





 Промышленность
ПромышленностьПохожие презентации:










Сухое лазерное упрочнение
1.
Сухое лазерноеупрочнение
Выполнили:
студентки СНИУ им. С.П. Королева
группы 2305
Гаврилина Ангелина и Подгорнова Александра
г. Самара 2020г
2.
ВВЕДЕНИЕОсновной принцип, лежащий в основе повышения прочности металлов и сплавов, – создание
препятствий, затрудняющих перемещение дислокаций. Упрочнение достигается путем термической обработки
или пластической деформации металлов и сплавов за счет увеличения плотности дефектов.
2
3.
ОСНОВНЫЕ МЕТОДЫСуществует большое количество методов упрочнения. Вот не которые из них:
Закалка токами высокой частоты;
Метод пластической деформации;
Легирование;
Химико-термическая обработка;
Механо-термическая обработка;
Лазерное упрочнение
3
4.
ЛАЗЕРНОЕ УПРОЧНЕНИЕСуществует два основных вида лазерного упрочнения:
«сухое»;
«мокрое»
4
5.
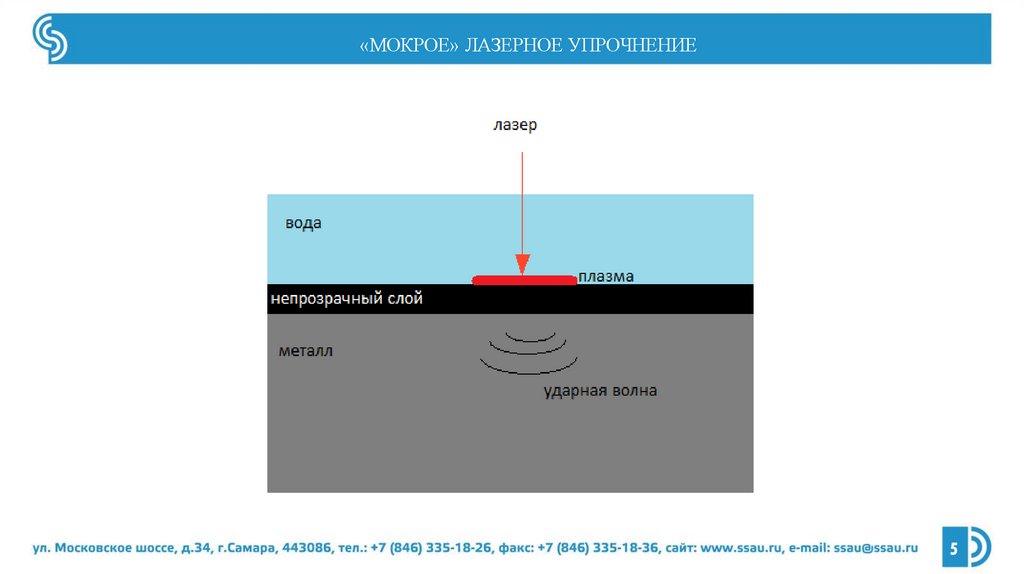
«МОКРОЕ» ЛАЗЕРНОЕ УПРОЧНЕНИЕ5
6.
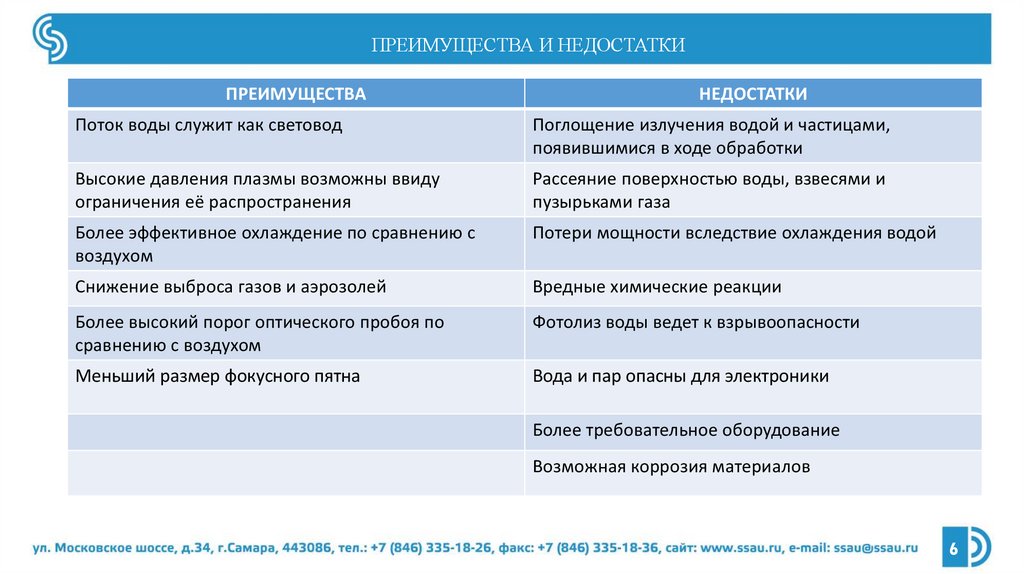
ПРЕИМУЩЕСТВА И НЕДОСТАТКИПРЕИМУЩЕСТВА
НЕДОСТАТКИ
Поток воды служит как световод
Поглощение излучения водой и частицами,
появившимися в ходе обработки
Высокие давления плазмы возможны ввиду
ограничения её распространения
Рассеяние поверхностью воды, взвесями и
пузырьками газа
Более эффективное охлаждение по сравнению с
воздухом
Потери мощности вследствие охлаждения водой
Снижение выброса газов и аэрозолей
Вредные химические реакции
Более высокий порог оптического пробоя по
сравнению с воздухом
Фотолиз воды ведет к взрывоопасности
Меньший размер фокусного пятна
Вода и пар опасны для электроники
Более требовательное оборудование
Возможная коррозия материалов
6
7.
«СУХОЕ» ЛАЗЕРНОЕ УПРОЧНЕНИЕУпрочнение материалов лазерным излучением основано на локальном нагреве участка поверхности
под воздействием излучения и последующем охлаждении этого поверхностного участка с высокой скоростью в
результате теплоотвода тепла во внутренние слои металла.
7
8.
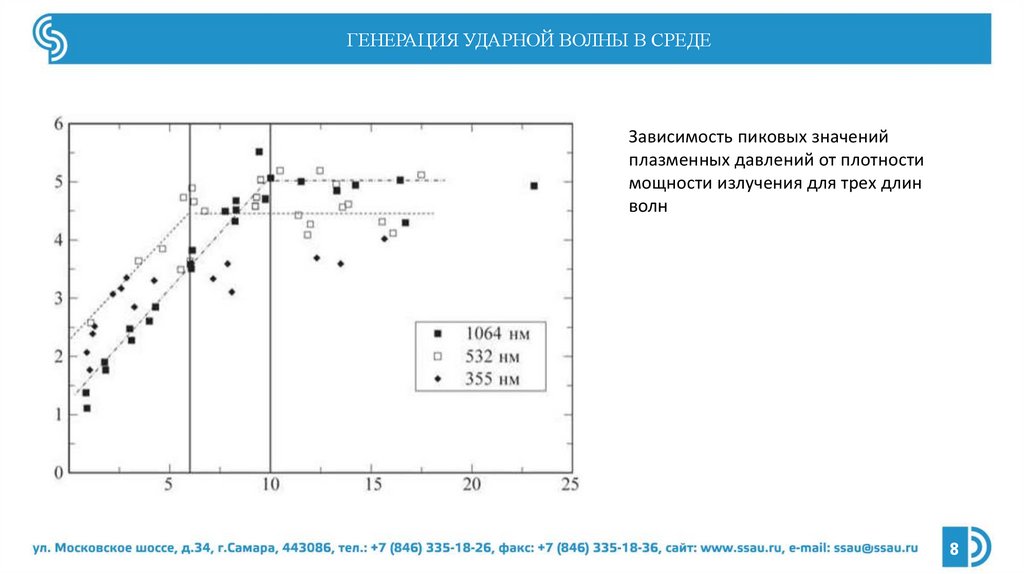
ГЕНЕРАЦИЯ УДАРНОЙ ВОЛНЫ В СРЕДЕЗависимость пиковых значений
плазменных давлений от плотности
мощности излучения для трех длин
волн
8
9.
ПРИМЕНЕНИЕ1-лопатки турбины
4-шейки коленчатого вала
2-вырубные штампы
5-коленные импланты
3-замок автосцепки
6-ножи гильотинных ножниц
9
10.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИПРЕИМУЩЕСТВА
НЕДОСТАТКИ
В качестве источника бомбардирования используется
мощный твердотельный лазер
высокие эксплуатационные затраты (электроэнергия,
газ или другой теплоноситель, расходные материалы)
Поверхностное термоупрочнение на глубину 0,5 – 0,8
мм осуществляется за счет структурно-фазовых
изменений поверхностных слоев исходного материала
длительность технологического цикла
Возможность локального упрочнения
высокий уровень механических напряжений
Высокая линейная скорость обработки
большой объем механообработки зон с высокой
твердостью, необходимый для снятия припусков
и получения требуемой точности обработки,
и связанный с этим повышенный расход инструмента.
Автоматизация управления технологическим
процессом
10
11.
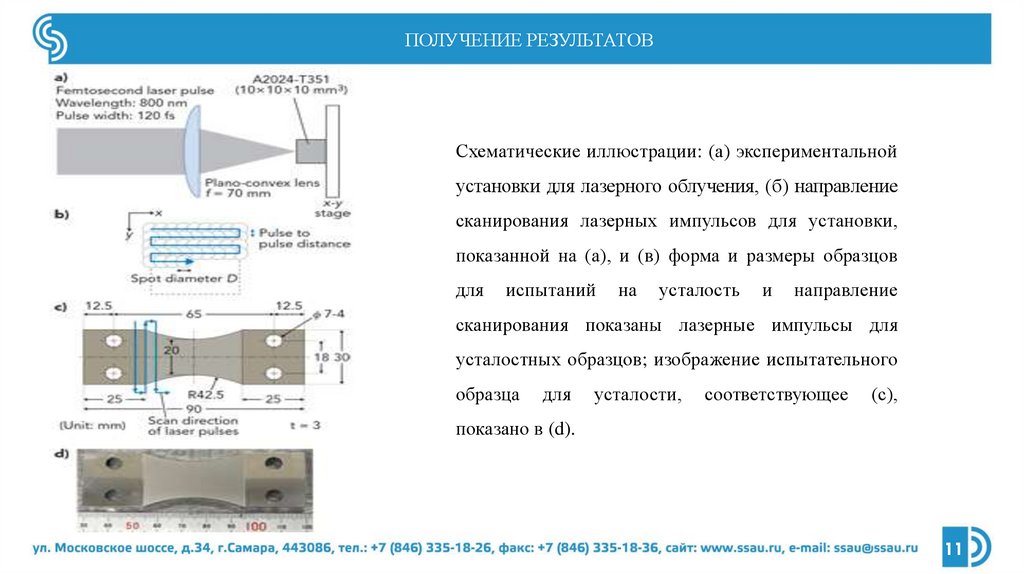
ПОЛУЧЕНИЕ РЕЗУЛЬТАТОВСхематические иллюстрации: (а) экспериментальной
установки для лазерного облучения, (б) направление
сканирования лазерных импульсов для установки,
показанной на (а), и (в) форма и размеры образцов
для
испытаний
на
усталость
и
направление
сканирования показаны лазерные импульсы для
усталостных образцов; изображение испытательного
образца
для
усталости,
соответствующее
(с),
показано в (d).
11
12.
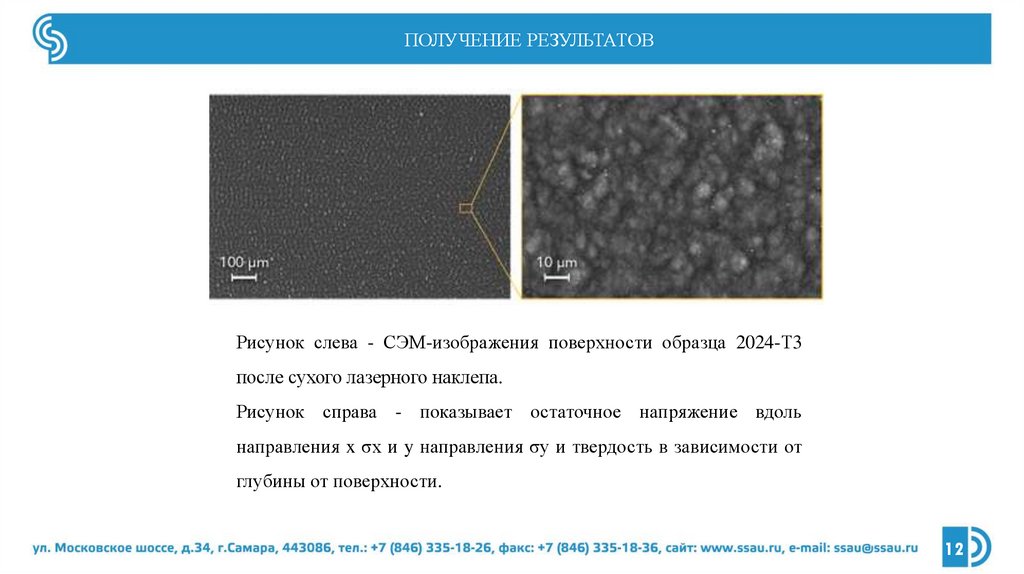
ПОЛУЧЕНИЕ РЕЗУЛЬТАТОВРисунок слева - СЭМ-изображения поверхности образца 2024-Т3
после сухого лазерного наклепа.
Рисунок справа - показывает остаточное напряжение вдоль
направления x σx и y направления σy и твердость в зависимости от
глубины от поверхности.
12
13.
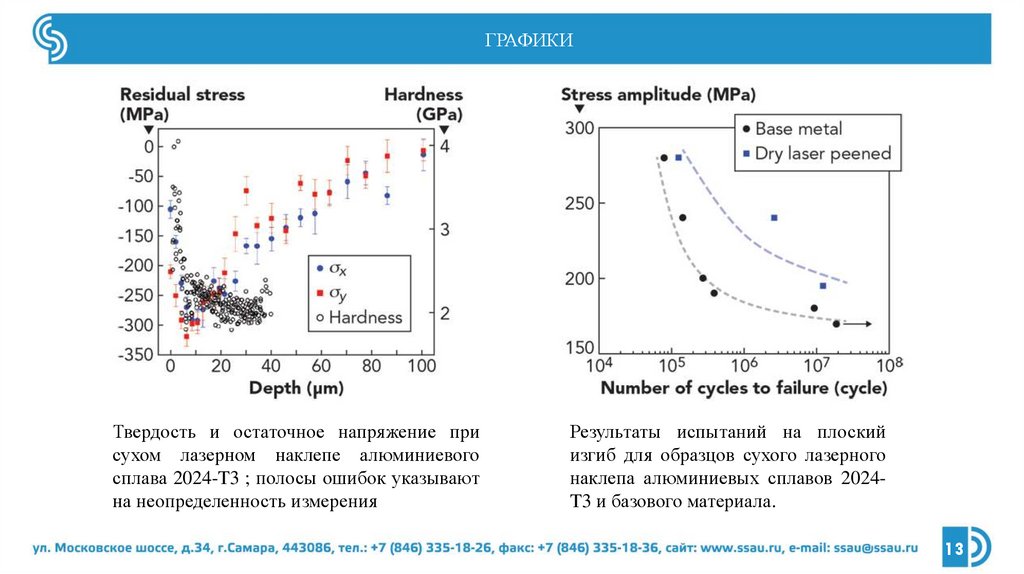
ГРАФИКИТвердость и остаточное напряжение при
сухом лазерном наклепе алюминиевого
сплава 2024-T3 ; полосы ошибок указывают
на неопределенность измерения
Результаты испытаний на плоский
изгиб для образцов сухого лазерного
наклепа алюминиевых сплавов 2024T3 и базового материала.
13
14.
ВЫВОДЫПроцесс сухого лазерного упрочнения:
Имеет большой потенциал для применения в различных областях.
Может быть теоретически выполнен в вакууме, что позволяет использовать этот метод в космосе.
Не затрагивает структуру и химсостав основной массы детали, не влияя на геометрические размеры и
прочностные характеристики детали в целом.
14
15.
БЛАГОДАРИМЗА ВНИМАНИЕ
Готовы ответить на все ваши
вопросы