






 Промышленность
ПромышленностьПохожие презентации:










Качественная торцовка деталей с помощью ручного фрезера
1.
Качественная торцовка деталей спомощью ручного фрезера
2.
После того, как наши щиты уменьшены до ширины 150 мм и их продольныекромки обработаны (об этом в двух предыдущих статьях тут и тут), необходимо
распилить их поперек, получив тем самым две боковины, две полки и обработать
их
3.
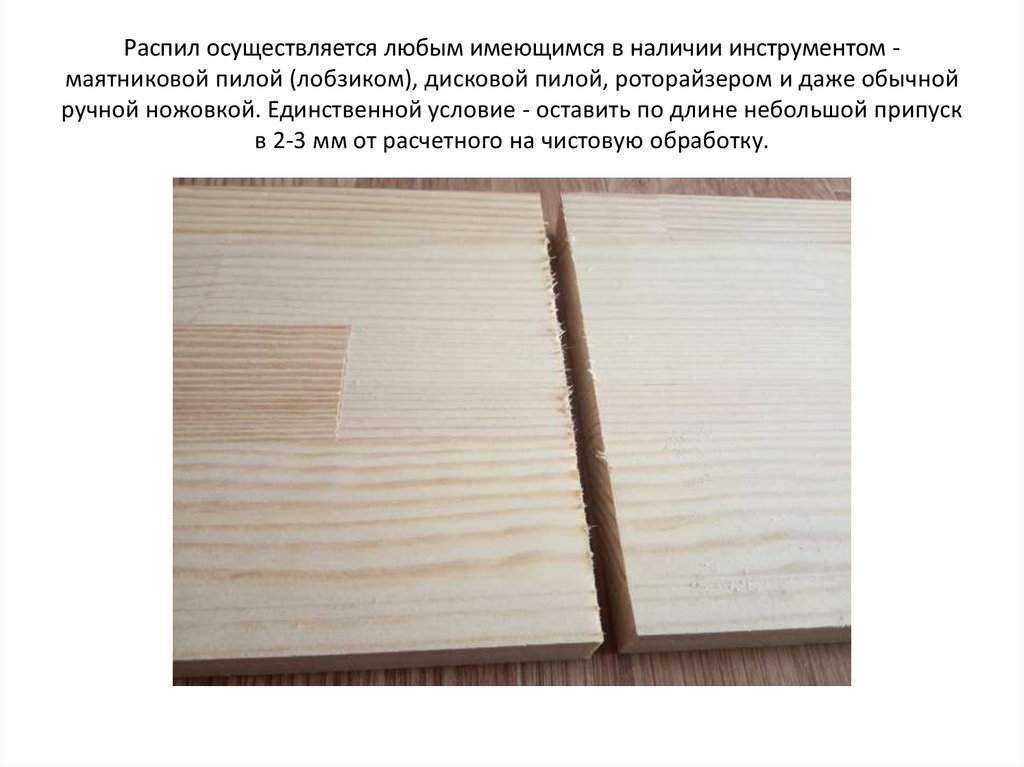
Распил осуществляется любым имеющимся в наличии инструментом маятниковой пилой (лобзиком), дисковой пилой, роторайзером и даже обычнойручной ножовкой. Единственной условие - оставить по длине небольшой припуск
в 2-3 мм от расчетного на чистовую обработку.
4.
Торцевание, с помощью фрезераДля обработки торцов деталей берем щит с ровной кромкой и такую же рейку
или обрезок щита также с проверенной ровной кромкой и фиксируем его
струбциной поперек первого.
5.
Верхняя планка должна быть выверена строго по угольнику и надежнозакреплена.
Толщина упора должна быть равна толщине обрабатываемой детали и на 2-3 мм
выступать за линию кромки нижней
.
6.
Обрабатываемая деталь прижимается кромкой к верхнему упору и фиксируетсятакже струбциной.
7.
Край обрабатываемой детали должен выступать за пределы кромкинижнего упора
.
8.
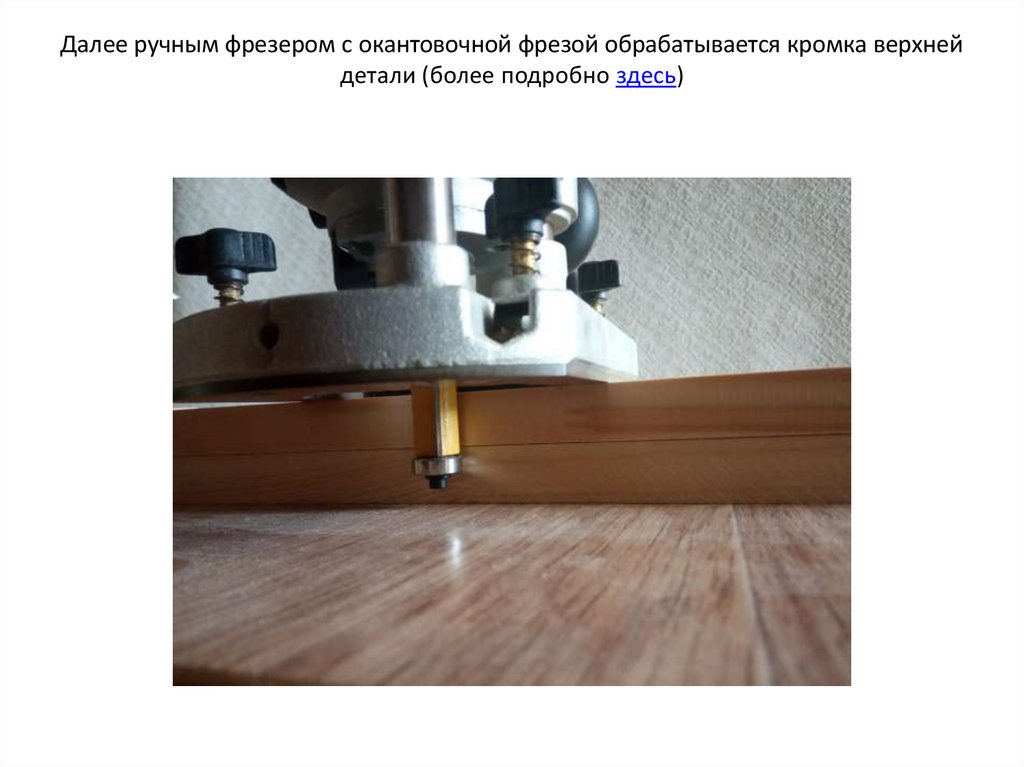
Далее ручным фрезером с окантовочной фрезой обрабатывается кромка верхнейдетали (более подробно здесь)
9.
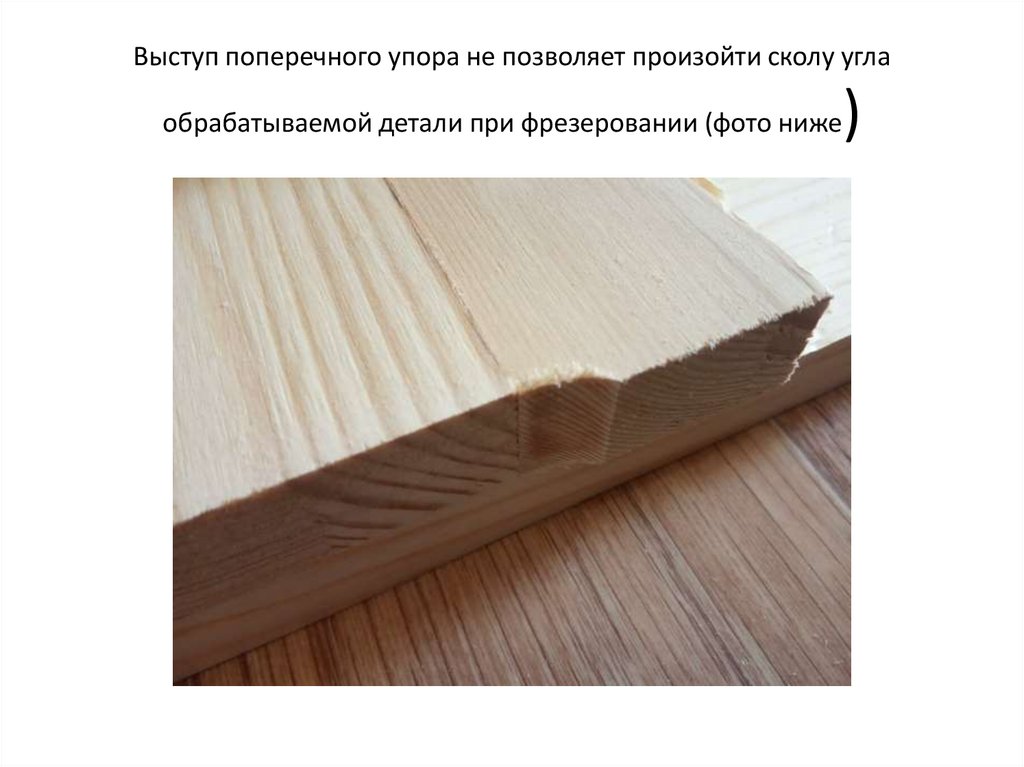
Выступ поперечного упора не позволяет произойти сколу углаобрабатываемой детали при фрезеровании (фото ниже
)
10.
Снимаем детали и проверяем правильность полученного угла. Принеобходимости слегка корректируем ударами киянки угол между верхним
упором и основой "приспособы"
11.
Таким образом обрабатываем все торцы до точного совпадения всехразмеров и углов
.