








 Промышленность
ПромышленностьПохожие презентации:










Проект технологической подготовки производства изготовления детали «Вал-шестерня». Годовой объем выпуска 2000 штук
1.
Государственное бюджетное профессиональное образовательное учреждение«Чайковский техникум промышленных технологий и управления»
ДИПЛОМНЫЙ ПРОЕКТ
Тема: «Проект технологической подготовки
производства изготовления детали
«Вал-шестерня».
Годовой объем выпуска 2000 штук».
Выполнил: Филимонцев Антон
г. Чайковский, 2023
2.
Цель:спроектировать
технологическую
производства изготовления детали «Вал-шестерня»
подготовку
Задачи:
1)
2)
3)
4)
5)
6)
Проанализировать служебное назначение изделия «Вал-шестерня»,
рабочих
чертежей,
технических
требований
и
разработки
технологического чертежа детали
Выбрать метод получения заготовки на основе технико-экономического
анализа
Разработать технологический процесс на изготовление детали
Рассмотреть вопросы по основным правилам по технике безопасности, а
также пожарной безопасности; по обеспечению рабочих средствами
индивидуальной
защиты;
использование
конструкторской
и
технологической документаций
Рассчитать себестоимость единицы и партий продукций
Выполнить графическую часть дипломного проекта
3.
3D модель детали «Вал-шестерня»4.
Материал детали Сталь 40 ГОСТ 4543-2016Механические свойства
σT
σB
δ
МПа
ψ
Метод термической
обработки
C
980
10
Si
Mn
S
45
P
Не более, %
%
%
Закалка
785
Химический состав
0,36-
0,17-
0,5 –
0,0
0,44
0,37
0,8
35
0,030
5.
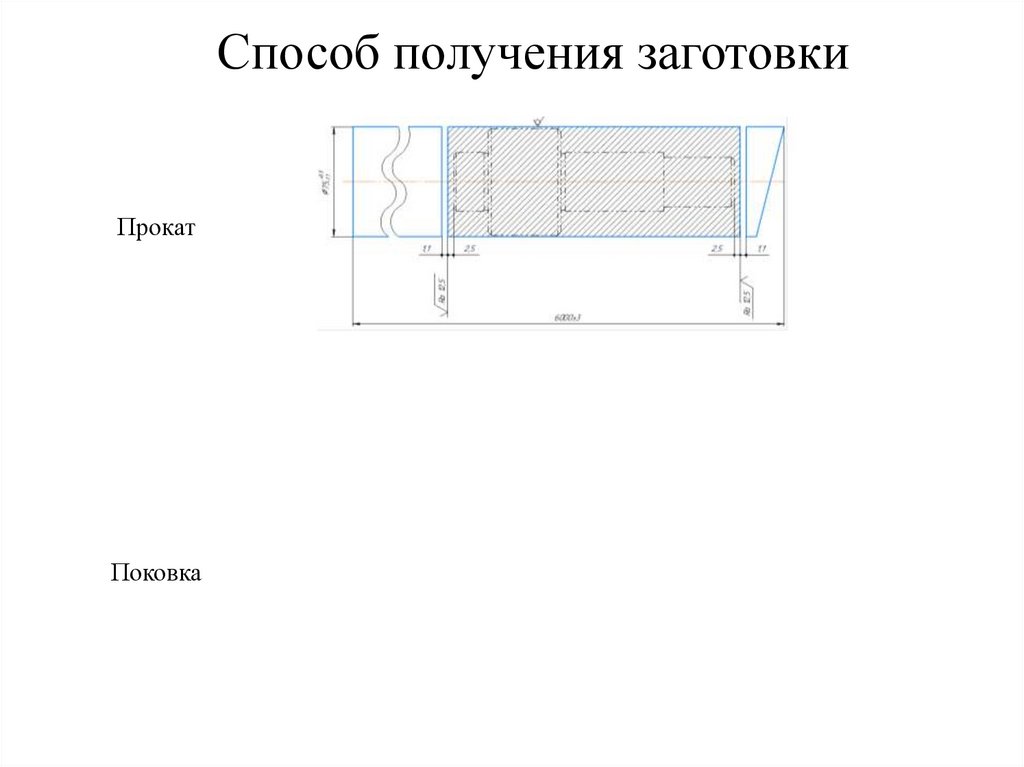
Способ получения заготовкиПрокат
Поковка
6.
Технологическое оборудованиеЛенточнопильный станок
JET MBS-1321VS
Токарный станок с ЧПУ
BL-Z6
Верстак слесарный ВС-51
7.
Технологическое оборудованиеВертикально-фрезерный станок 6К12
Камерная печь CZYLOK FCF-V300HC
Зубофрезерный станок с ЧПУ Круглошлифовальный станок RSM
500
53К30С3
Мойка деталей
АМ 800АК
8.
Режущий инструментСверло центровочное
ГОСТ 8027-86 D-8мм
Фреза CoroMill® 390 R390-010A09L-07L
Державка CoroTurn® 107 QSSCACR1010E06
Полотно для ленточной пилы М42
34х1,1х4100 мм ГОСТ 53924-2010
9.
Режущий инструментФреза червячная для нарезания зубьев,
Модуль 3 ГОСТ 9324-80
Круг абразивный МАЗ 14А25ПС17К550А1
10.
№,наименовани
е операции
Содержание
перехода
Обрабатывае
мый размер,
мм
Обработанны
й размер, мм
Глубина t,
мм
Скорость
резания V,
м/мин.
Подача S, мм
Мощность
,Kw
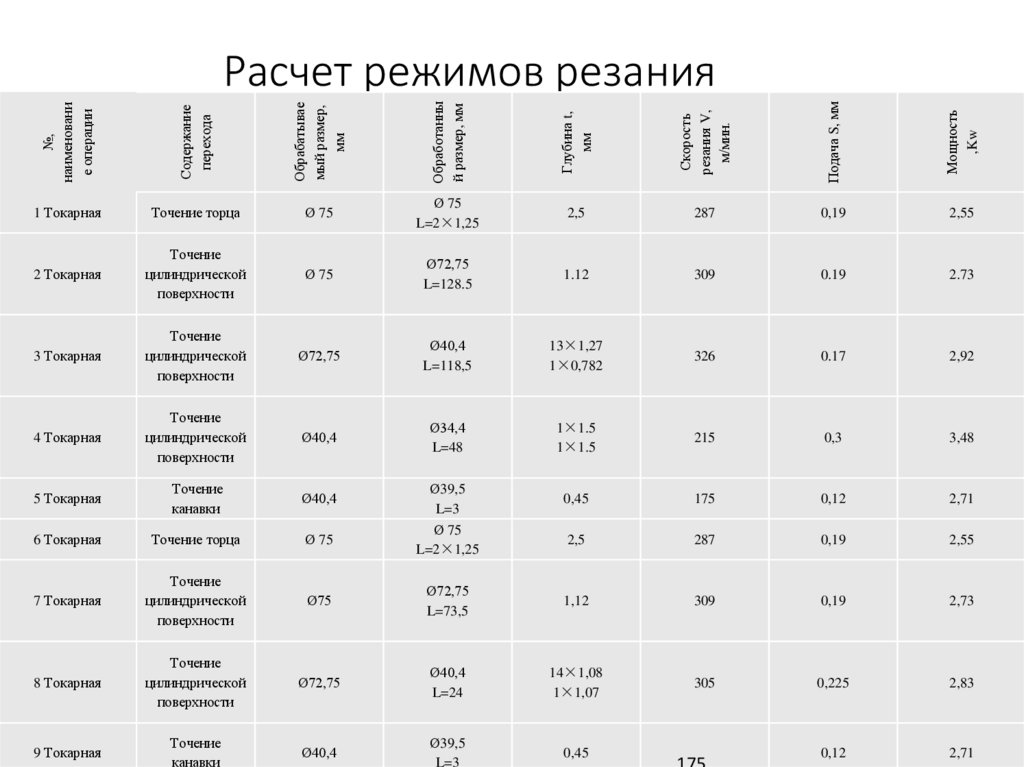
Расчет режимов резания
1 Токарная
Точение торца
Ø 75
Ø 75
L=2×1,25
2,5
287
0,19
2,55
2 Токарная
Точение
цилиндрической
поверхности
Ø 75
Ø72,75
L=128.5
1.12
309
0.19
2.73
3 Токарная
Точение
цилиндрической
поверхности
Ø72,75
Ø40,4
L=118,5
13×1,27
1×0,782
326
0.17
2,92
4 Токарная
Точение
цилиндрической
поверхности
Ø40,4
Ø34,4
L=48
1×1.5
1×1.5
215
0,3
3,48
5 Токарная
Точение
канавки
Ø40,4
0,45
175
0,12
2,71
6 Токарная
Точение торца
Ø 75
2,5
287
0,19
2,55
7 Токарная
Точение
цилиндрической
поверхности
Ø75
Ø72,75
L=73,5
1,12
309
0,19
2,73
8 Токарная
Точение
цилиндрической
поверхности
Ø72,75
Ø40,4
L=24
14×1,08
1×1,07
305
0,225
2,83
9 Токарная
Точение
канавки
Ø40,4
Ø39,5
L=3
0,45
0,12
2,71
Ø39,5
L=3
Ø 75
L=2×1,25
11.
Технологическая оснасткаТрёхкулачковый
Центр (вращающийся) А-1самоцентрирующийся патрон
2Н
ГОСТ 2675-80
Опорная призма ГОСТ 12195-66
12.
Контрольный инструментШтангенциркуль ШЦ I-2000,05
Индикатор часового типа ИЧ-50
ГОСТ 577–68
Штангензубомер ШЗН-18 0,05
ИГП Головка измерительная на штативе, ГОСТ
28798-90
13.
Организационная часть–Организация и обслуживание рабочего
места станочника
–Документация
на
рабочем
месте
станочника
–Основные правила техники безопасности
–Индивидуальные средства защиты
–Мероприятия
по
противопожарной
безопасности
14.
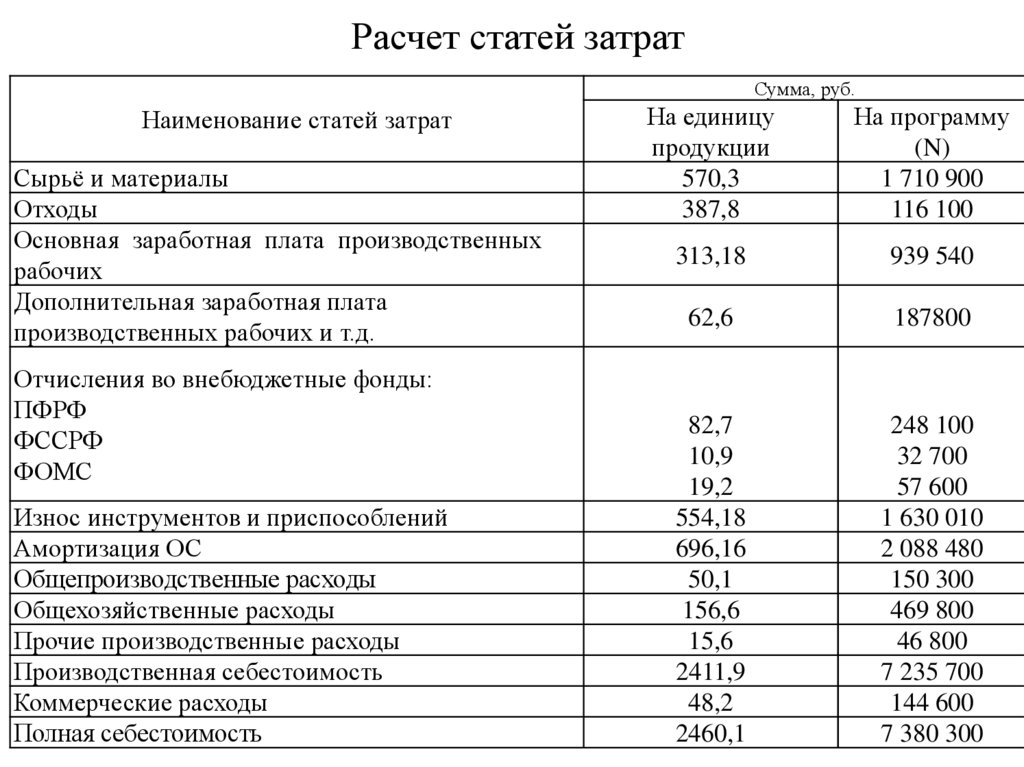
Расчет статей затратСумма, руб.
Наименование статей затрат
Сырьё и материалы
Отходы
Основная заработная плата производственных
рабочих
Дополнительная заработная плата
производственных рабочих и т.д.
Отчисления во внебюджетные фонды:
ПФРФ
ФССРФ
ФОМС
Износ инструментов и приспособлений
Амортизация ОС
Общепроизводственные расходы
Общехозяйственные расходы
Прочие производственные расходы
Производственная себестоимость
Коммерческие расходы
Полная себестоимость
На единицу
продукции
570,3
387,8
На программу
(N)
1 710 900
116 100
313,18
939 540
62,6
187800
82,7
10,9
19,2
554,18
696,16
50,1
156,6
15,6
2411,9
48,2
2460,1
248 100
32 700
57 600
1 630 010
2 088 480
150 300
469 800
46 800
7 235 700
144 600
7 380 300
15.
ЗаключениеРазработанный проект детали
«Вал-шестерня» является оптимальным вариантом
для ее производства, что позволит обеспечить
требуемое качество детали при ее наименьшей
себестоимости.
В результате дипломного проекта поставленные
задачи решены, цель достигнута.