


 Промышленность
ПромышленностьПохожие презентации:

")








Индукционные ЭТУ
1.
ИНДУКЦИОННЫЕ ЭТУ2.
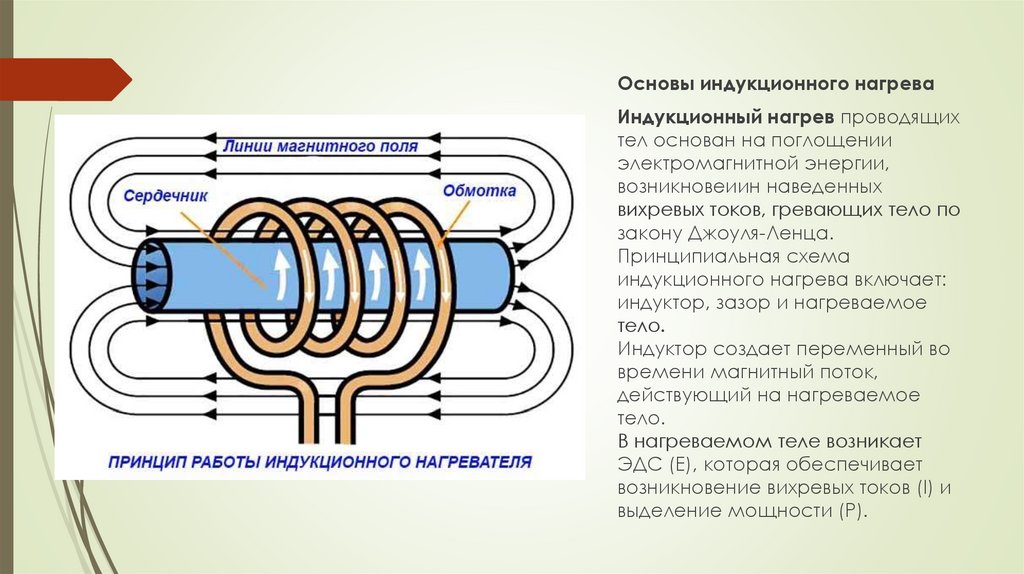
Основы индукционного нагреваИндукционный нагрев проводящих
тел основан на поглощении
электромагнитной энергии,
возникновеиин наведенных
вихревых токов, гревающих тело по
закону Джоуля-Ленца.
Принципиальная схема
индукционного нагрева включает:
индуктор, зазор и нагреваемое
тело.
Индуктор создает переменный во
времени магнитный поток,
действующий на нагреваемое
тело.
В нагреваемом теле возникает
ЭДС (Е), которая обеспечивает
возникновение вихревых токов (I) и
выделение мощности (Р).
3.
Формы индукторов различны — цилиндрическая,плоская и др.
Индукторы изготавливают обычно из меди —
немагнитного материала, охлаждаемого водой.
Он имеет много витков и быть снаружи и внутри
нагреваемого тела.
Максимальное значение КПД индуктора ηи = 0,70...0,88.
Коэффициент мощности зависит от зазора — чем
больше зазор между индуктором и нагреваемым телом,
тем ниже cos φ.
Глубина нагрева тела увеличивается с ростом его
удельного сопротивления и снижается с увеличением
частоты тока.
4.
ПлавильныеНагревательные
Закалочные
Они могут работать от источников на частотах:
50 Гц—промышленная;
0,5-10 кГц — средняя;
сотни—тысячи кГц — высокая.
5.
Индукционные плавильные установкиДля рабочего процесса печей характерно:
- электродинамическое и тепловое
движение жидкого металла в ванне или
тигле, что способствует получению
однородного по составу металла и
равномерному прогреву по всему объему;
- малый угар металла (в несколько раз
меньше, чем в дуговых печах). Применяются
для производства фасонного литья из
черных и цветных
металлов.
Рабочие температуры печей: 750 °С — для
выплавки алюминия, 1200 °С — для выплавки
меди, 1200-1400 °С — для выплавки чугуна,
1600 °С — для выплавки стали.
Индукционные канальные печи (ИКП)
работают только на промышленной
частоте.
6.
Индукционные нагревательныеустановки (ИНУ)
Источники питания ИНУ выполняют на частотах
от 50 Гц до 10 кГц (промышленная и средняя).
По режиму работы ИНУ подразделяются на
установки периодического и непрерывного
действия.
В установках периодического действия
нагревается только одна заготовка или ее часть.
В установках непрерывного действия
одновременно находится несколько заготовок,
расположенных в продольном или поперечном
поле. В процессе нагрева они перемещаются
по длине индуктора, нагреваясь до заданной
температуры. В таких нагревателях полнее
используется мощность источника питания,
выше КПД и производительность, чем у
установок периодического действия.
Индукторы выполняются круглого, овального,
квадратного или прямоугольного сечения. Дня
нагрева концов заготовок—щелевыми или
петлевыми
7.
Индукционные закалочные установки (ИЗУ)При высокой частоте в поверхностных слоях можно получить большие
плотности тока, обеспечивающие быстрый нагрев металла.
ИЗУ применяются для подготовки детали под последующую
термохимическую обработку (закалка, цементация, азотирование и т. п.).
Индукционная закалка заключается в быстром нагреве поверхности
изделия с последующим быстрым охлаждением на воздухе, в воде или
масле. При этом поверхность приобретает высокую твердость и
способность хорошо работать на трение, а мягкая сердцевина
обеспечивает высокую сопротивляемость ударным нагрузкам. При таком
нагреве удается во много раз уменьшить объем нагреваемого металла
(по сравнению со сквозным нагревом) и значительно сократить расход
ЭЭ.
8.
Ламповые генераторыРаспространненым примером ИЗУ
являются ламповые генераторы.
Ламповые генераторы
предназначены для получения
высоких частот (50-5000 кГц).
Такие генераторы изготавливают на
мощности более 20 кВт с
промежуточным звеном постоянного
тока, что повышает КПД установки.
Ламповый
генератор (ЛГ) собирается из
четырех отдельных блоков.