



 Промышленность
ПромышленностьПохожие презентации:



")



")


Сварка низкоуглеродистых сталей
1.
СВАРКА НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ2.
Низкоуглеродистые стали — наиболее многочисленная группа среди
сталей, применяемых при изготовлении сварных конструкций. Наиболее
распространенным представителем этой группы является сталь Ст3.
3.
Механические свойства низкоуглеродистых сталей4.
Структура металла шва зависит от термического цикла сварки и, в
первую очередь, от скорости охлаждения. При нормальных скоростях
охлаждения шов имеет ферритно-перлитную структуру.
• При очень высоких скоростях охлаждения (ωохл ≈ 100°/с) в шве
возможно образование закалочных структур типа мартенсита,
склонных к образованию трещин.
• Для того чтобы исключить вероятность появления закалочных
структур при высоких скоростях охлаждения, соответствующим
образом подбирают химический состав шва. Он, как правило,
отличается от химического состава основного металла — содержит
меньшее количество углерода и несколько большее количество
марганца и кремния.
5.
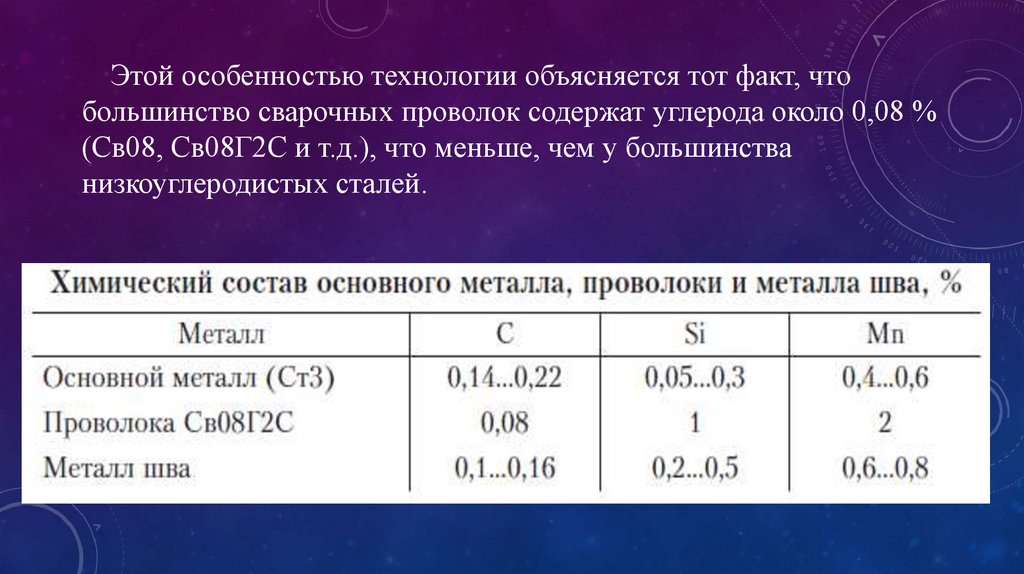
Этой особенностью технологии объясняется тот факт, чтобольшинство сварочных проволок содержат углерода около 0,08 %
(Св08, Св08Г2С и т.д.), что меньше, чем у большинства
низкоуглеродистых сталей.
6.
Особенности сварки различными способамиРучная дуговая сварка покрытыми электродами.
Данный
способ
сварки
является
основным
для
низкоуглеродистых сталей
в монтажных условиях, при
строительных и ремонтных работах.
Для сварки используются электроды типа Э42, Э42А, Э46,
Э46А. Применяются все типы электродных покрытий: кислые,
основные, рутиловые, целлюлозные. Наиболее распространены
электроды с рутиловым покрытием, которыми сваривается более
80 % конструкций из низкоуглеродистых сталей. Ответственные
конструкции и изделия, эксплуатирующиеся при низких
температурах в условиях переменных и ударных нагрузок,
свариваются электродами с основным покрытием. Без
необходимости их применять не следует, так как они имеют
более высокую склонность к образованию пор, чем рутиловые.
7.
Особенности сварки различными способамиРучная дуговая сварка покрытыми электродами.
Для сварки малоответственных конструкций,
особенно при наличии загрязнений на кромках,
могут применяться электроды с кислым
покрытием, обеспечивающие высокую
производительность сварки, но более низкие
механические свойства шва.
Электроды с целлюлозным покрытием
рекомендуются при сварке в различных
пространственных положениях, а также в
труднодоступных местах. Они имеют малую
толщину покрытия, более вязкую сварочную
ванну.
8.
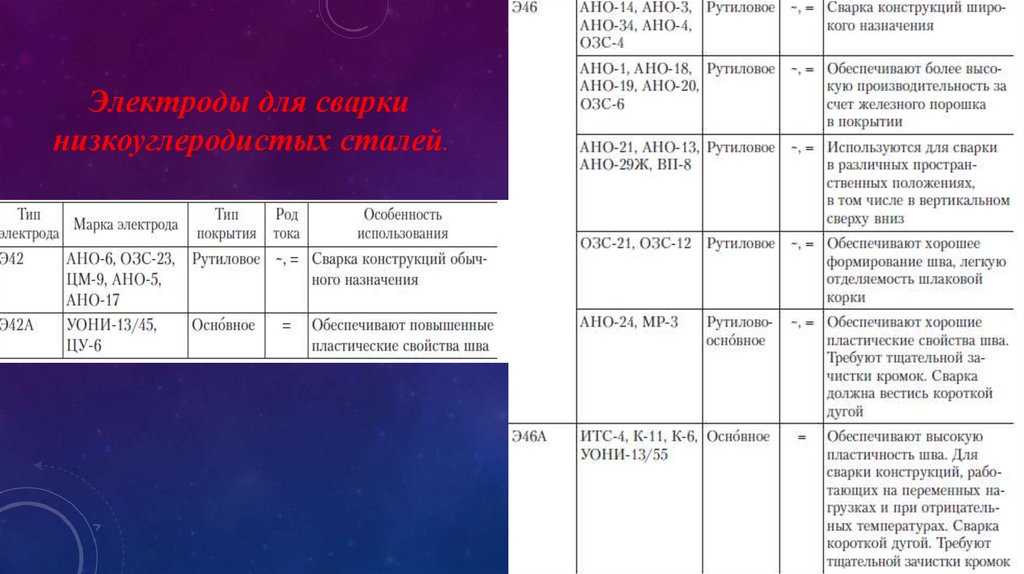
Электроды для сваркинизкоуглеродистых сталей.
9.
Особенности сварки различными способамиСварка в защитных газах
• Наиболее распространенным
защитным газом при сварке
низкоуглеродистых сталей является
СО2.
В последнее время расширяется
объем использования смеси Аr +СО2.
Для коротких разноориентированных
швов применяют механизированную
сварку, для протяженных —
автоматическую. Диаметр проволоки
для механизированной сварки
машиностроительных конструкций —
1,2; 1,6 мм, для автоматической
сварки — 1,6; 2,0; 3,0 мм.
10.
Особенности сварки различными способамиСварка в защитных газах
• Режимы сварки в СО2 изменяются в
достаточно широких пределах в
зависимости от применяемых сварочных
материалов, оборудования, квалификации
сварщика.
Сварка тонкого металла в вертикальном
положении выполняется сверху вниз.
Сварка тавровых соединений, как и при
других способах сварки, целесообразно
выполнять в лодочку. Это позволяет
существенно увеличить скорость сварки.