



 Промышленность
ПромышленностьПохожие презентации:










Общий вид токарных станков
1. Общий вид токарных станков
а -токарно - винторезный; б -токарно - револьверный; в -лоботакарный;г -токарно – карусельный.
2. цифровое обозначение моделей
Первая цифра 1 в обозначении моделипоказывает, что станок относится к токарной
группе.
Вторая цифра указывает на типы станков в группе:
1-одношпиндельные автоматы и полуавтоматы;
2-многошпиндельные
автоматы
и
полуавтоматы; 3-револьверные станки и т.д.
Две последние цифры определяют важнейшие
технологические параметры станка: высоту
центров
над
станиной
для
токарновинторезного,
наибольший
диаметр
обрабатываемого прутка.
Наличие буквы после второй цифры указывает на
модернизацию станка, т.е. на обновление
конструкции.
3.
Буква (Н,П,В,А,С) в конце цифровогообозначения модели означает точность
станка.
Например, в обозначении токарновинторезного станка модели 16К20П
цифра 1 означает группу токарных станков,
цифра 6-тип станка, буква К-модернизацию
станка, цифра 20-высоту центров (см), буква
П указывает, что станок повышенной
точности.
4. Устройство токарно-винторезного станка
Устройство токарновинторезного станкаТокарно-винторезные станки с ручным
управлением являются наиболее
универсальными станками токарной
группы и используются главным
образом в условиям единичного и
мелкосерийного производства.
5.
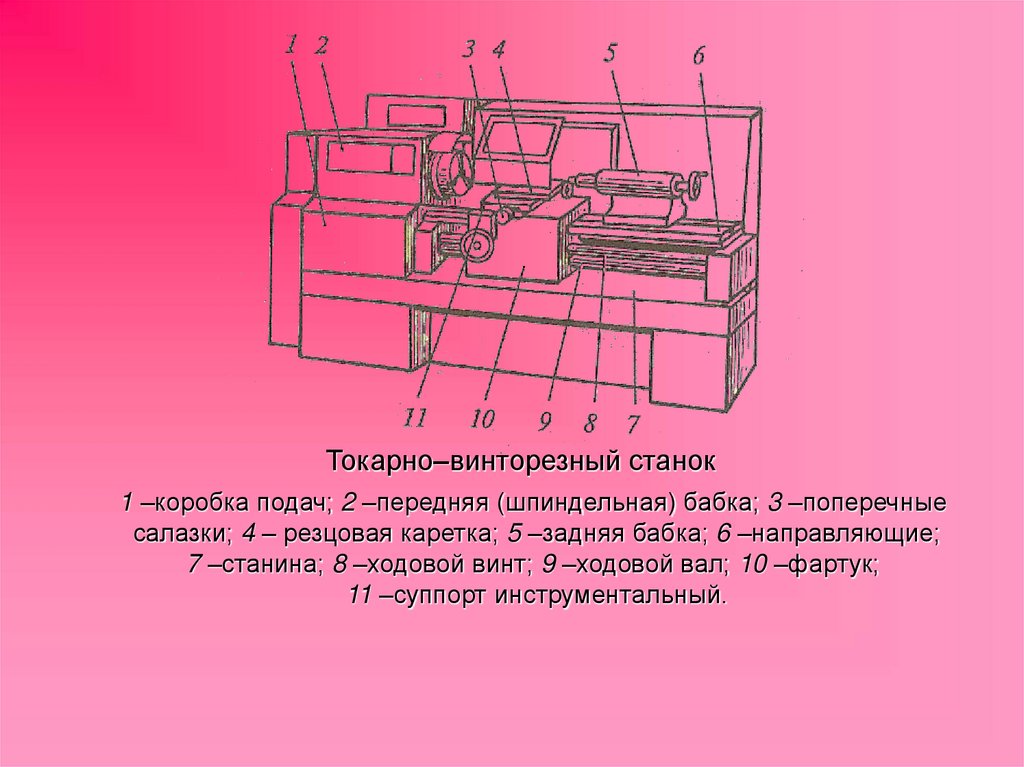
Токарно–винторезный станок1 –коробка подач; 2 –передняя (шпиндельная) бабка; 3 –поперечные
салазки; 4 – резцовая каретка; 5 –задняя бабка; 6 –направляющие;
7 –станина; 8 –ходовой винт; 9 –ходовой вал; 10 –фартук;
11 –суппорт инструментальный.
6.
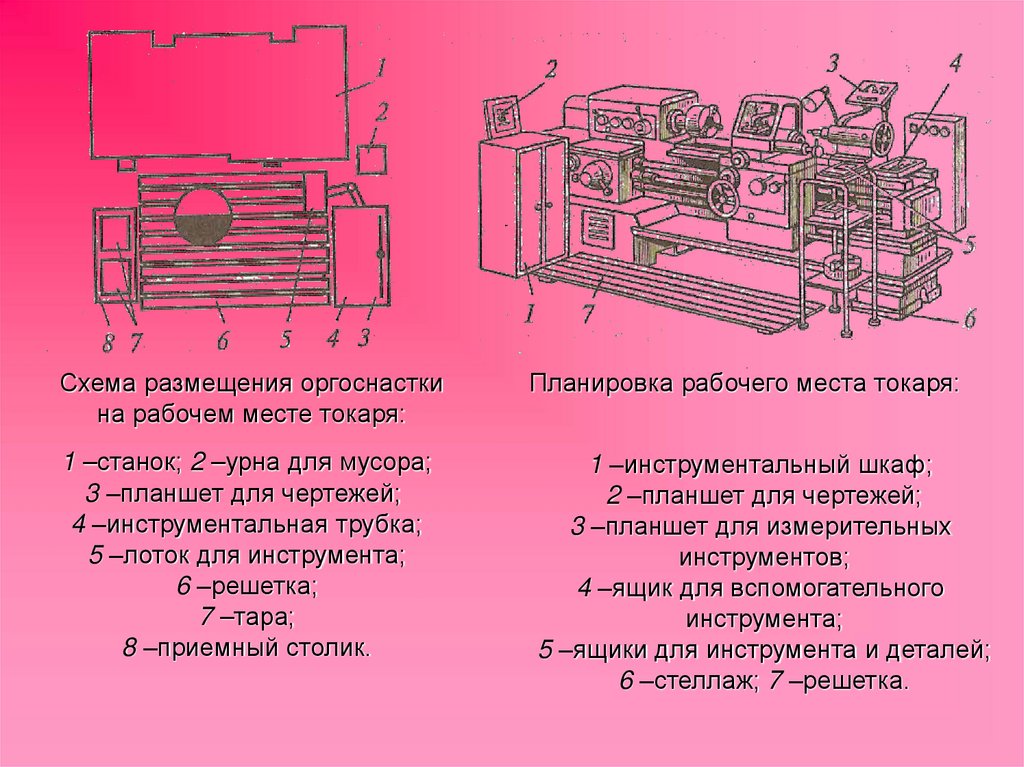
Схема размещения оргоснасткина рабочем месте токаря:
Планировка рабочего места токаря:
1 –станок; 2 –урна для мусора;
3 –планшет для чертежей;
4 –инструментальная трубка;
5 –лоток для инструмента;
6 –решетка;
7 –тара;
8 –приемный столик.
1 –инструментальный шкаф;
2 –планшет для чертежей;
3 –планшет для измерительных
инструментов;
4 –ящик для вспомогательного
инструмента;
5 –ящики для инструмента и деталей;
6 –стеллаж; 7 –решетка.
7. Основные правила безопасной работы на токарных станках
1. Устанавливать и снимать патроны, планшайбы и другие приспособленияследует при помощи грузоподъемного устройства, оснащенного
специальным захватом.
2. При использовании приспособлений, оснащенных пневматическими,
гидравлическими или электромагнитными приводами, тщательно проверять
состояние коммуникаций подачи воздуха и жидкости, а также
электропроводку. Не допускать воздействия на них движущихся частей
станка.
3. Не применять значительно изношенную технологическую оснастку (патроны,
центры, переходные втулки и т.п.).
4. Для правильной установки резцов относительно оси центров и надежности их
крепления в суппорте использовать мерные шлифовальные прокладки,
размеры которых соответствуют линейным размерам опорной части
державки резцов.
5. Резцы следует закреплять с минимально возможным вылетом из
резцедержателя (чтобы он не превышал более чем в 1,5 раза высоту
державки резца) и не менее чем двумя болтами.
6. Не оставлять в задней бабке или револьверной головке инструменты, которые
не используются при обработке данной заготовки.
7. Стремиться закреплять заготовку в станочном приспособлении по возможно
большей ее длине. Выступающая часть заготовки должна иметь длину, не
превышающую двух-трех диаметров, при большом вылете для ее подпора
необходимо использовать заднюю бабку.
8. Удалять стружку со станка только специальным крючком, щеткой или скребком.
8.
9. Следить за правильным подводом СОЖ в зону резания.10. Применять правильные приемы работы:
–
–
–
–
–
подводить режущий инструмент к вращающейся заготовке, а выключать
ее вращение после отвода инструмента
не поддерживать отрезаемую часть заготовки рукой;
при выполнении ручных операций отводить суппорт, заднюю бабку на
безопасное расстояние;
при опиливании и полировании стоять у станка под углом 45° к оси
центров с разворотом вправо;
при полировании использовать прижимные колодки.
11. Проверять уровень масла по контрольным глазкам в коробках
скоростей, подач и в фартуке.
12. Не брать и не подавать через работающий станок какие-либо
предметы, не подтягивать на ходу болты, гайки и другие
соединительные узлы станка.
13. Не тормозить вращающийся шпиндель нажимом руки на станочное
приспособление или заготовку.
14. Измерять обрабатываемую деталь только после выключения
фрикциона, отвода суппорта и задней бабки на безопасное
расстояние.
15. Не облокачиваться на станок и не размещать заготовки, инструменты
и другие предметы на направляющих станка.