




 Механика
МеханикаПохожие презентации:










Опиливание металла
1. Опиливание металла
Кокшаров Павел АТМ-212.
Опиливание – снятие поверхностногослоя с металлической детали при
помощи напильника.
3.
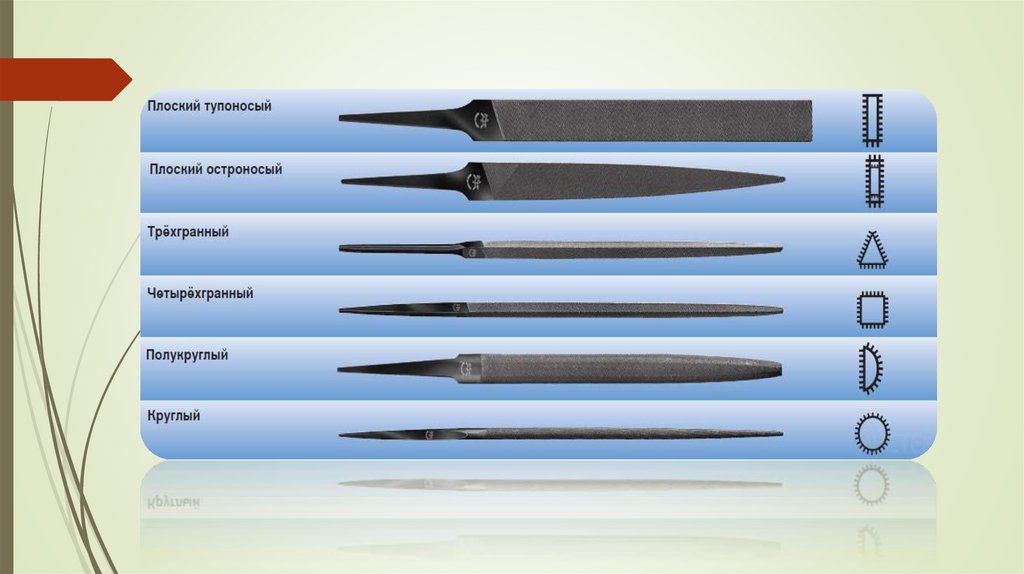
4. Виды напильников
ПлоскийКвадратный
Круглый
Полукруглый
Трёхгранный
5.
6. Классификация напильников
По числу насечки:№0 и 1 – драчевые
№2 и 3 – личные
№4 и 5 – бархатные
По числу насечек:
1. Надфили
2. Рашпили
3. Общего назначения
4. Машинные
По форме насечки:
1. Одинарная
2. Двойная
3. Рашпильная
4. Дуговая
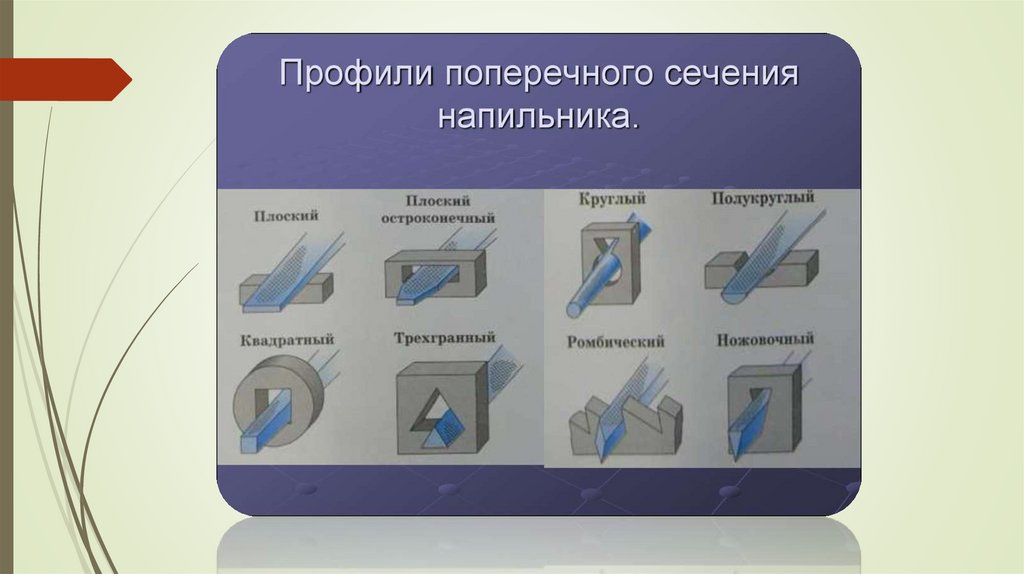
7. Выбор профиля напильника
Профиль поперечного сечения напильника выбирается в зависимости от формыопиливаемой поверхности:
Плоский, плоская сторона полукруглого – для опиливания плоских и выпуклых
криволинейных поверхностей.
Квадратный, плоский – для обработки пазов, отверстий и проёмов прямоугольного
сечения.
Плоский, квадратный, плоская сторона полукруглого – при опиливании
поверхностей, расположенных под углом 90⁰.
Трёхгранный – при опиливании поверхностей, расположенных под углом свыше 60⁰.
Ножовочный, ромбический – для опиливания поверхностей, расположенных под
углом свыше 10⁰.
Трёхгранные, круглые, полукруглые, ромбические, квадратные, ножовочные – для
распиливания отверстий (в зависимости от их формы).
8.
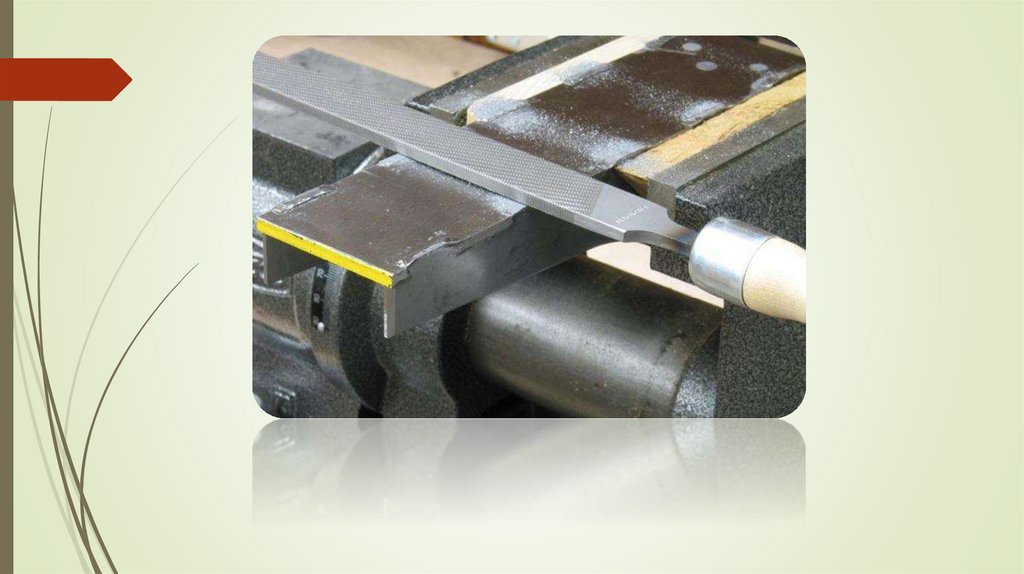
9. Подготовка к опиливанию
1. Заготовку очищают металлическими щётками от грязи, масла,формовочной земли и окалины. Литейную корку срубают зубилом или
удаляют старым напильником.
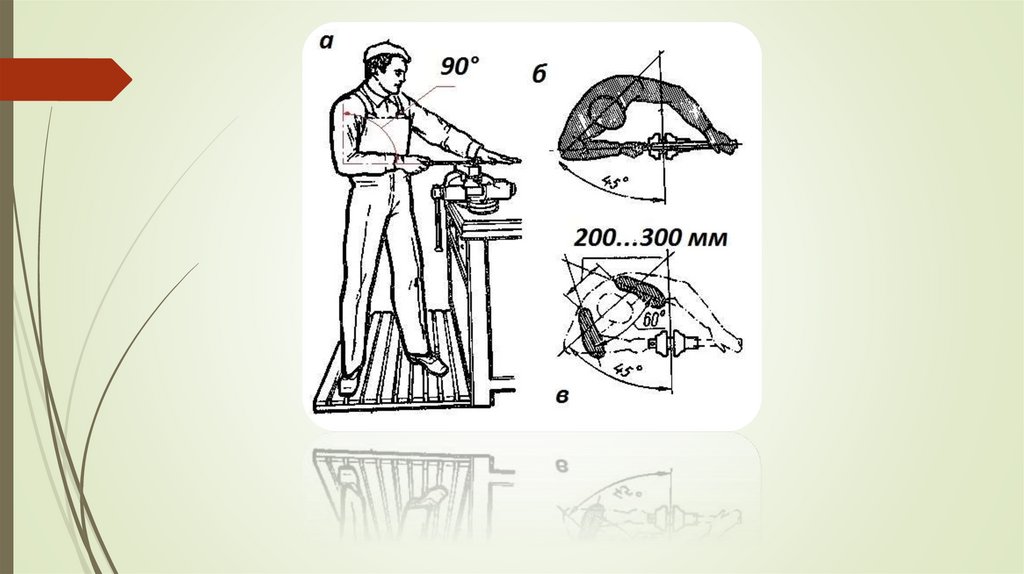
2. Положение считается правильным, если между плечевой и локтевой
частями согнутой в локте правой руки с напильником, установленном
на буки тисков, образуется угол 90⁰. При этом корпус работающего
должен быть прямым т развернутым под углом 45⁰ к линии оси тисков.