


























 Промышленность
ПромышленностьПохожие презентации:

")








Обработка на токарных с ЧПУ станках
1. Обработка на токарных с ЧПУ станках
2. Базовая компоновка и набор возможных модулей для токарного многоцелевого станка с ЧПУ
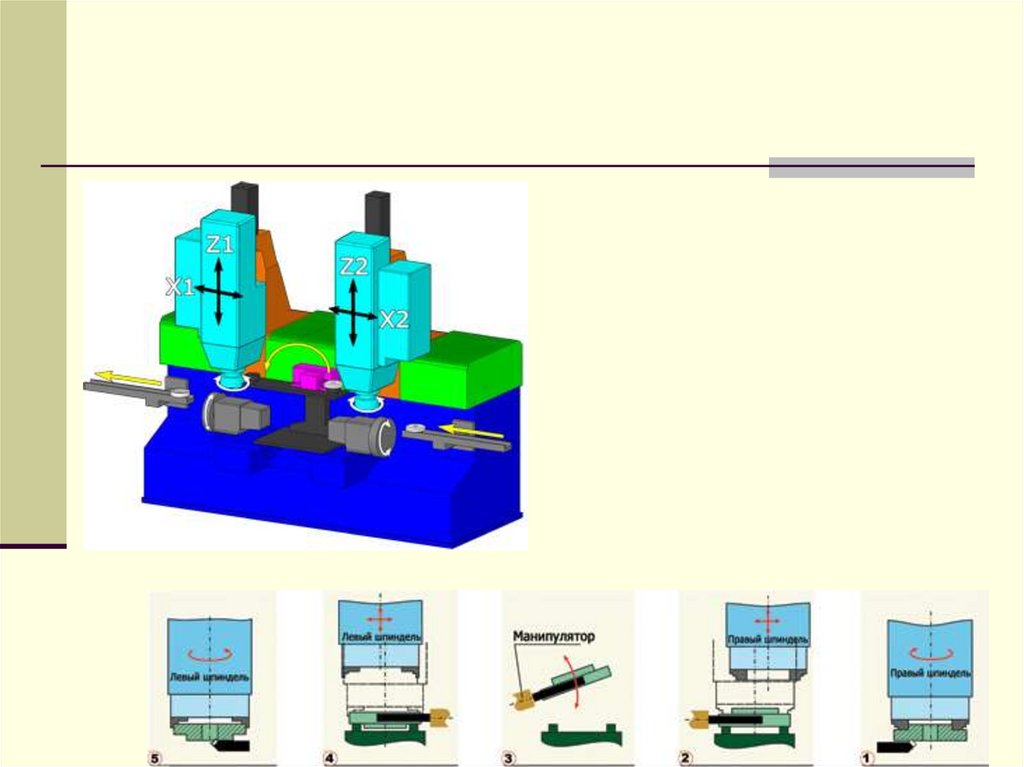
3. Станок вертикальный двухшпиндельный с ЧПУ модели 500VT
4.
5.
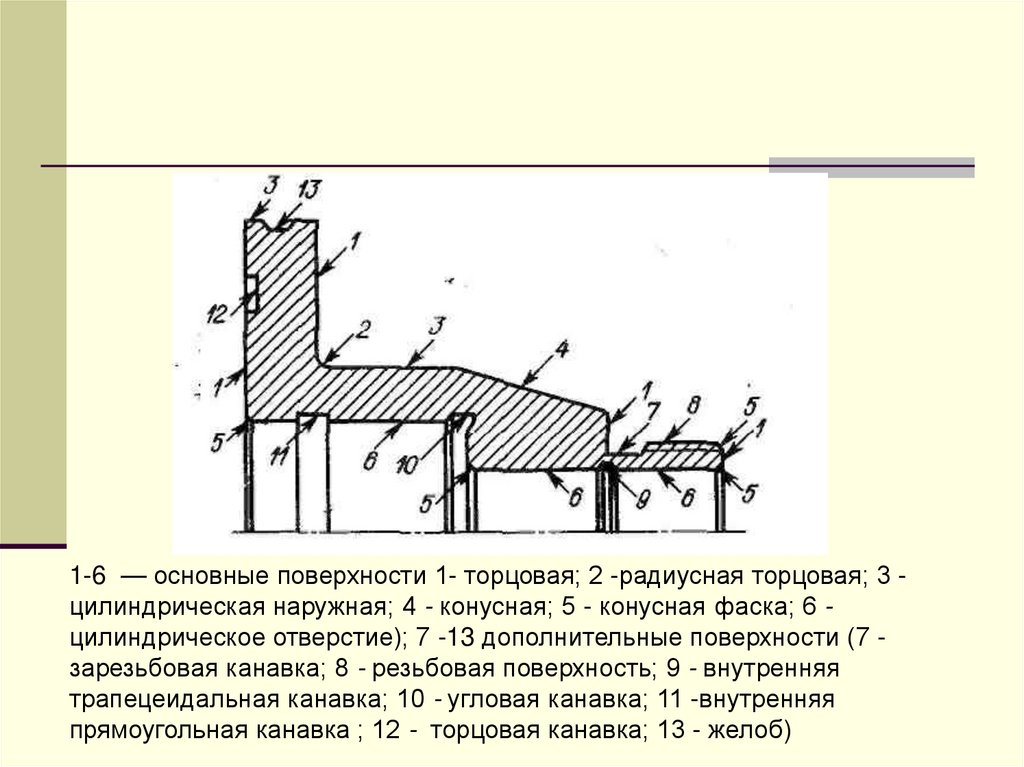
1-6 — основные поверхности 1- торцовая; 2 -радиусная торцовая; 3 цилиндрическая наружная; 4 - конусная; 5 - конусная фаска; 6 цилиндрическое отверстие); 7 -13 дополнительные поверхности (7 зарезьбовая канавка; 8 - резьбовая поверхность; 9 - внутренняятрапецеидальная канавка; 10 - угловая канавка; 11 -внутренняя
прямоугольная канавка ; 12 - торцовая канавка; 13 - желоб)
6. Зоны обработки
7. Типовые схемы переходов при черновой токарной обработке
«Петля»8. Типовые схемы переходов при черновой токарной обработке
«Виток» («зигзаг»)9. Типовые схемы переходов при черновой токарной обработке
«Спуск»10. Типовые схемы переходов при черновой токарной обработке
Черновая схема с подборкойЧерновая с получистовым
(зачистным) проходом
11. Типовые схемы переходов при черновой токарной обработке
ЭквидистантнаКонтурная
12. Обработка канавок
13. Обработка канавок
14. Обработка канавок
15. Маркировка резцов для наружного точения
16. Маркировка резцов для наружного точения
17. Маркировка резцов для внутреннего точения
18. Маркировка резцов для внутреннего точения
19. Маркировка резцов для внутреннего точения
20. Маркировка пластин для резцов
21. Выбор пластины
22. Обработка резьбы
23. Обработка резьбы
24. Режимы резания
Подача в зависимости от требуемой точности деталии погрешности заготовки
2,5
sj
C
p
34
34
3
дет
J 4
заг
Подачу обеспечивающая требуемую шероховатость
s Rz
a
u
н
max
x z z
1
C Rz
r k
t
v
n
25. Режимы резания
Шероховатость в зависимости от подачи можетопределяться по формуле
s2
Ra
1000( мкм )
8 r
8 Ra r
s
1000
26. Полигональное точение
Xt=A cos αt-B cos(β-α)tYt=A sin αt = B sin(β-α)t
27. Особенности нормирования работ на станках с ЧПУ
Время автоматической работы станка по программеТа= То.а + Тв.а;
Основное временя автоматической работы станка по
программе
Т о.а
n
L
i
i 1 s мі
Вспомогательное временя автоматической работы
станка по программе
,
Тв.а = Тв.х.а + Тocт+Тсм.ин
28. Особенности нормирования работ на станках с ЧПУ
Время вспомогательной ручной работыТв= tуст + tв.оп + tконтр
Вспомогательное время на установку и снятие детали
массой до 3 кг в самоцентрирующем патроне
tуст = аQx
Вспомогательное время управление станком
tв.оп = а + b Хо, Yо, Zo + сК + dlпл + Ta
29. Особенности нормирования работ на станках с ЧПУ
Вспомогательное время на контрольные намеренияtконтр = kDzизм Lu
Подготовительно-заключительное время
Тп-з=а+bnн+cPp+dPпп
Поправочный коэффициент серийности
kcер = 4,17 [(Та + Тв) nп + Тп-з]-0.216
Норма штучного времени на операцию
Тшт = (Та + kсерТв) (1 + (аобс + аот.л)/100]