










 Промышленность
ПромышленностьПохожие презентации:




")


")


Эксплуатация механизмов для ремонта магистральных нефтепроводов
1.
Министерство науки и высшего образования РФФедеральное государственное автономное
образовательное учреждение высшего образования
«СИБИРСКИЙ ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ»
Институт нефти и газа
Кафедра «Проектирование и эксплуатация газонефтепроводов»
КУРСОВОЙ ПРОЕКТ
по дисциплине «Устройство и эксплуатация технических средств для ремонта объектов
трубопроводного транспорта»
на тему «Эксплуатация механизмов для ремонта магистральных нефтепроводов»
Преподаватель
В. И. Верещагин
Выполнили:
В. С. Дымарь
А. А. Филиппов
Д. Е. Поздняков
М. Дьячков
К. Д. Караулов
Красноярск 2022
2.
ВВЕДЕНИЕАктуальность данного проекта заключается в том, что полностью избежать аварийных
ситуаций на магистральных нефтепроводах – невозможно, поэтому машины и оборудование
для ремонта по сей день остаются востребованными.
Целью данного курсового проекта является выявление особенностей эксплуатации
механизмов для ремонта магистральных нефтепроводов.
Для достижения поставленной цели необходимо решить следующие задачи:
- определить основные работы, проводимые при ремонте трубопроводов;
- выделить характеристики основных методов ремонта;
- изучить особенности эксплуатации устройств холодной врезки УХВ-150, УХВ-300;
- изучить особенности эксплуатации прорезного устройства АКВ-103 «Пиранья»;
- изучить особенности эксплуатации приспособления для перекрытия патрубков типа
Пакер-М;
- изучить особенности эксплуатации машины для безогневой резки труб «Волжанка-2».
2
3.
ОСНОВНАЯ ЧАСТЬ1 Основные работы, проводимые при ремонте трубопроводов
Существует несколько видов ремонтов поврежденных или изношенных участков
магистральных и распределительных трубопроводов. По объему и характеру
выполняемых работ ремонты подразделяются на текущие (аварийные или
внеплановые), средние и капитальные.
3
4.
В настоящее время имеется большое количество технологий ремонта, которыеусловно могут быть сведены к 5 основным методам:
- вырезка дефектных участков труб и врезка «катушек»;
- ремонт в местах аварий и утечек с помощью наложения заплат, хомутов,
прижимных устройств;
- ремонт при помощи полноохватывающих стальных муфт, устанавливаемых
на дефектные участки трубопровода;
- намоточные ремонтные конструкции (бандажирование) из композиционных
материалов или стальной проволоки, ленты;
- ремонт мелких дефектов на наружной поверхности трубы - шлифовка,
заварка (наплавка).
4
5.
Бандажирование с помощью намоточных конструкций. Существует несколькоспособов ремонта труб намоткой с предварительным натягом: намотка стальной
проволоки или ленты; намотка стеклово-локнистых материалов с пропиткой их
связующей композицией; намотка лент из композиционных материалов.
5
6.
Полноохватные стальные муфты. В зависимости от типа дефекта, его опасности, геометрических параметров (длина, глубина) могут применяться различные поконструкции и назначению муфты:
- без герметизации (короткие и длинные);
- герметизирующие (приварные): герметичные (короткие и длинные, с заполнением
и без заполнения), галтельные, усиленные, бутылочные. Каждая из этих муфт
предназначена для ремонта дефектов определенного типа и определенной длины. С
помощью набора таких муфт могут быть отремонтированы такие дефекты, как коррозия
царапины, расслоения, дефекты сварных швов, вмятины .
6
7.
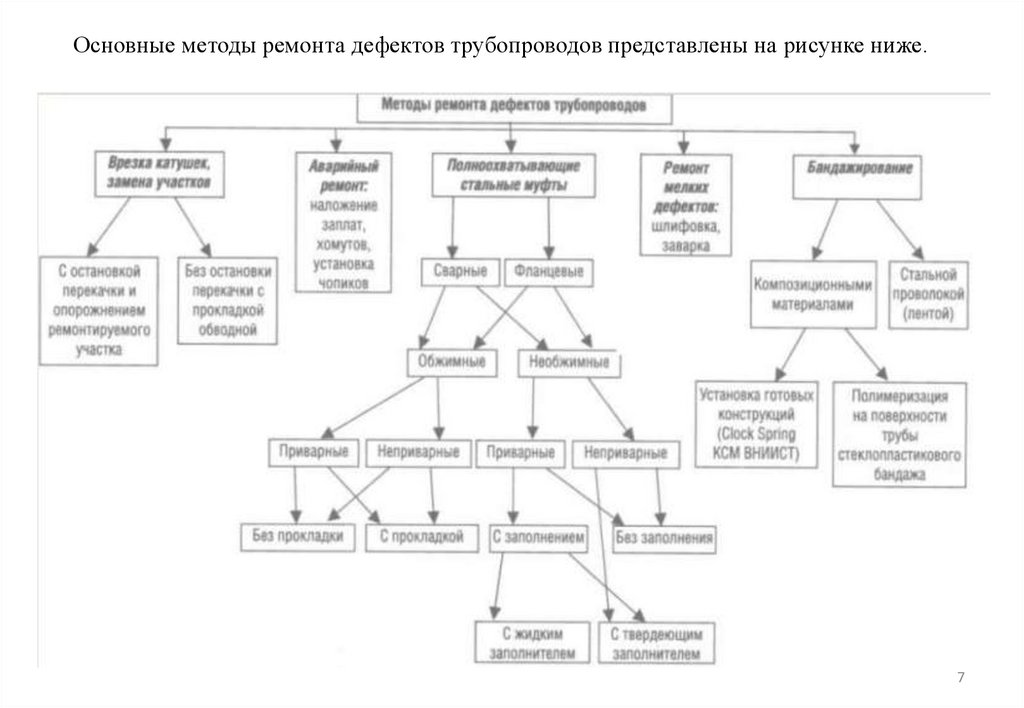
Основные методы ремонта дефектов трубопроводов представлены на рисунке ниже.7
8.
1.1 Характеристика основных методов ремонта дефектов трубопроводовРемонт шлифовкой:
- используется при коррозионных дефектах, рисках, расслоениях с выходом на
поверхность, при мелких трещинах;
- максимальная глубина зашлифованного участка должна быть не более 20%
номинальной толщины стенки;
- зашлифованный участок должен подвергаться визуальному, магнитопорошковому
контролю или контролю методом цветной дефектоскопии.
Ремонт заваркой:
- применяется для ремонта дефектов типа «потеря металла» (коррозионные язвы,
риски) с остаточной толщиной стенки не менее 5 мм;
- максимальный линейный размер дефекта не должен превышает трех номинальных
толщин стенки трубы;
- заварку разрешается проводить только на полностью заполненном нефтепроводе;
- выполняется ручной электродуговой сваркой;
- количество наплавочных слоев (без учёта контурного шва) – не менее трёх.
Обжимная приварная муфта с технологическими кольцами: применяется при ремонте
несквозных дефектов стенки нефтепровода, дефектов сварного шва, стенки трубопровода,
коррозионных дефектов.
8
9.
2 Устройства холодной врезки УХВ-150, УХВ-300Устройство для холодной врезки
УХВ-150, УХВ-300 предназначено для
механической вырезки отверстий в
трубопроводах, через вантуз.
Вырезка отверстий в трубопроводе
производится без остановки перекачки,
при давлении в трубопроводе не более 2,5
МПа. Одним из приспособлений по
вырезке отверстий в трубопроводе
является УХВ-150, УХВ-300.
Устройство показано на рисунке
справа.
9
10.
Для подготовки устройства к работе необходимо:- осмотреть и проверить готовность и надежность крепления узлов и деталей устройства,
шкафа управления (ШУ), кнопочного пульта управления (КПУ);
- проверить наличие масла в редукторе при помощи указателя масла в вертикальном
положении устройства (уровень масла должен находиться между рисками «min» и «max»);
- выбрать соответствующий инструмент в зависимости от диаметра вырезаемого отверстия.
Оценить визуально его пригодность к работе, а также переходник (в тех случаях, когда
прорезаются отверстия под задвижку DN 100 или DN 200). Инструмент должен быть заточен;
- закрепить режущий инструмент на шпинделе устройства;
- закрепить защитный кожух инструмента (не допускается перемещение, подъем
устройства при установленном инструменте без защитного кожуха);
- установить устройство на задвижку и закрепить, предварительно сняв защитный кожух
инструмента (при монтаже не допускать удары устройства о задвижку).
10
11.
3 Прорезное устройство АКВ-103 «Пиранья»Устройство прорезное АКВ «Пиранья»
предназначено
для
механического
прорезания
отверстий
в
стенках
трубопроводов,
находящихся
под
давлением рабочих сред (нефть, вода и т.п.)
через вантуз. Устройство может быть
использовано при ликвидации аварий и
проведении ремонтных и регламентных
работ
путем
врезки
отводных
трубопроводов в основной трубопровод без
его остановки. Устройство представлено на
рисунке справа.
11
12.
4 Приспособление для перекрытия патрубков типа Пакер-МПриспособление
для
перекрытия
патрубков «Пакер-М» - предназначено для
производства работ по замене и удалению
фланцевых и приварных задвижек, на
вантузах без опорожнения трубопровода.
Также
приспособление
может
применяться:
- для замены прокладок крышек задвижек;
- сальниковых набивок у штока;
- для ликвидации вантузов с приваркой
эллиптического днища, с последующим
заполнением композитным составом;
устранение
несанкционированных
врезок.
Устройство изображено на рисунке
справа.
12
13.
Подготовка приспособления к использованию:- подобрать соответствующего размера перекрывающую головку.;
- разобрать перекрывающую головку;
- осмотреть состояние резьбы на тяге и пиноли устройства – забоин, смятия резьбы не
должно быть;
- проверить наличие и состояние всех деталей на вводном устройстве (фиксаторы, ручки)
и перекрывающей головки (сухари, пружина);
- проверить состояние резинового кольца;
- навернуть перекрывающую головку на тягу вводного устройства;
- удерживая перекрывающую головку гаечным ключом и вращая рукоятку тяги,
навернуть головку до упора;
- установить пиноль в крайнее положение в упор с фланцем;
- рукояткой тяги ввести перекрывающую головку до упора в пиноль;
- установить фиксатор тяги (2) на расстоянии 3-5 мм от ступицы штурвала;
- подготовить комплект шпилек, гаек и шайб в соответствии с применяемым
типоразмером приспособления;
- произвести замер с помощью рулетки расстояния от верхней образующей трубопровода
до верхнего фланца задвижки (L) и от нижней плоскости перекрывающей головки до нижней
плоскости фланца (N). Вычислить разницу между этими значениями (L-N) и установить
данный размер от ступицы штурвала до ограничительного кольца (X);
- по результатам подготовки приспособления необходимо составить «Акт осмотра и
проверки приспособления и перекрывающей головки». Устройство изображено на рисунке 4.
13
14.
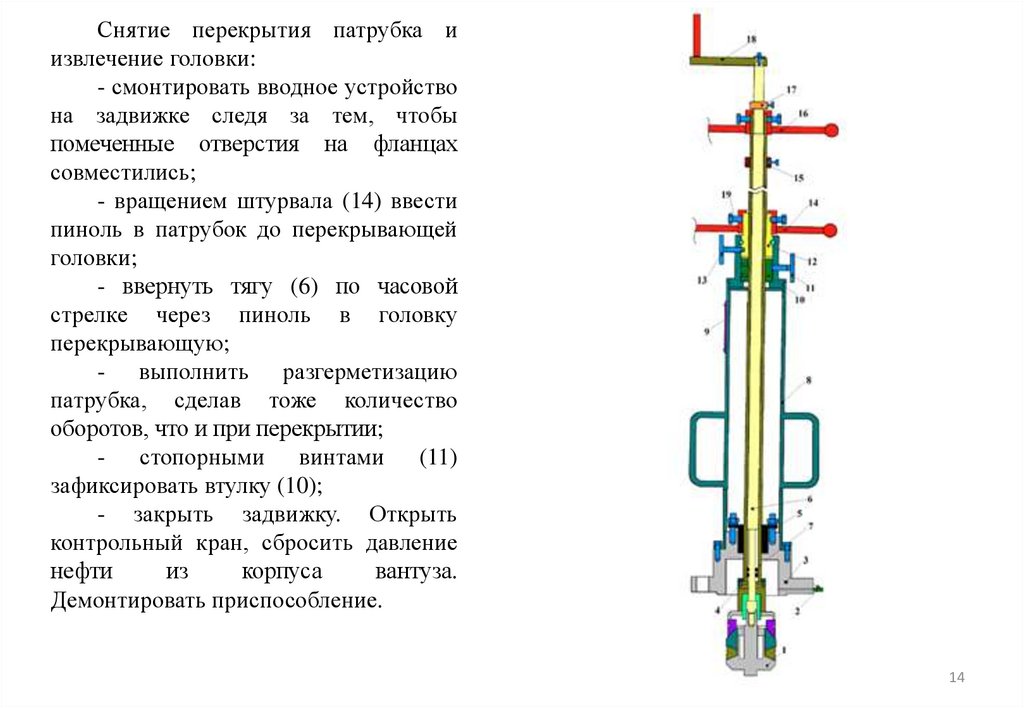
Снятие перекрытия патрубка иизвлечение головки:
- смонтировать вводное устройство
на задвижке следя за тем, чтобы
помеченные отверстия на фланцах
совместились;
- вращением штурвала (14) ввести
пиноль в патрубок до перекрывающей
головки;
- ввернуть тягу (6) по часовой
стрелке через пиноль в головку
перекрывающую;
- выполнить разгерметизацию
патрубка, сделав тоже количество
оборотов, что и при перекрытии;
- стопорными винтами (11)
зафиксировать втулку (10);
- закрыть задвижку. Открыть
контрольный кран, сбросить давление
нефти
из
корпуса
вантуза.
Демонтировать приспособление.
14
15.
Технологические операции при ликвидации вантуза:- после проверки герметичности перекрытия патрубка, отсоединения перекрывающей
головки от вводного устройства и демонтажа вводного устройства с задвижки необходимо
подготовить вантуз к отрезке.
- удалить нефть из полости задвижки и патрубка. Остатки нефти очищают с помощью
ветоши, смоченной в растворителе. После очистки указанные полости промываются водой и
проводится просушка сжатым воздухом, при этом максимальное давление воды и воздуха не
должно превышать 0,12 Мпа;
- провести анализ загазованности полости задвижки и патрубка. Анализ загазованности
должен производится непосредственно перед демонтажом (отрезкой) задвижки;
- выполнить демонтаж (отрезку) задвижки с применением ножовочного полотна и
шлифмашинки;
- после отрезки задвижки произвести подготовку торца патрубка с разделкой кромок
под сварку механическим способом – шлифовальной машиной;
- далее проводится сборка и сварка эллиптического днища. В днище предварительно
должно быть просверлено два технологических отверстия диаметром 12 мм;
- после контроля сварных швов производится изоляция внешней поверхности сварного
узла и участка трубы. Заварка технологических отверстий выполняется после установки
металлических пробок («чопиков») перед проведением изоляции наружной поверхности
патрубка [4].
15
16.
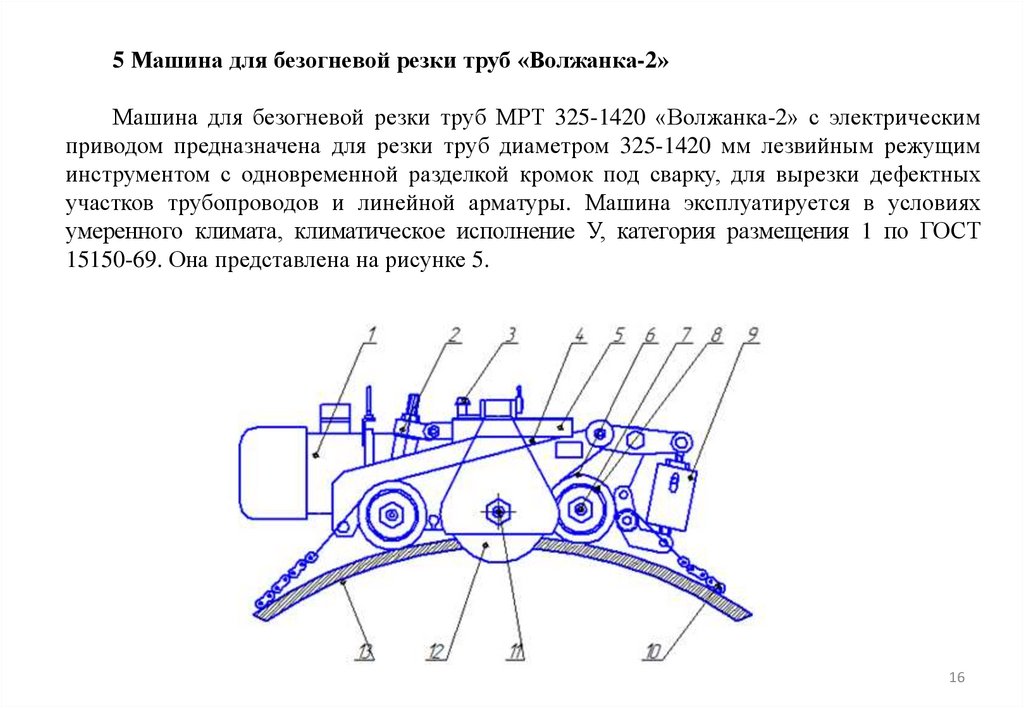
5 Машина для безогневой резки труб «Волжанка-2»Машина для безогневой резки труб МРТ 325-1420 «Волжанка-2» с электрическим
приводом предназначена для резки труб диаметром 325-1420 мм лезвийным режущим
инструментом с одновременной разделкой кромок под сварку, для вырезки дефектных
участков трубопроводов и линейной арматуры. Машина эксплуатируется в условиях
умеренного климата, климатическое исполнение У, категория размещения 1 по ГОСТ
15150-69. Она представлена на рисунке 5.
16
17.
5.1 Расчёт трубопровода17
18.
1819.
ЗАКЛЮЧЕНИЕТрубопровод представляет из себя сложную техническую систему, для работы которой
важно поддержание всех параметров. Целостность труб и их прочность – одни из
важнейших. Если постоянно проводить мониторинг состояния труб и выявлять возникающие
повреждения, их возможно своевременно устранять. Такие работы потребуют меньше затрат,
но в то же время специального оборудования для ремонта и высококвалифицированных
специалистов, имеющих навыки работы с этим оборудованием и знающих особенности его
эксплуатации.
В ходе выполнения курсового проекта были решены следующие задачи:
- определены основные работы, проводимые при ремонте трубопроводов;
- выделены характеристики основных методов ремонта;
- изучены особенности эксплуатации устройств холодной врезки УХВ-150, УХВ-300;
- изучены особенности эксплуатации прорезного устройства АКВ-103 «Пиранья»;
- изучены особенности эксплуатации приспособления для перекрытия патрубков типа
Пакер-М;
- изучены особенности эксплуатации машины для безогневой резки труб «Волжанка-2».
19
20.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ1 Ремонт трубопроводов. Оборудование для ремонта трубопроводов // НАУЧНОПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "ГАКС-АРМСЕРВИС". – 2017. – URL:
https://www.gaksnpo.ru/remont-truboprovodov-oborudovanie-dlya-remonta-truboprovodov
(дата
обращения 05.11.2022).
2 Баран, А. П. Устройство для холодной врезки ДУ100/150, 200/300 УХВ 150.00.00.000,
УХВ 300.00.00.000. Руководство по эксплуатации УХВ 150.00.00.000РЭ / А. П. Баран. –
Нижний Новогород : ОАО «Верхневолжскнефтепровод», 2003. – 38 с.
3 Прорезное устройство АКВ-103 «Пиранья» // Онлайн ресурс Stydopedya. – 2018. – URL:
https://stydopedya.ru/2_16861_podgotovka-ustroystva-k-rabote.html (дата обращения 05.11.2022).
4 Приспособление типа «Пакер-М» // Онлайн ресурс Helpiks. – 2018. – URL:
https://helpiks.org/9-48365.html (дата обращения 05.11.2022).
5 ТУ 4834-007-00139117-99. Машина для безогневой резки труб диаметром 219-820 мм
МРТ 219-820 "Волжанка" : дата введения 01.01.1999. – Москва, 1999. – 12 с.
6 ГОСТ 15150-69. Машины, приборы и другие технические изделия : дата введения
01.01.1979. – Москва : Стандартинфортм, 2010. – 12 с.
7 Машина для безогневой резки труб Волжанка // Онлайн ресурс AllDrawings. – 2016. –
URL:
https://alldrawings.ru/spisok-kategorij/item/mashina-dlya-bezognevoj-rezki-trub-volzhanka
(дата обращения 05.11.2022).
8 Инструкция по эксплуатации МРТ Волжанка// Онлайн ресурс belpalomnik. – 2016. –
URL:
https://belpalomnik.ru/instrukcija-po-jekspluatacii-mrt-volzhanka/
(дата
обращения
05.11.2020).
20