









 Промышленность
Промышленность Инженерная графика
Инженерная графикаПохожие презентации:










Разработка технологического процесса и станочного приспособления для изготовления детали “Проставка"
1.
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«ПОВОЛЖСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
(ФГБОУ ВО «ПГТУ»)
Выпускная квалификационная работа
«Разработка технологического процесса и станочного
приспособления для изготовления детали “Проставка"
с экономическим обоснованием»
Выполнил: студент группы МС-41
Усманов Шахзотбек Тохиржонович
Руководитель: к.т.н. доцент каф. МиМ
Зверева Оксана Сергеевна
г. Йошкар-Ола, 2022
2.
Актуальность, цель и задачиЦель
выпускной
квалификационной
работы
технологический процесс обработки детали «Проставка».
Задачи выпускной квалификационной работы:
–
разработать
• Выбор способа получения заготовки
• Разработка плана и методов механической обработки поверхностей детали с
указанием последовательности технологических операций
• Выбор основного технологического оборудования
• Расчет режимов резания и норм времени
• Выбор технологической оснастки и приспособлений
• Анализ автоматизации технологического процесса, выбор оборудования
• Оформление документации технологического процесса
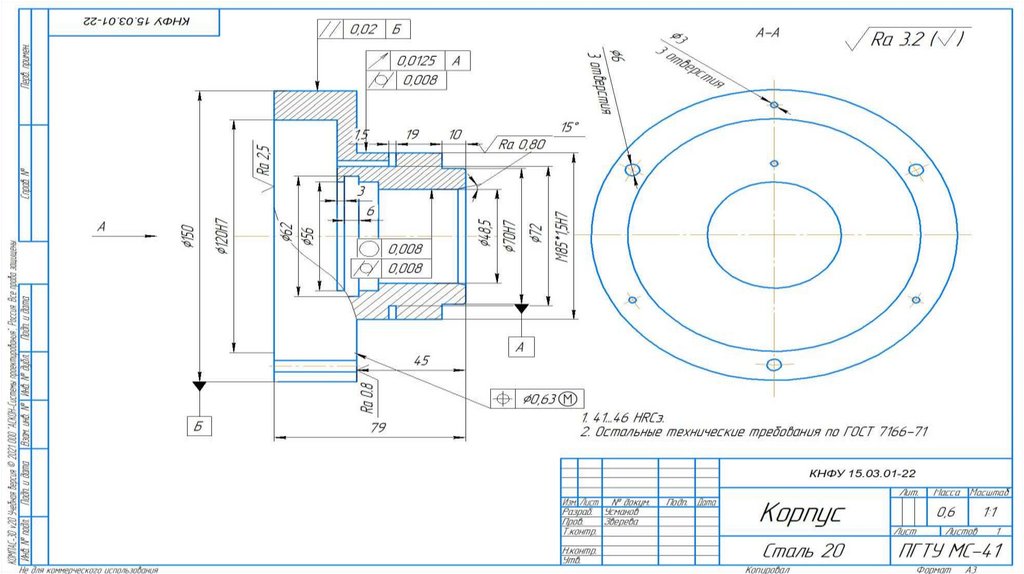
3.
Деталь «Проставка»4. Материал заготовки - Сталь 40Х13 ГОСТ 5632-72 имеет большую пластичность и ударную вязкость.
Материал заготовки Сталь 40Х13 ГОСТ 563272 имеет большуюпластичность и
ударную вязкость.
5.
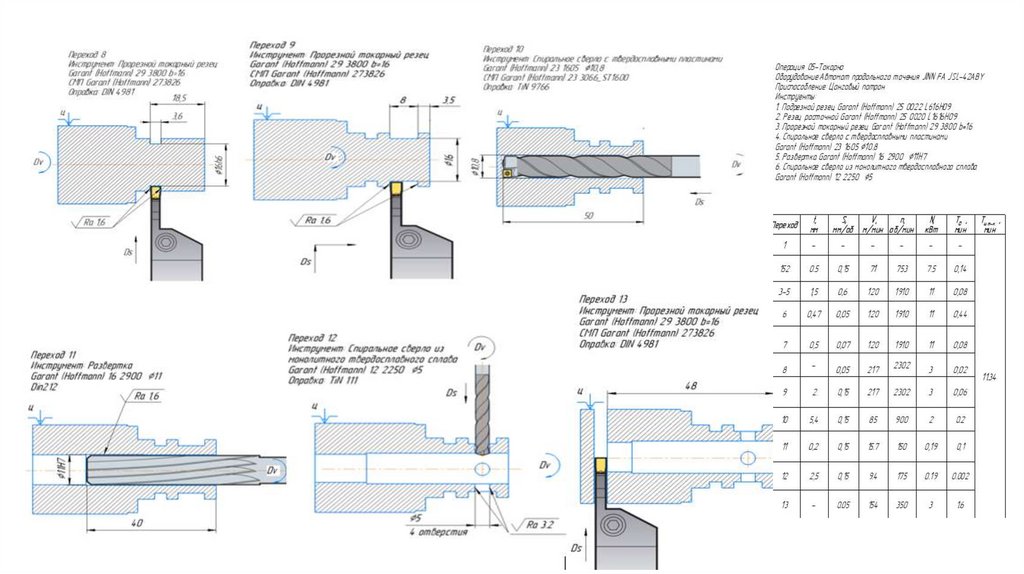
Токарная операция6.
7.
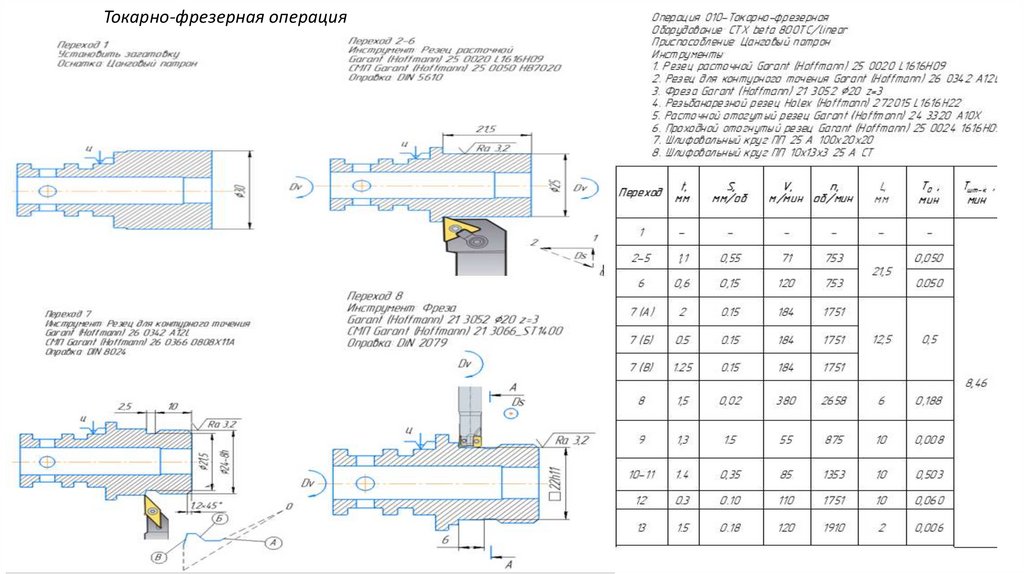
Токарно-фрезерная операция8.
9.
Конструкционнаячасть
10.
11.
12.
13.
14.
15.
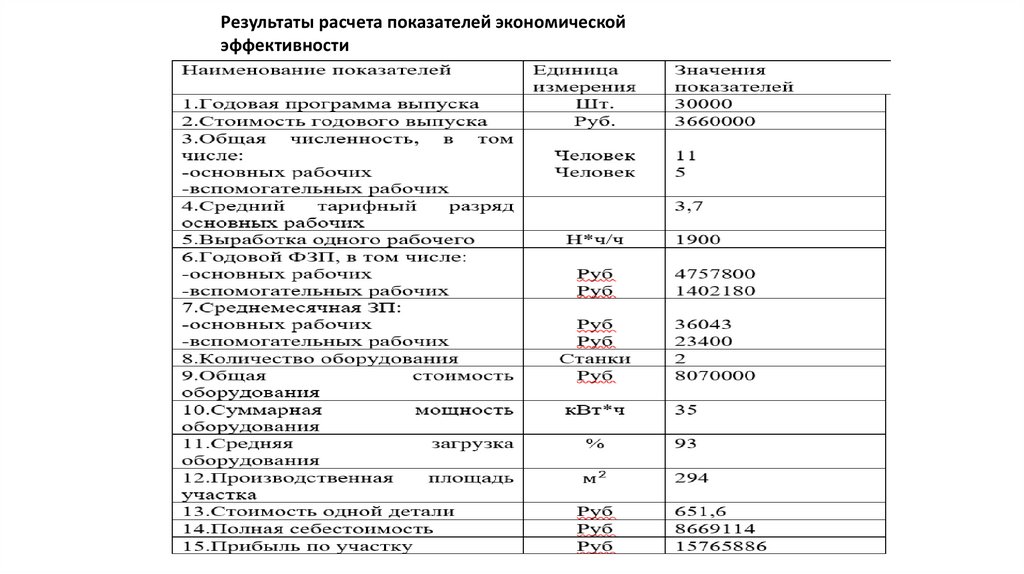
Результаты расчета показателей экономическойэффективности
16.
В своей дипломной работе я отразил наиболее важныетенденции развития современного промышленного производства
и совместить их со старыми методами.
В ходе дипломной работы:
Исследованы основные способы получения заготовки
Произведен расчет режимов резания, а так же произведен подбор
инструмента и оборудования для обработки детали.
Произведен расчет времени обработки детали которое составило
0,33 часа.
Выполнено конструкторское проектирование технологической
оснастки.
Все принятые решения при разработке технического процесса
экономически обоснованы.