% по объему композита, осуществляющего ремонт, и полимерный
материал в отвержденном состоянии, расположенный вокруг волокон конструкции из волокна,
чтобы достичь поверхности трубы, при этом конструкция из волокна наложена сухой, без
полимерного материала, на поверхность трубы, а полимерный материал наложен так, чтобы, по
существу, пропитать конструкцию из волокна на трубе и чтобы достичь поверхность трубы через
конструкцию из волокна.
23. Отремонтированная труба по п.22, в которой композиция из волокна нанесена более чем
одним слоем.
24. Отремонтированная труба, содержащая самосмачивающуюся конструкцию из волокна,
размещенную на внешней поверхности трубы; компонент внешней оболочки, установленный
вокруг участка трубы с конструкцией из волокна; и отвержденный полимерный материал,
размещенный внутри компонента оболочки и вокруг волокон внутри конструкции из волокна,
чтобы пропитать самосмачивающуюся конструкцию из волокна и достичь через
самосмачивающуюся конструкцию из волокна наружной поверхности трубы.
25. Система для ремонта трубы, содержащая конструкцию из сухого волокна, выполненную с
возможностью оборачивания вокруг трубы и размещения полимерного материала после установки
сухого волокна на трубе; контейнер, выполненный с возможностью охвата участка трубы, с
конструкцией из сухого волокна, и текучий полимерный материал с составом, обеспечивающим
наливание внутрь контейнера для проникновения вокруг волокон внутри конструкции из сухого
волокна к участку трубы и образование композита на участке трубы с волокнами внутри
конструкции из волокна на участке трубы.
26. Система по п.25, в которой период жизнеспособности у текучего полимерного материа ла
находится в диапазоне от 20 до 200 мин.
27. Система по п.25, содержащая уплотняющие элементы, выполненные с возможностью, по
существу, герметизации контейнера с трубой и сухим волокном, причем между контейнером и
трубой образуется полость для размещения текучего полимерного материала.
28. Система по п.27, в которой уплотняющие элементы содержат гибкий компонент.
29. Система по п.25, в которой сухое волокно представляет собой мат из волокон, и предел
прочности при растяжении у сухого волокна находится в диапазоне 24500-56000 кг/см2 .
30. Система по п.25, в которой текучий полимерный материал представляет собой эпоксидную
систему, систему сложного полиэфира, систему винилового сложного эфира, уретановую систему
или метакрилатную систему или любую их комбинацию.
268
269.
31. Система по п.25, в которой текучий полимерный материал содержит твердые частицы.269
270.
270271.
271272.
272273.
Список научной литературы прилагается :косого компенсатора к
трубопроводам с помощью фланцевых фрикционно-подвижных болтовых демпфирующих
компенсаторов (ФПДК) с контролируемым натяжением, расположенных в длинных овальных
отверстиях по изобретению проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755, 1174616, 165076,
2010136746, 887748 «Стыковое соединение растянутых элементов»
С научными
разработками инженеров организации «Сейсмофонд» при СПб ГАСУ по использованию
1. Журнал «Сельское строительство» № 9/95 стр.30 «Отвести опасность», А.И.Коваленко
2. Журнал «Жилищное строительство» № 4/95 стр.18 «Использование сейсмоизолирующего пояса для существующих зданий»,
А.И.Коваленко
3. Журнал «Жилищное строительство» № 9/95 стр.13 «Сейсмоизоляция малоэтажных жилых зданий»,
4. Журнал «Монтажные и специальные работы в строительстве» № 4/95 стр. 24-25 «Сейсмоизоляция малоэтажных зданий»,
5. Российская газета от 26.07.95 стр.3 «Секреты сейсмостойкости». А.И.Коваленко
6. Российская газета от 03.06.95 «Аргументы против катастроф найдены», А.И.Коваленко
7. Российская газета от 11.06.95 «Землетрясение: предсказание на завтра», А.И.Коваленко
8. Газета «Грозненский рабочий» № 5 февраль 1996 «Честь мундира или сэкономленные миллиарды»,
9. «Голос Чеченской Республики» 1 февраль 1996 «Башни и баллы» А.И.Коваленко
10. Республика ЧР № 7 август 1995 «Удар невиданной звезды или через четыре года». А.И.Коваленко
11. «Грозненский рабочий» № 2 июнь 1995 «Грозному предрекают разрушительное землетрясение», А.И.Коваленко
12. Газета «Земля России» за октябрь 1998 стр. 3 «Уникальные технологии возведения фундаментов без заглубления – дом на грунте.
Строительство на пучинистых и просадочных грунтах»
13. Газета «Земля России» № 2 ( 26 ) стр. 2-3 « Предложение ученых общественной организации инженеров «Сейсмофонд» – Фонда
«Защита и безопасность городов» в области реформы ЖКХ.
14. Журнал «Жизнь и безопасность « № 3/96 стр. 290-294 «Землетрясение по графику» Ждут ли через четыре года планету «Земля
глобальные и разрушительные потрясения «звездотрясения» А.И.Коваленко, Е.И.Коваленко.
15. Журнал «Монтажные и специальные работы в строительстве» № 11/95 стр. 25 «Датчик регистрации электромагнитных волн,
предупреждающий о землетрясении - гарантия сохранения вашей жизни!» и другие зарубежные научные издания и журналах за 19942004 гг. А.И.Коваленко и др. изданиях за рубежом
С брошюрой «Как построить сейсмостойкий дом с учетом народного опыта сейсмостойкого строительства горцами Северного Кавказа
сторожевых башен» с.79 г. Грозный –1996. А.И.Коваленко в ГПБ им Ленина г. Москва и РНБ СПб пл. Островского, д.3 тел.118-8691.
Литература по испытанию косого компенсатора для трубопроводов , закрепленного с
помощью фланцевых фрикционно-подвижных болтовых демпфирующих компенсаторов (ФПДК) с
контролируемым натяжением, расположенных в длинных овальных отверстиях по изобретению
273
274.
проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755, 1174616, 165076, 2010136746, 887748 «Стыковоесоединение растянутых элементов» и рассчитанного в программе SCAD
1. Рекомендации по расчету, проектированию, изготовлению и монтажу фланцевых
соединений стальных строительных конструкций. М. , ЦБНТИ
Минмонтажспецстроя СССР, 1989, с. 53.
2. Грудев И. Д. Прочность фланцевых соединений элементов открытого профиля.
Болтовые и специальные монтажные соединения в стальных строительных
конструкциях. Международный коллоквиум. – 1989. – Труды. Т.2 – С. 7-13.
3. Фланцевые соединения. Расчет и проектирование. Бугов А. У. – Л.
Машиностроение, 1975. – с. 191.
4. Соскин А. Г. Особенности поведения и расчет болтов фланцевых соединений.
Болтовые и специальные монтажные соединения в стальных строительных
конструкциях. Международный коллоквиум. – 1989. – Труды. Т.2 – С. 24-31.
5. Каленов В. В, Соскин А. Г., Евдокимов В. В. Исследования и расчет усталостной
прочности фланцевых соединений растянутых элементов конструкций. Болтовые
и специальные монтажные соединения в стальных строительных конструкциях.
Международный коллоквиум. – 1989. – Труды. Т.2 – С. 41-17.
6. Проектирование металлических конструкций: Спец.курс. Учебное пособие для
вузов/ В. В. Бирюлев, И. И. Кошин, И. И. Крылов, А. В. Сильвестров. – Л.:
Стройиздат, 1990 – 432 с.
Список лабораторной литературы , которая использовалась при лабораторных испытаниях в СПб ГАСУ
крепления косого компенсатора к трубопроводам с помощью фланцевых фрикционно-подвижных
болтовых демпфирующих компенсаторов (ФПДК) с контролируемым натяжением, расположенных в
длинных овальных отверстиях по изобретению проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755,
1174616, 165076, 2010136746, 887748 «Стыковое соединение растянутых элементов»
ЛИТЕРАТУРЫ по маятниковой сейсмоизоляции для трубопроводов с косым
демпфирующим компенсатором к трубопроводам с помощью фланцевых фрикционно-подвижных
болтовых демпфирующих компенсаторов (ФПДК) с контролируемым натяжением, расположенных в
длинных овальных отверстиях по изобретению проф. дтн ПГУПС А.М.Уздина №№ 1143895, 1168755,
1174616, 165076, 2010136746, 887748 «Стыковое соединение растянутых элементов»
1. MSK-64. Шкала сейсмической интенсивности MSK. 1964.
2. Межгосударственный стандарт. ГОСТ 30546.1-98 «Общие требования к машинам,
приборам и другим техническим изделиям и методы расчета их сложных конструкций
в части сейсмостойкости».
3. СНиП
2.03.01-84*.
«Бетонные
и
железобетонные
проектирования».
274
конструкции.
Нормы
275.
4. Я.М. Айзенберг, Р.Т. Акбиев, В.И. Смирнов, М.Ж. Чубаков. «Динамические испытанияи сейсмостойкость навесных фасадных систем». Ж. «Сейсмостойкое строительство.
Безопасность сооружений» №1, 2008г. стр. 13-15.
5. Назаров А.Г., С.С. Дарбинян. Шкала для определения интенсивности сильных
землетрясений на количественной основе. // В. кн.: Сейсмическая шкала и методы
измерения
сейсмической
интенсивности.
Академия
наук
СССР.
Междуведомственный совет по сейсмологии и сейсмостойкому строительству
(МСССС) при президиуме АН СССР. М.: Наука, 1975.
6. Методические рекомендации по инженерному анализу последствий землетрясений.
ЦНИИСК им. В.А.Кучеренко ГОССТРОЯ СССР. – М., 1980, 62 с.
7. Отчет по результатам натурных испытаний фрагментов навесных вентилируемых
фасадов «ДИАТ». ЦНИИСК им. В.А.Кучеренко-М., 2007.
8. Поляков С.В., «Сейсмостойкие конструкции зданий», Изд. «Высшая школа», М.,
1969г., 335 с.
9. Корчинский И.Л. и др., «Сейсмостойкое строительство зданий», Изд. «Высшая
школа», М., 1971г., 319 с.
Карапетян Б.К. «Колебание сооружений, возведенных в Армении», Изд. «Айостан»,
Ереван, 1967
РОССИЙСКАЯ ФЕДЕРАЦИЯ
(19)
RU
2367917
(11)
(13)
(51) МПК
G01L5/24 (2006.01)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ
СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
(12)
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: по данным на 27.09.2013 - прекратил действие
Пошлина:
(21), (22) Заявка: 2008113689/28, 07.04.2008
(24) Дата начала отсчета срока действия патента:
(72) Автор(ы):
Устинов Виталий Валентинович (RU)
(73) Патентообладатель(и):
275
C1
276.
07.04.2008ЗАКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО "ИНГЕРСОЛЛ-РЭНД СиАйЭс" (R
(45) Опубликовано: 20.09.2009
(56) Список документов, цитированных в отчете о
поиске: RU 2296964 C1 10.04.2007. SU 1580188 A1
23.07.1990. RU 2066265 C1 10.09.1996. RU 2025270 C1
30.12.1994. SU 1752536 A1 07.08.1992. RU 2148805 C1
10.05.2000.
Адрес для переписки:
606100, Нижегородская обл., г. Павлово, ул.
Чапаева, 43, корп.3, ЗАО "Ингерсолл-Рэнд СиАйЭс"
(54) СПОСОБ ИЗМЕРЕНИЯ КРУТЯЩЕГО МОМЕНТА ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ И
ДИНАМОМЕТРИЧЕСКИЙ КЛЮЧ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57) Реферат:
Изобретение относится к измерительной технике и может быть использовано для контроля крутящего момента затяжки резьбовых
соединений. Способ заключается в приложении к затянутому резьбовому соединению крутящего момента, перевода резьбового
соединения из состояния покоя в состояние движения, повороте на заданный угол, не превышающий 2-4°, и измерении крутящего
момента при достижении углом поворота заданного значения. При этом производится дополнительный поворот на такой же угол с
измерением крутящего момента при достижении углом поворота заданного значения, а крутящий момент затяжки определяют как
разность удвоенного значения крутящего момента при первоначальном повороте на заданный угол и значения крутящего момента
при дополнительном повороте на заданный угол. Устройство содержит датчик момента, подключенный ко входу усилителя, выходом
соединенного со входом аналого-цифрового преобразователя, первый и второй регистр памяти, счетчик импульсов, дешифратор,
блок вычислений, цифровой индикатор и элемент ИЛИ. Технический результат заключается в повышении точности контроля
крутящего момента затяжки. 2 н.п. ф-лы, 3 ил
.
Изобретение относится к измерительной технике и может быть использовано для контроля крутящего момента затяжки резьбовых
соединений.
Известен способ измерения крутящего момента затяжки резьбовых соединений заключающийся в приложении к затянутому
резьбовому соединению крутящего момента, перевод резьбового соединения из состояния покоя в состояние движения, поворот на
заданный угол, не превышающий 2+4°, и измерение крутящего момента при достижении углом поворота заданного значения (см.
а.с
1500881, опубл. 15.08.89 г.).
Однако использование этого способа не позволяет точно определять крутящий момент затяжки, так как измеряется крутящий момент,
соответствующий повороту резьбового соединения на дополнительный угол, поэтому возникает погрешность в измерении крутящего
момента затяжки.
Технический результат изобретения повышение точности контроля крутящего момента затяжки.
Поставленный технический результат достигается тем, что согласно способу измерения крутящего момента затяжки,
заключающемуся в приложении к затянутому резьбовому соединению крутящего момента, переводе резьбового соединения из
состояния покоя в состояние движения, повороте на заданный угол, не превышающий 2÷4°, и измерении крутящего момента при
достижении углом поворота заданного значения, производится дополнительный поворот на такой же угол с измерением крутящего
момента при достижении углом поворота заданного значения, а крутящий момент затяжки определяют как разность удвоенного
значения крутящего момента при первоначальном повороте на заданный угол и значения крутящего момента при дополнительном
повороте на заданный угол.
Известен динамометрический ключ, содержащий датчик момента, подключенный ко входу усилителя, выходом соединенного со
276
277.
входом аналого-цифрового преобразователя, и первый регистр памяти (см. патент RU2296964 от 10.04.2007 г.).
Недостатком указанного ключа является недостаточно высокая точность измерения крутящего момента затяжки резьбовых
соединений.
Технический результат изобретения - повышение точности измерения крутящего момента затяжки резьбовых соединений.
Поставленный технический результат достигается тем, что динамометрический ключ, содержащий датчик момента, подключенный ко
входу усилителя, выходом соединенного со входом аналого-цифрового преобразователя, и первый регистр памяти снабжен датчиком
угла поворота, вторым регистром памяти, счетчиком импульсов, дешифратором, блоком вычислений, цифровым индикатором и
элементом ИЛИ, выходом подключенным ко входу первого индикатора, выход датчика угла подключен к счетному входу счетчика
импульсов, выходами соединенного со входами дешифратора, информационные выходы аналого-цифрового преобразователя
соединены с соответствующими информационными входами первого и второго регистров памяти, информационными выходами
подключенных к соответствующим информационным входам блока вычислений, информационными выходами подключенного ко
входам цифрового индикатора, первый выход дешифратора подключен ко входу «Запись» первого регистра памяти, второй выход
дешифратора подключен ко входу «Запись» второго регистра памяти, нулевой и первый выходы дешифратора подключены ко входам
элемента ИЛИ, второй выход дешифратора подключен ко входу «Вычисление» блока вычислений и входу второго элемента
индикации, а установочные входы регистров памяти и счетчика импульсов через кнопку управления подключены к шине «Напряжение
логической единицы».
На фиг.1 приведен график зависимости крутящего момента от угла поворота гайки при затяжке резьбового соединения.
На фиг.3 приведена блок схема динамометрического ключа.
На фиг.2 - общий вид динамометрического ключа.
Динамометрический ключ содержит датчик 1 момента, датчик 2 угла поворота, датчик 1 момента через усилитель 3 подключен ко
входу аналого-цифрового преобразователя 4, первый и второй регистры 5 и 6 памяти, счетчик 7 импульсов, дешифратор 8, блок 9
вычислений, цифровой индикатор 10 и элемент 11 ИЛИ, выходом подключенный ко входу первого индикатора 12, выход датчика 2
угла поворота подключен к счетному входу счетчика 7 импульсов, выходами соединенного со входами дешифратора 8,
информационные выходы аналого-цифрового преобразователя 4 соединены с соответствующими информационными входами
первого и второго регистров 5 и 6 памяти, информационными выходами подключенных к соответствующим информационным входам
блока 9 вычислений, информационными выходами подключенного ко входам цифрового индикатора 10, первый выход дешифратора
8 подключен ко входу «Запись» первого регистра 5 памяти, второй выход дешифратора 8 подключен ко входу «Запись» второго
регистра 6 памяти, нулевой и первый выходы дешифратора 8 подключены ко входам элемента 11 ИЛИ, второй выход дешифратора 8
подключен ко входу «Вычисление» блока 9 вычислений и входу второго элемента 13 индикации, а установочные входы регистров 5 и
6 памяти и счетчика 7 импульсов через кнопку управления 14 подключены к шине 15 «Напряжение логической единицы».
Способ измерения крутящего момента затяжки осуществляется следующим образом. На резьбовое соединение надевают ключевую
головку динамометрического ключа (не указана) и производят поворот резьбового соединения. При достижении углом поворота
установленного значения 2÷4° производится измерение крутящего момента. Затем производят дополнительный поворот на тот же
угол, при достижении углом установленного значения производят повторное измерение крутящего момента.
Так как затяжка резьбовых соединений осуществляется в пределах упругих деформаций, то зависимость момента на ключе от угла
поворота имеет линейную зависимость, поэтому зная значения момента в двух точках, можно рассчитать значение крутящего
момента затяжки как разность удвоенного значения крутящего момента при первоначальном повороте на заданный угол и значения
крутящего момента при дополнительном повороте на заданный угол.
Динамометрический ключ работает следующим образом.
Ключевой головкой (не указана) ключ устанавливают на резьбовое соединение (не указано) и нажимают кнопку 14 управления. При
этом осуществляется сброс содержимого регистров 5 и 6 памяти и установка счетчика 7 в нулевое состояние.
Это приводит к появлению напряжения логической единицы на нулевом выходе дешифратора 8, на выходе элемента 11 ИЛИ также
появляется напряжение логической единицы, которое поступает на вход первого элемента 12 индикации.
Элемент 12 индикации загорается, чем осуществляется индикация о начале измерения.
Затем к резьбовому соединению прикладывают крутящий момент и переводят резьбовое соединение из состояния покоя в состояние
277
278.
движения и осуществляют его поворот.При этом на выходе датчика 1 момента появляется напряжение, величина которого пропорциональна величине приложенного
крутящего момента. Это напряжение через усилитель 3 поступает на вход аналого-цифрового преобразователя 4, который
осуществляет преобразование напряжения, пропорционального моменту, в цифровой код. Цифровой код с выходов аналогоцифрового преобразователя 4 поступает на входы регистров 5 и 6 памяти.
Когда при повороте резьбового соединения угол поворота достигнет установленного значения в пределах 2÷4°, на выходе датчика 2
угла появится импульс, который поступает на счетный вход счетчика 7 импульсов.
При этом на нулевом выходе дешифратора 8 напряжение логической единицы пропадает и оно появляется на первом выходе
дешифратора 8.
Передним фронтом этого импульса осуществляется запись в память кода на его входах, соответствующего величине крутящего
момента при первоначальном угле поворота.
При дальнейшем повороте резьбового соединения на выходе датчика 2 угла вновь появится импульс, когда резьбовое соединение
повернется на такой же угол, что при первоначальном повороте. При этом счетчик 7 импульсов установится в следующее состояние,
на втором выходе дешифратора появится напряжение логической единицы, которым осуществляется запись в память второго
регистра 6 памяти кода, соответствующего крутящему моменту при повороте резьбового соединения на дополнительный угол.
Цифровой код с выходов регистров 5 и 6 памяти поступает на входы блока 9 вычислений.
При появлении на втором выходе дешифратора 8 напряжения логической единицы блок 9 осуществляет вычисление, при котором на
его выходе появляется код, соответствующий значению разности удвоенного значения крутящего момента при первоначальном
повороте на заданный угол и значения крутящего момента при дополнительном повороте на заданный угол. Код с выходов блока 9
вычислений поступает на входы цифрового индикатора, которым осуществляется индикация вычисленной величины крутящего
момента.
Так как напряжение логической единицы отсутствует на первом выходе дешифратора 8, то индикатор 12 гаснет, чем осуществляется
индикация о том, что измерение крутящего момента закончено.
При появлении напряжения на втором выходе дешифратора 8 загорается индикатор 13, который сигнализирует о том, что можно
считывать результат измерения.
Измерение крутящего момента затяжки закончено и ключ снимают с проверенного резьбового соединения.
Введение в динамометрический ключ, содержащий датчик момента, подключенный ко входу усилителя, выходом соединенного со
входом аналого-цифрового преобразователя, и первый регистр памяти, датчика угла поворота, второго регистра памяти, счетчика
импульсов, дешифратора, блока вычислений, цифрового индикатора и элемента ИЛИ, выходом подключенного ко входу первого
индикатора, при этом выход датчика угла поворота подключен к счетному входу счетчика импульсов, выходами соединенного со
входами дешифратора, информационные выходы аналого-цифрового преобразователя соединены с соответствующими
информационными входами первого и второго регистров памяти, информационными выходами подключенных к соответствующим
информационным входам блока вычислений, информационными выходами подключенного ко входам цифрового индикатора, первый
выход дешифратора подключен ко входу «Запись» первого регистра памяти, второй выход дешифратора подключен ко входу
«Запись» второго регистра памяти, нулевой и первый выходы дешифратора подключены ко входам элемента ИЛИ, второй выход
дешифратора подключен ко входу «Вычисление» блока вычислений и входу второго элемента индикации, а установочные входы
регистров памяти и счетчика импульсов через кнопку управления подключены к шине «Напряжение логической единицы», позволило
повысить точность измерения крутящего момента затяжки резьбовых соединений, так как величину момента затяжки вычисляют по
результатам измерения крутящего момента в двух точках, отстоящих друг от друга на один и тот же угол поворота, составляющий
величину 2÷4°.
Формула изобретения
1. Способ измерения крутящего момента затяжки резьбовых соединений, заключающийся в приложении к
затянутому резьбовому соединению крутящего момента, переводе резьбового соединения из состояния
покоя в состояние движения, повороте на заданный угол, не превышающий 2÷4°, и измерении крутящего
момента при достижении углом поворота заданного значения, отличающийся тем, что производят
дополнительный поворот на такой же угол с измерением крутящего момента при достижении углом
278
279.
поворота заданного значения, а крутящий момент затяжки определяют как разность удвоенного значениякрутящего момента при первоначальном повороте на заданный угол и значения крутящего момента при
дополнительном повороте на заданный угол.
2. Динамометрический ключ, содержащий датчик момента, подключенный ко входу усилителя, выходом
соединенного со входом аналого-цифрового преобразователя, и первый регистр памяти, отличающийся тем,
что динамометрический ключ снабжен датчиком угла поворота, вторым регистром памяти, счетчиком
импульсов, дешифратором, блоком вычислений, цифровым индикатором и элементом «ИЛИ», выходом
подключенным ко входу первого индикатора, выход датчика угла подключен к счетному входу счетчика
импульсов, выходами соединенного со входами дешифратора, информационные выходы аналогоцифрового преобразователя соединены с соответствующими информационными входами первого и второго
регистров памяти, информационными выходами подключенных к соответствующим информационным
входам блока вычислений, информационными выходами подключенного ко входам цифрового индикатора,
первый выход дешифратора подключен ко входу «Запись» первого регистра памяти, второй выход
дешифратора подключен ко входу «Запись» второго регистра памяти, нулевой и первый выходы
дешифратора подключены ко входам элемента «ИЛИ», второй выход дишифратора подключен ко входу
«Вычисление» блока вычислений и входу второго элемента индикации, а установочные входы регистров
памяти и счетчика импульсов через кнопку управления подключены к шине «Напряжение логической
единицы».
РИСУНКИ
279
280.
280281.
281282.
282283.
283284.
284285.
285286.
286287.
287288.
288289.
289290.
290291.
ОПОРА СЕЙСМОСТОЙКАЯ165 076РОССИЙСКАЯ
ФЕДЕРАЦИЯ
(19)
RU
(11)
ФЕДЕРАЛЬНАЯ
СЛУЖБА
ПО
ИНТЕЛЛЕКТУАЛЬНОЙ (13)
СОБСТВЕННОСТИ
165 076
U1
(51) МПК
E04H
9/02 (2006.01)
(12) ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ
Статус:
прекратил действие, но может быть восстановлен (последнее
изменение статуса: 07.06.2017)
(21)(22) Заявка: 2016102130/03,
22.01.2016
(24) Дата начала отсчета срока
действия патента:
22.01.2016
Приоритет(ы):
(72) Автор(ы):
Андреев Борис Александрович (RU),
Коваленко Александр Иванович (RU)
(73) Патентообладатель(и):
Андреев Борис Александрович (RU),
Коваленко Александр Иванович (RU)
(22) Дата подачи заявки: 22.01.2016
(45) Опубликовано: 10.10.2016 Бюл.
№ 28
291
292.
Адрес для переписки:197371, Санкт-Петербург,
Коваленко Александр Иванович
(54) ОПОРА СЕЙСМОСТОЙКАЯ 165 076
(57) Реферат:
Опора сейсмостойкая предназначена для защиты объектов от сейсмических
воздействий за счет использования фрикцион но податливых соединений. Опора
состоит из корпуса в котором выполнено вертикальное отверстие охватывающее
цилиндрическую поверхность щтока. В корпусе, перпендикулярно вертикальной оси,
выполнены отверстия в которых установлен запирающий калиброванный болт.
Вдоль оси корпуса выполнены два паза шириной <Z> и длиной <I> которая
превышает длину <Н> от торца корпуса до нижней точки паза, выполненного в
штоке. Ширина паза в штоке соответствует диаметру калиброванного болта. Для
сборки опоры шток сопрягают с отверстием корпуса при этом паз штока совмещают с
поперечными отверстиями корпуса и соединяют болтом, после чего одевают гайку и
затягивают до заданного усилия. Увеличение усилия затяжки приводит к
уменьшению зазора<Z>корпуса, увеличению сил трения в сопряжении корпус-шток и
к увеличению усилия сдвига при внешнем воздействии. 4 ил.
Предлагаемое техническое решение предназначено для защиты сооружений,
объектов и оборудования от сейсмических воздействий за счет использования
фрикционно податливых соединений. Известны фрикционные соединения для защиты
объектов от динамических воздействий. Известно, например Болтовое соединение
плоских деталей встык по Патенту RU 1174616, F15B 5/02 с пр. от 11.11.1983.
Соединение содержит металлические листы, накладки и прокладки. В листах,
накладках и прокладках выполнены овальные отверстия через которые пропущены
болты, объединяющие листы, прокладки и накладки в пакет. При малых
горизонтальных нагрузках силы трения между листами пакета и болтами не
преодолеваются. С увеличением нагрузки происходит взаимное проскальзывание
листов или прокладок относительно накладок контакта листов с меньшей
шероховатостью. Взаимное смещение листов происходит до упора болтов в края
овальных отверстий после чего соединения работают упруго. После того как все болты
соединения дойдут до упора в края овальных отверстий, соединение начинает
292
293.
работать упруго, а затем происходит разрушение соединения за счет смятия листов исреза болтов. Недостатками известного являются: ограничение демпфирования по
направлению воздействия только по горизонтали и вдоль овальных отверстий; а такж е
неопределенности при расчетах из-за разброса по трению. Известно также Устройство
для фрикционного демпфирования антиветровых и антисейсмических воздействий по
Патенту TW 201400676 (A)-2014-01-01. Restraint anti-wind and anti-seismic friction
damping device, E04B 1/98, F16F 15/10. Устройство содержит базовое основание,
поддерживающее защищаемый объект, нескольких сегментов (крыльев) и несколько
внешних пластин. В сегментах выполнены продольные пазы. Трение демпфирования
создается между пластинами и наружными поверхностями сегментов.
Перпендикулярно вертикальной поверхности сегментов, через пазы, проходят
запирающие элементы - болты, которые фиксируют сегменты и пластины друг
относительно друга. Кроме того, запирающие элементы проходят через блок
поддержки, две пластины, через паз сегмента и фиксируют конструкцию в заданном
положении. Таким образом получаем конструкцию опоры, которая выдерживает
ветровые нагрузки но, при возникновении сейсмических нагрузок, превышающих
расчетные силы трения в сопряжениях, смещается от своего начального положения,
при этом сохраняет конструкцию без разрушения.
Недостатками указанной конструкции являются: сложность конструкции и сложность
расчетов из-за наличия большого количества сопрягаемых трущихся поверхностей.
Целью предлагаемого решения является упрощение конструкции, уменьшение
количества сопрягаемых трущихся поверхностей до одного сопряжения отверстие
корпуса - цилиндр штока, а также повышение точности расчета.
Сущность предлагаемого решения заключается в том, что опора сейсмостойкая
выполнена из двух частей: нижней - корпуса, закрепленного на фундаменте и верхней
- штока, установленного с возможностью перемещения вдоль общей оси и с
возможностью ограничения перемещения за счет деформации корпуса под действием
запорного элемента. В корпусе выполнено центральное отверстие, сопрягаемое с
цилиндрической поверхностью штока, и поперечные отверстия (перпендикулярные к
центральной оси) в которые устанавливают запирающий элемент-болт. Кроме того в
корпусе, параллельно центральной оси, выполнены два открытых паза, которые
обеспечивают корпусу возможность деформироваться в радиальном направлении. В
теле штока, вдоль центральной оси, выполнен паз ширина которого соответствует
диаметру запирающего элемента (болта), а длина соответствует заданному
перемещению штока. Запирающий элемент создает нагрузку в сопряжении шток293
294.
отверстие корпуса, а продольные пазы обеспечивают возможность деформациикорпуса и «переход» сопряжения из состояния возможного перемещения в состояние
«запирания» с возможностью перемещения только под сейсмической нагрузкой.
Длина пазов корпуса превышает расстояние от торца корпуса до нижней точки паза в
штоке. Сущность предлагаемой конструкции поясняется чертежами, где на фиг. 1
изображен разрез А-А (фиг. 2); на фиг. 2 изображен поперечный разрез Б-Б (фиг. 1); на
фиг. 3 изображен разрез В-В (фиг. 1); на фиг. 4 изображен выносной элемент 1 (фиг. 2)
в увеличенном масштабе.
Опора сейсмостойкая состоит из корпуса 1 в котором выполнено вертикальное
отверстие диаметром «D», которое охватывает цилиндрическую поверхность штока 2
например по подвижной посадке H7/f7. В стенке корпуса перпендикулярно его оси,
выполнено два отверстия в которых установлен запирающий элемент - калиброванный
болт 3. Кроме того, вдоль оси отверстия корпуса, выполнены два паза шириной «Z» и
длиной «I». В теле штока вдоль оси выполнен продольный глухой паз длиной «h»
(допустмый ход штока) соответствующий по ширине диаметру калиброванного болта,
проходящего через этот паз. При этом длина пазов «I» всегда больше расстояния от
торца корпуса до нижней точки паза «Н». В нижней части корпуса 1 выполнен фланец с
отверстиями для крепления на фундаменте, а в верхней части штока 2 выполнен
фланец для сопряжения с защищаемым объектом. Сборка опоры заключается в том,
что шток 2 сопрягается с отверстием «D» корпуса по подвижной посадке. Паз штока
совмещают с поперечными отверстиями корпуса и соединяют калиброванным болтом
3, с шайбами 4, с предварительным усилием (вручную) навинчивают гайку 5, скрепляя
шток и корпус в положении при котором нижняя поверхность паза штока контактирует
с поверхностью болта (высота опоры максимальна). После этого гайку 5 затягивают
тарировочным ключом до заданного усилия. Увеличение усилия затяжки гайки (болта)
приводит к деформации корпуса и уменьшению зазоров от «Z» до «Z1» в корпусе, что в
свою очередь приводит к увеличению допустимого усилия сдвига (усилия трения) в
сопряжении отверстие корпуса - цилиндр штока. Величина усилия трения в
сопряжении корпус-шток зависит от величины усилия затяжки гайки (болта) и для
каждой конкретной конструкции (компоновки, габаритов, материалов, шероховатости
поверхностей, направления нагрузок и др.) определяется экспериментально. При
воздействии сейсмических нагрузок превышающих силы трения в сопряжении корпусшток, происходит сдвиг штока, в пределах длины паза выполненного в теле штока, без
разрушения конструкции.
Формула полезной модели
294
295.
Опора сейсмостойкая, содержащая корпус и сопряженный с ним подвижный узел,закрепленный запорным элементом, отличающаяся тем, что в корпусе выполнено
центральное вертикальное отверстие, сопряженное с цилиндрической поверхностью
штока, при этом шток зафиксирован запорным элементом, выполненным в виде
калиброванного болта, проходящего через поперечные отверстия корпуса и через
вертикальный паз, выполненный в теле штока и закрепленный гайкой с заданным
усилием, кроме того в корпусе, параллельно центральной оси, выполнено два
открытых паза, длина которых, от торца корпуса, больше расстояния до нижней точки
паза штока.
295
296.
296297.
297298.
(19)2 148805 РОССИЙСКАЯ ФЕДЕРАЦИЯ
RU
(11)
2 148 805
(13)
C1
ФЕДЕРАЛЬНАЯ СЛУЖБА
(51) МПК
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
G01L 5/24 (2000.01)
(12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: не действует (последнее изменение статуса: 19.09.2011)
Пошлина:учтена за 3 год с 27.11.1999 по 26.11.2000
298
299.
(71) Заявитель(и):Рабер Лев Матвеевич
(UA),
Кондратов Валерий
Владимирович (RU),
Хусид Раиса Григорьевна
(RU),
Миролюбов Юрий
Павлович (RU)
(21)(22) Заявка: 97120444/28, 26.11.1997
(24) Дата начала отсчета срока действия патента:
26.11.1997
(45) Опубликовано: 10.05.2000 Бюл. № 13
(56) Список документов, цитированных в отчете о поиске: Чесноков А.С., Княжев
А.Ф. Сдвигоустойчивые соединения на высокопрочных болтах. - М.:
Стройиздат, 1974, с.73-77. SU 763707 A, 15.09.80. SU 993062 A, 30.01.83. EP
0170068 A'', 05.02.86.
Адрес для переписки:
190031, Санкт-Петербург, Фонтанка 113, НИИ мостов
(72) Автор(ы):
Рабер Лев Матвеевич
(UA),
Кондратов В.В.(RU),
Хусид Р.Г.(RU),
Миролюбов Ю.П.(RU)
(73) Патентообладатель(и):
Рабер Лев Матвеевич
(UA),
Кондратов Валерий
Владимирович (RU),
Хусид Раиса Григорьевна
(RU),
Миролюбов Юрий
Павлович (RU)
(54) СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ЗАКРУЧИВАНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ
(57) Реферат:
Изобретение относится к области мостостроения и другим областям строительства и эксплуатации
металлоконструкций для определения параметров затяжки болтов. В эксплуатируемом соединении производят
затягивание гайки на заданную величину угла ее поворота от исходного положения. Предварительно ослабляют
ее затягивание. Замеряют при затягивании значение момента закручивания гайки в области упругих деформаций.
Определяют приращение момента закручивания. Приращение усилия натяжения болта определяют по рассчетной
формуле. Коэффициент закручивания резьбового соединения определяют как отношение приращения момента
закручивания гайки к произведению приращения усилия натяжения болта на его диаметр. Технический результат
заключается в возможности проведения испытаний в конкретных условиях эксплуатации соединений для
повышения точности результатов испытаний.
Изобретение относится к технике измерения коэффициента закручивания резьбового соединения,
преимущественно высокопрочных болтов, и может быть использовано в мостостроении и других отраслях
строительства и эксплуатации металлоконструкций для определения параметров затяжки болтов.
При проверке величины натяжения N болтов, преимущественно высокопрочных, как на стадии приемки
выполненных работ (Инструкция по технологии устройства соединений на высокопрочных болтах в стальных
299
300.
конструкциях мостов. ВСН 163-69. М. , 1970, с. 10-18. МПС СССР, Минтрансстрой СССР), так и в периодобследования конструкций (строительные нормы и правила СНиП 3.06.07-86. Мосты и трубы. Правила
обследований и испытаний. - М., Стройиздат, 1987, с. 25-27), используют динамометрические ключи. Этими
ключами измеряют момент закручивания Mз, которым затянуты гайки.
Основой этой методики измерений является исходная формула (Вейнблат Б.М. Высокопрочные болты в
конструкциях мостов. М.,Транспорт, 1971, с. 60-64):
Mз = Ndk,
где d - номинальный диаметр болта;
k - коэффициент закручивания, зависящий от условий трения в резьбе и под опорой гайки.
Измеряя тем или иным способом прикладываемый к гайке момент закручивания, рассчитывают при известном
коэффициенте закручивания усилие натяжения болта N.
Очевидно, что при достаточной точности регистрации моментов точность данной методики зависит от того, в
какой мере действительные коэффициенты закручивания k соответствуют расчетным величинам.
Методика обеспечивает необходимую точность проверки величины натяжения болтов, как правило, лишь на
стадии приемки выполненных работ, поскольку предусматриваемая технологией постановки болтов стабилизация
коэффициента k кратковременна.
Значения k для болтов, находящихся в эксплуатируемых конструкциях, может изменяться в широких пределах,
что вносит существенную неточность в результаты измерений. По данным Чеснокова А.С. и Княжева А.Ф.
("Сдвигоустойчивые соединения на высокопрочных болтах". М., Стройиздат, 1974, табл. 17, с. 73) коэффициент
закручивания зависит от качества смазки резьбы и может изменяться в пределах 0,12-0,264. Таким образом
измеренные усилия в болтах с помощью динамометрических ключей могут отличаться от фактических значений
более чем в 2 раза.
Известен более прогрессивный способ непосредственного измерения усилий в болтах, где величина
коэффициента k не оказывает влияния на результаты измерений. Способ реализован с помощью устройства (А.св.
N 1139984 (СССР). Устройство для контроля усилий затяжки резьбовых соединений (Бокатов В.И., Вишневский
И.И., Рабер Л.М., Голиков С.П. - Заявл. 08.12.83, N 3670879), опыт применения которого выявил его надежную
работу в случае сравнительно непродолжительного (до пяти лет) срока эксплуатации конструкций. При более
длительном сроке эксплуатации срабатывание предусмотренных конструкцией устройства пружин происходит
недостаточно четко, поскольку с течением времени неподвижный контакт резьбовой пары приводит к
увеличению коэффициента трения покоя. Этот коэффициент иногда достигает таких величин, что величина
момента сил трения в резьбе превосходит величину крутящего момента, создаваемого преднапряженными
пружинами. Естественно в этих условиях пружины срабатывать не могут.
Существенно ограничивает применение устройства необходимость свободно выступающей над гайкой резьбы
болта не менее, чем на 20 мм. Наличие таких болтов в узлах и прикреплениях должно специально
предусматриваться.
В целом независимо от способа измерения усилий в болтах, в случае выявления недостаточного их натяжения
необходимо назначить величину момента закручивания для подтяжки болтов. Для назначения этого момента
необходимы знания фактического значения коэффициента закручивания k.
Наиболее близким по технической сущности к предлагаемому решению (прототип) является способ измерения
коэффициента закручивания болтов с учетом влияния времени, аналогичному влиянию качества изготовления
300
301.
болтов (Чесноков А. С. , Княжев А.Ф. Сдвигоустойчивые соединения на высокопрочных болтах. - М.,Стройиздат, 1974, с. 73, последний абзац).
Способ состоит в раскручивании гайки и извлечении болта из конструкции, определении коэффициента ki в
лабораторных условиях (см. тот же источник, с. 74-77) путем одновременного обеспечения и контроля заданного
усилия N и прикладываемого к гайке момента M.
Очевидно, что столь трудоемкий способ не может быть широко использован, поскольку для статистической
оценки необходимо произвести испытания нескольких десятков или даже сотен болтов. Кроме того, при
извлечении болта из конструкции резьбу гайки прогоняют по окрашенной или загрязненной резьбе болта, а
испытания в лабораторных условиях производят, как правило, не на том участке резьбы, на котором болт быть
сопряжен с гайкой в пакете. Все это ставит под сомнение достоверность результата испытаний.
Предложенный способ отличается от прототипа тем, что в эксплуатируемом соединении производят затягивание
гайки на заданную величину угла ее поворота от исходного положения, произведя предварительно для этого
ослабление ее затягивания. Затягивание гайки на заданную величину угла ее поворота в области упругих
деформаций производят с замером значения момента закручивания гайки и определяют приращение момента
закручивания. При этом приращение усилия натяжения болта определяют по формуле
ΔN = Ai/A22•ai/a22•α
/60o(170-0,96δ), кH, (1)
где A, A22 - площади поперечного сечения испытываемого болта и болта диаметром 22 мм;
ai, a22 - шаг резьбы испытываемого болта и болта диаметром 22 мм;
α
o
i
- угол поворота гайки от исходного положения;
δ - толщина пакета деталей, соединенных испытываемым болтом, мм.
Коэффициент закручивания резьбового соединения определяют как отношение приращения момента
закручивания гайки к произведению приращения усилия натяжения болта на его диаметр.
Такой способ позволяет в отличие от прототипа проводить испытания болтов в эксплуатируемом соединении и
повысить точность определения величины коэффициента закручивания за счет исключения необходимости
прогона резьбы гайки по окрашенной или загрязненной резьбе болта. Кроме того, в отличие от прототипа
испытания проводят на том же участке резьбы, на котором болт сопряжен с гайкой постоянно. Способ
осуществляется следующим образом:
- с помощью динамометрического ключа измеряют момент закручивания гайки испытуемого болта - Mз;
- производят ослабление затягивания гайки испытуемого болта до момента (0,1 . . . 0,2) Mз и измеряют
фактическую величину этого момента (исходное положение) - Mн;
- наносят, например, мелом, метки на двух точках гайки и соответственно на пакете. Угол между метками
соответствует заданному углу поворота гайки; как правило, этот угол составляет 60o.
301
302.
- поворачивают гайку на заданный угол αo и измеряют величину момента закручивания гайки по достиженииэтого угла - Mк.
- вычисляют приращение момента закручивания
ΔM = Mк-Mн, Hм;
- определяют соответствующее повороту гайки на угол αo приращение усилия натяжения болта ΔN по
эмпирической формуле (1);
- производят вычисление коэффициента закручивания k болта диаметром d:
k = ΔM/ΔNd.
Формула для определения ΔN получена в результате анализа специально проведенных экспериментов, состоящих
в исследовании влияния толщины пакета и уточнении влияния толщины и количества деталей, составляющих
пакет эксплуатируемого соединения, на стабильность приращения усилия натяжения болтов при повороте гайки
на угол 60o от исходного положения.
Поворот гайки на 60o соответствует середине области упругих деформаций болта (Вейнблат Б.М. Высокопрочные
болты в конструкциях мостов - М., Транспорт, 1974, с. 65-68). В пределах этой области, равному приращению
угла поворота гайки, соответствует равное приращение усилий натяжения болта. Величина этого приращения в
плотно стянутом болтами пакете, при постоянном диаметре болта зависит от толщины этого пакета.
Следовательно, поворот гайки на определенный угол в области упругих деформаций идентичен созданию в болте
заданного натяжения. Этот эффект явился основой предложенного способа определения коэффициента
закручивания.
Угол поворота гайки 60o технологически удобен, поскольку он соответствует перемещению гайки на одну грань.
Погрешность системы определения коэффициента закручивания, характеризуемая как погрешностью выполнения
отдельных операций, так и погрешностью регистрации требуемых параметров, составляет около ± 8% (см. Акт
испытаний).
Таким образом, предложенный способ определения коэффициента закручивания резьбовых соединений дает
возможность проводить испытания в конкретных условиях эксплуатации соединений, что повышает точность
полученных результатов испытаний.
Полученные с помощью предложенного способа значения коэффициента закручивания могут быть использованы
как при определении усилий натяжения болтов в период обследования конструкций, так при назначении
величины момента для подтяжки болтов, в которых по результатам обследования выявлено недостаточное
натяжение.
Эффект состоит в повышении эксплуатационной надежности конструкций различного назначения.
Формула изобретения
Способ определения коэффициента закручивания резьбового соединения, заключающийся в измерении
параметров затяжки соединения, по которым вычисляют коэффициент закручивания, отличающийся тем, что в
эксплуатируемом соединении производят затягивание гайки на заданную величину угла ее поворота от исходного
положения, произведя предварительно для этого ослабление ее затягивания, с замером значения момента
закручивания гайки в области упругих деформаций и определяют приращение момента закручивания, при этом
приращение усилия натяжения болта определяют по формуле
где Ai, A22 - площади поперечного сечения испытываемого болта и болта диаметром 22 мм;
302
303.
ai, a22 - шаг резьбы испытываемого болта и болта диаметром 22 мм;α
i
- угол поворота гайки от исходного положения;
δ - толщина пакета деталей, соединенных испытываемым болтом, мм,
а коэффициент закручивания резьбового соединения определяют как отношение приращения момента
закручивания гайки к произведению приращения усилия натяжения болта на его диаметр.
(19)
2413098 РОССИЙСКАЯ ФЕДЕРАЦИЯ
RU
(11)
2 413 098
(13)
C1
ФЕДЕРАЛЬНАЯ СЛУЖБА
(51) МПК
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
F16B 31/02 (2006.01)
G01N 3/00 (2006.01)
(12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: прекратил действие, но может быть восстановлен (последнее изменение статуса: 07.08.2017)
Пошлина:учтена за 7 год с 20.11.2015 по 19.11.2016
(21)(22) Заявка: 2009142477/11, 19.11.2009
(24) Дата начала отсчета срока действия патента:
19.11.2009
Приоритет(ы):
(22) Дата подачи заявки: 19.11.2009
(45) Опубликовано: 27.02.2011 Бюл. № 6
(56) Список документов, цитированных в отчете о
поиске: SU 1753341 A1, 07.08.1992. SU 1735631 A1,
23.05.1992. JP 2008151330 A, 03.07.2008. WO
2006028177 A1, 16.03.2006.
(72) Автор(ы):
Кунин Симон Соломонович (RU),
Хусид Раиса Григорьевна (RU)
(73) Патентообладатель(и):
ОБЩЕСТВО С ОГРАНИЧЕННОЙ
ОТВЕТСТВЕННОСТЬЮ ПРОИЗВОДСТВЕННОИНЖИНИРИНГОВАЯ ФИРМА "ПАРТНЁР" (RU)
Адрес для переписки:
303
304.
197374, Санкт-Петербург, ул. Беговая, 5, корп.2,кв.229, М.И. Лифсону
(54) СПОСОБ ДЛЯ ОБЕСПЕЧЕНИЯ НЕСУЩЕЙ СПОСОБНОСТИ МЕТАЛЛОКОНСТРУКЦИЙ С
ВЫСОКОПРОЧНЫМИ БОЛТАМИ
(57) Реферат:
Изобретение относится к методам диагностики фрикционных соединений металлоконструкций с
высокопрочными болтами. Способ обеспечения несущей способности фрикционного соединения
металлоконструкций с высокопрочными болтами включает приготовление образца-свидетеля, содержащего
элемент металлоконструкции и тестовую накладку, контактирующие поверхности которых, предварительно
обработанные по проектной технологии, соединяют высокопрочным болтом и гайкой при проектном значении
усилия натяжения болта, устанавливают на элемент металлоконструкции устройство для определения усилия
сдвига и постепенно увеличивают нагрузку на накладку до момента ее сдвига, фиксируют усилие сдвига и затем
сравнивают его с нормативной величиной показателя сравнения, далее в зависимости от величины отклонения
осуществляют коррекцию технологии монтажа. В качестве показателя сравнения используют проектное значение
усилия натяжения высокопрочного болта. Определение усилия сдвига на образце-свидетеле осуществляют
устройством, содержащим неподвижную и сдвигаемую детали, узел сжатия и узел сдвига, выполненный в виде
рычага, установленного на валу с возможностью соединения его с неподвижной частью устройства, и имеющего
отверстие под нагрузочный болт, а между выступом рычага и тестовой накладкой помещают
самоустанавливающийся сухарик, выполненный из закаленного материала. В результате повышается надежность
соединения. 1 з.п. ф-лы, 1 ил.
Изобретение относится к методам диагностики фрикционных соединений металлоконструкций с
высокопрочными болтами, но может быть использовано для определения фактического напряженнодеформированного состояния болтовых соединений в различных конструкциях, в частности стальных мостовых
конструкциях, как находящихся в эксплуатации, так и при подготовке отдельных узлов к монтажу.
Мостовые пролетные металлоконструкции соединяются с помощью сварки (неразъемные), а также с помощью
болтовых фрикционных соединений, в которых передача усилия обжатия соединяемых элементов
высокопрочными метизами осуществляется только силами трения по контактным плоскостям усилием обжатия
болтов до 22 т и выше.
Расчетное предельное состояние фрикционного соединения характеризуется наступлением общего сдвига по
среднему ряду болтов. Сдвигающее усилие, отнесенное к одному высокопрочному болту и одной плоскости
трения, определяют по формуле:
304
305.
где k - обобщенный коэффициент однородности, включающий также коэффициентработы мостов m1=0,9; m2 - коэффициент условий работы соединения; Рн - нормативное усилие натяжения болта;
fн - нормативный коэффициент трения.
В настоящее время основным нормативными показателями несущей способности фрикционных соединений с
высокопрочными болтами, которые отражаются в проектной документации, являются усилие натяжения болта и
нормативный коэффициент трения, с учетом условий работы фрикционного соединения. Нормативное усилие
натяжения болтов назначается с учетом механических характеристик материала и его определяют по формуле:
, где Р - усилие натяжения болта (кН); М - крутящий момент, приложенный к гайке для
натяжения болта на заданное нормативное усилие, (Нм); d - диаметр болта (мм); k - коэффициент, который
должен быть в пределах 0,17-0,22 при коэффициенте трения (f≥0,55).
Как на стадии сборки соединений, так и в случае проведения ремонтных работ с разборкой ранее выполненных
соединений важными являются вопросы оценки коэффициентов трения по соприкасающимся поверхностям
соединяемых элементов. Этот вопрос приобретает особую актуальность в случае сочетания металлических
поверхностей, находящихся в эксплуатации с новыми элементами, а также для оценки возможности повторного
использования высокопрочных болтов. В качестве нормативного коэффициента трения принимается
среднестатистическое значение, определенное по возможно большему объему экспериментального материала
раздельно для различных методов подготовки контактных поверхностей.
Практикой выполнения монтажных работ установлено, что наиболее эффективно сдвигоустойчивость
контактных соединений выполняется при коэффициенте трения поверхностей f≥0,55. Это значение можно
принять в качестве основного критерия сдвигоустойчивости, и оно соответствует исходному значению Ктр. для
монтируемых стальных контактных поверхностей, обработанных непосредственно перед сборкой абразивноструйным методом с чистотой очистки до степени Sa 2,5 и шероховатостью Rz≥40 мкм. Сдвигающие усилия
определяют обычно по показаниям испытательного пресса, а обжимающие - по суммарному усилию натяжения
болтов. Отклонение усилия натяжения и возможные их изменения при эксплуатации могут приводить к тем или
иным неточностям в определении коэффициентов трения.
Частично, указанная проблема сохранения требуемой шероховатости контактных поверхностей и обеспечения
требуемой величины f≥0,55 решена применением разработанного НПЦ Мостов съемного покрытия «Контакт»
(патент РФ №2344149 на изобретение «Антикоррозионное покрытие и способ его нанесения», которое
обеспечивает временную защиту от коррозии отдробеструенных в условиях завода колотой стальной дробью
контактных поверхностей мостовых пролетных конструкций на период их транспортировки и хранения в течение
1-1,5 лет (до начала монтажных работ на строительном объекте). Непосредственно перед монтажом покрытие
«Контакт» подрезается ножом и ручным способом легко снимается «чулком» с контактных поверхностей, после
чего сборка конструкций может производиться без проведения дополнительной абразивно-струйной очистки.
Однако в связи с тем, что в обычной практике проведение монтажно-транспортных операций с пролетными
строениями осуществляется с помощью захватов, фиксируемых в отверстиях контактных поверхностей,
временное защитное покрытие «Контакт» в районе установки захватов повреждается. На строительном объекте
приходится производить повторную абразивно-струйную обработку присоединительных поверхностей, т.к. они
после длительной эксплуатации на открытом воздухе обильно покрыты продуктами ржавления. Выполнение
дополнительной очистки значительно увеличивает трудоемкость монтажных работ. Кроме того, в условиях
открытой атмосферы и удаленности строительных площадок мостов от промышленных центров требуемые
показатели очистки металла труднодостижимы, что, в конечном счете, вызывает снижение фрикционных
показателей, соответственно снижение усилий обжатия высокопрочных метизов, а следовательно, приводят к
снижению качества монтажных работ.
305
306.
Эксплуатация мостовых конструкций, срок службы которых составляет 80-100 лет, подразумевает постоянноевоздействие на контактные соединения климатических факторов, соответствующих в пределах Российской
Федерации умеренно-холодному климату (У1), а также циклических сдвиговых нагрузок от транспорта,
движущегося по мостам, поэтому со временем требуется замена узлов металлоконструкции. Более того, в
настоящее время обработка металлических поверхностей металлоконструкций осуществляется в заводских
условиях, и при поставке их указываются сведения об условиях обработки поверхности, усилие натяжения
высокопрочных болтов и т.п.
Однако момент поставки и монтаж металлоконструкции может разделять большой временной период, поэтому
возникает необходимость проверки фактической надежности работы фрикционного соединения с
высокопрочными болтами перед монтажом, для обеспечения надежности при их эксплуатации, причем
возможность проверки предусмотрена условиями поставки посредством приложения тестовых пластин
Анализ тенденций развития и современного состояния проблемы в целом свидетельствует о необходимости
совершенствования диагностической и инструментальной базы, способствующей повышению эффективности
реновационных и ремонтных работ конструкций различного назначения.
Качество фрикционных соединений на высокопрочных болтах, в конечном итоге, характеризуется отсутствием
сдвигов соединяемых элементов при восприятии внешней нагрузки как на срез, так и растяжение. Сопротивление
сдвигу во фрикционных соединениях можно определять по формуле:
где
Rbh - расчетное сопротивление растяжению высокопрочного болта; Yb - коэффициент условий работы соединения,
зависящий от количества (n) болтов, необходимых для восприятия расчетного усилия; Abn - площадь поперечного
сечения болта; f - коэффициент трения по соприкасающимся поверхностям соединенных элементов; Yh коэффициент надежности, зависящий от способа натяжения болтов, коэффициента трения f, разницы между
диаметрами отверстий и болтов, характера действующей нагрузки (Рабер Л.М. Соединения на высокопрочных
болтах, Днепропетровск: Системные технологии, 2008 г., с.8-10).
Известен способ определения коэффициента закручивания резьбового соединения (патент РФ №2148805, G01L
5/24, опубл. 10.05.2000 г.), заключающийся в отношении измеряемого момента закручивания гайки к
произведению определяемого усилия натяжения болта на его диаметр. Измерения проводят без извлечения болта
из конструкций, путем затягивания гайки на контролируемую величину угла ее поворота от исходного положения
с замером значения момента закручивания в области упругих деформаций и определения приращения момента
затяжки. Приращение усилия натяжения болта определяют по формуле (4):
где
А, А22 - площади поперечного сечения, мм2; a, a22 - шаг резьбы испытываемого болта и болта диаметром 22 мм2; αi
- угол поворота гайки от исходного положения; σ - толщина пакета деталей, соединенных испытываемым болтом,
мм.
Следует отметить, что измерение значения момента закручивания гайки производятся с неизвестными
коэффициентами трения контактных поверхностей и коэффициентом закручивания, т.к. затягивание гайки на
заданную величину поворота (α=60°) от исходного положения производят после предварительного ее ослабления,
поэтому он может отличаться от расчетного (нормативного), что не позволяет определить фактические значения
306
307.
усилий в болтах как при затяжке, так и при эксплуатационных нагрузках. Невозможность точной оценки усилийприводит к необходимости выбора болтов и их количества на основании так называемого расчета в запас.
В процессе патентного поиска выявлено много устройств, реализующих измерение усилия сдвига (силы трения
покоя), например (патенты РФ №2116614, 2155942 и др.). В них усилие в момент сдвига фиксируется с помощью
электрического сигнала или заранее оттарированной шкалы динамометрического ключа, но точность измерения и
область возможного применения их ограничена, т.к. не позволяет реализовать как при сборочном монтаже
металлоконструкций, так и в процессе их эксплуатации с целью проведения восстановительного ремонта.
Известен способ определения деформации болтового соединения, который заключается в том, что две пластины 1
и 2 устанавливают на накладке 3, скрепляют пластины 1 и 2 с накладкой 3 болтами 4 и 5, расположенными на
одной оси, к пластинам 1 и 2 прикладывают усилие нагружения и определяют величину смещения между ними. О
деформации судят по отношению между величиной смещения между пластинами 1 и 2 и приращением усилия
нагружения, при этом величину смещения определяют между пластинами 1 и 2 вдоль оси, на которой
расположены болты 4 и 5 (Патент №1753341, опубл. 07.08. 1992 г.). На практике этого может и не быть, если
болты, например, расположены несимметрично по отношению к направлению действия продольной силы N, в
силу чего часть контактных площадей будет напряжена интенсивнее других. Поэтому сдвиг в них может
произойти раньше, чем в менее напряженных. В итоге, это может привести к более раннему разрушению всего
соединения.
Наиболее близким техническим решением к заявляемому изобретению является способ определения несущей
способности фрикционного соединения с высокопрочными болтами (Рабер Л.М. Соединения на высокопрочных
болтах, Днепропетровск: Системные технологии, 2008 г., с.35-36). Сущность способа заключается в определении
усилия сдвига посредством образцов-свидетелей, который заключается в том, что образцы изготавливают из
стали, применяемых и собираемых конструкциях. Контактные поверхности обрабатывают по технологии,
принятой в проекте конструкций. Образец состоит из основного элемента и двух накладок, скрепленных
высокопрочным болтом с шайбами и гайкой. Сдвигающие или растягивающие усилия испытательной машины
определяют по показаниям прибора. Затем определяют коэффициент трения, который сравнивают с нормативным
значением и в зависимости от величины отклонения осуществляют меры по повышению надежности работы
металлоконструкции, в основном, путем повышения коэффициента трения.
К недостаткам способа относится то, что отклонение усилий натяжения и возможные их изменения в процессе
нагружения образцов могут приводить к тем или иным неточностям в определении коэффициента трения, т.к.
коэффициент трения может меняться и по другим причинам как климатического, так и эксплуатационного
характера. Кроме того, неизвестно при каком коэффициенте «k» определялось расчетное усилие натяжения
болтов, поэтому фактическое усилие сдвига нельзя с достаточной точностью коррелировать с усилием натяжения.
Следует отметить, что в качестве сдвигающего устройства применяются специальные средства (пресса,
испытательные машины), которых на объекте монтажа или сборки металлоконструкции может не быть, поэтому
желательно применить более точное и надежное устройство для определения усилия сдвига.
Технической задачей предполагаемого изобретения является разработка способа обеспечения несущей
способности фрикционного соединения с высокопрочными болтами, устраняющего недостатки, присущие
прототипу и позволяющие повысить надежность монтажа и эксплуатации металлоконструкций с
высокопрочными болтами.
Технический результат достигается за счет того, что в известный способ обеспечения несущей способности
фрикционного соединения с высокопрочными болтами, включающий приготовление образца-свидетеля,
содержащего основной элемент металлоконструкции и накладку, контактирующие поверхности которых
предварительно обработаны по проектной технологии, соединяют их высокопрочным болтом и гайкой при
307
308.
проектном значении усилия натяжения болта, устанавливают устройство для определения усилия сдвига ипостепенно увеличивают нагрузку на накладку до момента ее сдвига, фиксируют усилие сдвига и затем
сравнивают его с нормативной величиной показателя сравнения, в зависимости от величины отклонения
осуществляют необходимые действия, внесены изменения, а именно:
- в качестве показателя сравнения используют расчетное усилие натяжения, высокопрочного болта, полученное
при заданном (проектном) значении величины k;
- в качестве устройства для определения усилия сдвига на образце-свидетеле используют устройство,
защищенное патентом РФ №88082 на полезную модель, обладающее рядом преимуществ и обеспечивающее
достоверность и точность измерения усилия сдвига.
В зависимости от отклонения отношения между усилием сдвига и усилием натяжения высокопрочного болта от
оптимального значения, для обеспечения надежности работы фрикционного соединения металлоконструкции при
монтаже ее изменяют натяжение болта и/или проводят дополнительную обработку контактирующих
поверхностей.
В качестве показателя сравнения выбрано усилие натяжения болта, т.к. в процессе проведенных исследований
установлено, что оптимальным отношением усилия сдвига к усилию натяжения болта равно 0,56-0,60.
Учитывая то, что при проектировании предусмотрена возможность увеличения усилия закручивания
высокопрочных болтов на 10-20%, то это действие позволяет увеличить сопротивление сдвигу, если отношение
усилия сдвига к усилию натяжения болта отличается от оптимального в пределах 0,50-0,54. Если же это
отношение меньше 0,5, то кроме увеличения усилия натяжения высокопрочного болта необходимо проведение
дополнительной обработки контактирующих поверхностей, т.к. при значительном увеличении момента
закручивания можно сорвать резьбу, поэтому увеличивают коэффициент трения. Если же величина отношения
усилия сдвига к усилию натяжения более 0,60, это означает, что усилие натяжения превышает нормативную
величину, и для надежности металлоконструкции натяжение можно ослабить, чтобы не сорвать резьбу.
Использование вышеуказанного устройства для определения усилия сдвига обусловлено тем, что оно является
переносным и обладает рядом преимуществ перед известными устройствами. Оно содержит неподвижную и
сдвигаемую детали, узел сжатия и узел сдвига, выполненный в виде рычага, имеющего отверстие под
нагрузочный болт, оснащенный силоизмерительным устройством, причем неподвижная деталь выполнена из
двух стоек, торцевые поверхности которых скреплены фигурной планкой, каждая из стоек снабжена отверстиями
под болтовое соединение для крепления к металлоконструкции, а также отверстием для вала, на котором
закреплен рычаг, с возможностью соединения его с фигурной планкой, а между выступом рычага и сдвигаемой
деталью металлоконструкции установлен самоустанавливающийся сухарик, выполненный из закаленного
материала. В качестве силоизмерительного устройства используется динамометрический ключ с предварительно
оттарированной шкалой для фиксации момента затяжки.
Ниже приводится реализация предлагаемого способа обеспечения несущей способности металлоконструкции на
примере мостового пролета.
На чертеже приведена основная часть устройства и образец-свидетель.
Устройство состоит: из корпуса 1, рычага 2, насаженного на вал 3, динамометричесого ключа 4, снабженного
шкалой 5 и накидной головкой 6, болтовое соединение, состоящее из болта 7 и гайки 8, плавающий сухарик 9,
выполненный из закаленной стали, образец-свидетель состоит из металлической накладки 10, пластины 11
обследуемой металлоконструкции, соединенные между собой высокопрочным болтовым соединением 12, а также
308
309.
болтовое соединение 13, предназначенное для крепление корпуса измерительного устройства к неподвижнойметаллической пластине 11.
Способ реализуется в следующей последовательности. Собирается образец-свидетель путем соединения тестовой
накладки 10 с пластиной металлоконструкции 11, если производится ремонт на обследуемом объекте, причем
контактирующая поверхность пластины обрабатывается дробепескоструйным способом, чтобы обеспечить
нормативный коэффициент трения f>0,55 или, если же осуществляется заводская поставка перед монтажом, то
берут две тестовых накладки, контактирующие поверхности которых уже обработаны в заводских условиях.
Соединение пластин 10, 11 осуществляют высокопрочным болтом и гайкой с применением шайб. Усилие
натяжения высокопрочного болта должна соответствовать проектной величине. Расчетный момент закручивания
определяют по формуле 2. Затем на неподвижную пластину 11 устанавливают устройство для определения
усилия сдвига путем закрепления корпуса 1, болтовым соединением 12 (болт, гайка, шайбы) таким образом,
чтобы сухарик 9 соприкасался с накладкой 10 и рычагом 2, размещенным на валу 3. Далее, динамометрический
ключ 4, снабженный оттарированной шкалой 5, посредством сменной головки 6 надевается на болт 7. Устройство
готово к работе.
Вращением динамометрического ключа 4 осуществляют нагрузку на болт 7. Усилие натяжения болта через рычаг
5 передается на сухарик 9, который воздействует на сдвигаемую деталь 10 (тестовая пластина). Момент
закручивания болта 7 фиксируется на шкале 5 динамометрического ключа 4. В момент сдвига детали 10
фиксируют полученную величину. Это усилие и является усилием сдвига (силой трения покоя). Сравнивают
полученную величину момента сдвига (Мсд) с расчетной величиной - моментом закручивания болта (Мр). В
зависимости от величины Мсд/Мз производят действия по обеспечению надежности монтажа конкретной
металлоконструкции, а именно:
- при отношении Мсд/Мз=0,54-0,60, т.е. соответствует или близко к оптимальному значению, корректировку в
технологию монтажа не вносят;
- при отношении Мсд/Мз=0,50-0,53, то при монтаже металлоконструкции увеличивают усилие натяжения
высокопрочного болтов примерно на 10-15%;
- при отношении Мсд/Мз<0,50 необходимо кроме увеличения усилия натяжения высокопрочных болтов при
монтаже металлоконструкции дополнительно обработать контактирующие поверхности поставленных заводом
деталей металлоконструкции дробепескоструйным методом.
При отношении Мсд/Мз>0,60, целесообразно уменьшить усилие натяжения болта, т.к. возможно преждевременная
порча резьбы из-за перегрузки.
Все эти действия позволят повысить надежность эксплуатации смонтированной металлоконструкции.
Преимуществом предложенного способа обеспечения несущей способности металлоконструкций заключается в
его универсальности, т.к. его можно использовать для любых болтовых соединений на высокопрочных болтах
независимо от сложности конструкции, диаметров крепежных болтов и методов обработки соприкасающихся
поверхностей, причем т.к. измерение усилия сдвига на обследуемой конструкции и образце производятся
устройством при сопоставимых условиях, оценка несущей способности является наиболее достоверной.
В настоящее время предлагаемый способ прошел испытания на нескольких строительных площадках и выданы
рекомендации к его применению в отрасли.
Формула изобретения
309
310.
1. Способ обеспечения несущей способности фрикционного соединения металлоконструкций с высокопрочнымиболтами, включающий приготовление образца-свидетеля, содержащего элемент металлоконструкции и тестовую
накладку, контактирующие поверхности которых предварительно обработаны по проектной технологии,
соединяют высокопрочным болтом и гайкой при проектном значении усилия натяжения болта, устанавливают на
элемент металлоконструкции устройство для определения усилия сдвига и постепенно увеличивают нагрузку на
накладку до момента ее сдвига, фиксируют усилие сдвига и затем сравнивают его с нормативной величиной
показателя сравнения, далее, в зависимости от величины отклонения, осуществляют коррекцию технологии
монтажа, отличающийся тем, что в качестве показателя сравнения используют проектное значение усилия
натяжения высокопрочного болта, а определение усилия сдвига на образце-свидетеле осуществляют устройством,
содержащим неподвижную и сдвигаемую детали, узел сжатия и узел сдвига, выполненный в виде рычага,
установленного на валу с возможностью соединения его с неподвижной частью устройства и имеющего
отверстие под нагрузочный болт, а между выступом рычага и тестовой накладкой помещают
самоустанавливающийся сухарик, выполненный из закаленного материала.
2. Способ по п.1, отличающийся тем, что при отношении усилия сдвига к проектному усилию натяжения
высокопрочного болта в диапазоне 0,54-0,60 корректировку технологии монтажа не производят, при отношении в
диапазоне 0,50-0,53 при монтаже увеличивают натяжение болта, а при отношении менее 0,50, кроме увеличения
усилия натяжения, дополнительно проводят обработку контактирующих поверхностей металлоконструкции.
СТП 006-97 Устройство соединений на высокопрочных болтах в стальных
конструкциях мостов
Определение коэффициента трения между контактными поверхностями
соединяемых элементов
Л. 1 Несущая способность соединений на высокопрочных болтах оценивается
испытанием на сдвиг при сжатии дву хсрезны х одн оболтовы х образцов.
Отбор образцов выполняется в соответствии с пунктом 8.12.
Л. 2 Образцы изготовляют из стали, применяемой в конструкции
возводимого сооружения (рис. Л.1).
Рис. Л. 1 . Образец для испытания на сдвиг при сжатии:
310
311.
1 - основной элемент; 2 - накладка; 3 - высокопрочный болт с шайбами игайкой (в скобках размеры при исполь зовании болтов М27 )
Пластины 1 и 2 вырезают газорезкой с припуском 2 - 3 мм по контуру, а
затем фрезеруют до проектных размеров в плане. Отверстия образуются
сверлением, заусенцы по кромкам и в отверстиях удаляю тся.
Пластины должны быть плоскими, не иметь грибовидности или выпуклости.
Л .3 Контактные поверхности пластин 1 и 2 обрабатываются по
технологии, принятой в проекте сооружения.
Используются высокопрочные болты, подготовленные к установке и
натяжению в монтажных соединениях конструкции. Натяжени е болта
осуществляется динамометрическими ключами, применяемыми на
строительстве при сборке соединений на высокопрочных болтах.
Пластины перед натяжением болта устанавливаются так, чтобы был
гарантирован зазор «над болтом» в отверстии пластины 7 .
После натяжения болта опорные торцы пластин 1 и 2 должны быть
параллельны, а торцы пластин 2 находиться на одном уровне.
Сведения о сборке образцов заносятся в протокол.
Образцы испытывают на сжатие на прессе развивающем усилие не менее 50
тс. Точность испытательной машины должна быть не ниже ±2 % .
Образец нагружается до момента сдвига средней пластины 1 о т
носительно пластин 2 и при этом фиксируется нагрузка Т, характеризующая
исчерпание несущей способности образца. Испытания рекомендуется
проводить с записью диаграммы сжатия образца. Для суждения о сдвиге
необходимо нанести риски на пластинах 1 и 2 .
Результаты испытания заносятся в протокол, г де отмечается дата
испытания, маркировка образца, нагрузка, соответствующая сдвигу (прик
ладывается диаграмма сжатия), и фамилии лиц, проводивших испытания.
Протокол со сведениями по отбору и испытанию образцов предъявляется
при приемке соединений.
Л .4 Несущая способность образца Т, полученная при испытании и расчетное
усилие Q bh , принятое в проекте сооружения, которое может быть
воспринято каждой п о верхностью трения соединяемых элеме нтов,
311
312.
стянутых одним высокопрочным болтом (одним болт оконт акт ом),оценивается соотношением Qbh ≤ Т/ 2 в каждом из трех образцов.
В случае невыполнения указанного соотношения решение принимается
комиссионно с участием заказчика, проектной и научно-исследоват е льской
организаций.
F 16 L 23/02 F 16 L 51/00
Антисейсмическое фланцевое соединение трубопроводов
Реферат
Техническое решение относится к области строительства магистральных
трубопроводов и предназнечено для защиты шаровых кранов и
трубопровода от возможных вибрационных , сейсмических и взрывных
воздействий Конструкция фрикци -болт выполненный из латунной шпильки
с забитмы медным обожженным клином позволяет обеспечить надежный
и быстрый погашение сейсмической нагрузки при землетрясении,
вибрационных вождействий от железнодорожного и автомобильно
транспорта и взрыве .Конструкция фрикци -болт, состоит их латунной
шпильки , с забитым в пропиленный паз медного клина, которая жестко
крепится на фланцевом фрикционно- подвижном соединении (ФФПС) .
Кроме того между энергопоглощаюим клином вставляютмс свинффцовые
шайбы с двух сторо, а латунная шпилька вставлдяетт фв ФФПС с
медным ободдженным кгильзоц или втулкой ( на чертеже не показана) 1-4
ил.
Описание изобретения
трубопроводов
Антисейсмическое фланцевое соединение
Патент Великобритании № 1260143, кл. F 2 G, фиг. 2, 1972.
Бергер И. А. и др. Расчет на прочность деталей машин. М.,
«Машиностроение», 1966, с. 491. (54) (57) 1.
Антисейсмическое фланцевое соединение трубопроводов
312
313.
Предлагаемое техническое решение предназначено для защиты шаровыхкранов и трубопроводов от сейсмических воздействий за счет использования
фрикционное- податливых соединений. Известны фрикционные соединения
для защиты объектов от динамических воздействий. Известно, например,
болтовое фланцевое соединение , патент RU №1425406, F16 L 23/02.
Соединение содержит металлические тарелки и прокладки. С увеличением
нагрузки происходит взаимное демпфирование колец -тарелок.
Взаимное смещение происходит до упора фланцевого фрикционно
подвижного соедиения (ФФПС), при импульсных растягивающих нагрузках
при многокаскадном демпфировании, корые работают упруго.
Недостатками известного решения являются: ограничение
демпфирования по направлению воздействия только по горизонтали и вдоль
овальных отверстий; а также неопределенности при расчетах из-за
разброса по трению. Известно также устройство для фрикционного
демпфирования и антисейсмических воздействий, патент SU 1145204, F 16
L 23/02 Антивибрационное фланцевое соединение трубопроводов
Устройство содержит базовое основание, нескольких сегментов -пружин и
несколько внешних пластин. В сегментах выполнены продольные пазы.
Сжатие пружин создает демпфирование
Таким образом получаем фрикционно -подвижное соединение на
пружинах, которые выдерживает сейсмические нагрузки но, при
возникновении динамических, импульсных растягивающих нагрузок,
взрывных, сейсмических нагрузок, превышающих расчетные силы трения в
сопряжениях, смещается от своего начального положения, при этом
сохраняет трубопровод без разрушения.
Недостатками указанной конструкции являются: сложность конструкции и
дороговизна, из-за наличия большого количества сопрягаемых трущихся
поверхностей и надежность болтовых креплений с пружинами
313
314.
Целью предлагаемого решения является упрощение конструкции,уменьшение количества сопрягаемых трущихся поверхностей до одного или
нескольких сопряжений в виде фрикци -болта , а также повышение
точности расчета при использования фрикци- болтовых демпфирующих
податливых креплений для шаровых кранов и трубопровода.
Сущность предлагаемого решения заключается в том, что с помощью
подвижного фрикци –болта с пропиленным пазом, в который забит медный
обожженный клин, с бронзовой втулкой (гильзой) и свинцовой шайбой ,
установленный с возможностью перемещения вдоль оси и с ограничением
перемещения за счет деформации трубопровода под действием запорного
элемента в виде стопорного фрикци-болта с пропиленным пазом в стальной
шпильке и забитым в паз медным обожженным клином.
Фрикционно- подвижные соединения состоят из демпферов сухого трения
с использованием латунной втулки или свинцовых шайб) поглотителями
сейсмической и взрывной энергии за счет сухого трения, которые
обеспечивают смещение опорных частей фрикционных соединений на
расчетную величину при превышении горизонтальных сейсмических нагрузок
от сейсмических воздействий или величин, определяемых расчетом на
основные сочетания расчетных нагрузок, сама опора при этом начет
раскачиваться за счет выхода обожженных медных клиньев, которые
предварительно забиты в пропиленный паз стальной шпильки.
Фрикци-болт, является энергопоглотителем пиковых ускорений (ЭПУ), с
помощью которого, поглощается взрывная, ветровая, сейсмическая,
вибрационная энергия. Фрикци-болт снижает на 2-3 балла импульсные
растягивающие нагрузки при землетрясении и при взрывной, ударной
воздушной волне. Фрикци –болт повышает надежность работы
оборудования, сохраняет каркас здания, моста, ЛЭП, магистрального
трубопровода, за счет уменьшения пиковых ускорений, за счет
использования протяжных фрикционных соединений, работающих на
растяжение на фрикци- болтах, установленных в длинные овальные
отверстия с контролируемым натяжением в протяжных соединениях
314
315.
согласно ТКП 45-5.04-274-2012 (02250) п. 10.3.2 стр. 74 , Минск, 2013, СП16.13330.2011,СНиП II-23-81* п. 14.3- 15.2.
Изобретение относится к машиностроению, а именно к соединениям
трубчатых элементов
Цель изобретения расширение области использования соединения в
сейсмоопасных районах .
На чертеже показано предлагаемое соединение, общий вид.
Соединение состоит из фланцев 1 и 2,латунного фрикци -болтов 3, гаек 4,
кольцевого уплотнителя 5.
Фланцы выполнены с помощью латунной шпильки с пропиленным пазом
куж забивается медный обожженный клин и снабжен энергопоглощением .
Антисейсмический виброизоляторы выполнены в виде латунного фрикци болта с пропиленныым пазом , кужа забиваенься стопорный обожженный
медный, установленных на стержнях фрикци- болтов Медный
обожженный клин может быть также установлен с двух сторон крана
шарового
Болты снабжены амортизирующими шайбами из свинца: расположенными
в отверстиях фланцев.
Однако устройство в равной степени работоспособно, если
антисейсмическим или виброизолирующим является медный обожженный
клин .
Гашение многокаскадного демпфирования или вибраций, действующих в
продольном направлении, осуществляется смянанием с энергопоглощением
забитого медного обожженного клина
Виброизоляция в поперечном направлении обеспечивается свинцовыми
шайбами , расположенными между цилиндрическими выступами . При этом
промежуток между выступами, должен быть больше амплитуды колебаний
вибрирующего трубчатого элемента, Для обеспечения более надежной
виброизоляции и сейсмозащиты шарового кран с трубопроводом в
315
316.
поперечном направлении, можно установить медный втулки или гильзы (на чертеже не показаны), которые служат амортизирующие
дополнительными упругими элементы
Упругими элементами , одновременно повышают герметичность
соединения, может служить стальной трос ( на чертеже не показан) .
Устройство работает следующим образом.
В пропиленный паз латунно шпильки, плотно забивается медный
обожженный клин , который является амортизирующим элементом при
многокаскадном демпфировании .
Латунная шпилька с пропиленным пазом , располагается во фланцевом
соединени , выполненные из латунной шпильки с забиты с одинаковым
усилием медный обожженный клин , например латунная шпилька , по
названием фрикци-болт . Одновременно с уплотнением соединения оно
выполняет роль упругого элемента, воспринимающего вибрационные и
сейсмические нагрузки. Между выступами устанавливаются также
дополнительные упругие свинцовые шайбы , повышающие надежность
виброизоляции и герметичность соединения в условиях повышенных
вибронагрузок и сейсмонагрузки и давлений рабочей среды.
Затем монтируются подбиваются медный обожженные клинья с
одинаковым усилием , после чего производится стягивание соединения
гайками с контролируемым натяжением .
В процессе стягивания фланцы сдвигаются и сжимают медный
обожженный клин на строго определенную величину, обеспечивающую
рабочее состояние медного обожженного клина . свинцовые шайбы
применяются с одинаковой жесткостью с двух сторон .
Материалы медного обожженного клина и медных обожженных втулок
выбираются исходя из условия, чтобы их жесткость соответствовала
расчетной, обеспечивающей надежную сейсмомозащиту и виброизоляцию и
герметичность фланцевого соединения трубопровода и шаровых кранов.
Наличие дополнительных упругих свинцовых шайб ( на чертеже не показаны)
повышает герметичность соединения и надежность его работы в тяжелых
условиях вибронагрузок при моногкаскадном демпфировании
316
317.
Жесткость сейсмозащиты и виброизоляторов в виде латунного фрикци болта определяется исходя из, частоты вынужденных колебанийвибрирующего трубчатого элемента с учетом частоты собственных
колебаний всего соединения по следующей формуле:
Виброизоляция и сейсмоизоляция обеспечивается при условии, если
коэффициент динамичности фрикци -болта будет меньше единицы.
Формула
Антисейсмическое фланцевое соединение трубопроводов
Антисейсмическое ФЛАНЦЕВОЕ СОЕДИНЕНИЕ ТРУБОПРОВОДОВ,
содержащее крепежные элементы, подпружиненные и энергопоглощающие
со стороны одного из фланцев, амортизирующие в виде латунного фрикци болта с пропиленным пазом и забитым медным обожженным клином с
медной обожженной втулкой или гильзой , охватывающие крепежные
элементы и установленные в отверстиях фланцев, и уплотнительный
элемент, фрикци-болт , отличающееся тем, что, с целью расширения
области использования соединения, фланцы выполнены с помощью
энергопоглощающего фрикци -болта , с забитимы с одинаковм усилеи м
медым обожженм коллином расположенными во фоанцемом фрикционноподвижном соедиении (ФФПС) , уплотнительными элемент выполнен в виде
свинцовых тонких шайб , установленного между цилиндрическими
выступами фланцев, а крепежные элементы подпружинены также на
участке между фланцами, за счет протяжности соединения по линии
нагрузки .
2. Соединение по и. 1, отличающееся тем, что между медным обожженным
энергопоголощающим клином установлены тонкие свинцовые или
обожженные медные шайбы, а в латунную шпильку устанавливает медная
обожженная гильза или втулка .
317
318.
Фиг 1Фиг 2
Фиг 3
Фиг 4
Фиг 5
Фиг 6
318
319.
Фиг 7Фиг 8
Фиг 9
319
320.
320321.
321322.
322323.
323324.
324325.
325326.
326327.
327328.
При компьютерном моделировании в ПК SCAD использовалось изобретение СПОСОБ ЗАЩИТЫЗДАНИЯ И СООРУЖЕНИЯ ПРИ ВЗРЫВЕ С ИСПОЛЬЗОВАНИЕМ СДВИГОУСТОЙЧИВЫХ И
ЛЕГКОСБРАСЫВАЕМЫХ СОЕДИНЕНИЙ, ИСПОЛЬЗУЮЩИЕ СИСТЕМУ ДЕМПФИРОВАНИЯ
ФРИКЦИОННОСТИ И СЕЙСМОИЗОЛЯЦИЮ ДЛЯ ПОГЛОЩЕНИЯ ВЗРЫВНОЙ И
СЕЙСМИЧЕСКОЙ ЭНЕРГИИ , патент № 2010 136 746
(19)
РОССИЙСКАЯ ФЕДЕРАЦИЯ
RU
(11)
328
329.
2010 136 746(13)
A
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ (51) МПК 2010 136 746
E04C 2/00 (2006.01)
(12) ЗАЯВКА НА ИЗОБРЕТЕНИЕ
Состояние делопроизводства:Экспертиза завершена (последнее изменение статуса: 02.10.2013)
(21)(22) Заявка: 2010136746/03, 01.09.2010
Приоритет(ы):
(22) Дата подачи заявки: 01.09.2010
(43) Дата публикации заявки: 20.01.2013 Бюл. № 2
Адрес для переписки:
443004, г.Самара, ул.Заводская, 5, ОАО
"Теплант"
(71) Заявитель(и):
Открытое акционерное общество "Теплант"
(RU)
(72) Автор(ы):
Подгорный Олег Александрович (RU),
Акифьев Александр Анатольевич (RU),
Тихонов Вячеслав Юрьевич (RU),
Родионов Владимир Викторович (RU),
Гусев Михаил Владимирович (RU),
Коваленко Александр Иванович (RU)
(54) СПОСОБ ЗАЩИТЫ ЗДАНИЯ И СООРУЖЕНИЯ ПРИ ВЗРЫВЕ С ИСПОЛЬЗОВАНИЕМ
СДВИГОУСТОЙЧИВЫХ И ЛЕГКОСБРАСЫВАЕМЫХ СОЕДИНЕНИЙ, ИСПОЛЬЗУЮЩИЕ
СИСТЕМУ ДЕМПФИРОВАНИЯ ФРИКЦИОННОСТИ И СЕЙСМОИЗОЛЯЦИЮ ДЛЯ
ПОГЛОЩЕНИЯ ВЗРЫВНОЙ И СЕЙСМИЧЕСКОЙ ЭНЕРГИИ
(57) Формула изобретения № 2010 136 746
1. Способ защиты здания от разрушений при взрыве или землетрясении, включающий выполнение
проема/проемов рассчитанной площади для снижения до допустимой величины взрывного давления,
возникающего во взрывоопасных помещениях при аварийных внутренних взрывах, отличающийся тем,
что в объеме каждого проема организуют зону, представленную в виде одной или нескольких полостей,
ограниченных эластичным огнестойким материалом и установленных на легкосбрасываемых
фрикционных соединениях при избыточном давлении воздухом и землетрясении, при этом
обеспечивают плотную посадку полости/полостей во всем объеме проема, а в момент взрыва и
землетрясения под действием взрывного давления обеспечивают изгибающий момент полости/полостей
и осуществляют их выброс из проема и соскальзывают с болтового соединения за счет ослабленной
подпиленной гайки.
2. Способ по п.1, отличающийся тем, что «сэндвич»-панели, щитовые панели смонтированы на
высокоподатливых с высокой степенью подвижности фрикционных, скользящих соединениях с сухим
трением с включением в работу фрикционных гибких стальных затяжек диафрагм жесткости,
329
330.
состоящих из стальных регулируемых натяжений затяжек сухим трением и повышенной подвижности,позволяющие перемещаться перекрытиям и «сэндвич»-панелям в горизонтали в районе перекрытия 115
мм, т.е. до 12 см, по максимальному отклонению от вертикали 65 мм, т.е. до 7 см (подъем пятки на
уровне фундамента), не подвергая разрушению и обрушению конструкции при аварийных взрывах и
сильных землетрясениях.
3. Способ по п.2, отличающийся тем, что каждая «сэндвич»-панель крепится на сдвигоустойчивых
соединениях со свинцовой, медной или зубчатой шайбой, которая распределяет одинаковое напряжение
на все четыре-восемь гаек и способствует одновременному поглощению сейсмической и взрывной
энергии, не позволяя разрушиться основным несущим конструкциям здания, уменьшая вес здания и
амплитуду колебания здания.
4. Способ по п.3, отличающийся тем, что за счет новой конструкции сдвигоустойчивого податливого
соединения на шарнирных узлах и гибких диафрагмах «сэндвич»-панели могут монтироваться как
самонесущие без стального каркаса для малоэтажных зданий и сооружений.
5. Способ по п.4, отличающийся тем, что система демпфирования и фрикционности и поглощения
сейсмической энергии может определить величину горизонтального и вертикального перемещения
«сэндвич»-панели и определить ее несущую способность при землетрясении или взрыве прямо на
строительной площадке, пригрузив «сэндвич»-панель и создавая расчетное перемещение по вертикали
лебедкой с испытанием на сдвиг и перемещение до землетрясения и аварийного взрыва прямо при
монтаже здания и сооружения.
6. Способ по п.5, отличающийся тем, что расчетные опасные перемещения определяются, проверяются
и затем испытываются на программном комплексе ВК SCAD 7/31 r5, ABAQUS 6.9, MONOMAX 4.2,
ANSYS, PLAKSIS, STARK ES 2006, SoliddWorks 2008, Ing+2006, FondationPL 3d, SivilFem 10,
STAAD.Pro, а затем на испытательном при объектном строительном полигоне прямо на строительной
площадке испытываются фрагменты и узлы, и проверяются экспериментальным путем допустимые
расчетные перемещения строительных конструкций (стеновых «сэндвич»-панелей, щитовых
деревянных панелей, колонн, перекрытий, перегородок) на возможные при аварийном взрыве и при
землетрясении более 9 баллов перемещение по методике разработанной испытательным центром ОО
«Сейсмофонд» - «Защита и безопасность городов».
2 148805 РОССИЙСКАЯ ФЕДЕРАЦИЯ
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
(19)
RU
(11)
2 148 805
(13)
C1
(51) МПК
G01L 5/24 (2000.01)
330
331.
(12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУСтатус: не действует (последнее изменение статуса: 19.09.2011)
Пошлина:учтена за 3 год с 27.11.1999 по 26.11.2000
(71) Заявитель(и):
Рабер Лев Матвеевич
(UA),
Кондратов Валерий
Владимирович (RU),
Хусид Раиса Григорьевна
(RU),
Миролюбов Юрий
Павлович (RU)
(21)(22) Заявка: 97120444/28, 26.11.1997
(24) Дата начала отсчета срока действия патента:
26.11.1997
(72) Автор(ы):
Рабер Лев Матвеевич
(UA),
(56) Список документов, цитированных в отчете о поиске: Чесноков А.С., Кондратов В.В.(RU),
Княжев А.Ф. Сдвигоустойчивые соединения на высокопрочных болтах. Хусид Р.Г.(RU),
Миролюбов Ю.П.(RU)
- М.: Стройиздат, 1974, с.73-77. SU 763707 A, 15.09.80. SU 993062 A,
30.01.83. EP 0170068 A'', 05.02.86.
(73) Патентообладатель(и):
Адрес для переписки:
Рабер Лев Матвеевич
(UA),
190031, Санкт-Петербург, Фонтанка 113, НИИ мостов
Кондратов Валерий
Владимирович (RU),
Хусид Раиса Григорьевна
(RU),
Миролюбов Юрий
Павлович (RU)
(45) Опубликовано: 10.05.2000 Бюл. № 13
(54) СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ЗАКРУЧИВАНИЯ РЕЗЬБОВОГО
СОЕДИНЕНИЯ
(57) Реферат:
Изобретение относится к области мостостроения и другим областям строительства и эксплуатации
металлоконструкций для определения параметров затяжки болтов. В эксплуатируемом соединении
производят затягивание гайки на заданную величину угла ее поворота от исходного положения.
Предварительно ослабляют ее затягивание. Замеряют при затягивании значение момента закручивания
гайки в области упругих деформаций. Определяют приращение момента закручивания. Приращение
усилия натяжения болта определяют по рассчетной формуле. Коэффициент закручивания резьбового
соединения определяют как отношение приращения момента закручивания гайки к произведению
приращения усилия натяжения болта на его диаметр. Технический результат заключается в
возможности проведения испытаний в конкретных условиях эксплуатации соединений для повышения
точности результатов испытаний.
Изобретение относится к технике измерения коэффициента закручивания резьбового соединения,
преимущественно высокопрочных болтов, и может быть использовано в мостостроении и других
331
332.
отраслях строительства и эксплуатации металлоконструкций для определения параметров затяжкиболтов.
При проверке величины натяжения N болтов, преимущественно высокопрочных, как на стадии приемки
выполненных работ (Инструкция по технологии устройства соединений на высокопрочных болтах в
стальных конструкциях мостов. ВСН 163-69. М. , 1970, с. 10-18. МПС СССР, Минтрансстрой СССР),
так и в период обследования конструкций (строительные нормы и правила СНиП 3.06.07-86. Мосты и
трубы. Правила обследований и испытаний. - М., Стройиздат, 1987, с. 25-27), используют
динамометрические ключи. Этими ключами измеряют момент закручивания Mз, которым затянуты
гайки.
Основой этой методики измерений является исходная формула (Вейнблат Б.М. Высокопрочные болты в
конструкциях мостов. М.,Транспорт, 1971, с. 60-64):
Mз = Ndk,
где d - номинальный диаметр болта;
k - коэффициент закручивания, зависящий от условий трения в резьбе и под опорой гайки.
Измеряя тем или иным способом прикладываемый к гайке момент закручивания, рассчитывают при
известном коэффициенте закручивания усилие натяжения болта N.
Очевидно, что при достаточной точности регистрации моментов точность данной методики зависит от
того, в какой мере действительные коэффициенты закручивания k соответствуют расчетным величинам.
Методика обеспечивает необходимую точность проверки величины натяжения болтов, как правило,
лишь на стадии приемки выполненных работ, поскольку предусматриваемая технологией постановки
болтов стабилизация коэффициента k кратковременна.
Значения k для болтов, находящихся в эксплуатируемых конструкциях, может изменяться в широких
пределах, что вносит существенную неточность в результаты измерений. По данным Чеснокова А.С. и
Княжева А.Ф. ("Сдвигоустойчивые соединения на высокопрочных болтах". М., Стройиздат, 1974, табл.
17, с. 73) коэффициент закручивания зависит от качества смазки резьбы и может изменяться в пределах
0,12-0,264. Таким образом измеренные усилия в болтах с помощью динамометрических ключей могут
отличаться от фактических значений более чем в 2 раза.
Известен более прогрессивный способ непосредственного измерения усилий в болтах, где величина
коэффициента k не оказывает влияния на результаты измерений. Способ реализован с помощью
устройства (А.св. N 1139984 (СССР). Устройство для контроля усилий затяжки резьбовых соединений
(Бокатов В.И., Вишневский И.И., Рабер Л.М., Голиков С.П. - Заявл. 08.12.83, N 3670879), опыт
применения которого выявил его надежную работу в случае сравнительно непродолжительного (до пяти
лет) срока эксплуатации конструкций. При более длительном сроке эксплуатации срабатывание
предусмотренных конструкцией устройства пружин происходит недостаточно четко, поскольку с
течением времени неподвижный контакт резьбовой пары приводит к увеличению коэффициента трения
покоя. Этот коэффициент иногда достигает таких величин, что величина момента сил трения в резьбе
превосходит величину крутящего момента, создаваемого преднапряженными пружинами. Естественно в
этих условиях пружины срабатывать не могут.
Существенно ограничивает применение устройства необходимость свободно выступающей над гайкой
резьбы болта не менее, чем на 20 мм. Наличие таких болтов в узлах и прикреплениях должно
специально предусматриваться.
332
333.
В целом независимо от способа измерения усилий в болтах, в случае выявления недостаточного ихнатяжения необходимо назначить величину момента закручивания для подтяжки болтов. Для
назначения этого момента необходимы знания фактического значения коэффициента закручивания k.
Наиболее близким по технической сущности к предлагаемому решению (прототип) является способ
измерения коэффициента закручивания болтов с учетом влияния времени, аналогичному влиянию
качества изготовления болтов (Чесноков А. С. , Княжев А.Ф. Сдвигоустойчивые соединения на
высокопрочных болтах. - М., Стройиздат, 1974, с. 73, последний абзац).
Способ состоит в раскручивании гайки и извлечении болта из конструкции, определении коэффициента
ki в лабораторных условиях (см. тот же источник, с. 74-77) путем одновременного обеспечения и
контроля заданного усилия N и прикладываемого к гайке момента M.
Очевидно, что столь трудоемкий способ не может быть широко использован, поскольку для
статистической оценки необходимо произвести испытания нескольких десятков или даже сотен болтов.
Кроме того, при извлечении болта из конструкции резьбу гайки прогоняют по окрашенной или
загрязненной резьбе болта, а испытания в лабораторных условиях производят, как правило, не на том
участке резьбы, на котором болт быть сопряжен с гайкой в пакете. Все это ставит под сомнение
достоверность результата испытаний.
Предложенный способ отличается от прототипа тем, что в эксплуатируемом соединении производят
затягивание гайки на заданную величину угла ее поворота от исходного положения, произведя
предварительно для этого ослабление ее затягивания. Затягивание гайки на заданную величину угла ее
поворота в области упругих деформаций производят с замером значения момента закручивания гайки и
определяют приращение момента закручивания. При этом приращение усилия натяжения болта
определяют по формуле
ΔN = Ai/A22•ai/a22•α
i
/60o(170-0,96δ), кH, (1)
где A, A22 - площади поперечного сечения испытываемого болта и болта диаметром 22 мм;
ai, a22 - шаг резьбы испытываемого болта и болта диаметром 22 мм;
α
o
i
- угол поворота гайки от исходного положения;
δ - толщина пакета деталей, соединенных испытываемым болтом, мм.
Коэффициент закручивания резьбового соединения определяют как отношение приращения момента
закручивания гайки к произведению приращения усилия натяжения болта на его диаметр.
Такой способ позволяет в отличие от прототипа проводить испытания болтов в эксплуатируемом
соединении и повысить точность определения величины коэффициента закручивания за счет
исключения необходимости прогона резьбы гайки по окрашенной или загрязненной резьбе болта.
Кроме того, в отличие от прототипа испытания проводят на том же участке резьбы, на котором болт
сопряжен с гайкой постоянно. Способ осуществляется следующим образом:
- с помощью динамометрического ключа измеряют момент закручивания гайки испытуемого болта - Mз;
333
334.
- производят ослабление затягивания гайки испытуемого болта до момента (0,1 . . . 0,2) Mз и измеряютфактическую величину этого момента (исходное положение) - Mн;
- наносят, например, мелом, метки на двух точках гайки и соответственно на пакете. Угол между
метками соответствует заданному углу поворота гайки; как правило, этот угол составляет 60o.
- поворачивают гайку на заданный угол αo и измеряют величину момента закручивания гайки по
достижении этого угла - Mк.
- вычисляют приращение момента закручивания
ΔM = Mк-Mн, Hм;
- определяют соответствующее повороту гайки на угол αo приращение усилия натяжения болта ΔN по
эмпирической формуле (1);
- производят вычисление коэффициента закручивания k болта диаметром d:
k = ΔM/ΔNd.
Формула для определения ΔN получена в результате анализа специально проведенных экспериментов,
состоящих в исследовании влияния толщины пакета и уточнении влияния толщины и количества
деталей, составляющих пакет эксплуатируемого соединения, на стабильность приращения усилия
натяжения болтов при повороте гайки на угол 60o от исходного положения.
Поворот гайки на 60o соответствует середине области упругих деформаций болта (Вейнблат Б.М.
Высокопрочные болты в конструкциях мостов - М., Транспорт, 1974, с. 65-68). В пределах этой области,
равному приращению угла поворота гайки, соответствует равное приращение усилий натяжения болта.
Величина этого приращения в плотно стянутом болтами пакете, при постоянном диаметре болта зависит
от толщины этого пакета. Следовательно, поворот гайки на определенный угол в области упругих
деформаций идентичен созданию в болте заданного натяжения. Этот эффект явился основой
предложенного способа определения коэффициента закручивания.
Угол поворота гайки 60o технологически удобен, поскольку он соответствует перемещению гайки на
одну грань. Погрешность системы определения коэффициента закручивания, характеризуемая как
погрешностью выполнения отдельных операций, так и погрешностью регистрации требуемых
параметров, составляет около ± 8% (см. Акт испытаний).
Таким образом, предложенный способ определения коэффициента закручивания резьбовых соединений
дает возможность проводить испытания в конкретных условиях эксплуатации соединений, что
повышает точность полученных результатов испытаний.
Полученные с помощью предложенного способа значения коэффициента закручивания могут быть
использованы как при определении усилий натяжения болтов в период обследования конструкций, так
при назначении величины момента для подтяжки болтов, в которых по результатам обследования
выявлено недостаточное натяжение.
Эффект состоит в повышении эксплуатационной надежности конструкций различного назначения.
Формула изобретения
Способ определения коэффициента закручивания резьбового соединения, заключающийся в измерении
параметров затяжки соединения, по которым вычисляют коэффициент закручивания, отличающийся
тем, что в эксплуатируемом соединении производят затягивание гайки на заданную величину угла ее
поворота от исходного положения, произведя предварительно для этого ослабление ее затягивания, с
замером значения момента закручивания гайки в области упругих деформаций и определяют
приращение момента закручивания, при этом приращение усилия натяжения болта определяют по
формуле
334
335.
где Ai, A22 - площади поперечного сечения испытываемого болта и болта диаметром 22 мм;ai, a22 - шаг резьбы испытываемого болта и болта диаметром 22 мм;
α
i
- угол поворота гайки от исходного положения;
δ - толщина пакета деталей, соединенных испытываемым болтом, мм,
а коэффициент закручивания резьбового соединения определяют как отношение приращения момента
закручивания гайки к произведению приращения усилия натяжения болта на его диаметр.
2413098 РОССИЙСКАЯ ФЕДЕРАЦИЯ
(19)
RU
(11)
2 413 098
(13)
C1
(51) МПК
F16B 31/02 (2006.01)
G01N 3/00 (2006.01)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
(12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: прекратил действие, но может быть восстановлен (последнее изменение статуса: 07.08.2017)
Пошлина:учтена за 7 год с 20.11.2015 по 19.11.2016
(21)(22) Заявка: 2009142477/11, 19.11.2009
(24) Дата начала отсчета срока действия патента:
19.11.2009
Приоритет(ы):
(72) Автор(ы):
Кунин Симон Соломонович (RU),
Хусид Раиса Григорьевна (RU)
(22) Дата подачи заявки: 19.11.2009
(73) Патентообладатель(и):
ОБЩЕСТВО С ОГРАНИЧЕННОЙ
(56) Список документов, цитированных в отчете о ОТВЕТСТВЕННОСТЬЮ
ПРОИЗВОДСТВЕННО-ИНЖИНИРИНГОВАЯ
поиске: SU 1753341 A1, 07.08.1992. SU 1735631
A1, 23.05.1992. JP 2008151330 A, 03.07.2008. WO ФИРМА "ПАРТНЁР" (RU)
2006028177 A1, 16.03.2006.
(45) Опубликовано: 27.02.2011 Бюл. № 6
Адрес для переписки:
197374, Санкт-Петербург, ул. Беговая, 5, корп.2,
кв.229, М.И. Лифсону
335
336.
(54) СПОСОБ ДЛЯ ОБЕСПЕЧЕНИЯ НЕСУЩЕЙ СПОСОБНОСТИ МЕТАЛЛОКОНСТРУКЦИЙС ВЫСОКОПРОЧНЫМИ БОЛТАМИ
(57) Реферат:
Изобретение относится к методам диагностики фрикционных соединений металлоконструкций с
высокопрочными болтами. Способ обеспечения несущей способности фрикционного соединения
металлоконструкций с высокопрочными болтами включает приготовление образца-свидетеля,
содержащего элемент металлоконструкции и тестовую накладку, контактирующие поверхности
которых, предварительно обработанные по проектной технологии, соединяют высокопрочным болтом и
гайкой при проектном значении усилия натяжения болта, устанавливают на элемент
металлоконструкции устройство для определения усилия сдвига и постепенно увеличивают нагрузку на
накладку до момента ее сдвига, фиксируют усилие сдвига и затем сравнивают его с нормативной
величиной показателя сравнения, далее в зависимости от величины отклонения осуществляют
коррекцию технологии монтажа. В качестве показателя сравнения используют проектное значение
усилия натяжения высокопрочного болта. Определение усилия сдвига на образце-свидетеле
осуществляют устройством, содержащим неподвижную и сдвигаемую детали, узел сжатия и узел
сдвига, выполненный в виде рычага, установленного на валу с возможностью соединения его с
неподвижной частью устройства, и имеющего отверстие под нагрузочный болт, а между выступом
рычага и тестовой накладкой помещают самоустанавливающийся сухарик, выполненный из закаленного
материала. В результате повышается надежность соединения. 1 з.п. ф-лы, 1 ил.
Изобретение относится к методам диагностики фрикционных соединений металлоконструкций с
высокопрочными болтами, но может быть использовано для определения фактического напряженнодеформированного состояния болтовых соединений в различных конструкциях, в частности стальных
мостовых конструкциях, как находящихся в эксплуатации, так и при подготовке отдельных узлов к
монтажу.
Мостовые пролетные металлоконструкции соединяются с помощью сварки (неразъемные), а также с
помощью болтовых фрикционных соединений, в которых передача усилия обжатия соединяемых
элементов высокопрочными метизами осуществляется только силами трения по контактным плоскостям
усилием обжатия болтов до 22 т и выше.
Расчетное предельное состояние фрикционного соединения характеризуется наступлением общего
сдвига по среднему ряду болтов. Сдвигающее усилие, отнесенное к одному высокопрочному болту и
одной плоскости трения, определяют по формуле:
где k - обобщенный коэффициент однородности, включающий также
коэффициент работы мостов m1=0,9; m2 - коэффициент условий работы соединения; Рн - нормативное
усилие натяжения болта; fн - нормативный коэффициент трения.
336
337.
В настоящее время основным нормативными показателями несущей способности фрикционныхсоединений с высокопрочными болтами, которые отражаются в проектной документации, являются
усилие натяжения болта и нормативный коэффициент трения, с учетом условий работы фрикционного
соединения. Нормативное усилие натяжения болтов назначается с учетом механических характеристик
материала и его определяют по формуле:
, где Р - усилие натяжения болта (кН); М крутящий момент, приложенный к гайке для натяжения болта на заданное нормативное усилие, (Нм); d диаметр болта (мм); k - коэффициент, который должен быть в пределах 0,17-0,22 при коэффициенте
трения (f≥0,55).
Как на стадии сборки соединений, так и в случае проведения ремонтных работ с разборкой ранее
выполненных соединений важными являются вопросы оценки коэффициентов трения по
соприкасающимся поверхностям соединяемых элементов. Этот вопрос приобретает особую
актуальность в случае сочетания металлических поверхностей, находящихся в эксплуатации с новыми
элементами, а также для оценки возможности повторного использования высокопрочных болтов. В
качестве нормативного коэффициента трения принимается среднестатистическое значение,
определенное по возможно большему объему экспериментального материала раздельно для различных
методов подготовки контактных поверхностей.
Практикой выполнения монтажных работ установлено, что наиболее эффективно сдвигоустойчивость
контактных соединений выполняется при коэффициенте трения поверхностей f≥0,55. Это значение
можно принять в качестве основного критерия сдвигоустойчивости, и оно соответствует исходному
значению Ктр. для монтируемых стальных контактных поверхностей, обработанных непосредственно
перед сборкой абразивно-струйным методом с чистотой очистки до степени Sa 2,5 и шероховатостью
Rz≥40 мкм. Сдвигающие усилия определяют обычно по показаниям испытательного пресса, а
обжимающие - по суммарному усилию натяжения болтов. Отклонение усилия натяжения и возможные
их изменения при эксплуатации могут приводить к тем или иным неточностям в определении
коэффициентов трения.
Частично, указанная проблема сохранения требуемой шероховатости контактных поверхностей и
обеспечения требуемой величины f≥0,55 решена применением разработанного НПЦ Мостов съемного
покрытия «Контакт» (патент РФ №2344149 на изобретение «Антикоррозионное покрытие и способ его
нанесения», которое обеспечивает временную защиту от коррозии отдробеструенных в условиях завода
колотой стальной дробью контактных поверхностей мостовых пролетных конструкций на период их
транспортировки и хранения в течение 1-1,5 лет (до начала монтажных работ на строительном объекте).
Непосредственно перед монтажом покрытие «Контакт» подрезается ножом и ручным способом легко
снимается «чулком» с контактных поверхностей, после чего сборка конструкций может производиться
без проведения дополнительной абразивно-струйной очистки.
Однако в связи с тем, что в обычной практике проведение монтажно-транспортных операций с
пролетными строениями осуществляется с помощью захватов, фиксируемых в отверстиях контактных
поверхностей, временное защитное покрытие «Контакт» в районе установки захватов повреждается. На
строительном объекте приходится производить повторную абразивно-струйную обработку
присоединительных поверхностей, т.к. они после длительной эксплуатации на открытом воздухе
обильно покрыты продуктами ржавления. Выполнение дополнительной очистки значительно
увеличивает трудоемкость монтажных работ. Кроме того, в условиях открытой атмосферы и
удаленности строительных площадок мостов от промышленных центров требуемые показатели очистки
металла труднодостижимы, что, в конечном счете, вызывает снижение фрикционных показателей,
соответственно снижение усилий обжатия высокопрочных метизов, а следовательно, приводят к
снижению качества монтажных работ.
337
338.
Эксплуатация мостовых конструкций, срок службы которых составляет 80-100 лет, подразумеваетпостоянное воздействие на контактные соединения климатических факторов, соответствующих в
пределах Российской Федерации умеренно-холодному климату (У1), а также циклических сдвиговых
нагрузок от транспорта, движущегося по мостам, поэтому со временем требуется замена узлов
металлоконструкции. Более того, в настоящее время обработка металлических поверхностей
металлоконструкций осуществляется в заводских условиях, и при поставке их указываются сведения об
условиях обработки поверхности, усилие натяжения высокопрочных болтов и т.п.
Однако момент поставки и монтаж металлоконструкции может разделять большой временной период,
поэтому возникает необходимость проверки фактической надежности работы фрикционного
соединения с высокопрочными болтами перед монтажом, для обеспечения надежности при их
эксплуатации, причем возможность проверки предусмотрена условиями поставки посредством
приложения тестовых пластин
Анализ тенденций развития и современного состояния проблемы в целом свидетельствует о
необходимости совершенствования диагностической и инструментальной базы, способствующей
повышению эффективности реновационных и ремонтных работ конструкций различного назначения.
Качество фрикционных соединений на высокопрочных болтах, в конечном итоге, характеризуется
отсутствием сдвигов соединяемых элементов при восприятии внешней нагрузки как на срез, так и
растяжение. Сопротивление сдвигу во фрикционных соединениях можно определять по формуле:
где
Rbh - расчетное сопротивление растяжению высокопрочного болта; Yb - коэффициент условий работы
соединения, зависящий от количества (n) болтов, необходимых для восприятия расчетного усилия; Abn площадь поперечного сечения болта; f - коэффициент трения по соприкасающимся поверхностям
соединенных элементов; Yh - коэффициент надежности, зависящий от способа натяжения болтов,
коэффициента трения f, разницы между диаметрами отверстий и болтов, характера действующей
нагрузки (Рабер Л.М. Соединения на высокопрочных болтах, Днепропетровск: Системные технологии,
2008 г., с.8-10).
Известен способ определения коэффициента закручивания резьбового соединения (патент РФ
№2148805, G01L 5/24, опубл. 10.05.2000 г.), заключающийся в отношении измеряемого момента
закручивания гайки к произведению определяемого усилия натяжения болта на его диаметр. Измерения
проводят без извлечения болта из конструкций, путем затягивания гайки на контролируемую величину
угла ее поворота от исходного положения с замером значения момента закручивания в области упругих
деформаций и определения приращения момента затяжки. Приращение усилия натяжения болта
определяют по формуле (4):
где
А, А22 - площади поперечного сечения, мм2; a, a22 - шаг резьбы испытываемого болта и болта диаметром
22 мм2; αi - угол поворота гайки от исходного положения; σ - толщина пакета деталей, соединенных
испытываемым болтом, мм.
Следует отметить, что измерение значения момента закручивания гайки производятся с неизвестными
коэффициентами трения контактных поверхностей и коэффициентом закручивания, т.к. затягивание
гайки на заданную величину поворота (α=60°) от исходного положения производят после
338
339.
предварительного ее ослабления, поэтому он может отличаться от расчетного (нормативного), что непозволяет определить фактические значения усилий в болтах как при затяжке, так и при
эксплуатационных нагрузках. Невозможность точной оценки усилий приводит к необходимости выбора
болтов и их количества на основании так называемого расчета в запас.
В процессе патентного поиска выявлено много устройств, реализующих измерение усилия сдвига (силы
трения покоя), например (патенты РФ №2116614, 2155942 и др.). В них усилие в момент сдвига
фиксируется с помощью электрического сигнала или заранее оттарированной шкалы
динамометрического ключа, но точность измерения и область возможного применения их ограничена,
т.к. не позволяет реализовать как при сборочном монтаже металлоконструкций, так и в процессе их
эксплуатации с целью проведения восстановительного ремонта.
Известен способ определения деформации болтового соединения, который заключается в том, что две
пластины 1 и 2 устанавливают на накладке 3, скрепляют пластины 1 и 2 с накладкой 3 болтами 4 и 5,
расположенными на одной оси, к пластинам 1 и 2 прикладывают усилие нагружения и определяют
величину смещения между ними. О деформации судят по отношению между величиной смещения
между пластинами 1 и 2 и приращением усилия нагружения, при этом величину смещения определяют
между пластинами 1 и 2 вдоль оси, на которой расположены болты 4 и 5 (Патент №1753341, опубл.
07.08. 1992 г.). На практике этого может и не быть, если болты, например, расположены несимметрично
по отношению к направлению действия продольной силы N, в силу чего часть контактных площадей
будет напряжена интенсивнее других. Поэтому сдвиг в них может произойти раньше, чем в менее
напряженных. В итоге, это может привести к более раннему разрушению всего соединения.
Наиболее близким техническим решением к заявляемому изобретению является способ определения
несущей способности фрикционного соединения с высокопрочными болтами (Рабер Л.М. Соединения
на высокопрочных болтах, Днепропетровск: Системные технологии, 2008 г., с.35-36). Сущность способа
заключается в определении усилия сдвига посредством образцов-свидетелей, который заключается в
том, что образцы изготавливают из стали, применяемых и собираемых конструкциях. Контактные
поверхности обрабатывают по технологии, принятой в проекте конструкций. Образец состоит из
основного элемента и двух накладок, скрепленных высокопрочным болтом с шайбами и гайкой.
Сдвигающие или растягивающие усилия испытательной машины определяют по показаниям прибора.
Затем определяют коэффициент трения, который сравнивают с нормативным значением и в
зависимости от величины отклонения осуществляют меры по повышению надежности работы
металлоконструкции, в основном, путем повышения коэффициента трения.
К недостаткам способа относится то, что отклонение усилий натяжения и возможные их изменения в
процессе нагружения образцов могут приводить к тем или иным неточностям в определении
коэффициента трения, т.к. коэффициент трения может меняться и по другим причинам как
климатического, так и эксплуатационного характера. Кроме того, неизвестно при каком коэффициенте
«k» определялось расчетное усилие натяжения болтов, поэтому фактическое усилие сдвига нельзя с
достаточной точностью коррелировать с усилием натяжения. Следует отметить, что в качестве
сдвигающего устройства применяются специальные средства (пресса, испытательные машины),
которых на объекте монтажа или сборки металлоконструкции может не быть, поэтому желательно
применить более точное и надежное устройство для определения усилия сдвига.
Технической задачей предполагаемого изобретения является разработка способа обеспечения несущей
способности фрикционного соединения с высокопрочными болтами, устраняющего недостатки,
присущие прототипу и позволяющие повысить надежность монтажа и эксплуатации
металлоконструкций с высокопрочными болтами.
Технический результат достигается за счет того, что в известный способ обеспечения несущей
способности фрикционного соединения с высокопрочными болтами, включающий приготовление
339
340.
образца-свидетеля, содержащего основной элемент металлоконструкции и накладку, контактирующиеповерхности которых предварительно обработаны по проектной технологии, соединяют их
высокопрочным болтом и гайкой при проектном значении усилия натяжения болта, устанавливают
устройство для определения усилия сдвига и постепенно увеличивают нагрузку на накладку до момента
ее сдвига, фиксируют усилие сдвига и затем сравнивают его с нормативной величиной показателя
сравнения, в зависимости от величины отклонения осуществляют необходимые действия, внесены
изменения, а именно:
- в качестве показателя сравнения используют расчетное усилие натяжения, высокопрочного болта,
полученное при заданном (проектном) значении величины k;
- в качестве устройства для определения усилия сдвига на образце-свидетеле используют устройство,
защищенное патентом РФ №88082 на полезную модель, обладающее рядом преимуществ и
обеспечивающее достоверность и точность измерения усилия сдвига.
В зависимости от отклонения отношения между усилием сдвига и усилием натяжения высокопрочного
болта от оптимального значения, для обеспечения надежности работы фрикционного соединения
металлоконструкции при монтаже ее изменяют натяжение болта и/или проводят дополнительную
обработку контактирующих поверхностей.
В качестве показателя сравнения выбрано усилие натяжения болта, т.к. в процессе проведенных
исследований установлено, что оптимальным отношением усилия сдвига к усилию натяжения болта
равно 0,56-0,60.
Учитывая то, что при проектировании предусмотрена возможность увеличения усилия закручивания
высокопрочных болтов на 10-20%, то это действие позволяет увеличить сопротивление сдвигу, если
отношение усилия сдвига к усилию натяжения болта отличается от оптимального в пределах 0,50-0,54.
Если же это отношение меньше 0,5, то кроме увеличения усилия натяжения высокопрочного болта
необходимо проведение дополнительной обработки контактирующих поверхностей, т.к. при
значительном увеличении момента закручивания можно сорвать резьбу, поэтому увеличивают
коэффициент трения. Если же величина отношения усилия сдвига к усилию натяжения более 0,60, это
означает, что усилие натяжения превышает нормативную величину, и для надежности
металлоконструкции натяжение можно ослабить, чтобы не сорвать резьбу.
Использование вышеуказанного устройства для определения усилия сдвига обусловлено тем, что оно
является переносным и обладает рядом преимуществ перед известными устройствами. Оно содержит
неподвижную и сдвигаемую детали, узел сжатия и узел сдвига, выполненный в виде рычага, имеющего
отверстие под нагрузочный болт, оснащенный силоизмерительным устройством, причем неподвижная
деталь выполнена из двух стоек, торцевые поверхности которых скреплены фигурной планкой, каждая
из стоек снабжена отверстиями под болтовое соединение для крепления к металлоконструкции, а также
отверстием для вала, на котором закреплен рычаг, с возможностью соединения его с фигурной планкой,
а между выступом рычага и сдвигаемой деталью металлоконструкции установлен
самоустанавливающийся сухарик, выполненный из закаленного материала. В качестве
силоизмерительного устройства используется динамометрический ключ с предварительно
оттарированной шкалой для фиксации момента затяжки.
Ниже приводится реализация предлагаемого способа обеспечения несущей способности
металлоконструкции на примере мостового пролета.
На чертеже приведена основная часть устройства и образец-свидетель.
340
341.
Устройство состоит: из корпуса 1, рычага 2, насаженного на вал 3, динамометричесого ключа 4,снабженного шкалой 5 и накидной головкой 6, болтовое соединение, состоящее из болта 7 и гайки 8,
плавающий сухарик 9, выполненный из закаленной стали, образец-свидетель состоит из металлической
накладки 10, пластины 11 обследуемой металлоконструкции, соединенные между собой
высокопрочным болтовым соединением 12, а также болтовое соединение 13, предназначенное для
крепление корпуса измерительного устройства к неподвижной металлической пластине 11.
Способ реализуется в следующей последовательности. Собирается образец-свидетель путем соединения
тестовой накладки 10 с пластиной металлоконструкции 11, если производится ремонт на обследуемом
объекте, причем контактирующая поверхность пластины обрабатывается дробепескоструйным
способом, чтобы обеспечить нормативный коэффициент трения f>0,55 или, если же осуществляется
заводская поставка перед монтажом, то берут две тестовых накладки, контактирующие поверхности
которых уже обработаны в заводских условиях. Соединение пластин 10, 11 осуществляют
высокопрочным болтом и гайкой с применением шайб. Усилие натяжения высокопрочного болта
должна соответствовать проектной величине. Расчетный момент закручивания определяют по формуле
2. Затем на неподвижную пластину 11 устанавливают устройство для определения усилия сдвига путем
закрепления корпуса 1, болтовым соединением 12 (болт, гайка, шайбы) таким образом, чтобы сухарик 9
соприкасался с накладкой 10 и рычагом 2, размещенным на валу 3. Далее, динамометрический ключ 4,
снабженный оттарированной шкалой 5, посредством сменной головки 6 надевается на болт 7.
Устройство готово к работе.
Вращением динамометрического ключа 4 осуществляют нагрузку на болт 7. Усилие натяжения болта
через рычаг 5 передается на сухарик 9, который воздействует на сдвигаемую деталь 10 (тестовая
пластина). Момент закручивания болта 7 фиксируется на шкале 5 динамометрического ключа 4. В
момент сдвига детали 10 фиксируют полученную величину. Это усилие и является усилием сдвига
(силой трения покоя). Сравнивают полученную величину момента сдвига (М сд) с расчетной величиной моментом закручивания болта (Мр). В зависимости от величины Мсд/Мз производят действия по
обеспечению надежности монтажа конкретной металлоконструкции, а именно:
- при отношении Мсд/Мз=0,54-0,60, т.е. соответствует или близко к оптимальному значению,
корректировку в технологию монтажа не вносят;
- при отношении Мсд/Мз=0,50-0,53, то при монтаже металлоконструкции увеличивают усилие
натяжения высокопрочного болтов примерно на 10-15%;
- при отношении Мсд/Мз<0,50 необходимо кроме увеличения усилия натяжения высокопрочных болтов
при монтаже металлоконструкции дополнительно обработать контактирующие поверхности
поставленных заводом деталей металлоконструкции дробепескоструйным методом.
При отношении Мсд/Мз>0,60, целесообразно уменьшить усилие натяжения болта, т.к. возможно
преждевременная порча резьбы из-за перегрузки.
Все эти действия позволят повысить надежность эксплуатации смонтированной металлоконструкции.
Преимуществом предложенного способа обеспечения несущей способности металлоконструкций
заключается в его универсальности, т.к. его можно использовать для любых болтовых соединений на
высокопрочных болтах независимо от сложности конструкции, диаметров крепежных болтов и методов
обработки соприкасающихся поверхностей, причем т.к. измерение усилия сдвига на обследуемой
конструкции и образце производятся устройством при сопоставимых условиях, оценка несущей
способности является наиболее достоверной.
341
342.
В настоящее время предлагаемый способ прошел испытания на нескольких строительных площадках ивыданы рекомендации к его применению в отрасли.
Формула изобретения
1. Способ обеспечения несущей способности фрикционного соединения металлоконструкций с
высокопрочными болтами, включающий приготовление образца-свидетеля, содержащего элемент
металлоконструкции и тестовую накладку, контактирующие поверхности которых предварительно
обработаны по проектной технологии, соединяют высокопрочным болтом и гайкой при проектном
значении усилия натяжения болта, устанавливают на элемент металлоконструкции устройство для
определения усилия сдвига и постепенно увеличивают нагрузку на накладку до момента ее сдвига,
фиксируют усилие сдвига и затем сравнивают его с нормативной величиной показателя сравнения,
далее, в зависимости от величины отклонения, осуществляют коррекцию технологии монтажа,
отличающийся тем, что в качестве показателя сравнения используют проектное значение усилия
натяжения высокопрочного болта, а определение усилия сдвига на образце-свидетеле осуществляют
устройством, содержащим неподвижную и сдвигаемую детали, узел сжатия и узел сдвига, выполненный
в виде рычага, установленного на валу с возможностью соединения его с неподвижной частью
устройства и имеющего отверстие под нагрузочный болт, а между выступом рычага и тестовой
накладкой помещают самоустанавливающийся сухарик, выполненный из закаленного материала.
2. Способ по п.1, отличающийся тем, что при отношении усилия сдвига к проектному усилию
натяжения высокопрочного болта в диапазоне 0,54-0,60 корректировку технологии монтажа не
производят, при отношении в диапазоне 0,50-0,53 при монтаже увеличивают натяжение болта, а при
отношении менее 0,50, кроме увеличения усилия натяжения, дополнительно проводят обработку
контактирующих поверхностей металлоконструкции.
2472981 РОССИЙСКАЯ ФЕДЕРАЦИЯ
(19)
RU
(11)
2 472 981
(13)
C1
(51) МПК
F16B 5/02 (2006.01)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ
(12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус: прекратил действие, но может быть восстановлен (последнее изменение статуса: 07.03.2017)
Пошлина:учтена за 5 год с 18.06.2015 по 17.06.2016
(72) Автор(ы):
(21)(22) Заявка: 2011125214/12, 17.06.2011
Андрейченко Игорь
Леонардович (RU),
(24) Дата начала отсчета срока действия патента:
Полатиди Людмила
17.06.2011
Борисовна (RU),
Бурцева Ирина Валерьевна
342
343.
Приоритет(ы):(22) Дата подачи заявки: 17.06.2011
(45) Опубликовано: 20.01.2013 Бюл. № 2
(56) Список документов, цитированных в отчете о поиске: SU 176199
A1, 15.09.1992. SU 1751463 A1, 30.07.1992. RU 2263828 C1,
10.11.2005. WO 2004/099632 A1, 18.11.2004. DE 202004012044 U1,
19.05.2005.
(RU),
Бугреева Светлана
Ильинична (RU),
Красинский Леонид
Григорьевич (RU),
Миллер Олег Григорьевич
(RU),
Шумягин Николай
Николаевич (RU)
(73) Патентообладатель(и):
Открытое акционерное
Адрес для переписки:
общество "Авиадвигатель"
614990, г.Пермь, ГСП, Комсомольский пр-кт, 93, ОАО
"Авиадвигатель", отдел защиты интеллектуальной собственности (RU)
(54) БОЛТОВОЕ СОЕДИНЕНИЕ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ
(57) Реферат:
Изобретение относится к области машиностроения и авиадвигателестроения и может быть использовано
для соединения вращающихся деталей ротора газотурбинного двигателя авиационного и наземного
применения. Болтовое соединение вращающихся деталей, объединенных в пакет, с расположенными по
окружности отверстиями, внутри которых на высоту пакета деталей установлены втулки с
размещенными в их центральных отверстиях стяжными болтами. Каждое отверстие выполнено
овальной формы и вытянуто в окружном направлении, а втулка - с овальным сечением, вытянутым в
окружном направлении. При этом b/a=1,36-1,5; с>(2,5-3)×b, где а - размер сечения втулки в радиальном
направлении; b - размер сечения втулки в окружном направлении; с - длина окружности между
центральными отверстиями соседних втулок. Обеспечивается повышение циклического ресурса и
надежности болтового соединения вращающихся деталей при высоких параметрах работы путем
разгрузки зон концентрации напряжений в указанных деталях. 1 з.п. ф-лы, 3 ил.
Изобретение относится к области машиностроения и авиадвигателестроения, может быть использовано
для соединения вращающихся деталей ротора газотурбинного двигателя авиационного и наземного
применения.
Известно болтовое соединение, включающее цилиндрическую разгрузочную втулку с круглым
сечением, которую используют для центровки и разгрузки болта, снижения напряжений среза в самом
болте и исключения сдвиговых деформаций в соединяемых деталях (Атлас. Детали машин. В.Н.Быков,
С.П.Фадеев, Издательство «Высшая школа», 1969 г., с.83, рис.3.4). При вращении деталей в районе
отверстий под болты возникают напряжения. Наличие концентратора напряжения, повышающего
уровень действующих напряжений в 3-4 раза, является основным недостатком такой конструкции,
снижающим циклическую долговечность и ресурс деталей.
В авиадвигателестроении широко применяется соединение деталей с помощью стяжных болтов.
Отверстия под болты, являющиеся концентраторами напряжений, могут быть расположены в полотне
дисков и на выносных фланцах деталей. Выносные фланцы применяют для удаления концентратора в
виде отверстия из полотна диска.
343
344.
Наличие концентратора напряжений - круглого отверстия под болт, которое повышает уровеньдействующих напряжений в 3-4 раза и снижает ресурс деталей, является основным недостатком такой
конструкции.
Практически эта проблема решается путем выполнения выкружек типа «короны» во фланцах, что
обеспечивает достаточную разгрузку отверстий. Эффективность подобной доработки деталей
подтверждена испытаниями и широко используется, например, во фланцах под балансировочные
грузики лабиринтов диска 13-ой ступени ротора компрессора высокого давления (КВД) двигателей ПС90А, ПС-90А2 (А.А.Иноземцев, М.А.Нихамкин, В.Л.Сандрацкий. Основы конструирования
авиационных двигателей и энергетических установок, том 4,стр.109).
Наиболее близким к заявляемой конструкции соединения является узел соединения, включающий пакет
деталей, цилиндрическую втулку и болт с гайкой. В деталях выполнены круглые отверстия (Патент РФ
№2263828, F16B 5/02, 2005 г.).
Недостатком известного узла является круглая форма отверстий под втулку, вызывающая повышенные
напряжения в болте и в соединяемых деталях, снижающие циклический ресурс и надежность болтового
соединения при вращении деталей.
Техническая задача, решаемая изобретением, заключается в повышении циклического ресурса и
надежности болтового соединения вращающихся деталей при высоких параметрах работы путем
разгрузки зон концентрации напряжений в указанных деталях.
Сущность изобретения заключается в том, что в болтовом соединении вращающихся деталей,
объединенных в пакет, с расположенными по окружности отверстиями, внутри которых на высоту
пакета деталей установлены втулки с размещенными в их центральных отверстиях стяжными болтами,
согласно п.1 формулы изобретения, каждое отверстие выполнено овальной формы и вытянуто в
окружном направлении, а втулка - с овальным сечением, вытянутым в окружном направлении, при этом
b/а=1,36-1,5; c>(2,5-3)×b,
где а - размер сечения втулки в радиальном направлении;
b - размер сечения втулки в окружном направлении;
с - длина окружности между центральными отверстиями соседних втулок.
Кроме того по п.2 формулы для обеспечения изолированности полостей ступеней компрессора и
сохранения необходимой площади контакта между деталями и болтом необходимо соблюдать
следующее соотношение:
(a-d)/2>1,4 мм,
где d - диаметр отверстия втулки под болт.
Конфигурация втулки и размеры отверстия под нее выбраны на оснований анализа геометрии дисков и
расчетов напряженно-деформированного состояния.
Было обнаружено, что выполнение отверстий овальной формы, вытянутых в окружном направлении, и
выполнение втулки с соответствующим овальным при соотношениях:
344
345.
b/a=1,36-1,5; c>(2,5-3)×b,позволяет эффективно разгружать зоны концентрации напряжений и повышать расчетные значения
циклического ресурса деталей, оцененного по условной кривой малоцикловой усталости для дисковых
сплавов (Технический отчет №12045, М., ЦИАМ, 1993. Развитие методики управления ресурсами
авиационного ГТД с целью повышения прочностной надежности, увеличения ресурсов и сокращения
затрат при ресурсных испытаниях (применительно к двигателю ПС-90А и его модификациям)).
Втулки с овальным сечением выполняют в заявляемой конструкции следующие функции:
- обеспечивают фиксацию деталей относительно друг друга;
- сохраняют необходимую площадь контакта между фланцами и стандартным болтом круглой формы;
- обеспечивают изолированность полостей секций (ступеней) компрессора.
Кроме того, применение втулок заявляемой конструкции упрощает процесс сборки деталей
компрессора, а при изготовлении втулок из легкого и прочного материала - позволяет снижать массу
фланцев дисков и всего ротора в целом.
Анализ результатов расчетов показывает, что заявляемое болтовое соединение имеет перспективу
использования в современных двигателях последнего поколения.
В случае если b/а<1,36, форма отверстия стремится к окружности, возрастает уровень окружных
напряжений в отверстиях соединяемых деталей, следовательно, снижается циклическая долговечность.
В случае если b/а>1,5, отверстие больше вытянуто в окружном направлении, при этом уменьшается
площадь цилиндрического сечения сопрягаемых деталей, что повышает риск потери несущей
способности, возрастает уровень радиальных напряжений и снижается циклическая долговечность.
В случае если с≤2,5b, расстояние между центрами отверстий уменьшается, пропорционально
уменьшается и площадь цилиндрического сечения соединяемых деталей, что повышает риск потери
несущей способности.
Соотношение с>3b приводит к тому, что расстояние между центрами отверстий увеличено, линии
действий окружных напряжений при этом выравниваются, а эффект снижения концентраций
напряжений уменьшается.
Кроме того, по п.2 формулы изобретения, для сохранения необходимой площади контакта между
деталями и болтом, а также из технологических соображений необходимо соблюдать следующее
соотношение: (a-d)/2>1,4 мм. В противном случае возникают технологические сложности с
изготовлением втулки, т.к. толщина стенки втулки слишком мала. Кроме того, в тонкой стенке втулки
возникают недопустимо высокие напряжения.
Таким образом, при высоких параметрах работы использование данной конструкции болтового
соединения дает возможность не только выравнивать напряжения по толщине пакета деталей и в
болтах, но и значительно снижать уровень действующих напряжений в соединяемых деталях, повышая
их ресурс.
345
346.
На фиг.1 представлено сечение пакета соединяемых деталей с втулкой, имеющей овальное сечение, нафиг.2 - разрез А-А на фиг.1. На фиг.3 показано болтовое соединение в сборке деталей ротора КВД в
аксонометрии.
Болтовое соединение включает пакет вращающихся деталей газотурбинного двигателя (ГТД), например,
фланца 1 диска первой ступени (КВД), фланца 2 вала КВД и диска 3 второй ступени КВД. В деталях 1,
2, 3 выполнены овальные отверстия 4, вытянутые в окружном направлении под втулку 5 с таким же
овальным сечением и размерами а и b в радиальном и окружном направлениях, соответственно. В
отверстии 4 втулка 5 размещена на всю толщину пакета деталей 1, 2, 3. Во втулке 5 имеется круглое
центральное отверстие 6 диаметром d под стандартный стяжной болт 7 круглого сечения. Диаметр
головки болта 7 и наружный диаметр гайки 8 перекрывают при сборке радиальный размер а втулки 5
при соблюдении условия
(a-d)/2>1,4 мм.
Втулка 5 обеспечивает изолированность полостей ступеней компрессора, сохраняет необходимую
площадь контакта между фланцами и стяжным болтом 7.
Отверстия 6 расположены равномерно по всей длине окружности соединяемых деталей 1, 2, 3, при этом
длина окружности С между ними зависит от размера сечения b втулки 5 в окружном направлении.
Болтовое соединение собирают следующим образом.
В овальное отверстие 4 пакета вращающихся деталей 1, 2, 3 вставляют втулку 5, в которой размещают
стандартный болт 7 и закрепляют гайкой 8. В процессе работы КВД концентрация напряжений в зоне
отверстий 4 в полотне и во фланцах 1, дисков будут минимальной, что позволяет работать при высоких
заданных параметрах двигателя, повышая циклический ресурс и надежность болтового соединения.
Формула изобретения
1. Болтовое соединение вращающихся деталей, объединенных в пакет, с расположенными по
окружности отверстиями, внутри которых на высоту пакета деталей установлены втулки с
размещенными в их центральных отверстиях стяжными болтами, отличающееся тем, что каждое
отверстие выполнено овальной формы и вытянуто в окружном направлении, а втулка - с овальным
сечением, вытянутым в окружном направлении, при этом b/a=1,36-1,5; c>(2,5-3)·b,
где а - размер сечения втулки в радиальном направлении;
b - размер сечения втулки в окружном направлении;
с - длина окружности между центральными отверстиями соседних втулок.
2. Болтовое соединение вращающихся деталей по п.1, отличающееся тем, что (a-d)/2>1,4 мм, где d диаметр отверстия втулки под болт.
346
347.
2249557 РОССИЙСКАЯ ФЕДЕРАЦИЯ(19)
RU
(11)
2 249 557
(13)
C2
(51) МПК
B66C 7/00 (2000.01)
ФЕДЕРАЛЬНАЯ СЛУЖБА
ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ,
ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ
(12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Статус:не действует (последнее изменение статуса: 27.03.2008)
(21)(22) Заявка: 2003107392/11, 17.03.2003
(24) Дата начала отсчета срока действия патента:
17.03.2003
(72) Автор(ы):
Нежданов К.К. (RU),
Туманов В.А. (RU),
Нежданов А.К. (RU),
Кузьмишкин А.А. (RU)
(43) Дата публикации заявки: 10.09.2004 Бюл. № 25
(73) Патентообладатель(и):
Туманов Антон
Вячеславович (RU)
(45) Опубликовано: 10.04.2005 Бюл. № 10
347
348.
(56) Список документов, цитированных в отчете о поиске: RU 2192383C1, 10.11.2002. SU 1735470 A1, 23.05.1992. ЕР 0194615 A1, 18.09.1986.
Адрес для переписки:
440047, г.Пенза 47, ул. Минская, 13, кв.56, А.В. Туманову
(54) УЗЕЛ УПРУГОГО СОЕДИНЕНИЯ ТРЕХГЛАВОГО РЕЛЬСА С ПОДКРАНОВОЙ БАЛКОЙ
(57) Реферат:
Изобретение относится к подкрановым конструкциям с интенсивным тяжелым режимом работы кранов.
Согласно изобретению узел снабжен размещенной под рельсом и опирающейся на верхний пояс
подкрановой балки демпфирующей подрельсовой прокладкой. Эта подкладка выполнена из пружинной
стали с продольными, имеющими плавные закругления гофрами и непрерывной по всей длине рельса.
Ширина упомянутой прокладки на 5-10% меньше ширины верхнего пояса подкрановой балки. Сквозь
подошву рельса снаружи верхнего пояса подкрановой балки и сквозь поддерживающие верхний пояс
упомянутой балки полки швеллеров пропущены болты, снабженные тарельчатыми пружинными
шайбами. Изобретение обеспечивает повышение долговечности рельсовой конструкции. 1 ил.
Изобретение относится к транспортным конструкциям, преимущественно к подкрановым конструкциям
с интенсивным тяжелым режимом работы кранов (8К, 7К).
Известны технические решения, разработанные В.Ф.Сабуровым [1]. Под рельс укладывается
резинометаллическая прокладка, являющаяся податливым слоем, уменьшающим максимумы локальных
напряжений σу, приводящих к появлению усталостных трещин в подрельсовой зоне подкрановой балки.
Резинометаллическая прокладка значительно снижает локальные напряжения σ у и, соответственно,
повышает долговечность подкрановой балки.
Недостаток резинометаллической прокладки - ее долговечность ниже, чем долговечность кранового
рельса, и поэтому ее приходится менять чаще, чем рельс.
Для устранения этого недостатка должна быть разработана демпфирующая подрельсовая прокладка,
обладающая такой же податливостью, как резинометаллическая, но обладающая большей
долговечностью. Известен также трехглавый рельс, четко фиксирующийся на подкрановой балке [2].
348
349.
За аналог примем патент России RU №2192383 С1 [3]. В этом аналоге применен трехглавый рельс.Тормозная балка симметрична и помещена ниже боковых глав рельса для обеспечения свободного
прохода направляющих роликов крана. Симметрия тормозной балки исключает косой изгиб
подкрановой конструкции и позволяет достичь наибольшего снижения материалоемкости.
Технический результат изобретения - повышение долговечности подкрановых балок и рельсов и
удобство эксплуатации конструкции.
Технический результат реализован тем, что в узле упругого соединения трехглавого рельса с
подкрановой балкой и тормозной балкой между рельсом и подкрановой балкой размещена
демпфирующая подрельсовая прокладка.
Отличие в том, что узел снабжен размещенной под рельсом и опирающейся на верхний пояс
подкрановой балки демпфирующей подрельсовой прокладкой, выполненной из пружинной стали с
продольными, имеющими плавные закругления гофрами и непрерывной по всей длине рельса, причем
ширина упомянутой прокладки на 5...10% меньше ширины верхнего пояса подкрановой балки.
При этом сквозь подошву рельса снаружи верхнего пояса подкрановой балки и сквозь поддерживающие
верхний пояс упомянутой балки полки швеллеров пропущены болты, снабженные тарельчатыми
пружинными шайбами.
На чертеже показан узел упругого соединения трехглавого рельса с подкрановой и симметричной
тормозной балкой. Тормозная балка находится ниже боковых глав рельсов на расстоянии,
обеспечивающем свободный проход направляющих роликов крана.
Узел содержит трехглавый крановый рельс 1 с центральной главой, по которой катятся основные
безребордные колеса 2 мостового крана и передают вертикальные силовые импульсы Р. Направляющие
ролики 3 крана фиксируют основные колеса 2 на трехглавом рельсе 1, катятся по боковым главам рельса
и передают на них горизонтальные силовые импульсы Т.
У направляющих роликов 3 имеются аварийные удерживающие гребни снизу.
Под рельсом 1 помещена демпфирующая подрельсовая прокладка 4 из пружинной стали, с
продольными гофрами (5...10 шт.) одинаковой высоты с плавными закруглениями.
Демпфирующая подрельсовая прокладка 4 опирается на верхний пояс 5 двутавровой прокатной балки.
Швеллеры 6 соединяют верхний пояс 5 с симметричной тормозной балкой 7. Тормозная балка 7 может
быть и не симметричной. Швеллеры 6 и тормозная балка 7 также соединены друг с другом посредством
болтов 8, затянутых с гарантируемым натягом. Симметричные элементы тормозной балки 7 также
соединены друг с другом через стенку двутавровой прокатной подкрановой балки посредством болтов 8
с гарантируемым натягом. Болты 9 проходят сквозь подошву трехглавого рельса 1 и полку швеллера 6.
Болты 9 снабжены пружинными тарельчатыми шайбами 10, выполненными из пружинной стали. Кроме
этого, в зазоре между боковой гранью верхнего пояса 5 и гранью боковой главы рельса имеется шайба,
передающая давление с боковой главы рельса на верхний пояс 5, а между нижней гранью боковой главы
рельса и швеллером 6 имеется зазор.
Работа упругого узла соединения трехглавого рельса с подкрановой балкой.
При действии вертикальных силовых импульсов Р от катящихся безребордных колес крана 2 рельс 1
упруго оседает под каждым из колес 2, сдавливая демпфирующую подрельсовую прокладку 4. Высота
каждого из гофров уменьшается, ширина ее увеличивается. В зоне контакта с поверхностью подошвы
рельса 2 и верхнего пояса 5 возникают распорные силы, гасящиеся за счет сил трения. Напряжение в
349
350.
тарельчатых пружинах несколько ослабевает (на 10...15%). Локальное взаимодействие междутрехглавым рельсом 2 и верхним поясом 5 подкрановой балки распределяется на большую длину и тем
самым локальные суммарные напряжения Σσу значительно снижаются и этим выносливость
повышается. При уходе колеса крана демпфирующая подрельсовая прокладка 4 упруго возвращается в
исходное положение.
При действии же горизонтального силового импульса Т от одного из направляющих роликов 3
горизонтальные усилия передаются за счет сил трения. Если же силы трения будут превышены, то в
работу вступает внутренняя поверхность боковой главы рельса через шайбу с продольной торцевой
кромкой верхнего пояса 5. Далее в работу на изгиб включается симметричная тормозная балка 7,
опирающаяся в горизонтальной плоскости на колонны каркаса цеха.
Сопоставление с аналогами показывает следующие существенные отличия:
1. Между подошвой трехглавого рельса и верхним поясом подкрановой балки по всей длине рельса
размещена демпфирующая подрельсовая прокладка с продольными гофрами (5...10 штук) одинаковой
высоты.
2. Упругая податливость демпфирующей подрельсовой прокладки регулируется прочностью пружинной
стали, толщиной листа, высотой продольных гофров, числом гофров.
3. Под болтами, соединяющими рельс с подкрановой балкой, применены упругие тарельчатые шайбы,
выполненные пружинными стальными.
4. В отличие от рези неметаллической прокладки, свойства которой ухудшаются со временем, из-за
старения резины, свойства демпфирующей подрельсовой прокладки остаются неизменными во времени,
а долговечность их такая же, как у рельса.
Экономический эффект достигнут из-за повышения долговечности демпфирующей подрельсовой
прокладки, так как в ней отсутствует быстро изнашивающаяся и стареющая резина. Экономический
эффект достигнут также из-за удобства обслуживания узла при эксплуатации.
Литература
1. Сабуров В.Ф. Закономерности усталостных повреждений и разработка методов расчетной оценки
долговечности подкрановых путей производственных зданий. Автореферат диссертации докт. техн.
наук. - ЮУрГУ, Челябинск, 2002. - 40 с.
2. Подкрановые конструкции. Патент 2067075. Россия МКИ В 66 С 7/00, 18.10.93. Бюл.№27, 1997.
3. Нежданов К.К., Туманов В.А., Нежданов А.К., Карев М.А. Патент России. RU №2192383 С1 (Заявка
№2000 119289/28 (020257), Подкрановая транспортная конструкция. Опубликован 10.11.2002.
Формула изобретения
Узел упругого соединения трехглавого рельса с подкрановой и тормозной балками, отличающийся тем,
что узел снабжен размещенной под рельсом и опирающейся на верхний пояс подкрановой балки
демпфирующей подрельсовой прокладкой, выполненной из пружинной стали с продольными,
имеющими плавные закругления гофрами и непрерывной по всей длине рельса, причем ширина
упомянутой прокладки на 5-10% меньше ширины верхнего пояса подкрановой балки, при этом сквозь
подошву рельса снаружи верхнего пояса подкрановой балки и сквозь поддерживающие верхний пояс
350
351.
упомянутой балки полки швеллеров пропущены болты, снабженные тарельчатыми пружиннымишайбами.
Перечень типовых альбомов переданных заказчиком для разработки
типоавых деталей ,узлов и изделий АФФПС для альбома антивибрационных
фланцевых фрикционно подвижных соединений кранов шаровых
трубопроводов
5.903-13_1 = Изделия и детали трубопроводов для тепловых сетей - Детали
(часть 1) @!.djvu
?
3.015-1,82_3 = Униф. отд. стоящ, опоры под тех. трубопроводы - Ст.
конструкции - KM #.djvu
?
7.903.9-2_1 = Тепловая изоляция трубопроводов с положительными
температурами #!!.djvu
?
3.900-9_0 = Опорные конст. и креп. ст. трубопроводов вн. сантех. систем Тех. хар-ки #!.djvu
?
4.903-14 Типовые детали крепления технологических трубопроводов для
котельных установок...._Дация^уи
4.903-14 Типовые детали крепления технологических трубопроводов для
котельных установок...._Дация^уи
3.015-16.94 в.З = Эстакады одноярусные под технологические трубо про воды
.djvu
351
352.
?3.015-16.94 в.З = Эстакады одноярусные под технологические трубо про воды
.djvu
3.901.2-16 Конструкции напорных трубопроводов водоснабжения и
канализации из чугунных..._Документация^уи
?
3.901.2-16 Конструкции напорных трубопроводов водоснабжения и
канализации из чугунных..._Документация^уи
?
4.903-1 Овып.6=Опоры скользящие (Т14.00) предназначены для крепл. ст.
технолог, трубопроводов разл. назнач. с на
?
4.903-1 Овып.6=Опоры скользящие (Т14.00) предназначены для крепл. ст.
технолог, трубопроводов разл. назнач. с на
?
3.015-1.92 вып.З = Унифицированные отдельно стоящие опоры под
технологические трубо про воды .djvu
?
3.015-1.92 вып.З = Унифицированные отдельно стоящие опоры под
технологические трубо про воды .djvu
?
3.015-1.92 униф отдельно стоие опоры под технологические
трубопроводы.djvu
?
3.015-1.92 униф отдельно стоие опоры под технологические
трубопроводы.djvu
352
353.
?7.904.9-2.v2 = Тепловая изоляция трубопроводов с положительными
температурами.djvu
?
3.016.1-11 вып.0-2 Эстакады железобетонные комбинированные под
технологические трубопроводы и кабели.djvu
?
3.016.1-11 вып.0-2 Эстакады железобетонные комбинированные под
технологические трубопроводы и кабели.djvu
5.900-7.v1 = Опорные конст. и средства крепления стальн. трубопроводов
внутренних санитарно-технических систем
?4.900-9 Узлы и детали трубопроводов из пластмассовых труб для систем
водоснабжения и..._Документация^уи
?
4.900-9 Узлы и детали трубопроводов из пластмассовых труб для систем
водоснабжения и..._Документация^уи
?
4.900-9 Узлы и детали трубопроводов из пластмассовых труб для систем
водоснабжения и..._Документация^уи
?
313.ТС-008.000 = Типовые решения прокладки трубопроводов тепловых сетей
в изоляции из пенополиуритана диг
?
313.ТС-008.000 = Типовые решения прокладки трубопроводов тепловых сетей
в изоляции из пенополиуритана диг
353
354.
?3.015-3 в. I = униф двухъярусные эстакады под технологические
Tpy60np0B0flbi.djvu
?
3.015-3 в. I = униф двухъярусные эстакады под технологические
Tpy60np0B0flbi.djvu
?
3.015-3 в. I = униф двухъярусные эстакады под технологические
Tpy60np0B0flbi.djvu
?
3.900.9-13 Опоры и переходы надземной прокладки трубопроводов для
водоснабжения и канализации..._Докуция^у
3.900.9-13 Опоры и переходы надземной прокладки трубопроводов для
водоснабжения и канализации..._Докуция^у
?
3.900.9-13 Опоры и переходы надземной прокладки трубопроводов для
водоснабжения и канализации..._Докуция^у
?
4.904-66 Прокладка трубопроводов водяных тепловых сетей в непроходных
каналах. Выпуск 1..._Документация^уи
?
4.904-66 Прокладка трубопроводов водяных тепловых сетей в непроходных
каналах. Выпуск 1..._Документация^уи
?
4.904-66 Прокладка трубопроводов водяных тепловых сетей в непроходных
каналах. Выпуск 1..._Документация^уи
354
355.
?5.904-52 вып.О Трубопроводная обвязка воздухонагревателей центральных
кондиционеров.djvu
?
3.016.1-11 Эстакады железобетонные комбинированные под технологические
трубопроводы и кабели.сууи
?
3.016.1-11 Эстакады железобетонные комбинированные под технологические
трубопроводы и кабели.сууи
?
3.016.1-11 Эстакады железобетонные комбинированные под технологические
трубопроводы и кабели.сууи
?
3.900-9 Вып. 0 Крепление трубопроводов коммуникаций.сууи
?
3.900-9 Вып. 0 Крепление трубопроводов коммуникаций.сууи
?
3.900-9 Вып. 0 Крепление трубопроводов коммуникаций.сууи
?
4.903-10 вып.5 = Опоры трубопроводов неподвижные.сууи
4.903-10 вып.5 = Опоры трубопроводов неподвижные.сууи
?
4.903-10 вып.5 = Опоры трубопроводов неподвижные.сууи
355
356.
?4.402-9_4 = Нефтезаводы - Молниезащита и стат. эл-во тех. аппаратов и
трубопроводов #.djvu
?
4.402-9_4 = Нефтезаводы - Молниезащита и стат. эл-во тех. аппаратов и
трубопроводов #.djvu
?
4.402-9_4 = Нефтезаводы - Молниезащита и стат. эл-во тех. аппаратов и
трубопроводов #.djvu
?
7.903.9-3.v1-1 = Конструкция тепловой изоляции трубопроводов надземной и
подземной канальной прокладки во,
?
5.908-1 Типовые узлы крепления трубопроводов установок автоматического
пожаротушения _Докумеия^уи
?
5.908-1 Типовые узлы крепления трубопроводов установок автоматического
пожаротушения _Докумеия^уи
?
5.908-1 Типовые узлы крепления трубопроводов установок автоматического
пожаротушения _Докумеия^уи
?
3.900.9-13 Опоры и переходы надземной прокладки трубопроводов для
водоснабжения и канализации..._Документа
356
357.
3.900.9-13 Опоры и переходы надземной прокладки трубопроводов дляводоснабжения и канализации..._Документа
?
3.900.9-13 Опоры и переходы надземной прокладки трубопроводов для
водоснабжения и канализации..._Документа
?
3.015-16.94 вО = Эстакады одноярусные под технологические трубо про воды
.djvu
?
3.015-16.94 вО = Эстакады одноярусные под технологические трубо про воды
.djvu
?
3.015-16.94 вО = Эстакады одноярусные под технологические трубо про воды
.djvu
?
3.015-1 b.II-3 = униф отдельно стоящие опоры под технологические
Tpy60np0B0flbi.djvu
?
3.015-1 B.II-3 = униф отдельно стоящие опоры под технологические
Tpy60np0B0flbi.djvu
?
3.015-1 B.II-3 = униф отдельно стоящие опоры под технологические
Tpy60np0B0flbi.djvu
?
3.015-1 B.I = униф отдельно стоящие опоры под технологические
трубопроводы.djvu
357
358.
?3.015-1 B.I = униф отдельно стоящие опоры под технологические
трубопроводы.djvu
?
3.015-1 B.I = униф отдельно стоящие опоры под технологические
трубопроводы.djvu
?
7.906.9-2.v1-2 = Тепловая изоляция трубопроводов с положительными
температурами.djvu
?
4.904-69 = Детали крепления сантех. приборов и трубопроводов #.djvu
?
4.904-69 = Детали крепления сантех. приборов и трубопроводов #.djvu
?
4.904-69 = Детали крепления сантех. приборов и трубопроводов #.djvu
?
3.900.9-13 Опоры и переходы надземной прокладки трубопроводов для
водоснабжения и канализации..._Докумен5'
?
3.900.9-13 Опоры и переходы надземной прокладки трубопроводов для
водоснабжения и канализации..._Докумен5'
?
3.900.9-13 Опоры и переходы надземной прокладки трубопроводов для
водоснабжения и канализации..._Докумен5'
?
358
359.
4.903-1 Овып.4=Опоры скользящие (Т14.00) предназначены для крепл. ст.технолог, трубопроводов разл. назнач. с на
?
4.903-1 Овып.4=Опоры скользящие (Т14.00) предназначены для крепл. ст.
технолог, трубопроводов разл. назнач. с на
?
4.903-1 Овып.4=Опоры скользящие (Т14.00) предназначены для крепл. ст.
технолог, трубопроводов разл. назнач. с на
5.900-7.V2 = Опорные конст. и средства крепления стальн. трубопроводов
внутренних санитарно-технических систем
?
3.001.1-3 = Упоры для наружных напорных трубопроводов водопровода и
канализации.djvu
?
3.001.1-3 = Упоры для наружных напорных трубопроводов водопровода и
канализации.djvu
?
4.903-14 Типовые детали крепления технологических трубопроводов для
котельных установок...._Документация^уи
?
4.903-14 Типовые детали крепления технологических трубопроводов для
котельных установок...._Документация^уи
?
3.900-9_0 = Опорные конст. и креп. ст. трубопроводов вн. сантех. систем Тех. хар-ки #!.djvu
359
360.
?3.900-9_0 = Опорные конст. и креп. ст. трубопроводов вн. сантех. систем Тех. хар-ки #!.djvu
?
3.015.2-15 вып.1 Эстакады металлические комбинированные под
технологические Tpy60np0B0flbi.djvu
?
3.015.2-15 вып.1 Эстакады металлические комбинированные под
технологические Tpy60np0B0flbi.djvu
?
5.900-7.v4 = Опорные конст. и средства крепления стальн. трубопроводов
внутренних санитарно-технических систем
5.903-13.вып.8-95=Изделия и детали трубопроводов для тепловых ceTe^djvu
5.904-52 вып.2 Трубопроводная обвязка воздухонагревателей центральных
кондиционеров.djvu
?
3.015-1 B.II-2 = униф отдельно стоящие опоры под технологические
Tpy60np0B0flbi.djvu
?
3.015-1 B.II-2 = униф отдельно стоящие опоры под технологические
Tpy60np0B0flbi.djvu
?
3.003.1-187 вып.0 = Сборные железобетонные цельноформованные колодцы
для подземных Tpy60np0B0fl0B.djvu
360
361.
?3.003.1-187 вып.0 = Сборные железобетонные цельноформованные колодцы
для подземных Tpy60np0B0fl0B.djvu
?
3.015-3 в.11-1 = униф двухъярусные эстакады под технологические
трубопроводы.djvu
?
3.015-3 в.11-1 = униф двухъярусные эстакады под технологические
трубопроводы.djvu
?
3.015-2_92 в.Ill = униф одноярусные эстакады под технологические
трубопроводы .djvu
?
3.015-2_92 в.Ill = униф одноярусные эстакады под технологические
трубопроводы .djvu
?
3.015-3-92 вып.З = Унифицированные двухъярусные эстакады под
технологические Tpy60np0B0flbi.djvu
?
3.015-3-92 вып.З = Унифицированные двухъярусные эстакады под
технологические Tpy60np0B0flbi.djvu
?
3.015.1-18.95 вып.О = Опоры компенсаторов технологических
трубопроводов.djvu
?
361
362.
3.015.1-18.95 вып.О = Опоры компенсаторов технологическихтрубопроводов.djvu
?
3.015.1-18.95 вып.О = Опоры компенсаторов технологических
трубопроводов.djvu
?
5.903-13 вып.2 Изделия и детали трубопроводов для тепловых сетей.djvu
?
3.903-11 = Тепловая изоляция криволин. и фасон, уч. трубопроводов и узлов
o6opya.djvu
?
3.903-11 = Тепловая изоляция криволин. и фасон, уч. трубопроводов и узлов
o6opya.djvu
?
3.903-11 = Тепловая изоляция криволин. и фасон, уч. трубопроводов и узлов
o6opya.djvu
?
4.900-9 вып.1 = Узлы и детали трубопроводов из пластмассовых труб для
систем водоснабжения и канализации^уи
?
4.900-9 вып.1 = Узлы и детали трубопроводов из пластмассовых труб для
систем водоснабжения и канализации^уи
4.900-9 вып.1 = Узлы и детали трубопроводов из пластмассовых труб для
систем водоснабжения и канализации^уи
?
362
363.
7.903.9-3.v0 = Конструкция тепловой изоляции трубопроводов надземной иподземной канальной прокладки водя
?
3.015-192 Унифицированные отдельно стоящие опоры под технологические
трубопроводы. Выпуск.._Документация.с
?
3.015-192 Унифицированные отдельно стоящие опоры под технологические
трубопроводы. Выпуск.._Документация.с
?
3.016.1-11 вып.1 Эстакады железобетонные комбинированные под
технологические трубопроводы и кабели.djvu
?
3.016.1-11 вып.1 Эстакады железобетонные комбинированные под
технологические трубопроводы и кабели.djvu
?
3.015-16.94 в2 = Эстакады одноярусные под технологические трубо про воды
.djvu
?
3.015-16.94 в2 = Эстакады одноярусные под технологические трубо про воды
.djvu
?
5.903-21 вып.1 = Узлы обвязки регулирующих клапанов на трубопроводах
тепло- и холодоснабжения воздухонагре!
?
3.015-1 ;82_3 = Униф. отд. стоящ, опоры под тех. трубопроводы - Ст. конст. KM #.djvu
363
364.
3.015-1 ;82_3 = Униф. отд. стоящ, опоры под тех. трубопроводы - Ст. конст. KM #.djvu?4.904-66 Прокладка трубопроводов водяных тепловых сетей в непроходных
каналах. Выпуск 2..._Докумен2тация^уи
4.904-66 Прокладка трубопроводов водяных тепловых сетей в непроходных
каналах. Выпуск 2..._Докумен2тация^уи
?
Б5.000-2.1_крепление_трубопроводов^уи
?
3.901.2-16_0 = Констр. напор, трубопроводов водосн. и канал, из чугунных
труб - МП #!.djvu
?
3.901.2-16_0 = Констр. напор, трубопроводов водосн. и канал, из чугунных
труб - МП #!.djvu
?
7.904.9-2.v1 = Тепловая изоляция трубопроводов с положительными
температурами.djvu
?
3.015-3.92 вО = = униф двухъярусные эстакады под технологические трубо
про воды .djvu
?
3.015-3.92 вО = = униф двухъярусные эстакады под технологические трубо
про воды .djvu
?
364
365.
3.015-16.94 вЗ = Эстакады одноярусные под технологические трубо про воды.djvu
?
3.015-16.94 вЗ = Эстакады одноярусные под технологические трубо про воды
.djvu
?
5.900-7.v3 = Опорные конст. и средства крепления стальн. трубопроводов
внутренних санитарно-технических систем
?
4.903-14 Типовые детали крепления технологических трубопроводов для
котельных установок..._Докуция.сууи
?
4.903-14 Типовые детали крепления технологических трубопроводов для
котельных установок..._Докуция.сууи
?
3.015.2-15 вып.4 Эстакады металлические комбинированные под
технологические трубопроводы и кабели...._Докуме
?
3.015.2-15 вып.4 Эстакады металлические комбинированные под
технологические трубопроводы и кабели...._Докуме
?
5.903- 13 вып.1 = Изделия и детали трубопроводов для тепловых сетей Детали (часть 1) @!.djvu
?
4.903-14 Типовые детали крепления технологических трубопроводов для
котельных установок...._ция^уи
365
366.
?4.903-14 Типовые детали крепления технологических трубопроводов для
котельных установок...._ция^уи
?
901-09-9.87 А1 = Переходы трубопроводами водопровода и канализации под
железнодорожными путями на стан
?
5.903-13.вып.7-95=Изделия и детали трубопроводов для тепловых ceTe^djvu
5.900-7.v0 = Опорные конст. и средства крепления стальн. трубопроводов
внутренних санитарно-технических систем
5.904- 52 вып.З Трубопроводная обвязка воздухонагревателей центральных
кондиционеров.djvu
?
7.402-5 Узлы и детали электрохимической защиты подземных трубопроводов
от коррозии. Выпуск l.djvu
?
3.015-7 Стальные опоры для трубопроводов технологических
ycraHOBOK.djvu
?
3.015-7 Стальные опоры для трубопроводов технологических
ycraHOBOK.djvu
?
3.015-1_92 в.0= Унифицированные отдельно стоящие опоры под
технологические Tpy60np0B0flbi.djvu
366
367.
?3.015-1_92 в.0= Унифицированные отдельно стоящие опоры под
технологические Tpy60np0B0flbi.djvu
?
3.008.9-6;86_0 = Подземные безнапорные трубопроводы - МП.djvu
?
3.008.9-6;86_0 = Подземные безнапорные трубопроводы - МП.djvu
5.904-52 вып.1 Трубопроводная обвязка воздухонагревателей центральных
кондиционеров.djvu
3.015.2-15 вып.З Эстакады металлические комбинированные под
технологические Tpy60np0B0flbi.djvu
?
3.015.2-15 вып.З Эстакады металлические комбинированные под
технологические трубопроводы^уи
3.016.1-11 вып.2 = Эстакады железобетонные комбинированные под
технологические трубопроводы и кабели.djvu
?
3.016.1-11 вып.2 = Эстакады железобетонные комбинированные под
технологические трубопроводы и кабели.djvu
?
7.402-5 Узлы и детали электрохимической защиты подземных трубопроводов
от коррозии. Выпуск 2.djvu
367
368.
?3.015-3.92 в2-1 = униф двухъярусные эстакады под технологические
трубопроводы.djvu
?
3.015-3.92 в2-1 = униф двухъярусные эстакады под технологические
трубопроводы.djvu
?
5.903-21 вып.0= Узлы обвязки регулирующих клапанов на трубопроводах
тепло- и холодоснабжения воздухонагре!
?
7.906.9-2.V1-1 = Тепловая изоляция трубопроводов с положительными
температурами.djvu
?
7.903.9-2_1 = Тепловая изоляция трубопроводов с положительными
температурами #!!.djvu
?
3.015-2, в.И-50дноярусные эстакада под техн трубопроводы.djvu
?
3.015-2, в.И-50дноярусные эстакада под техн трубопроводы.djvu
?
3.015.2-15 вып.2 Эстакады металлические комбинированные под
технологические Tpy60np0B0flbi.djvu
?
3.015.2-15 вып.2 Эстакады металлические комбинированные под
технологические трубопроводы^уи
368
369.
?3.016.1-11 вып.0-1 Эстакады железобетонные комбинированные под
технологические трубопроводы и кабели.djvu
?
3.016.1-11 вып.0-1 Эстакады железобетонные комбинированные под
технологические трубопроводы и кабели.djvu
?
4.007-1 Соединительные детали чугунные для асбестоцементных
трубопроводов ^Документация.djvu
?
4.007-1 Соединительные детали чугунные для асбестоцементных
трубопроводов ^Документация.djvu
?
3.015-1_92 в.11-1 = униф отдельно стоящие опоры под технологические
Tpy60np0B0flbi.djvu
?
3.015-1_92 в.11-1 = униф отдельно стоящие опоры под технологические
Tpy60np0B0flbi.djvu
?
3.015-3.92 вып.О = Унифицированные отдельно стоящие опоры под
технологические трубопроводы .djvu
3.015-3.92 вып.О = Унифицированные отдельно стоящие опоры под
технологические трубопроводы .djvu
?
369
370.
3.015-3.92 в2-2 = униф двухъярусные эстакады под технологическиетрубопроводы.djvu
3.015-3.92 в2-2 = униф двухъярусные эстакады под технологические
трубопроводы.djvu
Адреса американских и немецких фирм, организация
занимающихся проектированием, изготовлением монтажом
сальниковых компенсаторов для магистральных
трубопроводов в США , Германии, Китае и др странах
JCM Industries, Inc. P. O. Box 1220 Nash, TX 75569-1220
www.jcmindustries.com
For information, contact: Pacific Flow Control Ltd. P.O. Box 31039
RPO Thunderbird Langley V1M 0A9 Call Toll Free: 1-800-585TAPS (8277) Phone: 604-888-6363 www.pacificflowcontrol.ca
INDUSTRIES S 'IMSERTS St Fabricated Tapping Sleeves Carbon
Steel - Stainless Steel 21919 20th Avenue SE • Suite 100
Bothell, WA 98021 425.951.6200 • 1.800.426.9341 • Fax:
425.951.6201 www.romac.com
CORPORATE HEADQUARTERS 21919 20th Avenue SE Bothell,
WA 98021 [map] Toll Free: 800.426.9341 Local: 425.951.6200
Fax: 425.951.620 Website address: www.romac.com
370
371.
NON-METALLIC EXPANSION JOINT DIVISION FLUID SEALINGASSOCIATION 994 Old Eagle School Road, Suite 1019, Wayne,
PA 19087 Telephone: (610) 971-4850 Facsimile: (610) 971-4859
Fluid Sealing Association 994 Old Eagle School Road #1019
Wayne, PA 19087-1866 610.971.4850 (USA)
WILLBRANDT KG Schnackenburgallee 180 22525 Hamburg
Germany Phone +49 40 540093-0 Fax +49 40 540093-47
[email protected]
Subsidiary Hanover Reinhold-Schleese-Str.
22 30179 Hannover
Germany Tel +49 511 99046-0 Fax +49 511 99046-30
[email protected]
Subsidiary Berlin Breitenbachstra?e 7
– 9 13509 Berlin
Germany Tel +49 30 435502-25 Fax +49 30 435502-20
[email protected] WILLBRANDT
Gummiteknik A/S
Finlandsgade 29 4690 Haslev Denmark www.willbrandt.dk
www.willbrandt.se
СТП 006 -97
СТАНДАРТ ПРЕДПРИЯТИЯ УСТРОЙСТВО СОЕДИНЕНИЙ НА ВЫСОКОПРОЧНЫХ
БОЛТАХ В СТАЛЬНЫХ КОНСТРУКЦИЯХ МОСТОВ КОРПОРАЦИЯ «ТРАНССТРОЙ»
МОСКВА
1998 Предисловие
1 РАЗРАБОТАН Научно-исследовательским центром «Мосты» ОАО « ЦНИИС» (канд. техн. наук А.С.
П латонов, канд. техн. наук И.Б . Ройзм ан, инж . А.В. К ру чинки н, канд. техн. наук М.Л. Лобков, инж .
М .М. Мещеряков)
ВНЕСЕН Научно-техническим центром Корпорации «Трансстрой»
371
372.
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Корпорацией «Трансстрой» распоряжением от 09 октября 1997 г.№ МО-233
3 СОГЛАСОВАН специализированными фирмами « Мостострой», «Транспроект» Корпорации
«Трансстрой», Главным управлением пути Министерства путей сообщения РФ
4 С введением настоящего стандарта утрачивает силу ВСН 163 -69 «Инструкция по технологии
устройства соединений на высокопрочных болтах в стальных конструкциях мостов»
Л. 1 Несущая способность соединений на высокопрочных болтах оценивается испытанием на сдвиг при
сжатии двух срезных одноболтовы х образцов.
Отбор образцов выполняется в соответствии с пунктом 8.12.
Л. 2 Образцы изготовляют из стали, применяемой в конструкции возводимого сооружения (рис. Л.1).
Рис. Л. 1 . Образец для испытания на сдвиг при сжатии (выполнен согласно изобретениям: №№ 1143895, 1168755, 1174616,
№ 2010136746 E04 C2/00 " СПОСОБ ЗАЩИТЫ ЗДАНИЯ И СООРУЖЕНИЯ ПРИ ВЗРЫВЕ С ИСПОЛЬЗОВАНИЕМ
СДВИГОУСТОЙЧИВЫХ И ЛЕГКОСБРАСЫВАЕМЫХ СОЕДИНЕНИЙ, ИСПОЛЬЗУЮЩИЕ СИСТЕМУ ДЕМПФИРОВАНИЯ ФРИКЦИОННОСТИ И СЕЙСМОИЗОЛЯЦИЮ ДЛЯ ПОГЛОЩЕНИЯ ВЗРЫВНОЙ И СЕЙСМИЧЕСКОЙ ЭНЕРГИИ" опубликовано 20.01.2013 , № 165076 RU E 04H 9/02 «Опора сейсмостойкая», опубликовано 10.10.16, Бюл. № 28 ,
согласно заявки на изобретение № 20181229421/20 (47400) от 10.08.2018 "Опора сейсмоизолирующая "гармошка", E04 Н 9
/02, заявки на изобретение № 2018105803/20 (008844) от 11.05.2018 "Антисейсмическое фланцевое фрикционно-подвижное
соединение для трубопро-водов" F 16L 23/02 , заявки на изобретение № 2016119967/20( 031416) от 23.05.2016 "Опора
сейсмоизолирующая маят-никовая" E04 H 9/02, заявки на изобретение № 20190028 "Виброизолирующая опора E04 Н 9 /02
для лабораторного испытание на взрывостойкость и взрывопожаростойкость сейсмостойкость фрагментов крепления на
ФФПС).
:1
- основной элемент; 2 - накладка; 3 - высокопрочный болт с шайбами и гайкой (в скобках размеры
при использовании болтов М27 )
Пластины 1 и 2 вырезают газорезкой с припуском 2 - 3 мм по контуру, а затем фрезеруют до проектных
размеров в плане. Отверстия образуются сверлением, заусенцы по кромкам и в отверстиях удаляются.
Пластины должны быть плоскими, не иметь грибовидности или выпуклости.
Л .3 Контактные поверхности пластин 1 и 2 обрабатываются по технологии, принятой в проекте
сооружения.
Используются высокопрочные болты, подготовленные к установке и натяжению в монтажных
соединениях конструкции. Натяжение болта осуществляется динамометрическими ключами,
применяемыми на строительстве при сборке соединений на высокопрочных болтах.
Пластины перед натяжением болта устанавливаются так, чтобы был гарантирован зазор «над болтом» в
отверстии пластины 7 .
После натяжения болта опорные торцы пластин 1 и 2 должны быть параллельны, а торцы
пластин 2 находиться на одном уровне.
Сведения о сборке образцов заносятся в протокол.
372
373.
Образцы испытывают на сжатие на прессе развивающем усилие не менее 50 тс. Точностьиспытательной машины должна быть не ниже ±2 % .
Образец нагружается до момента сдвига средней пластины 1 о т носительно пластин 2 и при этом
фиксируется нагрузка Т, характеризующая исчерпание несущей способности образца. Испытания
рекомендуется проводить с записью диаграммы сжатия образца. Для суждения о сдвиге необходимо
нанести риски на пластинах 1 и 2 .
Результаты испытания заносятся в протокол, где отмечается дата испытания, маркировка образца,
нагрузка, соответствующая сдвигу (прикладывается диаграмма сжатия), и фамилии лиц, проводивших
испытания.
Протокол со сведениями по отбору и испытанию образцов предъявляется при приемке соединений.
Л .4 Несущая способность образца Т, полученная при испытании и расчетное усилие Q bh , принятое в
проекте сооружения, которое может быть воспринято каждой поверхностью трения соединяемых элеме
нтов, стянутых одним высокопрочным болтом (одним болтоконтактом), оценивается соотношением
Qbh ≤ Т/ 2 в каждом из трех образцов.
В случае невыполнения указанного соотношения решение принимается комиссионно с участием
заказчика, проектной и научно-исследовательской организаций.
Приложение М (информационное) Библиография
[1 ] . Правила по охране труда при сооружении мостов. ЦНИИС, 1991 г.
[2 ] . Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.
Госгортехнадзор СССР, 1970 г.
[3 ] . Санитарные правила при работе с эпоксидными смолами. Госсанинспекция СССР, 1960 г.
[4 ] . Типовая инструкция по охране труда при хранении и перевозке горюч их, легко
воспламеняющихся и взрывоопасных грузов. Оргт рансст рой, 1978 г.
[ 5 ] . Правила пожарной безопасности при производстве строительно-монтажных работ. П ПБ1 -93
Российской Федерации.
373
374.
374375.
375376.
376377.
377378.
378379.
379380.
380381.
381382.
382383.
383384.
384385.
385386.
386387.
387388.
Материалы лабораторных испытаний фрагментов , узлов . чертежей на сдвиг трубопровода впрограммном комплексе SCAD Office, со скощенными торцами, согласно изобретения
№№ 2423820, 887743, демпфирующих компенсаторов на фрикционно-подвижных
болтовых соединениях, для восприятия усилий -за счет трения, при термически
388
389.
растягивающих нагрузках , на сдвиг трубопровода в программном комплексе SCADOffice, со скощенными торцами, согласно изобретения №№ 2423820, 887743,
демпфирующих компенсаторов на фрикционно-подвижных болтовых соединениях, для
восприятия усилий -за счет трения, при термически растягивающих нагрузках в
трубопроводах и предназначенного для сейсмоопасных районов с сейсмичностью до 9 баллов,
серийный выпуск (в районах с сейсмичностью 8 баллов и выше для трубопроводов необходимо
использование сейсмостойких телескопических опор, а для соединения трубопроводов фланцевых фрикционно- подвижных соединений, работающих на сдвиг, с использованием
фрикци -болта, состоящего из латунной шпильки с пропиленным в ней пазом и с забитым в паз
шпильки медным обожженным клином, согласно рекомендациям ЦНИИП им Мельникова, ОСТ
36-146-88, ОСТ 108.275.63-80,РТМ 24.038.12-72, ОСТ 37.001.050- 73,альбома 1-487-1997.00.00 и
изобрет. №№ 1143895, 1174616,1168755 SU, 4,094,111 US, TW201400676 Restraintanti-windandantiseismic-friction-damping-device и согласно изобретения «Опора сейсмостойкая» Мкл E04H 9/02,
патент № 165076 RU, Бюл.28, от 10.10.2016, в местах подключения трубопроводов к оборудованию
для очистки промышленного масла, трубопроводы должны быть уложены в виде "змейки" или
"зиг-зага "), хранятся на кафедре теоретическая механика по адресу: ПГУПС 190031, СПб,
Московский пр 9 , кафедра теоретической механики проф дтн А.М.Уздин [email protected]
[email protected] [email protected] [email protected]
[email protected]
(931) 280-11-94, (921) 962-67-78, (999) 535-47-29, (996) 798-26-54,
ЭЛЕМЕНТЫ ТЕОРИИ ТРЕНИЯ,
РАСЧЕТ И ТЕХНОЛОГИЯ ПРИМЕНЕНИЯ
ФРИКЦИОННО-ПОДВИЖНЫХ СОЕДИНЕНИЙ
УЗДИН А.М., ЕЛИСЕЕВ О.Н., , НИКИТИН А.А., ПАВЛОВ В.Е., СИМКИН А.Ю.,
КУЗНЕЦОВА И.О.
ЭЛЕМЕНТЫ ТЕОРИИ ТРЕНИЯ,
РАСЧЕТ И ТЕХНОЛОГИЯ ПРИМЕНЕНИЯ
ФРИКЦИОННО-ПОДВИЖНЫХ СОЕДИНЕНИЙ
389
390.
СОДЕРЖАНИЕ1
Введение
3
2
Элементы теории трения и износа
6
3
Методика расчета одноболтовых ФПС
18
3.1
Исходные посылки для разработки методики расчета ФПС
18
3.2
Общее уравнение для определения несущей способности ФПС.
20
3.3
Решение общего уравнения для стыковых ФПС
21
3.4
Решение общего уравнения для нахлесточных ФПС
22
4
Анализ экспериментальных исследований работы ФПС
26
5
Оценка
параметров
диаграммы
деформирования
многоболтовых
фрикционно-подвижных соединений (ФПС)
31
5.1
Общие положения методики расчета многоболтовых ФПС
31
5.2
Построение уравнений деформирования стыковых многоболтовых ФПС
32
5.3
Построение уравнений деформирования нахлесточных многоболтовых 38
ФПС
6
Рекомендации по технологии изготовления ФПС и сооружений с такими
соединениями
6.1
42
Материалы болтов, гаек, шайб и покрытий контактных поверхностей
стальных деталей ФПС и опорных поверхностей шайб
42
6.2
Конструктивные требования к соединениям
43
6.3
Подготовка
контактных
поверхностей
элементов
и
методы
контроля
6.4
45
Приготовление и нанесение протекторной грунтовки ВЖС 83-0287. Требования к загрунтованной поверхности. Методы контроля
6.4.1
Основные требования по технике безопасности при работе с
грунтовкой ВЖС 83-02-87
6.4.2
Транспортировка
и
47
хранение
элементов
законсервированных грунтовкой ВЖС 83-02-87
6.5
46
и
деталей,
49
Подготовка и нанесение антифрикционного покрытия на опорные 49
поверхности шайб
6.6
7
Сборка ФПС
49
Список литературы
51
390
391.
1. ВВЕДЕНИЕСовременный подход к проектированию сооружений, подверженных экстремальным, в частности,
сейсмическим нагрузкам исходит из целенаправленного проектирования предельных состояний
конструкций. В литературе [1, 2, 11, 18] такой подход получил название проектирования сооружений с
заданными параметрами предельных состояний. Возможны различные технические реализации
отмеченного подхода. Во всех случаях в конструкции создаются узлы, в которых от экстремальных
нагрузок могут возникать неупругие смещения элементов. Вследствие этих смещений нормальная
эксплуатация
сооружения,
как
правило,
нарушается,
однако
исключается
его
обрушение.
Эксплуатационные качества сооружения должны легко восстанавливаться после экстремальных
воздействий. Для обеспечения указанного принципа проектирования и были предложены фрикционноподвижные болтовые соединения.
Под фрикционно-подвижными соединениями (ФПС) понимаются соединения металлоконструкций
высокопрочными болтами, отличающиеся тем, что отверстия под болты в соединяемых деталях
выполнены овальными вдоль направления действия экстремальных нагрузок. При экстремальных
нагрузках происходит взаимная сдвижка соединяемых деталей на величину до 3-4 диаметров
используемых высокопрочных болтов. Работа таких соединений имеет целый ряд особенностей и
существенно влияет на поведение конструкции в целом. При этом во многих случаях оказывается
возможным снизить затраты на усиление сооружения, подверженного сейсмическим и другим
интенсивным нагрузкам.
ФПС были предложены в НИИ мостов ЛИИЖТа в 1980 г. для реализации принципа
проектирования мостовых конструкций с заданными параметрами предельных состояний. В 1985-86 г.г.
эти соединения были защищены авторскими свидетельствами [16-19]. Простейшее стыковое и
нахлесточное соединения приведены на рис.1.1. Как видно из рисунка, от обычных соединений на
высокопрочных болтах предложенные в упомянутых работах отличаются тем, что болты пропущены
через овальные отверстия. По замыслу авторов при экстремальных нагрузках должна происходить
взаимная подвижка соединяемых деталей вдоль овала, и за счет этого уменьшаться пиковое значение
усилий, передаваемое соединением. Соединение с овальными отверстиями применялись в строительных
конструкциях и ранее, например, можно указать предложения [8, 10 и др]. Однако в упомянутых
работах овальные отверстия устраивались с целью упрощения монтажных работ. Для реализации
принципа проектирования конструкций с заданными параметрами предельных состояний необходимо
фиксировать предельную силу трения (несущую способность) соединения.
При использовании обычных болтов их натяжение N не превосходит 80-100 кН, а разброс
натяжения N=20-50 кН, что не позволяет прогнозировать несущую способность такого соединения по
трению. При использовании же высокопрочных болтов при том же N натяжение N= 200 - 400 кН, что
391
392.
392393.
393394.
394395.
395396.
396397.
397398.
398399.
399400.
400401.
401402.
МИНИСТЕРСТВО СТРОИТЕЛЬСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ МИНСТРОЙРОССИИ
117987, ГСП-1, Москва, ул. Строителей, 8, корп. 2 24- №. 9У
№ 3-3-1 //33
На № О рассмотрении проектной документации
Директору крестьянского (фермерского) хозяйства "Крестьянская усадьба"
А.И.КОВАЛЕНКО
197371, Санкт-Петербург, а/я газета "Земля РОССИИ" Директору ГП ЦПП
В.Н.КАЛИНИНУ
Главное управление проектирования и инженерных изысканий рассмотрело проектную
документацию шифр 1010-2с.94 "Фундаменты сейсмостойкие с использованием
сейсмоизолирующего скользящего пояса для строительства малоэтажных зданий в
районах сейсмичностью 7, 8 и 9 баллов. Выпуск 0-1. Фундаменты для существующих
зданий.
Материалы для проектирования, выполненные КФХ "Крестьянская усадьба" по договору
с Минстроем России от 26 апреля 1994 г. N 4.2-09-133/94 (этап 2 "Разработка
конструк-торской документации сейсмостойкого фундамента с использованием
сейсмоизолиру-ющего скользящего пояса для существующих зданий").
Разработанная документация была направлена на экспертизу в Центр проектной
продукции массового применения (ГП ЦПП; экспертное заключение N 260/94),
Камчатский Научно-Технический Центр по сейсмостойкому строительству и
инженерной защите от стихийных бедствий (КамЦентр; экспертное заключение N 1057/94), работа рассмотрена на заседании секции "Сейсмостойкость сооружений" НТС
ЦНИИСКа им.Кучеренко, а также заслушана на НТС Минстроя России.
Результаты экспертиз и рассмотрений показали, что без проведения разработчиком
документации экспериментальной проверки предлагаемых решений и последующего
рассмотрения результатов этой проверки в установленном порядке использование
работы в массовом строительстве нецелесообразно.
В связи с изложенным Главпроект считает работу по договору N 4.2-09-133/94
законченной и, с целью осуществления авторами контроля за распространением
документации, во изменение письма от 21 сентября 1994 г. N 9-3-1/130, поручает ГП
ЦПП вернуть КФХ "Крестьянская усадьба" кальки чертежей шифр 1010-2С.94, выпуск
0-2.
Главпроект обращает внимание руководства КФХ "Крестьянская усадьба" и
402
403.
разработчиков документации на ответственность за результаты применения впрактике проектирования и строительства сейсмоизолирующего скользящего пояса по
чертежам шифр 1010-2С.94, выпуски 0-1 и 0-2,
Приложение: экспертное заключение КамЦентра на 6 л.
Зам.начальника Главпроекта Барсуков 930 54 87 А.Сергеев
МИНИСТЕРСТВО СТРОИТЕЛЬСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ
МИНСТРОЙ РОССИИ 117987, ГСП-1, Москва, ул. Строителей, 8, корп. 2
и. и. ЧУ № з-з-1 А на № О рассмотрении проектной документации
Директору крестьянского (фермерского) хозяйства "Крестьянская усадьба"
А.И.КОВАЛЕНКО
197371, Санкт-Петербург, а/я газета "Земля РОССИИ" Директору ГП ЦПП
В.Н.КАЛИНИНУ
Главное управление проектирования и инженерных изысканий рассмотрело проектную
документацию шифр 1010-2с. 94 "Фундаменты сейсмостойкие с использованием
сеисмоизолирующего скользящего пояса для строительства малоэтажных зданий в
районах сейсмичностью 7, 8 и 9 баллов. Выпуск 0-1. Фундаменты для существующих
зданий.
Материалы для проектирования", выполненные КФХ "Крестьянская усадьба" по
договору с Минстроем России от 26 апреля 1994 г. N 4.2-09-133/94 (этап 2 "Разработка
конструктор-ской документации сейсмостойкого фундамента с использованием
сеисмоизолирующего скользящего пояса для существующих зданий").
Разработанная документация была направлена на экспертизу в Центр проектной
продукции массового применения (ГП ЦПП; экспертное заключение N 260/94),
Камчатский Научно-Технический Центр по сейсмостойкому строительству и
инженерной защите от стихийных бедствий (КамЦентр; экспертное заключение N 1057/94), работа рассмотрена на заседании секции "Сейсмостойкость сооружений" НТС
ЦНИИСКа им.Кучеренко, а также заслушана на НТС Минстроя России. Результаты
экспертиз и рассмотрений показали, что без проведения разработчиком документации
экспериментальной проверки предлагаемых решений и последующего рассмотрения
результатов этой проверки в установленном порядке использование работы в массовом
строительстве нецелесообразно .
В связи с изложенным Главпроект считает работу по договору N 4.2-09-133/94
законченной и, с целью осуществления авторами контроля за распространением
403
404.
документации, во изменение письма от 21 сентября 1994 г. N 9-3-1/130, поручает ГПЦПП вернуть КФХ "Крестьянская усадьба" кальки чертежей шифр 1010-2с.94, выпуск
0-2.
Главпроект обращает внимание руководства КФХ "Крестьянская усадьба" и
разработчиков документации на ответственность за результаты применения в
практике проектирования и строительства сеисмоизолирующего скользящего пояса по
чертежам шифр 1010-2С.94, выпуски 0-1 и 0-2.
Приложение: экспертное заключение КамЦентра на 6 л.
Зам.начальника Главпроекта Барсуков 930 54 87
Выписка отзыв из НТС Госстроя РОССИИ МИНИСТЕРСТВО СТРОИТЕЛЬСТВА
РОССИЙСКОЙ ФЕДЕРАЦИИ НАУЧНО ТЕХНИЧЕСКИЙ СОВЕТ ВЫПИСКА ИЗ
ПРОТОКОЛА заседания Секции научно-исследовательских и проектно изыскательских
работ, стандартизации и технического нормирования Научно-технического совета
Минстроя России
г. Москва 4 • .1 N 23-13/3 15 ноября 1994 т. Присутствовали: от Минстроя
России от ЦНИСК им. Кучеренко от ЦНИИпромзданий
Вострокнутоз КХ Г. , Абарыкоз Е. П. , Гофман Г. Н. , Сергеев Д. А. , Гринберг И. Е. ,
Денисов Б. И. , Ширяев Б. А. , Бобров Ф. В. , Казарян Ю. А. Задарено к А. Б. , Барсуков
В. П. , Родина И. В. , Головакцев Е. М. , Сорокин А. Ы. , Се кика В. С. Айзенберг Я. М
Адексеенков Д. А. , Кулыгин Ю. С. , Смирнов В. И. , Чиг-ркн С. И. , Ойзерман В. И. ,
Дорофеев В. М. , Сухов Ю. П. , Дашезский М. А. Гиндоян А. П. , Иванова В. И. ,
Болтухов А. А. , Нейман А. И. , Ма лин И. С.
от ПКИИИС
от КФХ"Крестьянская усадьба" Севоетьянов 3. В, Коваленко А.И.
от ШШОСП им. Герсезанова от АО. ЩИИС
от КБ по железобетону им. Якушева
от Объединенного института физики земли РАН
от ПромтрансНИИпроекта
от Научно-инженерного и координационного сейсмологического центра РАН
от ЦНИИпроектстальконструкция ИМЦ "Стройизыскания" Ассоциация
"Югстройпроект"
404
405.
от УКС Минобороны России (г. Санкт-Петербург) Ставницер М -Р. Шестоперов Г.С. Афанасьев П. Г. Уломов В. И. , Штейнберг В. В. Федотов Б. Г. Фролова Е И.
Бородин Л. С. Баулин Ю. И. Малик А. Н. Беляев В. С.
2. О сейсмоизоляции существующих жилых домов, как способ повышения
сейсмостойкости малоэтажных жилых зданий.
Рабочие чертежи серии номер 1.010.-2с-94с. Фундаменты сейсмостойкие с
использованием сейсмоизолирущего скользящего пояса для строительства
малоэтажных зданий в районах сейсмичностью 7,8,9 баллов
1. Заслушав сообщение А. И. Коваленко, отметить, что по договору N 4.2-09-133/94
с Минстроем России КФК "Крестьянская усадьба" выполняет за работу
"Фундаменты сейсмостойкие с использованием сейсмоизолируюшего пояса для
строительства малоэтажных зданий в районах сейсмичностью 7, з и 9 баллов".
В основу работы положен принцип создания в цокольной части здания сейсмоизолируюшего пояса, поглощающего энергию как горизонтальных, так и вертикальных
нагрузок от сейсмических воздействий при помощи резино -щебеночных амортизаторов
и ограничите-лей перемещений.
К настоящему времени завершен первый этап работы - подготовлены материалы для
проектирования фундаментов для вновь строящихся зданий.
Второй этап работы, направленный на повышение сейсмостойкости существующих
зданий, не завершен. Материалы работы по второму этапу предложены к
промежуточному рассмотрению на заседании Секции.
Представленные материалы рассмотрены НТС ЦНИИСК им. Кучеренко (Головной
научно-исследовательской организацией министерства по проблеме
сейсмостойкости зданий и сооружений) и не содержат принципиально для
технических решений и методов производства работ.
Решили:
1. Принять к сведению сообщение А.И.Коваленко по указанному вопросу .
2. Рекомендовать Главпроекту при принятии законченной разработки "проектносметной документации сейсмостойкого Фундамента с использованием скользящего
пояса (Типовые проектные решения) учесть сообщение А. И. Коваленко и
заключение НТС ЦНИИСК, на котором были рассмотрены предложения
сейсмоустойчивости инженерных систем жизнеобеспечения ( водоснабжения,
теплоснаб-жения, канализации и газораспределения).
405
406.
Зам. председателя Секции научно-исследовательских и проектно-изыскательскихработ, стандартизации и технического нормировав ' Ю. Г. Вострокнутов В. С.
Сенина
Ученый секретарь Секции научно-исследовательских и проектно-изыскательских
работ, стандартизации и технического нормирования
МИНИСТЕРСТВО СТРОИТЕЛЬСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ МИНСТРОЙ
РОССИИ 117937 ГСП 1 Москва ул. Строителей 3 корп. 2 П. М 7 У № 3-3-1
На № О рассмотрении проектной документации
Директору крестьянского (фермерского) хозяйства "Крестьянская усадьба" А.И
КОВАЛЕНКО
197371, Санкт-Петербург а/я газета "Земля РОССИИ" Директору ГП ЦПП
В.Н.КАЛИНИНУ
Главное управление проектирования и инженерных изысканий рассмотрело проектную
документацию шифр 1010-2с.94 "Фундаменты сейсмостойкие с использованием
сейсмоизолирующего скользящего пояса для строительства малоэтажных зданий а
районах сейсмичностью 7, 8 и 9 баллов.
Выпуск 0-1. Фундаменты для существующих зданий. Материалы для проектирования",
выполненную КФХ "Крестьянская усадьба" по договору с Минстроем России от 26
апреля 1994 г. N 4.2-09-133/94 (этап 2 "Разработка конструкторской документации
сейсмостойкого фундамента с. использованием сейсмоизолирующего скользящего пояса
для существующих зданий").
Разработанная документация была направлена на экспертизу в Центр проектной
продукции массового применения (ГП ЦПП; экспертное заключение N 260/94),
Камчатский Научно-технический Центр по сейсмостойкому строительству и
инженерной защите от стихийных бедствий (КамЦентр; экспертное заключение N 1057/94), работа рассмотрена на заседании секции "Сейсмостойкость сооружений" НТС
ЦНИИСКа им.Кучеренко, а также заслушана на НТС Минстроя России.
Результаты экспертиз и рассмотрений показали, что без проведения разработчиком
документации экспериментальной проверки предлагаемых решений и последующего
рассмотрения результатов этой проверки в установленном порядке использование
работы в массовом строительстве нецелесообразно.
В связи с изложенным Главпроект считает работу по договору N 4.2-09-133/94
законченной и, с целью осуществления авторами контроля за распространением
406
407.
документации, во изменение письма от 21 сентября 1994 г. N 9-3-1/130, поручает ГПЦПП вернуть КФХ "Крестьянская усадьба" кальки чертежей шифр 1010-2с.94, выпуск
0-2.
Главпроект обращает внимание' руководства КФХ "Крестьянская усадьба" и
разработчиков документации на ответственность за результаты применения в
практике проектирования и строительства сейсмоизолирующего скользящего пояса по
чертежам шифр 1010-2с.94, выпуски 0-1 и 0-2. Приложение: экспертное заключение
КамЦентра на 6 л. Зам.начальника Главпроекта Барсуков 930 54 87 .А.Сергеев
407
408.
408409.
409410.
Более подробно об использовании для трубопроводов фрикционнодемпфирующий косых компенсаторов на фрикционно-подвижныхсоединениях , сери ФПС-2015- Сейсмофонд, для трубопроводов по
изобретению Андреева Борис Александровича № 165076 «Опора
сейсмостойкая» и патента № 2010136746 «Способ защиты зданий и
сооружений с использованием сдвигоустойчивых и легко сбрасываемых
соединений, использующие систему демпфирования фрикционности и
сейсмоизоляцию для поглощения сейсмической энергии» , № 154506 «Панель
противовзрывная» для газо -нефтяных магистральных трубопроводов,
Японо-Американской фирмой RUBBER BEARING FRICTION DAMPER
(RBFD) HTTPS://WWW.DAMPTECH.COM/-RUBBER-BEARING-FRICTION-DAMPER-RBFD
HTTPS://WWW.DAMPTECH.COM/-RUBBER-BEARING-FRICTION-DAMPER-RBFD
https://www.damptech.com/for-buildings-cover https://www.youtube.com/watch?v=r7q5D6516qg
https://pdfs.semanticscholar.org/9e18/40d8ecd555c288babdf4f3272952788a7127.pdf
Фирмой RUBBER BEARING FRICTION DAMPER (RBFD) разработан и запроектирован амортизирующий демпфер,
который совмещает преимущества вращательного трения амортизируя с вертикальной поддержкой
эластомерного подшипника в виде вставной резины, которая не долговечно и теряет свои свойства при
контрастной температуре , а сам резина крошится. Амортизирующий демпфер испытан фирмы RBFD Damptech ,
где резиновый сердечник, является пластическим шарниром, трубчатого в вида
Seismic resistance GD Damper
https://www.youtube.com/watch?v=I4YOheI-HWk&t=5s
https://www.youtube.com/watch?v=CIZCbPInf5k
https://www.youtube.com/watch?v=ZRJcowT24I8&t=1s
https://www.youtube.com/watch?v=bFjGdgQz1iA
Seismic Friction Damper - Small Model
QuakeTek
https://www.youtube.com/watch?v=YwwyXw7TRhA
https://www.youtube.com/watch?v=ViGHmWVvEkU&t=2s
https://www.youtube.com/watch?v=oT4Ybharsxo
Earthquake Protection
Damper
https://www.youtube.com/watch?v=GOkJIhVNUrY&t=2s
Ingeniería Sísmica Básica explicada con marco didáctico QuakeTek
QuakeTek
https://www.youtube.com/channel/UCCGoRHfZQlJ8cwdGJxOQgLQ
https://www.youtube.com/watch?v=aSZa--SaRBY&t=2s
Friction damper for impact absorption
410
411.
DamptechDKhttps://www.youtube.com/watch?v=pkfnGJ6Q7Rw&t=5s
https://www.youtube.com/watch?v=EFdjTDlStGQ
https://www.youtube.com/watch?v=NRmHBla1m8A
Численное моделирование на сдвиг трубопровода в программном комплексе SCAD Office, со
скошенными торцами, согласно изобретения №№ 2423820, 887743, демпфирующих компенсаторов
на фрикционно-подвижных болтовых соединениях, для восприятия термических усилий, за
счет трения , при растягивающих нагрузках в крепежных элементах с овальными отверстиями,
по линии нагрузки ( изобретения №№ 1143895, 1168755, 1174616 ,165076, 2010136746
Design solutions for the use of thermally reliable (against temperature differences ) vibration-resistant oblique flange
compensators with beveled ends for pipelines with friction-movable bolted connections, with long oval holes, for
extended flanged connections with oval holes and controlled tension
В России уничтожают изобретательскую деятельность с 2003 года
ликвидировав государственный фонд изобретателей из Патентного закона
Государственная Дума РФ исключена ст 9
Что способствует воровству и хищению изобретений под видом
либеральной программы, по переходу к рыночной колонии под внешним
управлением МВФ, МБРР, ЕБРР, ОЭСР ( «Экономика СССР: выводы и
рекомендации» Вопросы экономики, 1991, №3 )
Раскроем программу «Переход к колониальному рынку», раздел
«Экономический Союз суверенных республик» (т.е., независимых государств )
и посмотрим, что фактически запланировали НАТО по реформированию
СССР, стр. 17 с ликвидацией изобретательской деятельности на
оккупированных территориях ультро- либеральным - лобби
Ликвидация ресурсов развития или изобретательской деятельности в
России
"История открытий, изобретений, история техники, которая облегчает
жизнь и труд людей - вот собственно история культуры" A.M. Горький
1. Изобретения и развитие общества в современной России
Все, что нас окружает, - есть или Природа или Изобретения. Изобретения,
созданные тысячи лет назад, сотни лет назад или несколько лет назад. В
411
412.
настоящее время непрерывно создаются и тиражируются (в развитыхстранах) все более совершенные средства производства, новые технологии,
средства общения и понятия. Непрерывное создание, тиражирование и
массовое использование все более совершенных изобретений (объектов,
технологий, средств общения...) - это и есть материальное и духовное
развитие общества. Уровень развития государства определяется тем, какие
изобретения в нем создаются и в каких количествах используют его
граждане. С другой стороны государство, которое ничего не создает и не в
состоянии обеспечить условия (законодательные и экономические) для
реализации даже созданных изобретений, обречено на системное
отставание с возможным последующим распадом
2. Состояние дел в области изобретательской деятельности в либеральной
России, под названием пятая колонна.
В настоящее время в России никакой политики в области изобретательской
деятельности не существует, никакой системы создания и реализации
изобретений в интересах Государства и граждан нет. Отсутствие системы
создания и реализации изобретений гарантирует системное отставание в
развитии от стран, в которых создание и тиражирование изобретений
является государственной политикой,
(Так в США патентным правам на изобретения, созданные при содействии
Федерального правительства посвящено примерно 20% объема Патентного
закона. При этом Федеральное правительство является крупнейшим
патентообладателем).
3. Состояние дел в области изобретательской деятельности в СанктПетербурге
В Санкт-Петербурге никакой технической политики, никакой системы
создания и реализации изобретений не существует.
В бюджете города понятие "Изобретение" вообще отсутствует,
соответственно отсутствует финансирование отбора, разработки,
испытаний... изобретений направленных на решение проблем города и
граждан. Из бюджета города не затрачено ни одной копейки, ни на одно
412
413.
изобретение (в то время как, например, на туалетную бумагу для чиновниковиз бюджета затрачены сотни тысяч рублей).
Системно ухудшается положение дел в области патентной информации:
- затрудняется доступ к патентной информации - ликвидированы ЛДНТП и
Информпатент. Начиная с 1997г., вся патентная информация переведена на
компьютеры и стала платной, а большинство изобретателей купить
компьютер или платить 100р. в час не в состоянии. Т.о. Интернет, который
предназначен для облегчения доступа к информации, в наших условиях
становится преградой для получения информации;
- понижается значимость патентной информации - Санкт- Петербургский
Центр Научно-Технической Информации выселен из Инженерного замка в
"Апрашку" и ликвидирован Двор-Медведевской группировкой, что
эквивалентно понижению значимости до уровня лохотронщиков.
То есть последовательно происходит отчуждение (отторжение)
изобретателей (которые создают патентную информацию) от патентной
информации и ситуация по созданию новых изобретений обостряется до
критической.
В ПАТЕНТНом ЗАКОНе РОССИЙСКОЙ ФЕДЕРАЦИИ ( В редакции от
27.12.2000г.) была до 2000 г
Однако, при Медведеве Д А , статья 9.Федеральный фонд изобретений
России исключена В.И.Матвиенко и с подачи компрадорской ГД РФ. Борис
Ельцин, побоялся или был занят грабежом и прихватизацией заводов,
фабрик, пароходов, газет и недр и не исключал ст. 9 из Патентного Закона
РФ и изобретения при Ельцине Б.Н принадлежали государству до 2003 года
.
Эта статья 9, исключена в 2003 году ГД РФ , где Федеральный фонд
изобретений России осуществляет отбор изобретений, полезных моделей,
промышленных образцов, приобретает на них права патентообладателя на
договорной основе и содействует их реализации в интересах государства
ликвидирован ультро - либеральной, троцкистской , колониально413
414.
компрадорской, коллаборационистской администрацией совершившей в1993 году государственный переворот в приватизированной частной
лавочке "РФии"
Источниками финансирования Федерального фонда изобретений России
являются выручка от продажи лицензий на объекты промышленной
собственности, патенты на которые принадлежат Фонду, добровольные
взносы предприятий и граждан, а также средства республиканского
бюджета Российской Федерации и иные поступления, с 2003 годы
ликвидирован коллаборационистской приватизированной международной
финансово -экономической олигархически -эксплуататорской системой ГД
РФ.
Федеральный фонд изобретений России осуществляет свою деятельность в
соответствии с уставом, утвержденным Правительством Российской
Федерации, до 2003 года.
Смотри: ПАТЕНТНЫЙ ЗАКОН РОССИЙСКОЙ ФЕДЕРАЦИИ ( В
РЕДАКЦИИ ОТ 07.02.2003Г.)
Статья 9 исключена Федеральным законом от 07.02.2003г. Теперь
оффшорному, ресурсному и сырьевому Правительству РФ с либеральной
юрисдикцией, принадлежит только крематории, кладбища, СИЗО ,
резервации для русских , оффшорные зоны, психушки для клеруантам и
жалобщиков на вип компрадорских депутатов ГД ЗАО "РФии"
С 2003 года , изобретения принадлежат, корпорациям и наемным
менеджерам и пятой колонне или ультра ортодоксальным кланам , семьям
под руководством олигархо - эксплуататорского ВИП- класса , на
оффшорной территории, с коллаборационистской- компрадорской
юрисдикции или принадлежат олигархам , под мудрым присмотром
наемных членов политбюро - менеджеров корпораций , по руководством
международной финансового лобби НАТО , куда и вывозятся как частная
контора, изобретения, открытия, углеводороды, золото, алмазов, нефть,
древесина, чернозем и органы для пересадки ( почки, сердце итд)
414
415.
Число выданных патентов в РФ с 1988 1991 1994 1997 2000 2003 20062009 2012
США, Япония, ЕПВ, Южная Корея, «Китай", Советский Союз, Российская
Федерация
А вот и умалчиваемые "успехи" либерального РФ, которые по Телевизору, не
покажут. Число выданных патентов на изобретения промышленно
развитыми странами в 1986-2012 гг., ед.
В 2000 гг. на патентном рынке стали доминировать азиатские страны.
Помимо Японии, которая догнала, а затем и перегнала США по выдаче
патентов на изобретения, значительно вырос уровень патентной
активности Южной Кореи и Китая. Суммарно в 2012 г. этими тремя
странами выдано 53,3 % патентов на изобретения от общемирового
количества выданных патентов на изобретения.
Роспатентом в 2012 г. было выдано 32,9 тыс. патентов на изобретения
(2,9% от общемирового количества), что является шестым результатом в
мире и примерно в 8 раз меньше, чем в лидирующей по этому показателю
Японии.
При исследовании патентной активности стран значительный интерес
представляют показатели, характеризующие поступление заявок на выдачу
патентов (см., например, )
Динамика рос та с 1998 по 2015 лидирует Япония, США, Китай, , ЕВП,
ранее СССР, . а с 1991 демократии Россия упала до нуля изобретений с
1993 и 20 тыс патентов не набирает. Япония и США и Китай
приблизились к 300 000 изобретений. Россия занимает самое последнее
место пропуская впереди ЕПВ ( европейские патенты )
Во уровень мышления мусорного Пгавительства.
Спросите любого какие страны технологически наиболее развиты. И
незамедлительно получите ответ на уровне ощущении США. Япония.
Германия. Южная Корея. Великобритания. Но есть ли количественные
оценки, которые могу эти ощущения и подкрепить .'
415
416.
Оценивать уровень технологического развития стран можно по-разному.Однако есть хороший критерии, применимый ко всем государствам количество патентов пли заявок, поданных на получение патентов в течение
года, а также их содержание Мировые базы патентов дают широкие
возможности для анализа, поскольку содержат полную, если не
исчерпывающую информацию. Полную потому, что каждый патент
обязательно публикуется, чтобы быть доступным в любой точке мира В
противном случае процедура патентования и охранительная функция
патентов были бы невозможны
Давайте для начала посмотрим, как выглядит мировое технологическое
развитие в зеркале патентной статистики В марте этого года Европейское
патентное ведомство (ЕРО) опубликовало очередной годовой отчет, в
котором представлены сведения сколько заявок на патенты принято
европейскими патентными службами в 2013 году, какие страны и заявители
вносят наибольший вклад в патентную активность. в каких технологических
областях наиболее активны заявители
Сразу отметим, что 85% всех патентов ЕРО приходится на долю стран
Европейского союза, США. Японии. Южной Кореи и Китая Понятно, что
эти страны патентуют изобретения и технологии не только на своей
территории, постараются максимально защитить своп права и в других
развитых странах таковы правила, которые диктует глобальная экономика.
Вот почему в Европейское патентное ведомство поступают заявки из
разных стран мира, включая Россию, причем большая часть — из
перечисленных выше стран. Поэтому годовая статистика ЕРО отчасти
отражает мировую статистику в целом. Какова же она?
Германия . 12%, Франция. 5% , Швейцария -3%, Нидерланды -3 %,
Великобритания 2%, Южная Корея 6 % , КНР 8 %, США 24. Другие страны
Евросоюза. 10 % куда входит и утилизированная России
В 20I3 году ЕРО зарегистрировало 265 690 заявок на патенты Лидеры —
Европейский ( еврейский) союз (35%). США (24%). Япония (20%). Китай (8%)
и Южная Корея (6%) Среди европейских стран-заявителей с большим
отрывом лидирует Германия (12%). За ней следуют Франция (5%).
416
417.
Швейцария (3%). Нидерланды (3%) и Великобритания (2%). Где же здесьРоссия''
Наши латиянские 232 заявки на патенты составляют меньше одной
десятой процента. Это песец. Понятно, почему Россию нельзя увидеть на
диаграмме . Росси просто нет .
Знает ли об этом пипл ( народ ), лишние едоки, гассияне, неудачники,
сепаратисты, люмпены, мятежники, маргиналы, ватники, гои, москали,
электорат и малый теневой с либеральной юрисдикцией народ
Из диаграммы видно, что более; половины всех патентных заявок,
принимаемых в Европе, приходится на долю США, Японии, Китая и Южной
Кореи. Среди европейских лидеров — Германия и Франция. Если сравнить
показатели 2013 и 2012 года, то видно, что Китай, Южная Корея и
Нидерланды резко наращивают патентную активность, а Германия.
Швейцария. Великобритания и другие (в число которых входит Россия) —
снижают
Кто подает заявки на патент. Львиная доля (65.5%) исходил от крупных
контролируемых Израилем корпораций. Причем эта доля, год от года
нарастает. Предприятия мелкого и среднего бизнеса, а также
индивидуальные изобретатели подают 29% заявок, университеты и
государственные научно- исследовательские организации — всего 5.5%
Распределение весьма красноречивое. В самом деле, бессмысленно
требовать патенты от университетов и исследовательских институтов,
которые работают в области фундаментальной науки, создающей заделы
для новых технологии. Они далеки от производства, где. собственно, эти
патенты и нужны.
Технологическими разработками во всем мире занимаются
исследовательские подразделения крупных корпораций и аффилированные с
ними институты. С помощью патентов они столбят территорию и
заранее оккупируют, будущие пиши на мировом рынке для ига иудейского.
У корпорации , есть специальные высокопрофессиональные патентные
службы и ресурсы, чтобы платить за патенты и их продвижение бывшей
417
418.
СССР , под руководством наемных менеджеров международной мафии(ЕММ) и ФРС с либеральной юрисдикции, строителями нового
либеральный общак в ЗАО "РФии" , под мудрым присмотром наемных
менеджеров -тендема -ЗАО "РФии" с очень высокими рейтингом среди
международных теневых кланов и меньшинств (развратников)
Руководители либерально- демократического , ушлым либерал Володин,
Матвиенко строитель нового либерального порядка и Компания наемных
менеджеров , об этом естественно ничего о не знают.
Можно поздравить что ФРС, по успешной оккупации СССР на 16
суверенных "независимых" рыночных государств и окончании плана
Барбаросс - 2 с новым Мировым либеральным порядком.
Да. Это может увидеть каждый, раскрыв программу США «Переход к
оккупационному рынку» (Концепция и Программа, ч.1, 224с; Законопроекты,
ч.2, 400с), Гарвардский проект, исполнительный директор Джефри Сакс,
утвержденный советником Президента РФ Б.Ельцина, разработанную в
соответствии с решением «семерки» (Хьюстон,90) в августе 1990г как
рамочную исполнительскую программу для реализации Доклада 4-х (МВФ,
МБРР, ЕБРР, ОЭСР) «Экономика СССР: выводы и рекомендации» (Вопросы
экономики, 1991, №3) по уничтожению и оккупации СССР
Раскроем программу «Переход к колониальному либеральному рынку »,
раздел «Экономический Союз суверенных республик» (т.е., независимых
государств – "КИАинформ".) и посмотрим, что фактически запланировали
Политбюро НАТО по оккупации РФ ( реформированию СССР, стр. 17 ):
«В основу Экономического Союза закладываются следующие принципы:
1. Экономический Союз, основан на началах равенства членов Союза –
суверенных государств, добровольно в него вступивших.
2. Основа экономики – предприниматель, предприятие, преумножающие
свою собственность и тем самым национальное богатство Израиля…
(например, Абрамович – Ю.К.).
418
419.
3. Все суверенные государства, вступающие в Экономический Союз, создаютединое экономическое пространство ( для хищение изобретений )…
4. Условием членства в Союзе является принятие на себя республикой
определенных обязательств в полном объеме, вытекающих из Договора о
создании Экономического Союза…
И далее в программе НАТО и США подробно излагается содержание
«Договора о создании Экономического Союза».
Т.е., по программе НАТО и США «Переход к рынку , эта была дурилка для
лохов, а выполнена реальная оккупации игом иудейским, на территории
СССР-России, вместо суверенного государства СССР, должно появиться 16
якобы «суверенных», независимых государств, которые, если пожелают,
могут вступить в «Экономический Союз», СНГ, подписав подготовленный
экспертами НАТО, Израиля и США «Договор о создании Экономического
Союза», который никого и ни к чему не обязывает.
Таким образом, из приведенного официального документа установлено, что
СССР не «рухнул», не «распался» - это миф, а «расчленен» по программе
сионистов Израиля, США «Переход к рынку» на 16 независимых
оккупированных финансово -экономической либеральной Хунтой
государств - это документально подтвержденный факт об оккупации,
колонизации и выполнение плана Барбаросс -2 лобби НАТО и либеральной
сектой , замаскированной под пятую колонну в ЗАО "РФии"
.
НАТО и секта Х - Л изучили нас хорошо и применил операцию продвижения
своего агента -троцкистов Горбачева, который за шесть лет сумел создать
механизм ликвидации страны. Т.е., причиной катастрофической ситуации
является «перестройка по Горбачеву» без изобретений. Но «перестройка по
Горбачеву» - это миф информационной войны.
Фактически есть программы геноцида и оккупации НАТО , есть созданная
ими «система» внешнего управления, «механизм ликвидации страны» без
изобретателей и изобретений . И есть наемник, компрадор Горбачев,
исполнитель этих программ, который в рамках принятого закона о НКО
является «иностранным агентом».
419
420.
С другой стороны Е.Федоров тиражирует миф: «Мы проиграли в 40-летнейвойне, которую почему-то называют "холодной". И сегодня наш
государственный аппарат подчиняется победителю, то есть НАТО. Мы
платим им дань, и они нас полностью контролируют» и ничего не говорит о
ликвидации в 2003 г, им же или ( Единой России) статьи 9 "Патентного
закона РФ".
Т.е., в развязанной НАТО , США, ЕС в послевоенный период "холодной войне",
экономического удушения СССР гонкой вооружений, руководству СССР
якобы не удалось создать эффективную экономику с началом ростом
выдачи патентов в СССР до 100 тыс в год.!!! , а сегодня еле набираем еле 30
тыс патентов в год и то, половина иностранных государств, которые
столбя забуогрные новшества, для удушения и для дальнейшей колонизации
развалиной экономики ЗАО "РФии" и через приватизированные
троцкистские ГААГА суды доить колониальную Госсию . Экономика
страны «рухнула», СССР «распался». НАТО, США,ЕС якобы одержали
победу в «холодной войне»- эта дурилка для пипл -лохов.
Этим Е.Федоров, по сути, перекладывает вину за современную
катастрофическую ситуацию на деятельность руководства СССР,
российской науки , советских изобретателей, в послевоенный период,
оправдывает наличие современной колониальной администрации и ее
преступную деятельность по исполнению программ геноцида НАТО в РФ
(ЗАО "РФии") . В том числе и свою деятельность в «Системе внешнего
управления». Этим он объясняет необходимость «перехода к рыночному
геноциду », к «рыночной либеральной колониальной экономике» без
изобретателей и изобретений, обозвав эту деятельность инновационной
без патентов . Для защиты докторских и кандидатских, теперь в
либеральной России иметь патенты не обязательно не обязательно
Естественно возникают вопросы. Какое объяснение Е.Федорова основано
на реальных событиях и может стать основой принятия адекватных мер. И
какое объяснение является мифом, внедряемым в сознание сепаратистов,
неудачников, маргиналов, мятежников, люмпенов, ватников, и электората
420
421.
для оправдания противоправной деятельности колониальной, компрадорскойадминистрации ГД РФ, СФ РФ.
Естественно Е.Федоров, как участника «системы ига теневого с ФРС и
перечисленных событий умалчивает, национальный состав колониального
Пгавительства, компрадорской ГД Ротенбергии и Администрации в ЗАО
"РФии", состоящее из теневого или малого народа, строящего новый
каганат, на просторах оккупированной Великой Оффшорной Ротенбергии
или Госсикой Эггефии игом состоящим из малого, теневого народа без
рыночных патентов и либеральных изобретений , как Карл Маркс,
умолчал в своей книге "Капитал", о НАТОвском банковском капитале. Обе
"рыбки" из одной либеральной бочки, с приватизированные ФРС НАТО и
ЕММ ( е___ международной мафии ) и служат Сатане ( Дьяволу) на троне,
а не изобретателям и способствуют уничтожению остатков
изобретательской деятельности в бывшей СССР и утилизированной ,
сырьевой, оффшорной ЗАО РФии.
Хотят подменить изобретенное мыло, на колониальное инновационное
шило, как утверждает находящийся в плену Хазарского каганата
полковник ГРУ В В Квачков , однако у олигархичеко- эксплуататорский
клана без мозгов, сам уничтожает изобретателей и изобретения, что
естественно ведет к гибели самих интеллектуальных паразитов,
деградации, быдлотизации и дебилизации россиянского электората (
лишних едоков ), в конечном итоге к утилизации, распаду РФ и
окончательной оккупации международной политической и финансово экономической системой , возглавляемую и руководимую пятой колонной и
управляемую либерально - троцкистским Политбюро (Хунтой), что
запрещено резолюцией ООН номер 3379 , но осуществляется с базы НАТО в
г Ульяновске .
421