










 Промышленность
ПромышленностьПохожие презентации:










Разработка системы адресования изделий при сборочных операциях
1.
Московский Государственный Университет Приборостроения и Информатики.Кафедра «ТИ-1»
Дудянова Т.И.
Макаров В.А.
Тадоран Б.Н.
Канева И.Ю.
Дипломник
Руководитель
Консультант по БЖД
Консультант по экономике
г. Кашира 2012 год.
2.
Данная тема актуальна в связи тем, чтосовершенствование сборочного производства является
одним из основных резервов повышения технического
уровня и экономической эффективности машиностроения.
2
3.
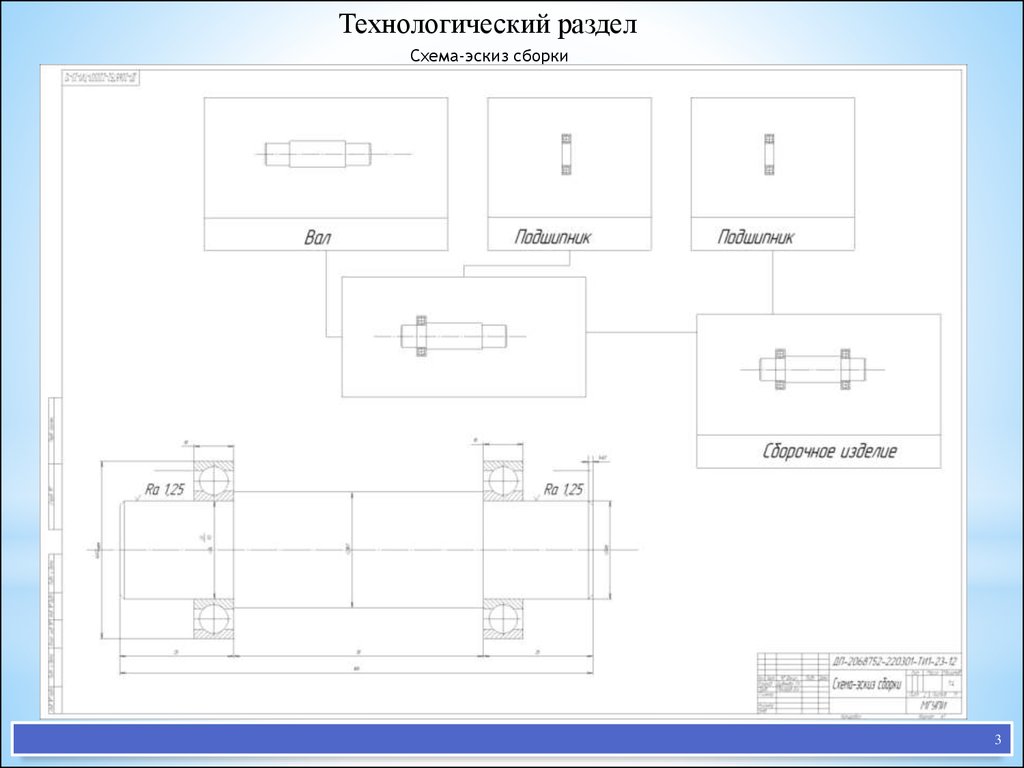
Технологический разделСхема-эскиз сборки
3
4.
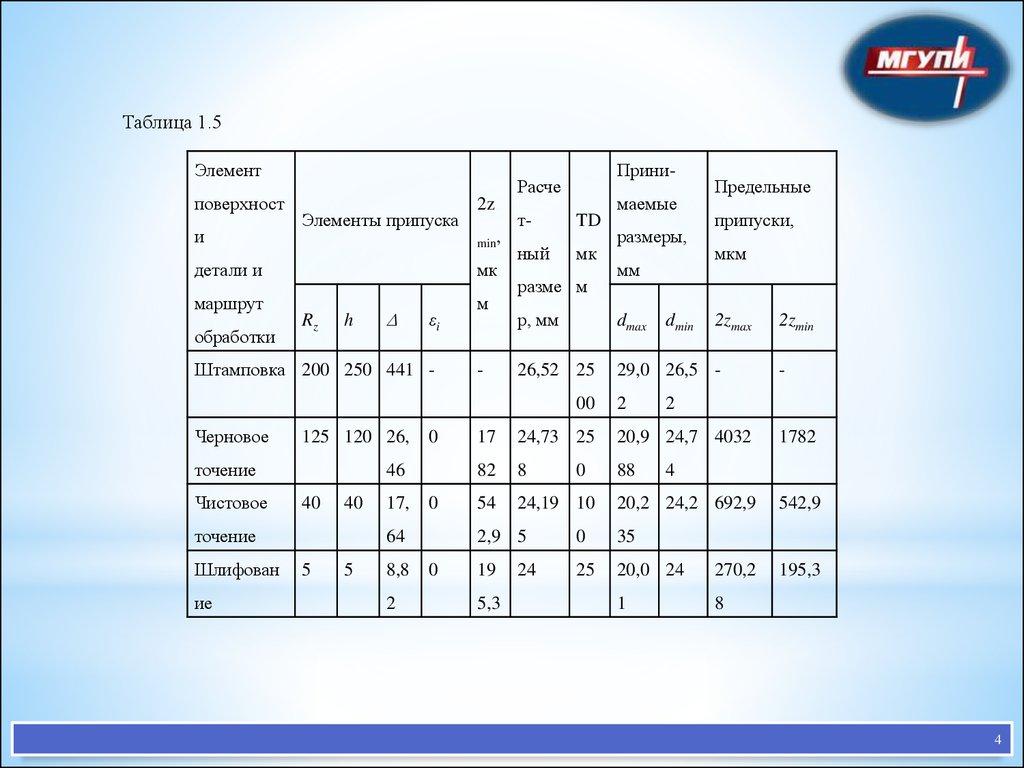
Таблица 1.5Элемент
поверхност
и
Элементы припуска
2z
min,
детали и
мк
маршрут
м
обработки
Прини-
Расче
Rz
h
εi
Штамповка 200 250 441 -
-
маемые
т-
TD
ный
мк
разме м
125 120 26,
точение
Чистовое
46
40
40
точение
Шлифован
ие
0
17,
0
64
5
5
8,8
2
0
мм
припуски,
мкм
р, мм
dmax
26,52 25
29,0 26,5 -
00
Черновое
размеры,
Предельные
2
dmin
2zmax
24,73 25
20,9 24,7 4032
82
8
88
54
24,19 10
20,2 24,2 692,9
0
35
19
25
20,0 24
270,2
1
8
5,3
1782
4
2,9 5
24
-
2
17
0
2zmin
542,9
195,3
4
5.
56.
Программа обработки детали% 00001
N01 M04 M08 G90 LF
N02 T01 G00 Z117 X0 LF
N03 S6718 G95 F0,1 LF
N04 G01 Z115 X0 LF
N05 G01 Z115 X11 LF
N06 G01 Z114 X12 LF
N07 G01 Z89 X112 LF
N08 G01 Z92 X 15 LF
N09 M02 LF
N10 M11 LF
ЕМ
6
7.
Таблица 1.7Посадка
Предельные отклонения размеров, мкм
отверстия
Ø 24
L6
k6
вала
ES
El
es
ei
0
-8
+15
+2
Предельные натяги Nmax=0,023 мм. Nmin=0,002
7
8.
Конструкторский раздел8
9.
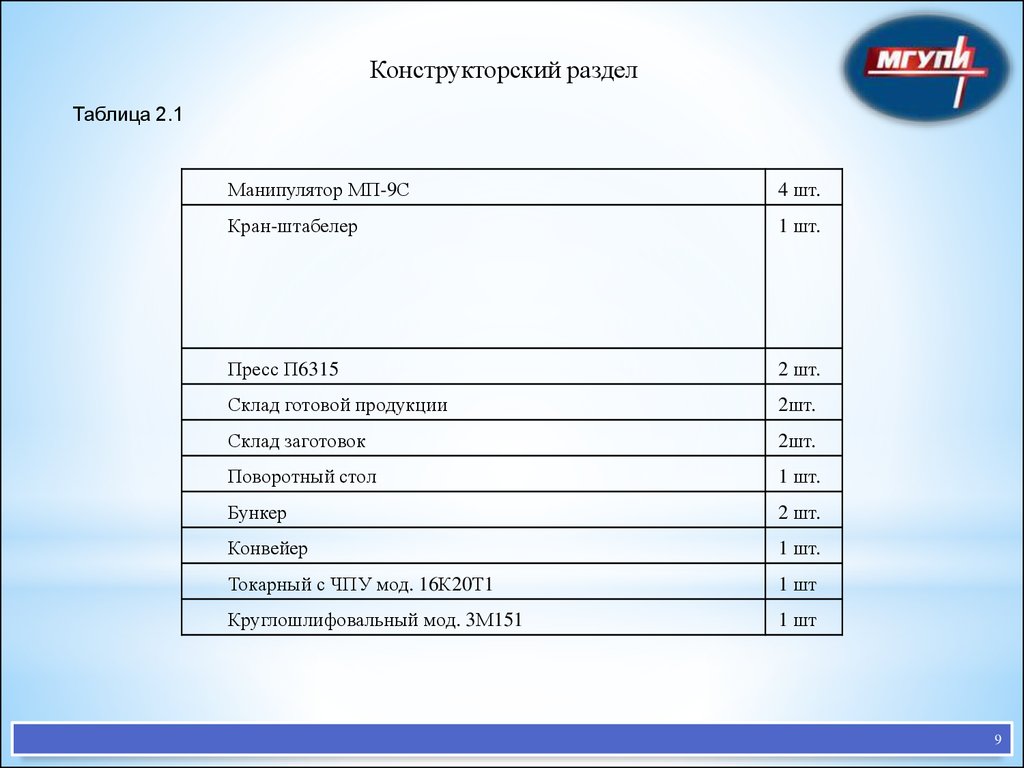
Конструкторский разделТаблица 2.1
Манипулятор МП-9С
4 шт.
Кран-штабелер
1 шт.
Пресс П6315
2 шт.
Склад готовой продукции
2шт.
Склад заготовок
2шт.
Поворотный стол
1 шт.
Бункер
2 шт.
Конвейер
1 шт.
Токарный с ЧПУ мод. 16К20Т1
1 шт
Круглошлифовальный мод. 3М151
1 шт
9
10.
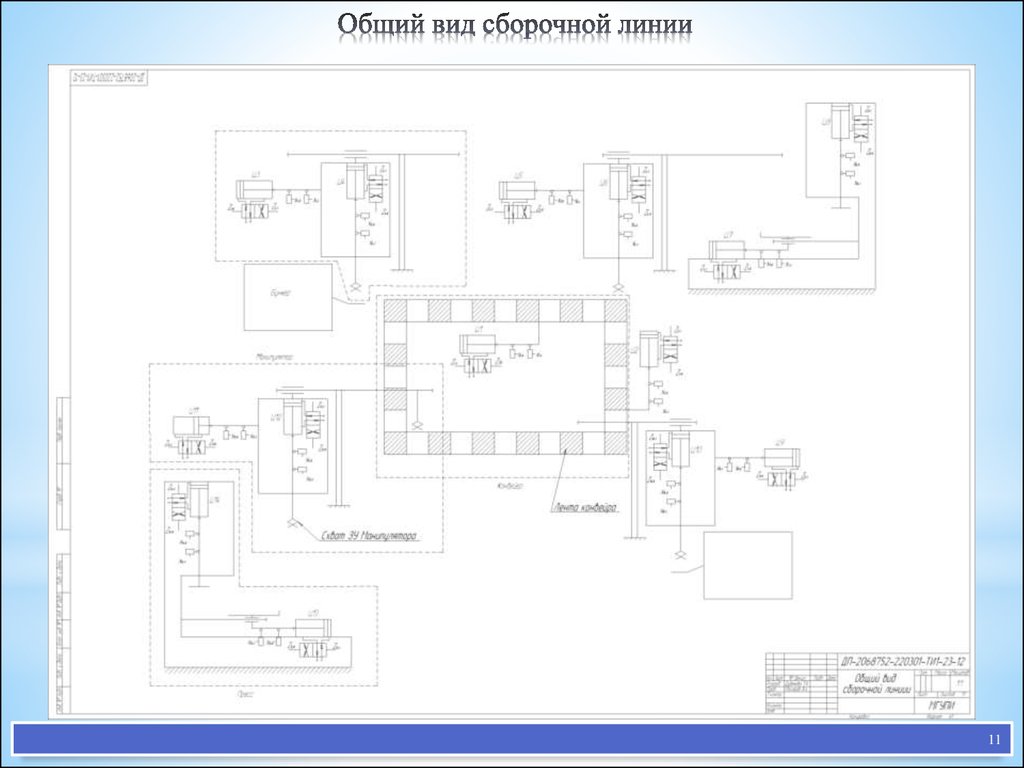
1011.
1112.
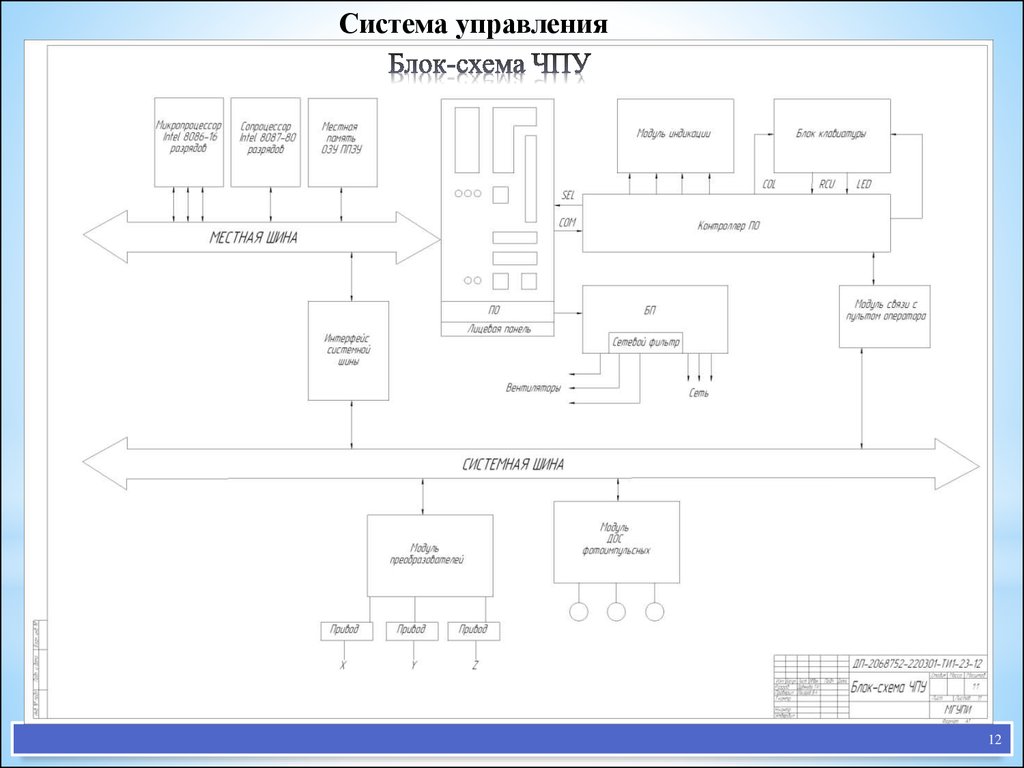
Система управления12