


 Промышленность
ПромышленностьПохожие презентации:



")






Особенности сварных соединений и их термическая обработка
1.
Особенности сварныхсоединений и их
термическая обработка
2.
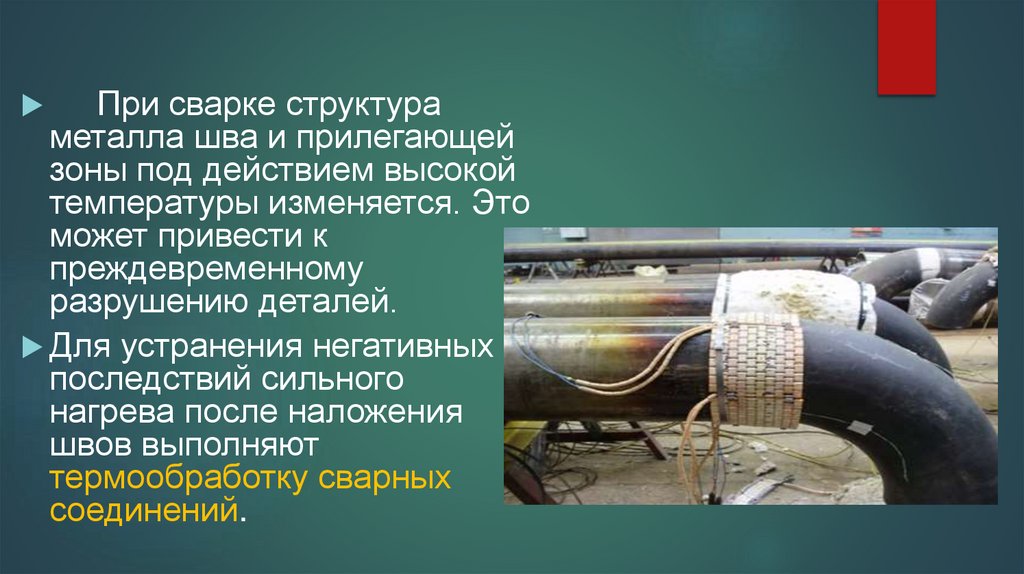
При сварке структураметалла шва и прилегающей
зоны под действием высокой
температуры изменяется. Это
может привести к
преждевременному
разрушению деталей.
Для устранения негативных
последствий сильного
нагрева после наложения
швов выполняют
термообработку сварных
соединений.
3.
При сварке в зоне нагрева происходятнегативные изменения кристаллической
решетки и свойств металла:
Из-за перегрева в месте горения дуги структура становится крупнозернистой, что
приводит к снижению пластичности. После остывания шов становится жестким, склонным
к образованию трещин при изменении нагрузки во время эксплуатации.
В зоне возле сварного соединения металл нагревается до температуры достаточной для
закалки. Поэтому происходит снижение пластичности и стойкости к ударным нагрузкам.
На более удаленных участках с умеренным нагревом происходит разупрочнение металла,
но пластичность остается на прежнем уровне.
Из-за неравномерности нагрева происходит образование внутренних напряжений,
приводящих к деформации деталей с образованием трещин.
После проведения термообработки сварных швов и прилегающих участков
восстанавливается структура и характеристики металла по прочности, пластичности,
коррозионной стойкости
4.
Особенности проведенияТермообработку выполняют поэтапно:
нагревают только шов или вместе с участками возле него;
поддерживают температуру в течение определенного времени;
планомерно охлаждают до температуры окружающей среды.
Продолжительность процесса
Длительность термической обработки сварных соединений зависит от
вида и толщины металла.
Хромомолибденовые марки стали и ее сплавы с включением ванадия
нагревают радиационным или индукционным способом. Длительность
процесса определяют по таблице:
5.
Продолжительность процессаТолщина, см
Радиационный, минуты
Индукционный, минуты
До 2.0
40
25
2.1 — 2.5
70
40
2.6 — 3.0
100
40
3.1 — 3.5
120
60
3.6 — 4.5
140
70
4.6 — 6.0
160
90
6.1 — 8.0
160
110
8.1 — 10
1600
140
6.
Перед нагревом сварной шов очищают от шлака.Индукционным способом процедура выполняется
быстрее, но расход электроэнергии больше
7.
Для термической обработки сварных швовприменяют следующие виды оборудования:
Индукционное. Принцип работы основан на нагреве
металла вихревыми токами, создаваемыми
индукционной катушкой (индуктором), подключенной к
высокочастотному генератору. Нагреваемый участок
предварительно накрывают асбестом. Поверх него
гибким проводом наматывают витки катушки с шагом 2,5
см на расстоянии 25 см по обе стороны от стыка. В
качестве индуктора также используют накладки с
расположенными внутри проводами
8.
Технология обеспечивает быстрый, равномерный нагревучастка соединения независимо от положения деталей.
Радиационное. Нагрев осуществляется теплом от
проводов из нихрома, по которым проходит электроток.
Гибкие нагревательные элементы удобны для обработки
соединений сложной формы. Радиационное оборудование
эффективней индукционного при работе с металлами с
низкими электромагнитными характеристиками.
Газовое выгодно для применения, так как не нуждается в
электроэнергии. Однако на нагрев уходит много времени.
Поэтому оборудование используют на небольших
конструкциях. Для обеспечения равномерного прогрева
соединения работу выполняют двумя многопламенными
ацетиленовыми горелками одновременно с обеих сторон.
9.
Виды термической обработкиПосле термического отдыха уменьшается остаточное
напряжение и количество водорода внутри шва.
Процесс проводят при температуре до 300⁰C с
выдержкой в течение 1,5 — 2 часов. Этим способом
обрабатывают сварные соединения на толстостенных
конструкциях, когда нет возможности применить другие
виды.
Отпуском за счет разрушения закалочных структур
добиваются уменьшения напряжения на 90%,
увеличения пластичности и стойкости к ударным
нагрузкам. Нагрев до 600 — 700⁰C, выдержка до 3
часов. Метод применяют на перлитных сталях
10.
Нормализацию выполняют при 800⁰C с выдержкой 20 — 40минут на тонкостенных деталях. После завершения процесса
структура становится мелкозернистой и однородной.
Аустенизацию проводят на высоколегированных видах стали
для снятия напряжений и восстановления пластичности. Нагрев
до 1100⁰C, двухчасовая выдержка с последующим
естественным охлаждением.
Для отжига после сварки термообработку выполнят при 970⁰C с
выдержкой в течение 3 часов и остыванием в естественных
условиях. Используют при работе с высоколегированными
сталями для улучшения стойкости к коррозии.
11.
Температуру контролируют по изменению цветаметок, нанесенных на поверхность деталей
термокарандашом или термокраской. Однако
точность измерения этим способом невысока,
поэтому чаще пользуются пирометрами и
тепловизорами. Они могут быть ручными или
встроенными в системы автоматического
поддержания температуры на заданном уровне.