




 Промышленность
ПромышленностьПохожие презентации:





")
")



Сварка трением с перемешиванием
1.
Сварка трением сперемешиванием
Ваниянц К.Т.
Студент группы 184-221
2.
Сварка трением с перемешиванием СТПМетод сварки трением с перемешиванием был разработан Британским институтом
сварки (TWI) в 1991 году. Сварка трением с перемешиванием относится к процессам
соединения материалов в твердой фазе и поэтому лишена недостатков, связанных с
расплавлением и испарением металла. СТП делится на шовную, катушечную и
точечную.
СТП используют для сварки материалов толщиной 0,5…50 мм. Согласно данным
компании TWI этот способ сварки трением позволяет за два прохода с разных сторон
сваривать алюминиевый лист толщиной 100 мм. Технология СТП наиболее широко
используется для сварки алюминиевых сплавов. К другим материалам, свариваемым
СТП, относятся: медь и ее сплавы, свинец, магниевые сплавы, стали, сплавы на
титановой и никелевой основах, термопластичные полимеры.
2
3.
Классификация сварки трением3
4.
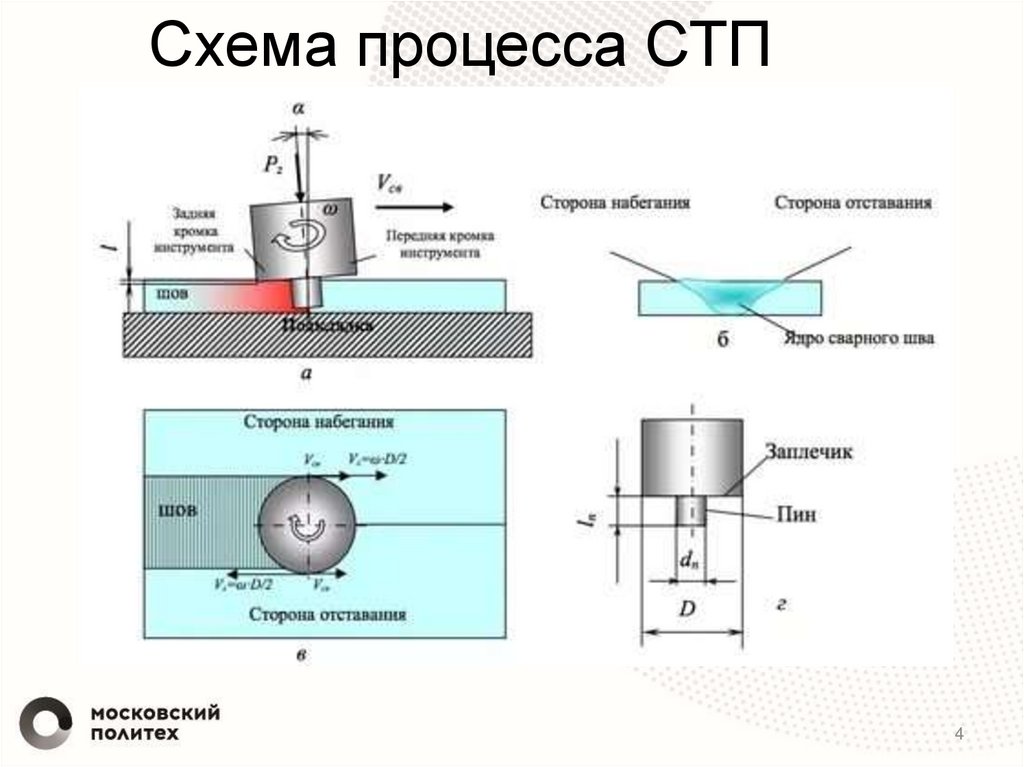
Схема процесса СТП4
5.
Сварка трением с перемешиваниемПри СТП достигается высокое качество сварки. Деформация и
перемешивание металла в твердой фазе иногда создает
микроструктуры более прочные, чем основной материал. Обычно,
прочность на растяжение и усталостная прочность сварного шва
составляет 90% от этих характеристик для основного материала.
Сварка может выполняться в различных позициях (вертикальной,
горизонтальной, под наклоном, снизу вверх и т.д.), поскольку
силы гравитации, в данном случае, не играют никакой роли.
Перемещение инструмента или детали может производиться в
различных направлениях и по программе. По мнению западных
специалистов, этот процесс является революционным в области
сварки листовых материалов.
5
6.
Формирование шва при СТП• Формирование шва при СТП с указанием
зон в его сечении: A - основной материал;
B - зона термического влияния; C - зона
термодеформационного воздействия; D зона перемешивания Основные зоны
сварного шва ПСТ: ЗТВ – зона
термического влияния; ЗТМВ – зона
термомеханического влияния
6
7.
Рабочие части инструментовиспользуемых при СТП
Материалы сварочных инструментов:
1. Для сварки алюминиевых, магниевых и медных сплавов, пластиков
используют быстрорежущие стали, твердые сплавы системы WC-Co,
сплавы тугоплавких металлов (Mo, W)
2. Для сварки стали, никелевых и титановые сплавов используют
твердые сплавы на тугоплавких и жаростойких связках, сверхтвердые
композиты на основе КНБ (кубический нитрид бора)
7
8.
Основными преимуществами СТП являются:1. Высокая прочность сварного шва.
2. Нет необходимости в присадочной проволоке.
3. Малый расход энергии (в среднем в 3 раза меньше чем при
дуговой).
4. Нет необходимости в механической обработке после сварки.
5. Практически полное отсутствие коробления и термических
деформаций.
6. Уменьшение производственного цикла на 50…75% по
сравнению с обычными способами сварки, например, дуговой.
7. Не требуется подготовки кромок под сварку и обработки шва
после нее.
8
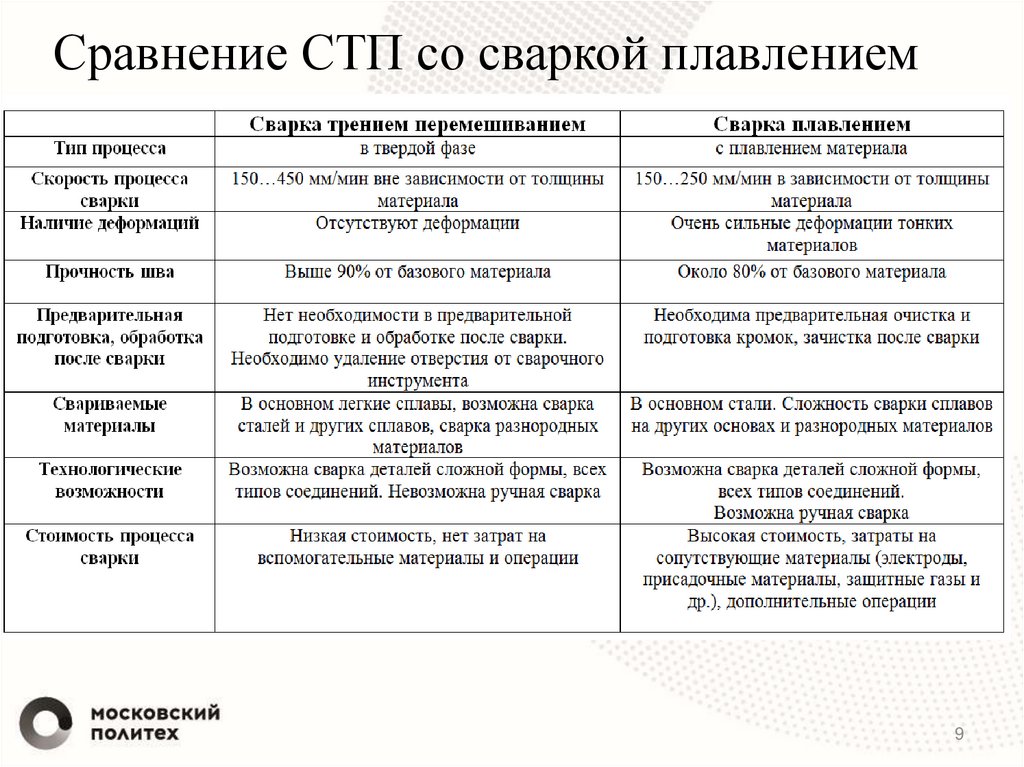
9.
Сравнение СТП со сваркой плавлением9