



 Педагогика
Педагогика Промышленность
ПромышленностьПохожие презентации:






")



Технологии диффузионной сварки двухфазной высоколегированной стали с углеродистой сталью
1.
Муниципальное автономное общеобразовательное учреждение«Средняя общеобразовательная школа №5
«Центр современных индустриальных технологий»
Разработка и исследование технологии
диффузионной сварки двухфазной
высоколегированной стали с углеродистой сталью.
Выполнили:
Жидких Олег,
Зуйков Кирилл,
Салангин Данила,
Обучающиеся 9Б класса.
Куратор проекта:
Хулина Наталья Юрьевна
Учитель физики.
Рассказово 2022
2.
Цель проектаСнизить стоимость конструкции путём использования биметаллов, состоящих с одной
стороны из дешёвой стали, а с другой стороны из высоколегированной дорогостоящей
двухфазовой стали.
Задачи
1. Исследовать особенности структурных превращений в углеродистой и дуплексной
стали.
2. Разработать технологию диффузионной сварки углеродистой и дуплексной стали при
температурах ниже их температуры плавления.
3. Получить образец биметалла в соответствие с разработанной технологии
3.
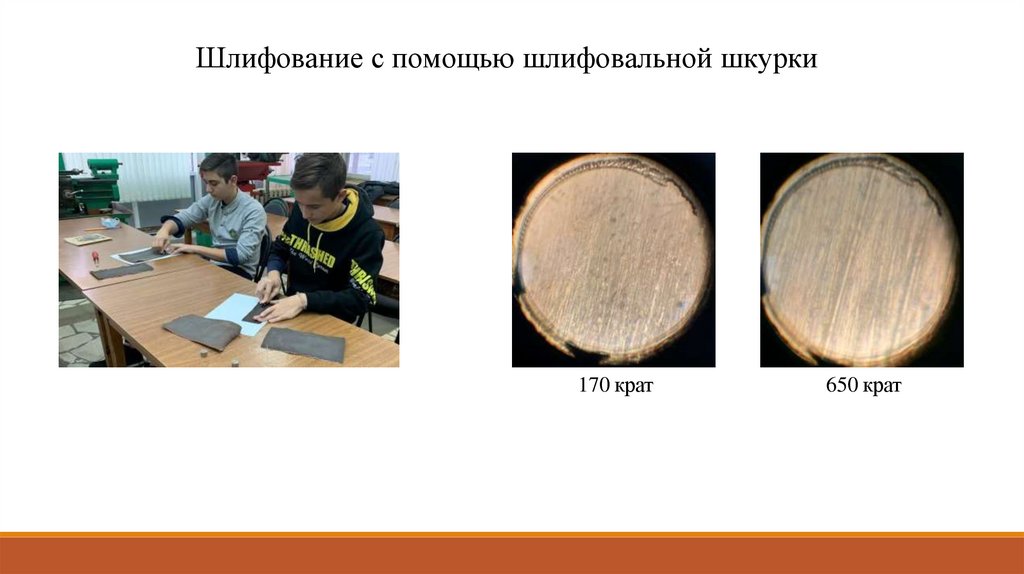
Шлифование с помощью шлифовальной шкурки170 крат
650 крат
4.
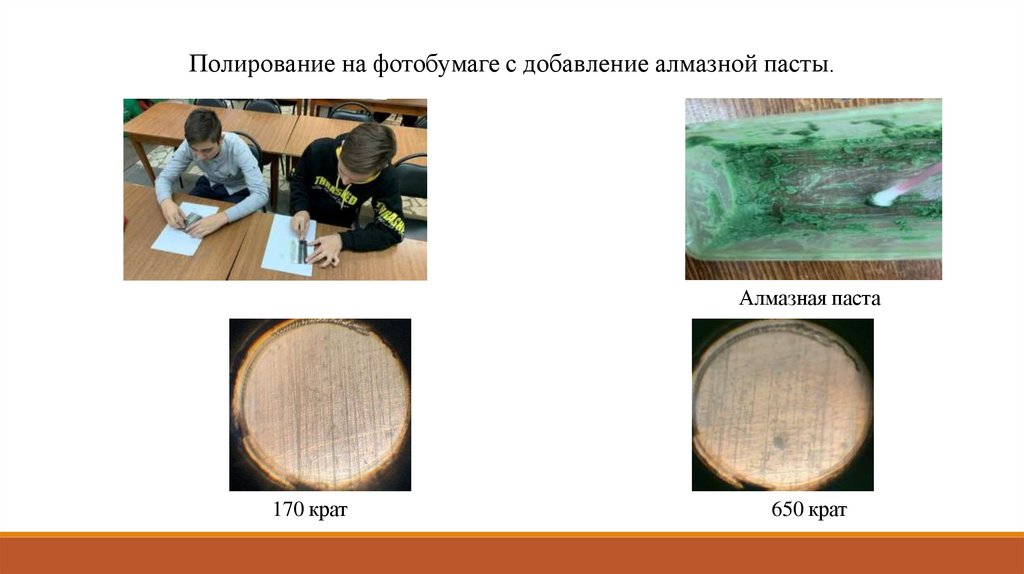
Полирование на фотобумаге с добавление алмазной пасты.Алмазная паста
170 крат
650 крат
5.
Полирование на полировочном круге с пастой ГоиПаста Гои
170 крат
650 крат
6.
Электрохимическое осаждение меди на поверхность сталиПроцесс травления
Водный раствор соляной
кислоты
650 крат
После травления
1440 крат
7.
Нанесение меди на поверхностьУВР-3М
Диффузионный насос
Высоколегированная
сталь
Углеродистая сталь
8.
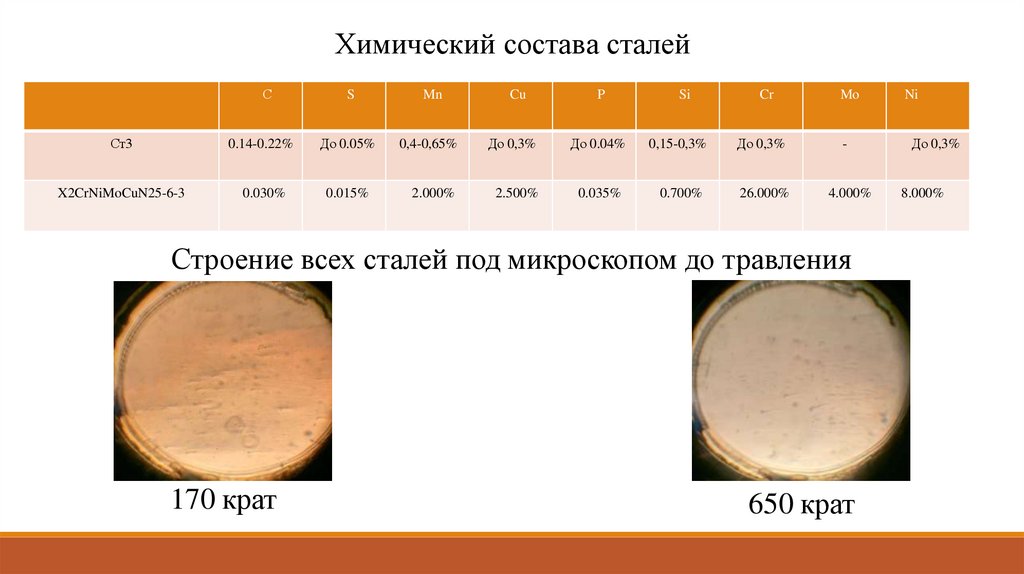
Химический состава сталейС
S
Mn
Cu
P
Si
Cr
Mo
Ni
Ст3
0.14-0.22%
До 0.05%
0,4-0,65%
До 0,3%
До 0.04%
0,15-0,3%
До 0,3%
-
До 0,3%
X2CrNiMoCuN25-6-3
0.030%
0.015%
2.000%
2.500%
0.035%
0.700%
26.000%
4.000%
Строение всех сталей под микроскопом до травления
170 крат
650 крат
8.000%
9.
Приготовление раствораFeCl3
C2H5OH
H2O
1г
3мл
2мл
Раствор
10.
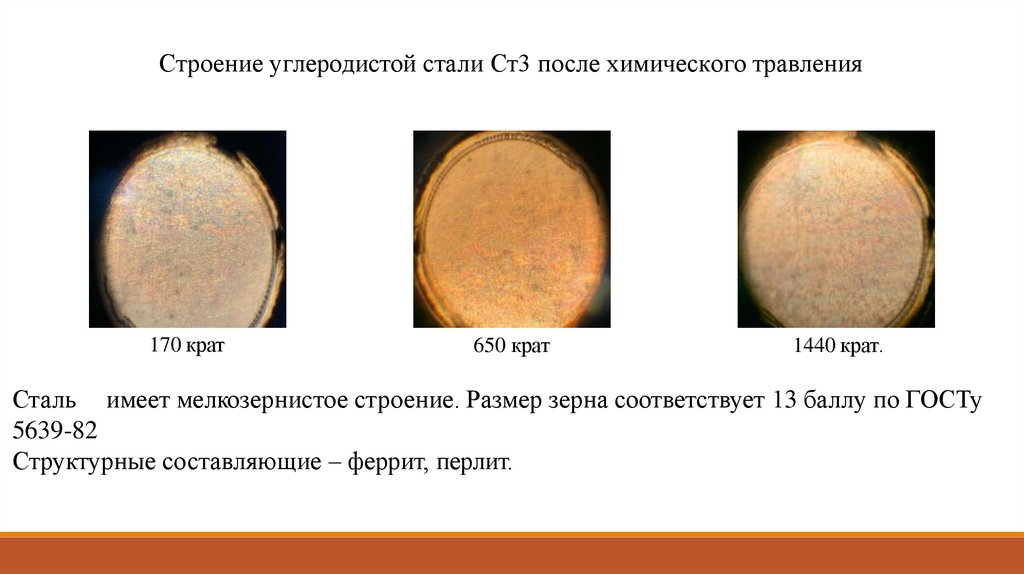
Строение углеродистой стали Ст3 после химического травления170 крат
650 крат
1440 крат.
Сталь имеет мелкозернистое строение. Размер зерна соответствует 13 баллу по ГОСТу
5639-82
Структурные составляющие – феррит, перлит.
11.
Электро-химическое травление высоколегированной сталиПроцесс травления
Водный раствор
соляной кислоты
После травления
Светлые области на
Соотношение
микроструктурах –
феррит :
феррит, темные –
аустенит – 1:1
аустенит.
650 крат
1440 крат
12.
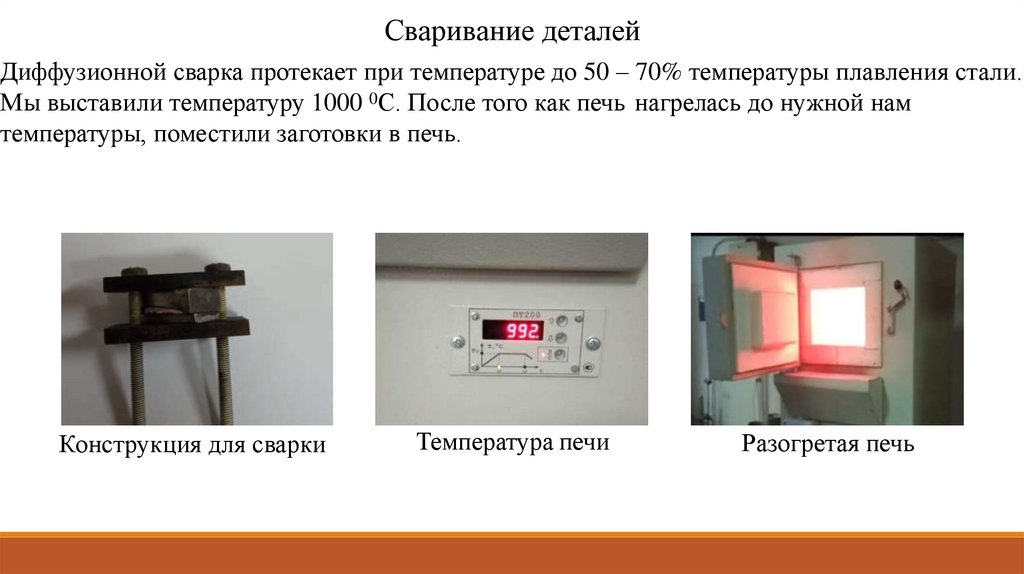
Сваривание деталейДиффузионной сварка протекает при температуре до 50 – 70% температуры плавления стали.
Мы выставили температуру 1000 0С. После того как печь нагрелась до нужной нам
температуры, поместили заготовки в печь.
Конструкция для сварки
Температура печи
Разогретая печь
13.
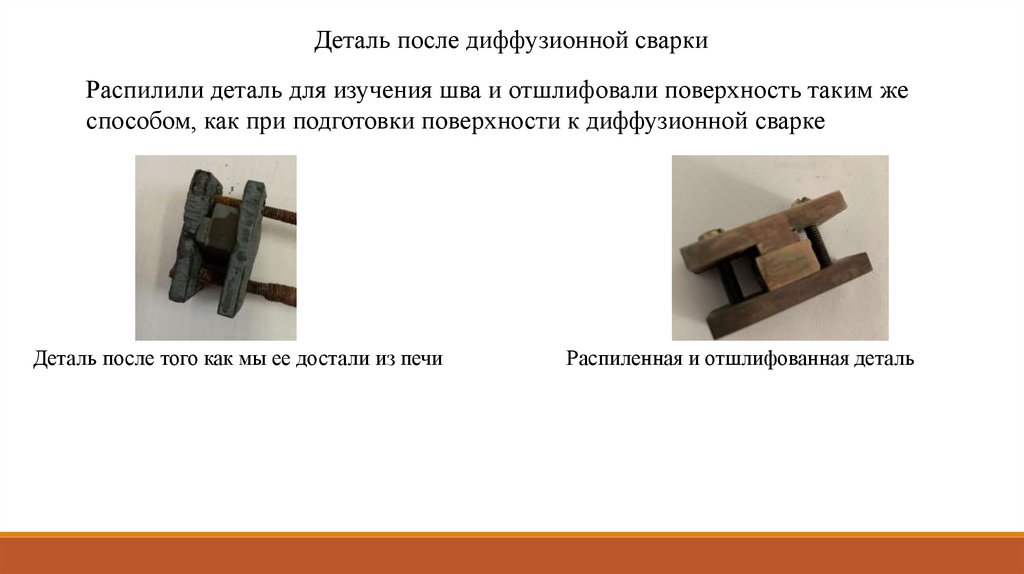
Деталь после диффузионной сваркиРаспилили деталь для изучения шва и отшлифовали поверхность таким же
способом, как при подготовки поверхности к диффузионной сварке
Деталь после того как мы ее достали из печи
Распиленная и отшлифованная деталь
14.
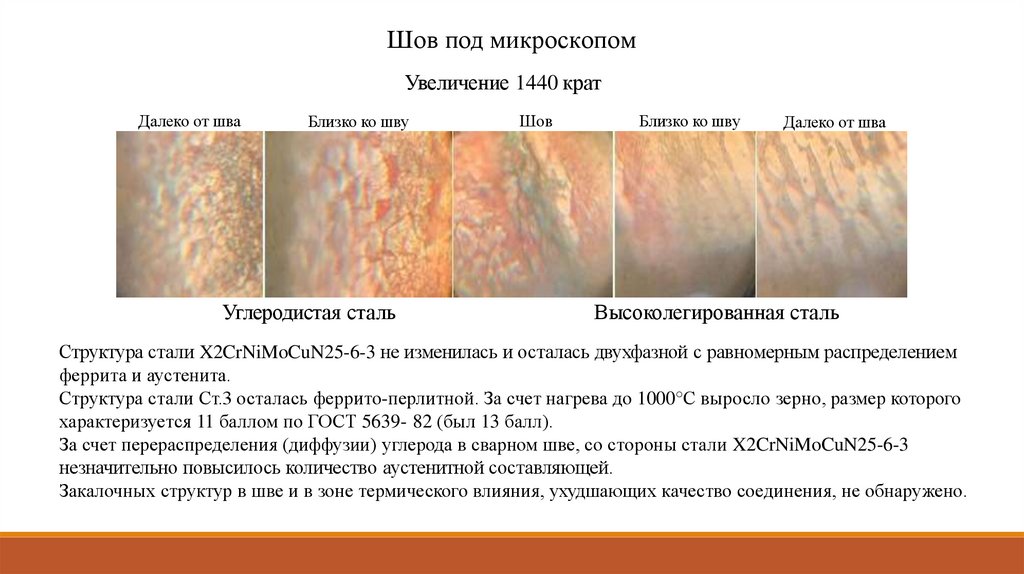
Шов под микроскопомУвеличение 1440 крат
Далеко от шва
Близко ко шву
Углеродистая сталь
Шов
Близко ко шву
Далеко от шва
Высоколегированная сталь
Структура стали X2CrNiMoCuN25-6-3 не изменилась и осталась двухфазной с равномерным распределением
феррита и аустенита.
Структура стали Ст.3 осталась феррито-перлитной. За счет нагрева до 1000°С выросло зерно, размер которого
характеризуется 11 баллом по ГОСТ 5639- 82 (был 13 балл).
За счет перераспределения (диффузии) углерода в сварном шве, со стороны стали X2CrNiMoCuN25-6-3
незначительно повысилось количество аустенитной составляющей.
Закалочных структур в шве и в зоне термического влияния, ухудшающих качество соединения, не обнаружено.
15.
Общие выводы по работе1.На основе изучения существующих технологий сварки разнородных материалов выбран способ диффузионной
сварки являющийся наиболее оптимальным
для получения биметалла на основе стали Ст3 и X2CrNiMoCuN25-6-3
2.На основе экономического расчёта доказана эффективность технологии диффузионной сварки.
3. Разработана технология защиты поверхности детали от их окисления в процессе диффузионной сварки,
заключающаяся в напылении на их поверхность меди с помощью установки вакуумного напыления.
4. С применением методов химического и электрохимического травления изучены структуры сталей Ст3 и
X2CrNiMoCuN25-6-3, определены их основные структурные составляющие.
5. Разработана методика выявления микроструктуры шва сварного соединения разнородных материалов,
заключающаяся в последовательном применении двух способов: химическое и электрохимическое травление.
6. На основе анализа конструкции различных приспособлений для фиксирования деталей, разработана
конструкция, позволяющая надёжно зафиксировать детали для их последующей диффузионной сварки в печи при
температуре 1000°С.
7.Разработана технология диффузионной сварки углеродистой и высоколегированной стали, которая позволяет
получить качественное неразъёмное соединение
при температуре не превышающей 0,7 от температуры плавления стали.
8. С применением разработанной методики выявления микроструктуры шва сварного соединения разнородных
материалов проведено металлографическое исследование сварного соединения сталей Ст3 и X2CrNiMoCuN25-6-3.
Определены основные структурные составляющие шва и зоны термического влияния.