




 Механика
МеханикаПохожие презентации:










Технологическая подготовка производства держателя измерителя для условий СНО "Машиностроитель"
1. Тема ВКР: Технологическая подготовка производства держателя измерителя для условий СНО "Машиностроитель"
Тема ВКР: Технологическая подготовкапроизводства держателя измерителя для
условий СНО "Машиностроитель"
Выполнил: Бушмин Степан Александрович
Руководитель: Сидоренко С.А.
2.
Анализ исходных данныхДеталь является корпусной деталью. Деталь выполняет функцию
опоры, в которую устанавливается по отверстию диаметром
16+0,043 корпус измерителя и фиксируется клеммным зажимом.
Деталь представляет собой совокупность плоских поверхностей и
цилиндрических отверстий наружных поверхностей. Для создания
клеммного зажима прорезан прямоугольный паз и выполнено
резьбовое крепежное отверстие. Основные базовые поверхности
обработаны с шероховатостью от Ra=3,2 до Ra=1,6, остальные – в
3.
Материалом детали является сталь конструкционная углеродистаякачественная - сталь 45 ГОСТ 1050-88. .
Деталь в целом технологична, так как обладает достаточными базами для
базирования и закреплении детали на первой операции, точность и
шероховатость основных поверхностей позволяет использовать стандартные
инструменты, приспособления и оборудование при их обработке и контроле.
В то же время при обработке возникают следующие технологические
задачи: .
4.
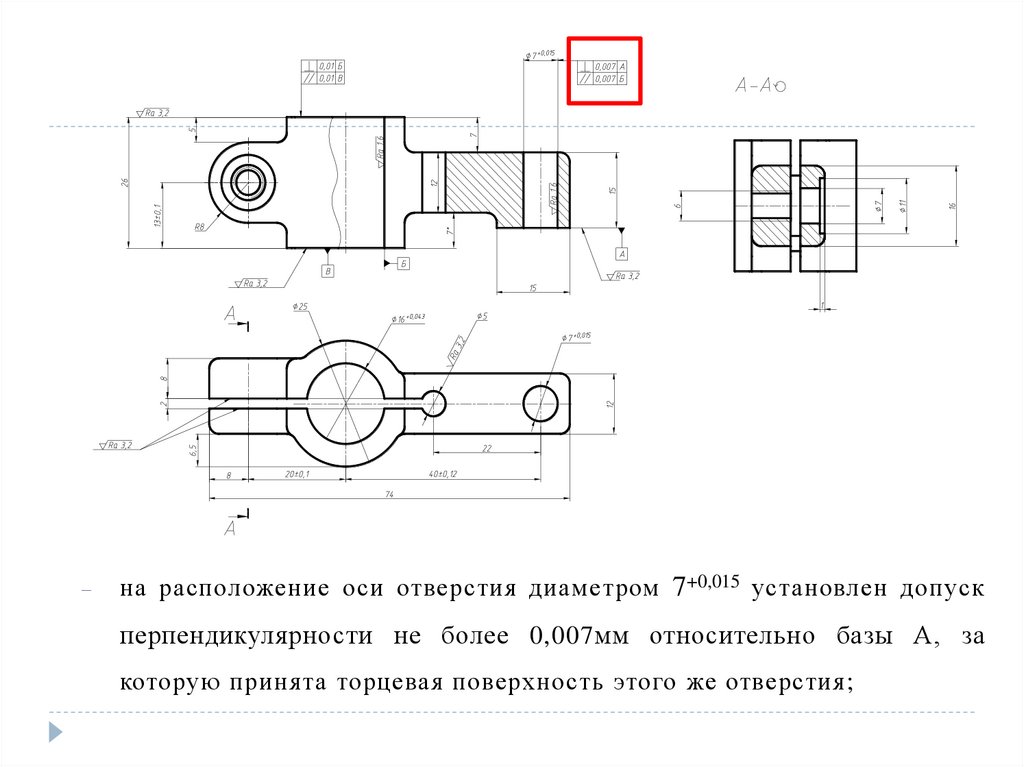
на расположение оси отверстия диаметром 7+0,015 установлен допускперпендикулярности не более 0,007мм относительно базы А, за
которую принята торцевая поверхность этого же отверстия;
5.
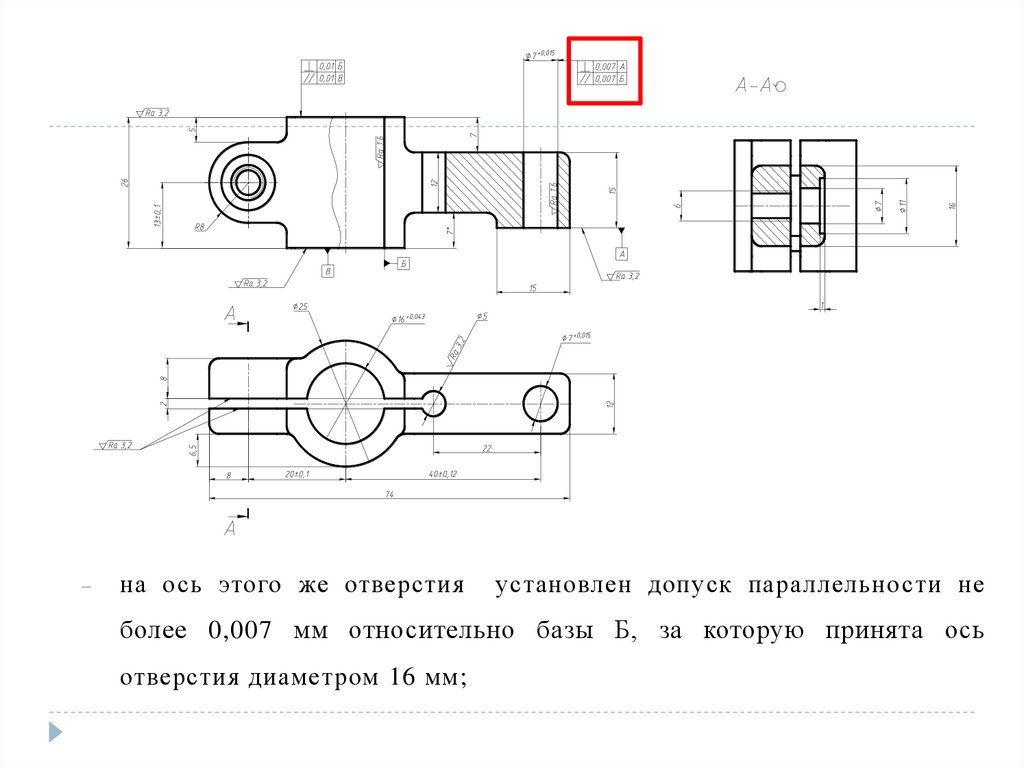
на ось этого же отверстияустановлен допуск параллельности не
более 0,007 мм относительно базы Б, за которую принята ось
отверстия диаметром 16 мм;
6.
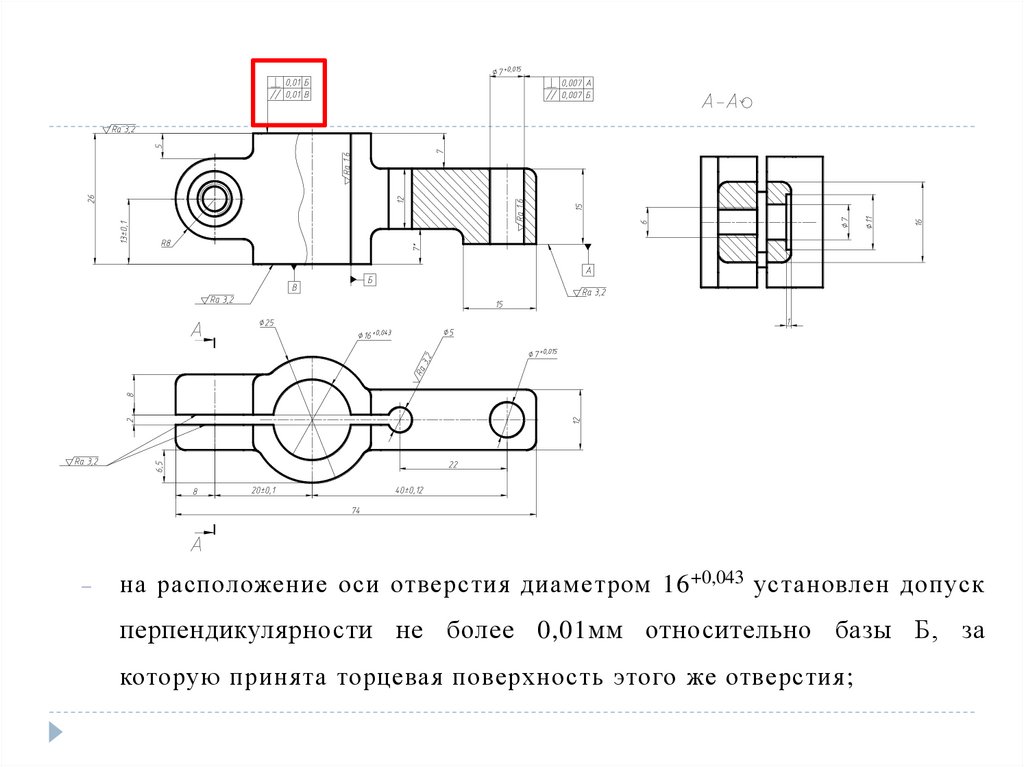
на расположение оси отверстия диаметром 16 +0,043 установлен допускперпендикулярности не более 0,01мм относительно базы Б, за
которую принята торцевая поверхность этого же отверстия;
7.
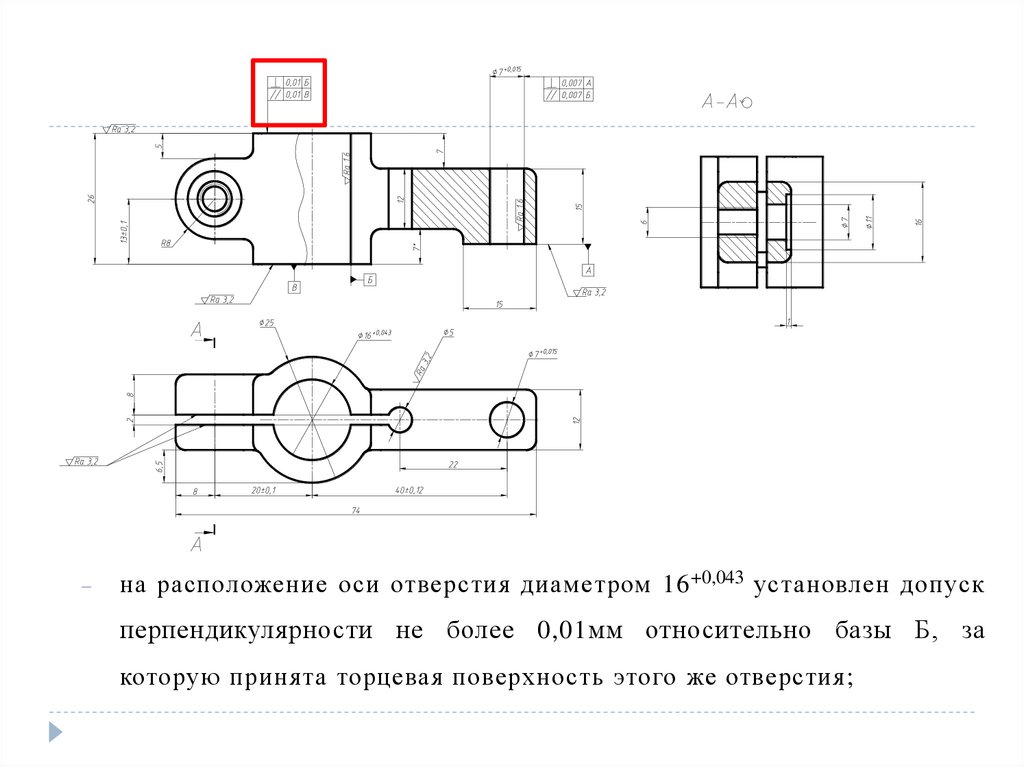
на расположение оси отверстия диаметром 16 +0,043 установлен допускперпендикулярности не более 0,01мм относительно базы Б, за
которую принята торцевая поверхность этого же отверстия;
8.
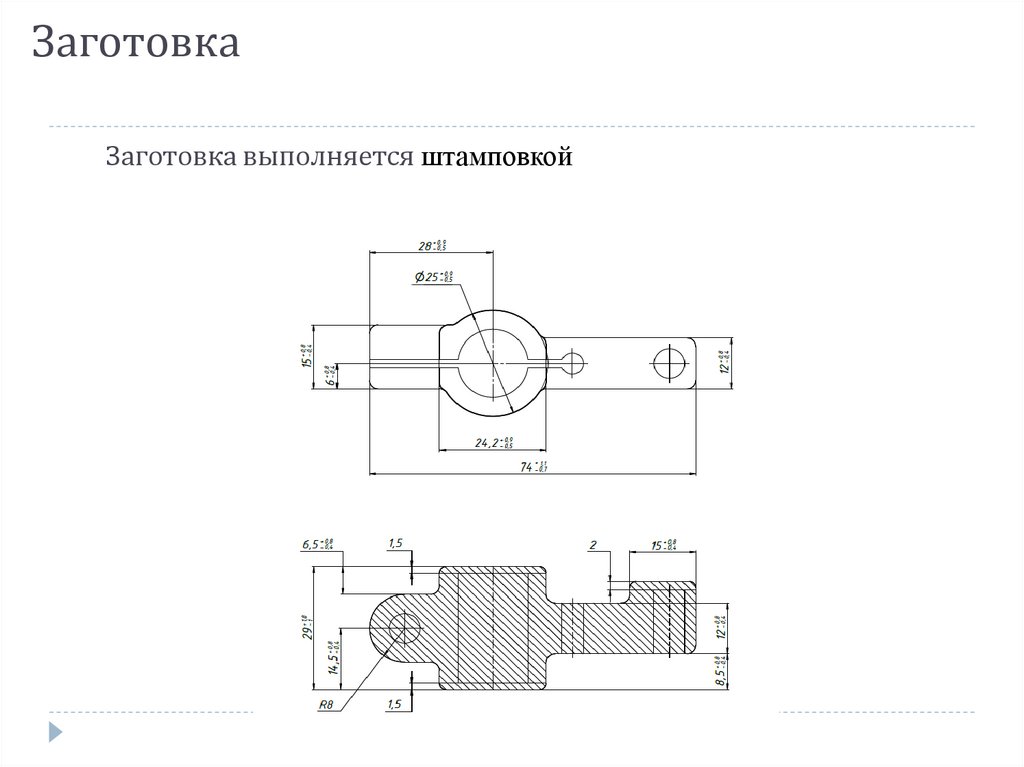
ЗаготовкаЗаготовка выполняется штамповкой
9. В работе предлагается:
Разработать технологический процесс изготовления детали с учетомсерийного типа производства.
Разработать специальное приспособление для механической
обработки.
Разработать специальное приспособление для контроля.
Предложить планировку участка и рассчитать технологические
графики.
Разработать мероприятия по технике безопасности и экологичности
проекта.
Произвести расчет экономических показателей участка.