












 Промышленность
ПромышленностьПохожие презентации:










Барнаул. Механомонтаж
1.
Барнаулмеханомонтаж
2.
Направление деятельности и возможности:• Разработка КМД, изготовление металлоконструкций;
• Изготовление горизонтальных резервуаров V=100-50000 м3;
• Изготовление горизонтальных резервуаров V до 200 м3, в т.ч. с теплоизоляцией, гидроизоляцией и
электрообогревом;
• Изготовление резервуаров для СУГ;
• Разработка КД, изготовление узлов и деталей систем газораспределения и газопотребления;
• Технологические опоры трубопроводов (неподвижные, скользящие, регулируемые);
• Антикоррозионная защита металлоконструкций, резервуаров, трубопроводов;
• Контроль качества (на всех стадиях изготовления, в том числе разрушающие и неразрушающие виды контроля и
испытаний);
• Среднемесячный показатель выпуска готовой продукции 600 тн. крупных металлоконструкций, либо 300 тн.
мелких.
2
3.
Общая площадь предприятия 16 020 м2, в том числе:Площадь цехов 9 220 м2:
• Цех №1 Заготовительно-сборочный. Производство крупных металлоконструкций.
• Цех №2 Цех производства опор технологических трубопроводов.
• Цех №3 Цех производства сосудов и емкостей.
• Цех №4 Окрасочный цех.
Дополнительные площади:
• Склад металлопроката: 4 400 м2
• Склад СГП (склад готовой продукции): 2 400 м2
• АБК на территории предприятия.
3
4.
45.
ВОЗМОЖНОСТИ ПО ИЗГОТОВЛЕНИЮ МЕТАЛЛОКОНСТРУКЦИЙ• Рубка листового материала толщиной до 32 мм и прокатного уголка до 160 мм;
• Раскрой и фигурная (плазменная, газовая, лазерная) резка листового материала толщиной до 150 мм;
• Распил прокатного профиля до 600 мм;
• Вальцовка листового материала толщиной до 20 мм;
• Гибка на прессе листового материала толщиной до 20 мм;
• Штамповка деталей на прессах усилием до 200т;
• Механическая и токарно-фрезерная обработка металла;
• Сверловка и пробивка отверстий;
• Изготовление металлоконструкций;
• Сварочные работы покрытыми электродами,
в среде защитных газов, автоматическая сварка
под слоем флюса;
• Дробеструйная обработка и нанесение ЛКМ;
• Упаковка и транспортировка металлоизделий
5
6.
Оборудование• Портальные машины термической резки с ЧПУ
(плазменные, лазерная);
• Профессиональное сварочное оборудование
для ручной дуговой сварки,
полуавтоматической сварки в среде защитных
газов, автоматической сварки под слоем флюса;
• Ручные аппараты газовой и плазменной
резки;
• Портальная машина лазерной резки;
• Сварочный робот FANUC;
• Гильотинные ножницы;
• Пресс-ножницы комбинированные;
• Пресс гидравлический листогибочный;
• Пресса гидравлические;
• Станки ленточнопильные;
• Станок вальцовочный 4-валковый (вальцы);
• Машина листогибочная 3-валковая (вальцы);
• Токарное и фрезерное оборудование;
• Радиально- и вертикально-сверлильные
станки;
• Обитаемые дробеструйные камеры;
• Аппараты для безвоздушного нанесения ЛКМ;
• Мостовые краны грузоподъемностью 5 – 10
тн;
• Портальный кран грузоподъемностью 10 тн;
• Тележки грузовые межцеховые;
• Специализированная оснастка различного
назначения.
6
7.
Сварочный робот Fanuc Arc Mate100iD7
8.
Портальный станок термической резки ULTRATHERM MTRP-15608
9.
Листогибочный пресс с ЧПУ SPM STEEL LST 160329
10.
Вальцы TPR 4-13-310010
11.
Ножницы гильотинныегидравлические SB-K 20/2500
Пресс гидравлический
HL 41-160
11
12.
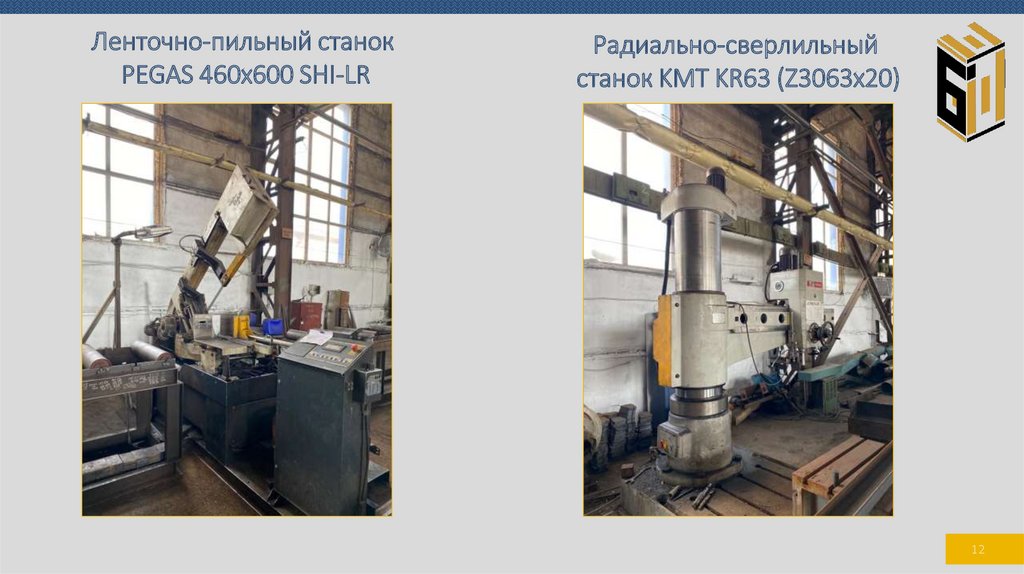
Ленточно-пильный станокPEGAS 460x600 SHI-LR
Радиально-сверлильный
станок KMT KR63 (Z3063x20)
12
13.
Портальная машина плазменнойрезки
Гидравлические
пресс-ножницы HKM 120
13
14.
ОБЕСПЕЧЕНИЕ ВЫСОКОГО КАЧЕСТВАВ процессе производства контролю подлежит каждый этап:
• геометрия деталей после заготовки;
• геометрические параметры сборочных единиц;
• соблюдение технологии сварки, применяемые сварочные материалы;
• маркировка сборочных единиц;
• дробеструйная обработка и подготовка поверхности перед АКЗ, включая значения шероховатости,
степень обеспыливания, отсутствие масляных и при необходимости соленых загрязнений;
• технология нанесения лакокрасочных составов;
• готовое антикоррозионное покрытие;
• маркировка готовой продукции;
• упаковка изделий и отгрузочные документы.
14
15.
Лабораторные методы контроля качестваДля контроля качества строительных и резервуарных металлоконструкций ООО «БММ»
содержит в штате собственную лабораторию неразрушающего контроля и разрушающих испытаний
Виды контроля сварных соединений неразрушающими методами:
- визуальный и измерительный контроль (ВИК);
- радиационный контроль (радиографический, рентгенографический);
- радиографический контроль;
- ультразвуковой контроль ультразвуковая дефектоскопия, ультразвуковая толщинометрия);
- проникающими веществами (капилярный (ПВК) и течеискание ( ПВТ).
- спектральный анализ;
- рентгенофлюоресцентный анализ;
- стилоскопирование для определения содержания легирующих элементов.
Разрушающими методами:
- Механические, статические и динамические испытания.
Измерение твердости.
15
16.
Лаборатория разрушающего контроля16
17.
Лаборатория неразрушающего контроля17
18.
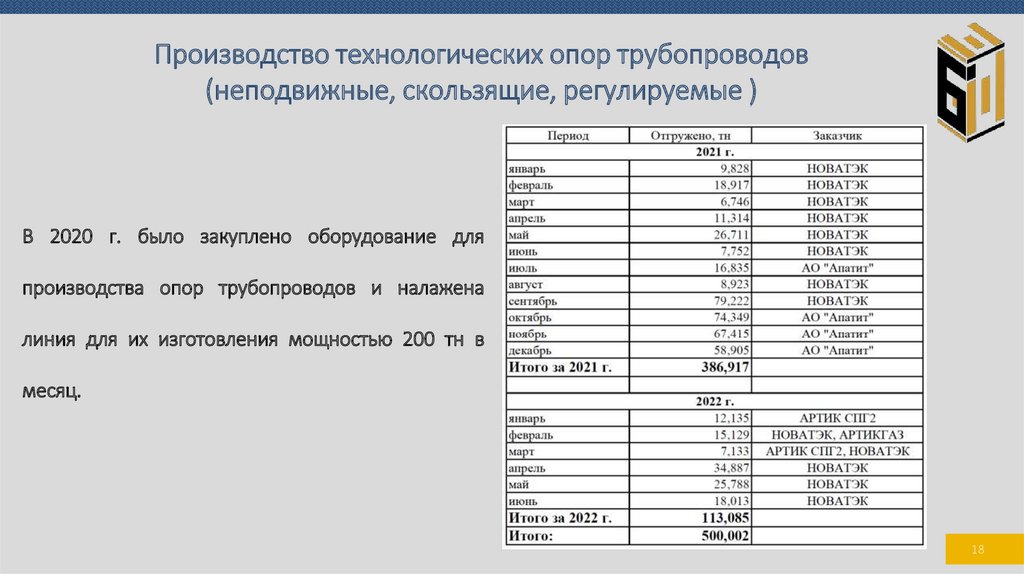
Производство технологических опор трубопроводов(неподвижные, скользящие, регулируемые )
В 2020 г. было закуплено оборудование для
производства опор трубопроводов и налажена
линия для их изготовления мощностью 200 тн в
месяц.
18
19.
Участок ЛКП19
20.
ГОТОВАЯ ПРОДУКЦИЯ20
21.
ГОТОВАЯ ПРОДУКЦИЯ21
22.
ГОТОВАЯ ПРОДУКЦИЯ22
23.
Доставка готовой продукцииДоставка осуществляется следующими видами транспорта:
• Автотранспорт (грузоподъемность до 20 тн., еврофуры, траллы) с
возможностью транспортирования негабаритных грузов, в т.ч. с
согласованием и сопровождением.
• Ж/Д транспортом: платформы, вагоны и полувагоны
(грузоподъемностью до 60 тн.)
23
24.
Юридический адрес: 129515, г. Москва, ул. Академика Королева, д. 13, строение 1Фактический адрес: 656023, г. Барнаул, пр. Калинина,77, оф.201
Адрес эл. почты: bamm@bk.ru
Телефон/факс 8 (3852) 77-02-91, 8 (3852) 77-53-78
24