
 Промышленность
ПромышленностьПохожие презентации:







 плавлением")


Особенности сварки в защитных газах
1.
2.
Сварка в углекислом газе (сварка в СО2) является одним из наиболеераспространенных способов сварки. Она экономична, обеспечивает
достаточно высокое качество швов, особенно при сварке
низкоуглеродистых сталей, требует более низкой квалификации
сварщика, чем ручная, позволяет выполнять швы в различных
пространственных положениях. В качестве оборудования используются
обычно полуавтоматы, но сварка может быть и автоматической.
3.
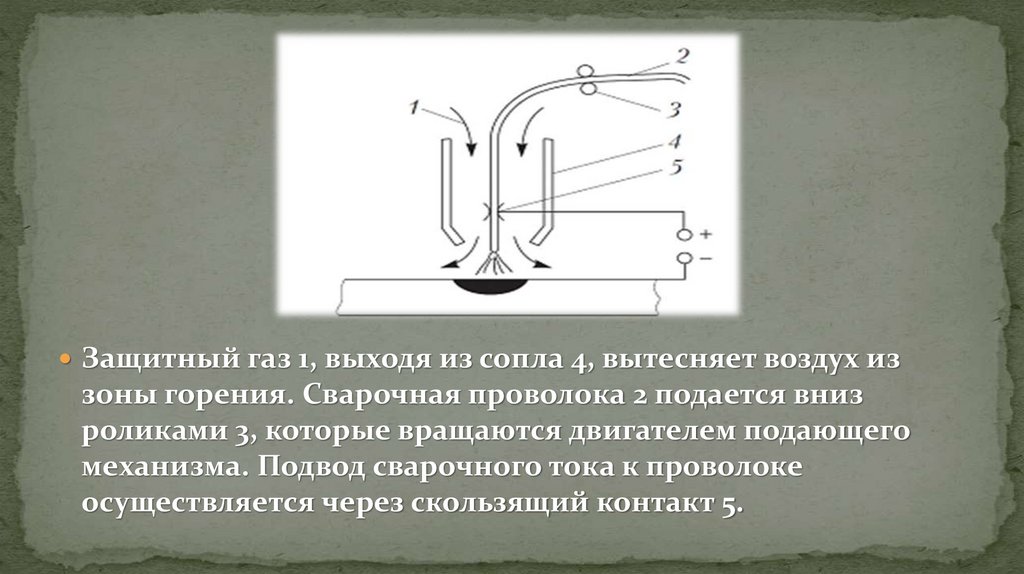
Защитный газ 1, выходя из сопла 4, вытесняет воздух иззоны горения. Сварочная проволока 2 подается вниз
роликами 3, которые вращаются двигателем подающего
механизма. Подвод сварочного тока к проволоке
осуществляется через скользящий контакт 5.
4.
Учитывая, что CO2 — активный газ и может вступать вовзаимодействие с расплавленным металлом, сварка имеет
ряд особенностей.
В зоне дуги углекислый газ диссоциирует:
2СО2 → 2СО + О2.
Образовавшийся кислород взаимодействует с
расплавленным металлом сварочной ванны с
образованием оксида железа:
2Fe + О2 = 2FeO.
5.
Введение раскислителей в сварочную ванну обычноосуществляется через проволоку. Поэтому при сварке
в СО2 используется сварочная проволока,
легированная марганцем и кремнием. При сварке
низкоуглеродистых сталей это обычно проволока
марки Св08Г2С, содержащая 0,08 % С, 2 % Мn и 1 % Si
(ГОСТ 2246–70), или проволоки G3Si1, G4Si1, состав
которых приведен в ISO 14341–2010.
6.
Однако, несмотря на введениераскислителей, характеристики пластичности
шва получаются ниже,
чем при сварке под
флюсом или ручной сварке электродами с
основным покрытием.
Поэтому сварку в СО2 не рекомендуют
использовать для ответственных конструкций,
работающих при низких температурах в
условиях переменных и ударных нагрузок.
7.
Имеет свои особенности и перенос электродногометалла при сварке в СО2, что связано со
специфическими свойствами углекислого газа —
высокой теплопроводностью в области
температур сварочной дуги и большими
затратами теплоты на диссоциацию
многоатомного газа СО2.
Это приводит - к интенсивному отбору тепла с
поверхности дуги и ее сжатию. Вследствие сжатия
равнодействующая сила, приложенная к капле
электродного металла, направлена вверх и
препятствует ее переносу в сварочную ванну.
8.
При этом создаются условия для ростакапли и ее асимметричного
расположения по отношению к оси
электрода, что часто приводит к выносу
капли из зоны дуги.
Перенос электродного металла может
осуществляться короткими
замыканиями. При увеличении силы
тока он переходит в крупнокапельный.
9.
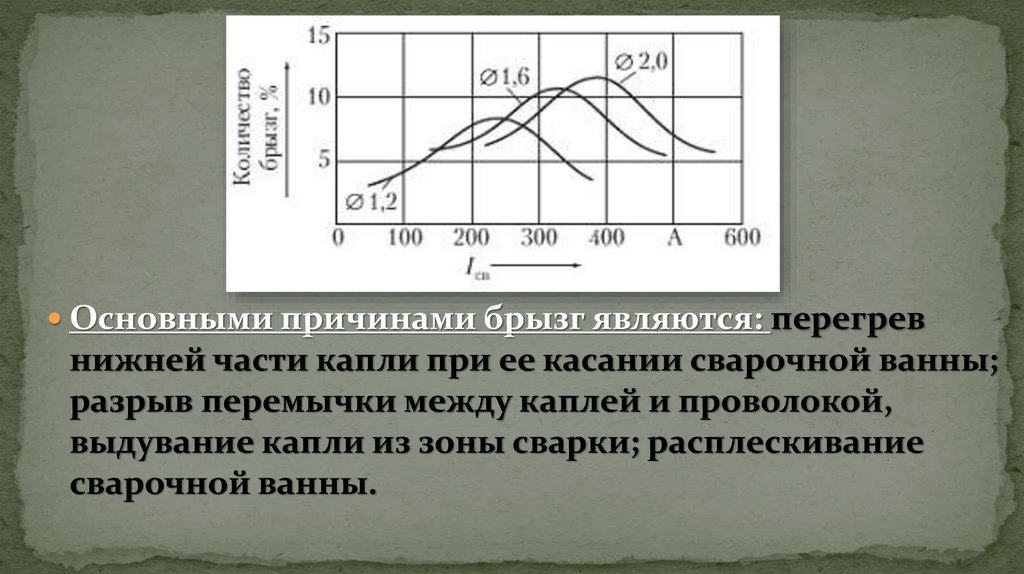
Основными причинами брызг являются: перегревнижней части капли при ее касании сварочной ванны;
разрыв перемычки между каплей и проволокой,
выдувание капли из зоны сварки; расплескивание
сварочной ванны.
10.
Повышенное разбрызгивание, которое достигает10...15 % от массы проволоки, является
существенным недостатком сварки в СО2, так как
ведет к перерасходу проволоки, требует
дополнительных затрат на зачистку свариваемого
металла и сопла горелки полуавтомата. Причем
брызги при сварке в СО2 сильнее привариваются
к металлу, чем при сварке покрытыми
электродами, так как практически не покрыты
шлаковой пленкой.
11.
Улучшить процесс переносаэлектродного металла и
уменьшить разбрызгивание
позволяет введение в
сварочную проволоку
щелочных и щелочноземельных
металлов (цезия, рубидия и др.),
однако это существенно
увеличивает стоимость
сварочной проволоки и не
всегда приемлемо для
предприятий. Возможно также
применение порошковых
сварочных проволок.
12.
В последнее время в связи сраспространением инверторных
источников питания, которые обладают
значительно меньшей по сравнению с
тиристорными инерцией реагирования
силового блока на управляющий
сигнал, появился ряд систем
управления переносом в процессе
сварки в СО2.