




















 Химия
Химия Промышленность
ПромышленностьПохожие презентации:








")

Основы производства смазочных материалов
1.
Основы производствасмазочных материалов
1
2.
1. Капустин В.М., Тонконогов Б.П., Фукс И.Г. Технологияпереработки нефти и газа. Ч.3. Производство нефтяных
смазочных материалов. Учебное пособие. М., Химия, 2014. –
328с.
2. Черножуков Н.И. Технология переработки нефти и газа. Ч.3.
Учебник. М., Химия, 1978. – 423 с.
3. А.Д. Макаров, В.А. Дорогочинская, И.Р. Облащикова, Т.И.
Сочевко, А.Ю. Килякова. Сборник лабораторных работ по
технологии производства смазочных материалов и твердых
углеводородов. Учебно-методическое пособие. - М.: ФГУП
Изд-во "Нефть и газ" РГУ нефти и газа имени И.М. Губкина,
2013 – 75 с.
4. В.А. Дорогочинская, И.Р. Облащикова, А.Ю. Килякова, Е.В.
Голованова. Нефтепродукты. Топлива, смазочные масла и
пластичные смазки. Определение основных показателей
качества. Учебно-методическое пособие. - М.: ФГУП Изд-во
"Нефть и газ" РГУ нефти и газа имени И.М. Губкина, 2013 –
74 с.
3.
5. Спиркин В.Г., Сочевко Т.И., Макаров А.Д., Тонконогов Б.П.Технологические схемы процессов производства нефтяных
смазочных материалов: Учеб. Пособие для студентов вузов.
– М.: РГУ нефти и газа имени И.М. Губкина, 2011. – 74 с.: ил.
6. Спиркин В.Г., Фукс И.Г. Химия смазочных масел (состав,
получение и применение). М.: Нефть и газ, РГУ нефти и газа
им. И.М. Губкина, 2003. – 144 с.
7. Топлива, смазочные материалы, технические жидкости.
Ассортимент и применение. Справочник. Под ред.
В.М.Школьникова. М., Техинформ, 1999. – 596 с.
8. Казакова Л.П., Крейн С.Э. Физико-химические основы
производства нефтяных масел. М., Химия, 1978. – 320 с.
4.
Зарождение и развитие отечественногомасляного производства неразрывно
связано с научной и инженерной
деятельностью
таких
выдающихся
русских ученых, как Д.И. Менделеев, В.В.
Марковников,
С.С.
Наметкин,
А.Н.
Саханов, Н.Д. Зелинский, К.В. Харичков,
М.И. Коновалов, Л.Г. Гурвич и др.
5.
Однимиз
первых
возможность
получения масел из бакинских нефтяных
остатков установил Менделеев. Под его
руководством
на
заводе
вблизи
Ярославля
было
организовано
производство нефтяных масел и начато
исследование их свойств.
6.
В 1875 г. на укрупненной установке вСормове
Рогозиным
был
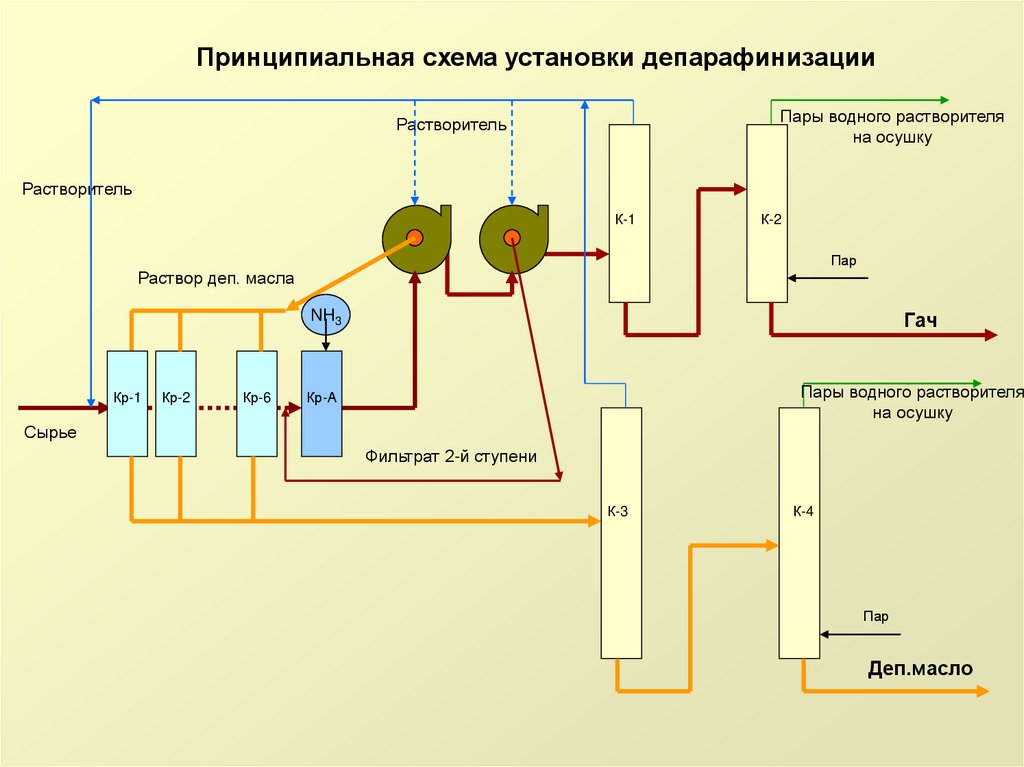
проверен
технически совершенный способ полной
переработки бакинских нефтяных остатков,
для
получения
высококачественных
смазочных масел. Опыт дал хорошие
результаты.1877-78гг Рогозин построил и
пустил в Балахне (на Волге) масляный з-д,
где применил метод перегонки нефти с
перегретым вод паром. Кокорев построил
один из первых нефтеперегонных заводов в
Баку.
7.
Следуя рекомендациям Д. И. Менделеева, вг. В.И. Рагозин основал первое в мире
крупное производство высококачественных
нефтяных масел в с. Константиново.
Смазочные масла, выпускавшиеся на
нефтеперегонном заводе В. И. Рагозина,
имели на тот момент самую современную
технику и технологию и быстро вытеснили
продукцию иностранных конкурентов. За
несколько
лет
смазочные
материалы
производства Константиновского завода
благодаря высокому качеству стали успешно
экспортировать на мировой рынок.
8.
На заводе применялись перегонка сперегретым вод паром, сернокислотная,
щелочная очистка. К проектированию
оборудования для з-да были привлечены
инженеры
Калашников
и
Шухов.
Единственным методом очитки масляного
сырья в то время, являлась очистка серной
к-той, с последующей нейтрализацией
щелочью и отбеливающими глинами.
9.
1879 г. – Летний А.А. построил завод попроизводству минеральных масел из
нефтяных «остатков» ( Санкт-Петербург,
завод Ропса)
В 1880—1881 гг начал работать в Баку
масляный завод бр. Нобель. С 1885 г. была
введена сернокислотная и щелочная
очистка.
10.
Развитиюпроизводства
и
улучшению
качества нефтяных масел содействовали
работы Гурвича, Харичкова, широкому
применению
нефтяных
масел
способствовали работы Петрова, создавшего
гидродинамическую
теорию
смазки
и
обосновавшего возможность полной замены
растительных масел и животных жиров
нефтяными.
Сначала
выпускались
дистиллятные масла, позже из остатков
вакуумной
перегонки
мазута
стали
вырабатывать высоковязкие масла для
смазки паровых машин.
11.
Деятельность Д. И. Менделеева и В. И.Рагозина послужила толчком к развитию
новой
отрасли
нефтяной
индустрии.
Внедрение производства смазочных масел
позволило существенно диверсифицировать
спектр вырабатываемых нефтепродуктов и
более рационально использовать нефтяное
сырье. Осознав коммерческую выгоду,
многие
предприниматели
Апшеронского
полуострова начинали ускоренными темпами
внедрять на своих нефтеперегонных заводах
производство смазочных материалов
12.
Кавказ - это старейшая база нефтяной инефтехимической
промышленности
нашей
страны.
Первые
попытки
подвергнуть бакинскую нефть перегонке
для
получения
очищенного
«осветительного масла» были сделаны
еще в середине XIX в. Открытие на
Кавказе
богатейших
месторождений
уникальных высокопарафинистых нефтей
явилось
стимулом
сосредоточения
производства масел и парафинов именно
здесь.
13.
Первый завод по производству смазочныхмасел на Апшеронском полуострове был
построен
нефтепромышленником
М.А.
Кокоревым в 1863 г. Очистка масла на этом
заводе производилась щелочным раствором,
а
основным
оборудованием
были
перегонные кубы
14.
В 1867 г. купец Ф.И. Смольянинов построил вс. Коржевино Муромского уезда завод по
производству смазочных масел мощностью
200 тонн в год.
В 1870 г. в Керчи инженер корпуса путей
сообщения
Н.А.
Соханский
построил
масляный завод. В качестве сырья на этих
заводах использовались нефтяные остатки,
привозимые из Баку.
15.
К началу XX в. Россия заняла прочныелидирующие
позиции
в
производстве
нефтяных масел и стала их крупнейшим
поставщиком на мировой рынок. Благодаря
непревзойденному качеству нефтяные масла
российского
производства
вытеснили
американские
аналоги,
сначала
с
внутреннего рынка, а затем и с рынков
Западной Европы.
16.
К началу 1900-х годов нефтяные маслапроизводились на заводах Баку, Петербурга,
Ярославля.
Промышленное
использование
избира-
тельных растворителей началось в 30-х г.
(Марковников, Бутлеров). В 30-е г. в Грозном
под руководством Саханова, Обрядчикова,
Скобло, Гурвича, Бондаренко и Жердевой
осваивались процессы первичной перегонки,
крекинга, производства парафинов и масел.
17.
Впослевоенные
годы
нефтяная
промышленность стала развиваться в УралоВолжском бассейне, нефти которых менее
благоприятны по качеству для производства
ва масел.
Впервые производство масел из таких
нефтей с применением избирательных
растворителей в процессах деасфальтизации, селективной очистки, депарафинизации и адсорбционной очистки освоено в
начале 50-х годов.
18.
Сегодня основными базовыми нефтянымимаслами являются:
- масла селективной очистки в сочетании с
гидропроцессами;
- масла гидрогенизационных процессов;
- смешанные нефтяные масла с синтетическими и растительными маслами.
Более
прогрессивны
и
экономичны
гидропроцессы. Впервые гидрооч депмасла
была проведена в 1960г.
19.
Большойвклад
отечественных
Обрядчиков,
в
нефтяных
Черножуков,
производство
масел
внесли
Школьников,
Казакова, Крейн, Переверзев, Бадыштова,
Фукс, Шабалина
20.
Наряду с производством масел, развивалосьпроизводство пластичных смазок и твердых
углеводородов (парафинов и церезинов)
В настоящем курсе речь пойдет об основах
производствах этих очень важных продуктах,
без
которых
сегодняшнюю жизнь
нельзя
представить
21.
Общие классификациисмазочных материалов
22.
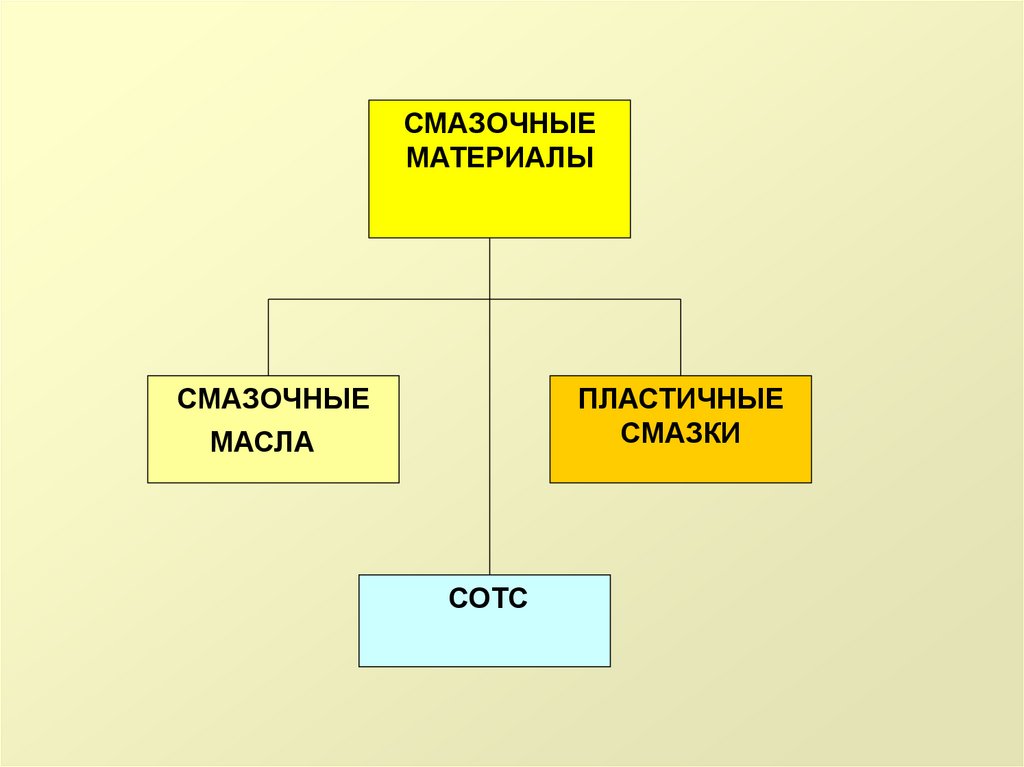
СМАЗОЧНЫЕМАТЕРИАЛЫ
СМАЗОЧНЫЕ
МАСЛА
ПЛАСТИЧНЫЕ
СМАЗКИ
СОТС
23.
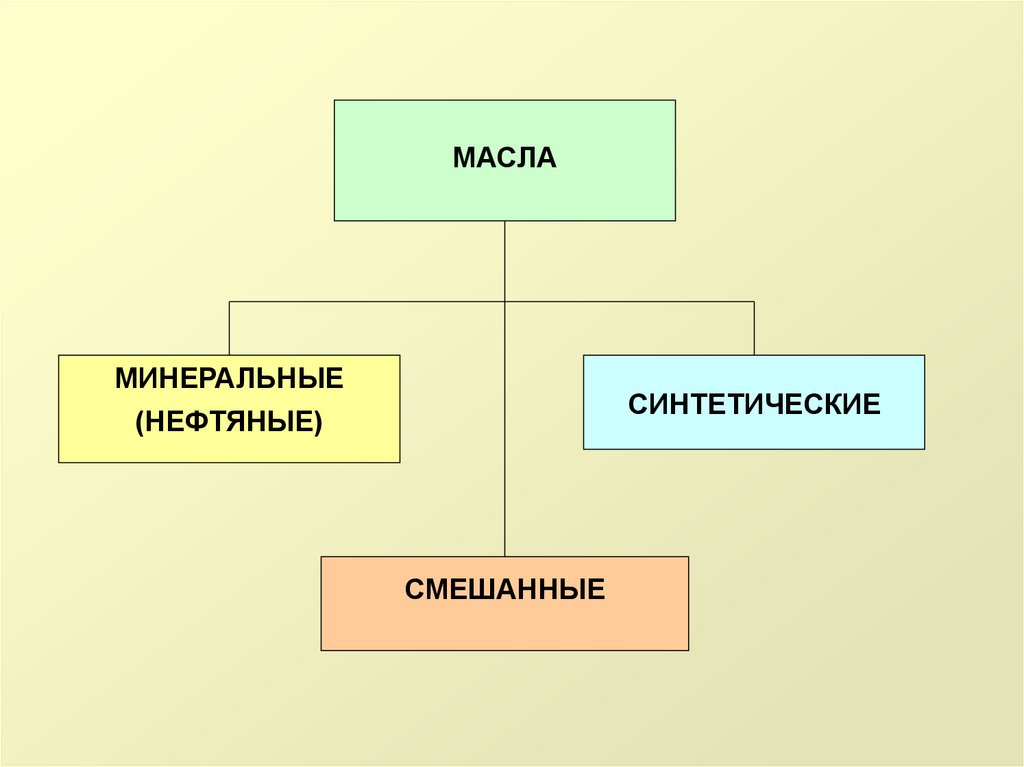
МАСЛАМИНЕРАЛЬНЫЕ
(НЕФТЯНЫЕ)
СИНТЕТИЧЕСКИЕ
СМЕШАННЫЕ
24.
МоторныеИндустриальные
Турбинные
Масла
Компрессорные
Холодильные
Трансмиссионные
Медицинские и
парфюмерные
Технологические
Электроизоляционные
25.
Общие требования ксмазочным маслам
26.
Масла должны обладать-оптимальными вязкостно-температурными
свойствами для облегчения запуска машин и
механизмов при низких температурах
окружающего воздуха;
- хорошими смазочными свойствами для
облегчения надежной смазки на всех режимах
работы объекта;
- достаточной антиокислительной стойкостью,
препятствующей значительному изменению
химического состава масла в процессе его
работы;
27.
Масла должны обладать-хорошими моющими свойствами с целью
снижения склонности к образованию отложений на
нагретых металлических поверхностях и в
системе смазки;
- высокими противокоррозионными свойствами по
отношению к конструкционным материалам,
особенно к цветным металлам и сплавам при
рабочих температурах масла;
28.
Масла должны обладать-низкой испаряемостью,
- малой пенообразующей способностью и
эмульгируемостью,
- не должно оказывать отрицательного
воздействия на уплотнительные материалы,
- не отличаться высокой токсичностью и не
подвергаться биоповреждениям,
- а также не вызывать загрязнения окружающей
среды,
- не изменять своих свойств при хранении,
- легко транспортироваться и перекачиваться.
29.
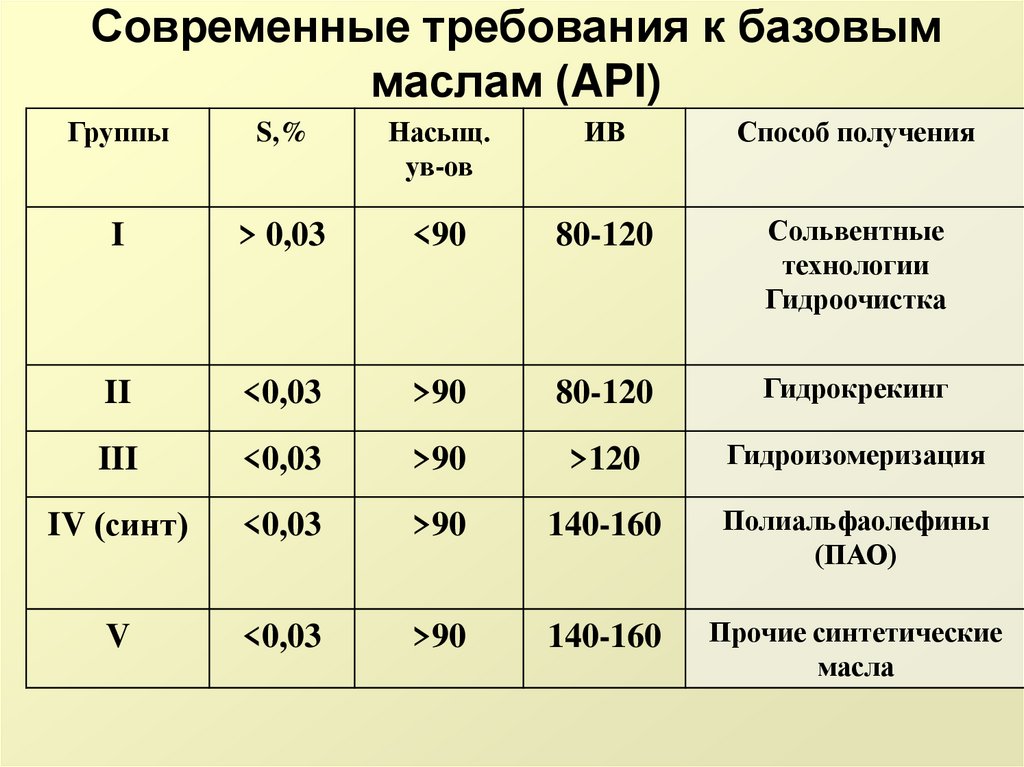
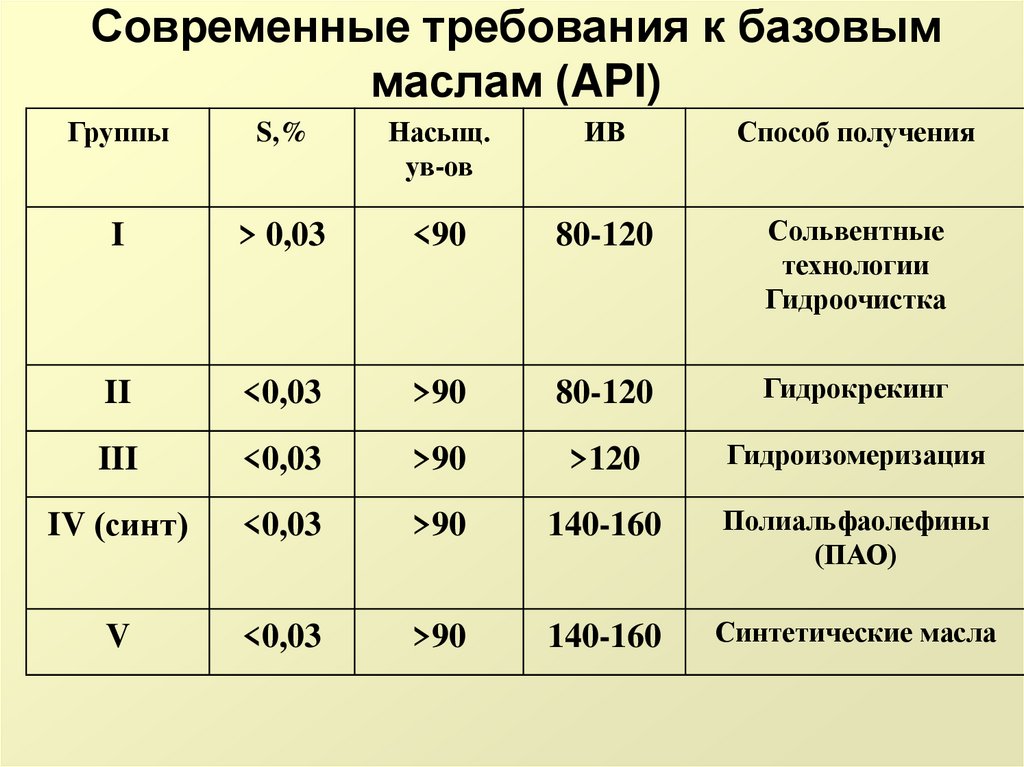
Современные требования к базовыммаслам (API)
Группы
S,%
Насыщ.
ув-ов
ИВ
Способ получения
I
> 0,03
<90
80-120
Сольвентные
технологии
Гидроочистка
II
<0,03
>90
80-120
Гидрокрекинг
III
<0,03
>90
>120
Гидроизомеризация
IV (синт)
<0,03
>90
140-160
Полиальфаолефины
(ПАО)
V
<0,03
>90
140-160
Прочие синтетические
масла
30.
Основы технологии производства нефтяных маселНефтяные масла самого различного назначения получают из остатков
атмосферной перегонки нефти – мазутов. Процесс производства любых масел
состоит из трех этапов:
1. Подготовка сырья – получение исходных масляных фракций
2. Получение компонентов из исходных масляных фракций и остатков
3. Смешение компонентов (компаундирование), добавление присадок
для получения товарных марок масел
Подготовка сырья заключается в разгонке мазут под вакуумом (вакуумная
перегонка)
Масла, полученные при переработке дистиллятных масляных фракций,
называют дистиллятными.
Масла, полученные из гудрона (остатка вакуумной перегонки) – остаточными.
31.
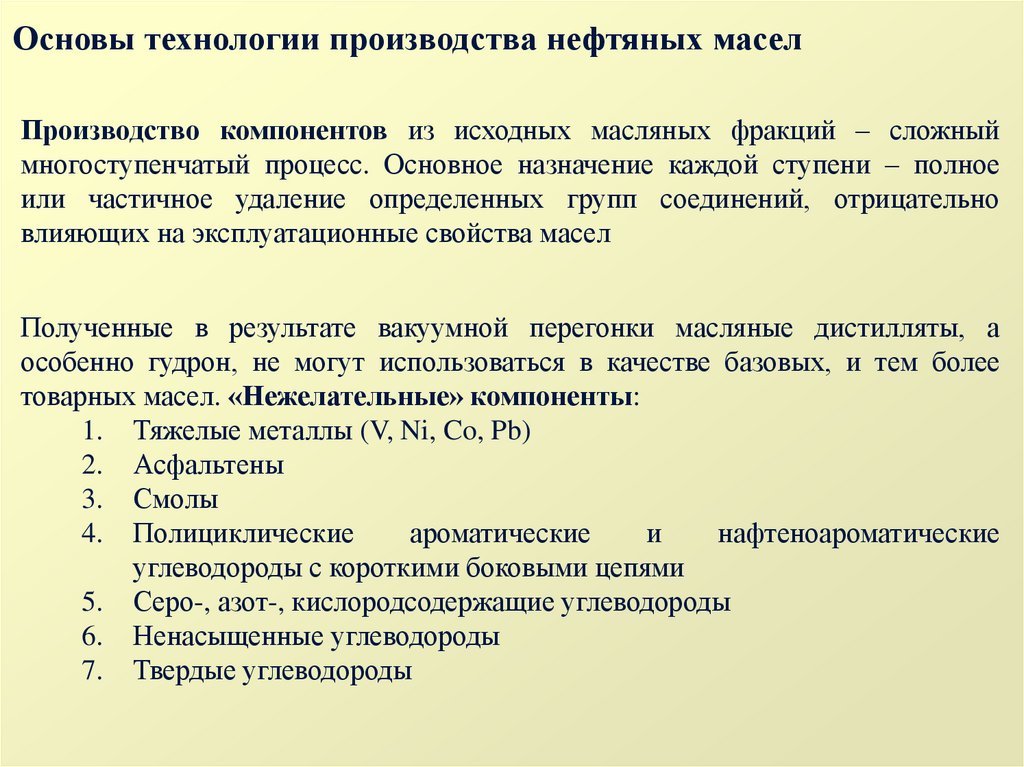
Основы технологии производства нефтяных маселПроизводство компонентов из исходных масляных фракций – сложный
многоступенчатый процесс. Основное назначение каждой ступени – полное
или частичное удаление определенных групп соединений, отрицательно
влияющих на эксплуатационные свойства масел
Полученные в результате вакуумной перегонки масляные дистилляты, а
особенно гудрон, не могут использоваться в качестве базовых, и тем более
товарных масел. «Нежелательные» компоненты:
1. Тяжелые металлы (V, Ni, Co, Pb)
2. Асфальтены
3. Смолы
4. Полициклические
ароматические
и
нафтеноароматические
углеводороды с короткими боковыми цепями
5. Серо-, азот-, кислородсодержащие углеводороды
6. Ненасыщенные углеводороды
7. Твердые углеводороды
32.
Основы технологии производства нефтяных маселДанные соединения существенно ухудшают как физико-химические свойства
(вязкость, коксуемость, плотность, цвет), так и эксплуатационные (вязкостнотемпературные, низкотемпературные, стабильность к окислению)
1. Тяжелые металлы (V, Ni, Co, Pb)
2. Асфальтены
3. Смолы
Коксуемость, индекс вязкости
4. Полициклические ароматические и
нафтеноароматические углеводороды
с короткими боковыми цепями
5. Серо-, азот-,
углеводороды
Цвет
кислородсодержащие
6. Ненасыщенные углеводороды
7. Твердые углеводороды
Термоокислительная
способность
Коррозионная активность
Температура застывания
33.
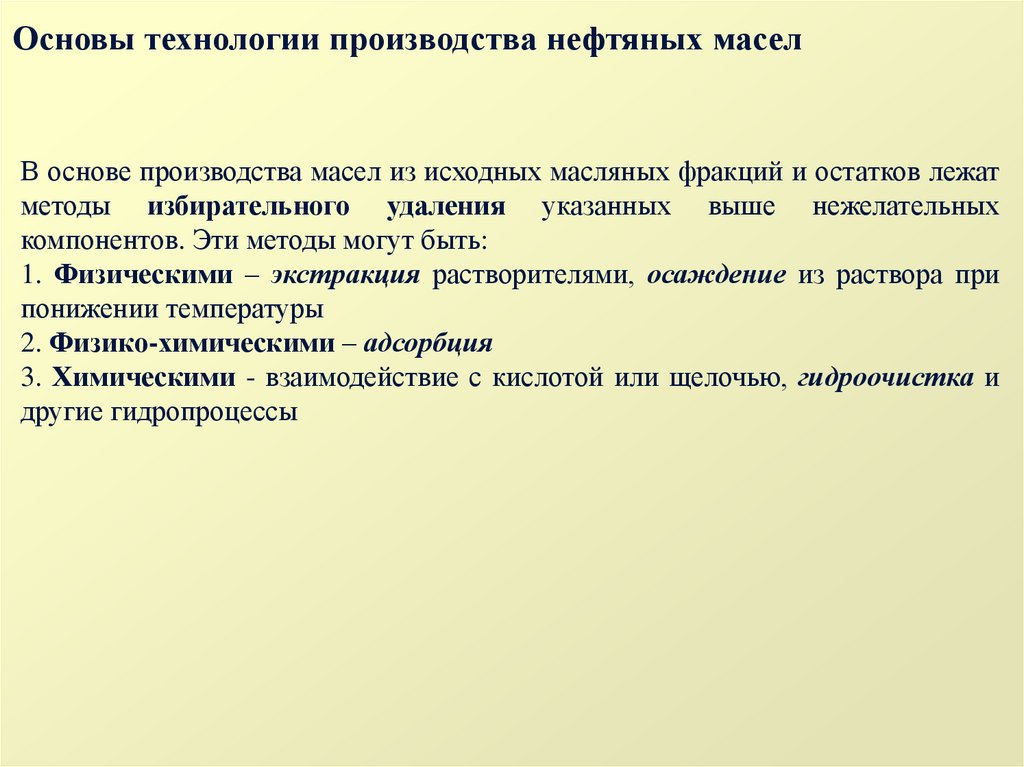
Основы технологии производства нефтяных маселВ основе производства масел из исходных масляных фракций и остатков лежат
методы избирательного удаления указанных выше нежелательных
компонентов. Эти методы могут быть:
1. Физическими – экстракция растворителями, осаждение из раствора при
понижении температуры
2. Физико-химическими – адсорбция
3. Химическими - взаимодействие с кислотой или щелочью, гидроочистка и
другие гидропроцессы
34.
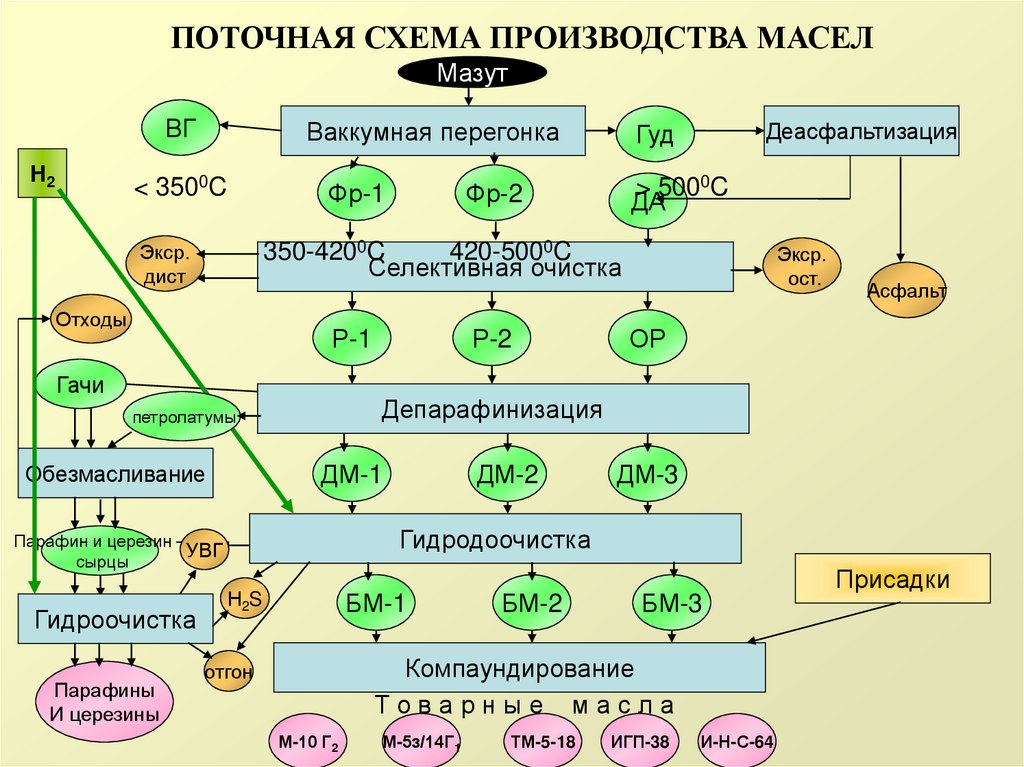
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Н2
Ваккумная перегонка
< 3500C
Фр-1
Отходы
Р-1
Гачи
Р-2
ДМ-1
Обезмасливание
Экср.
ост.
Асфальт
ОР
Депарафинизация
петролатумы
ДМ-2
ДМ-3
Гидродоочистка
Парафин и церезин –
УВГ
сырцы
Парафины
И церезины
> 5000C
ДА
Фр-2
350-4200C
420-5000C
Селективная очистка
Экср.
дист
Гидроочистка
Деасфальтизация
Гуд
Н2S
БМ-1
БМ-2
БМ-3
Компаундирование
Товарные масла
отгон
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
И-Н-С-64
Присадки
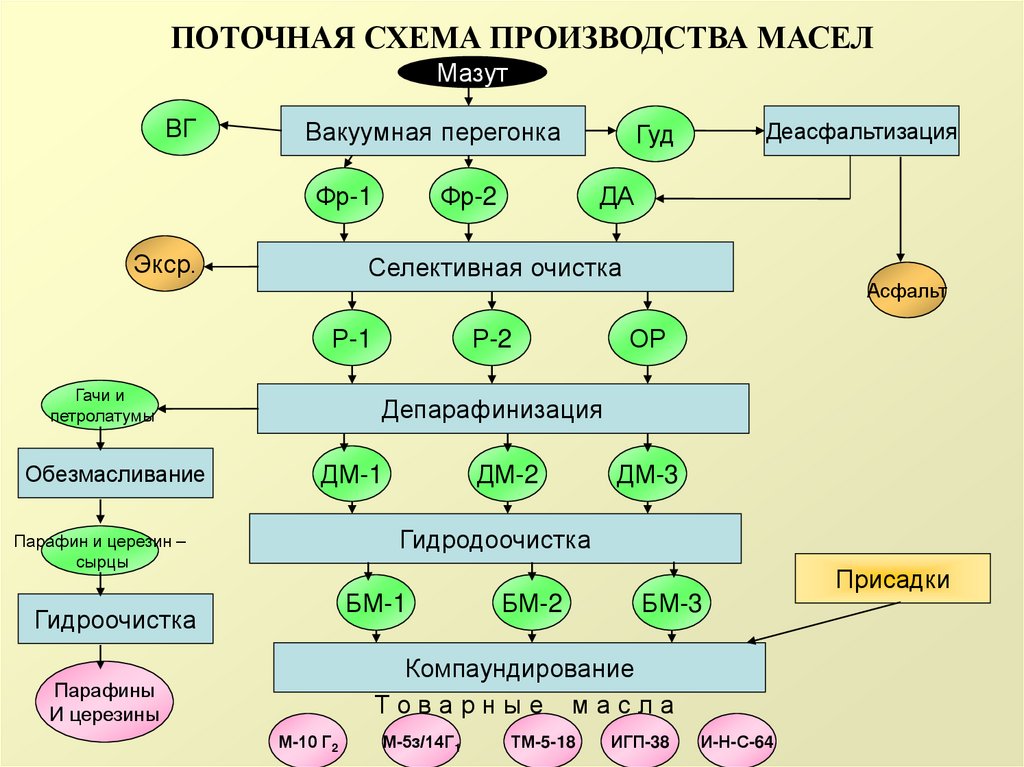
35.
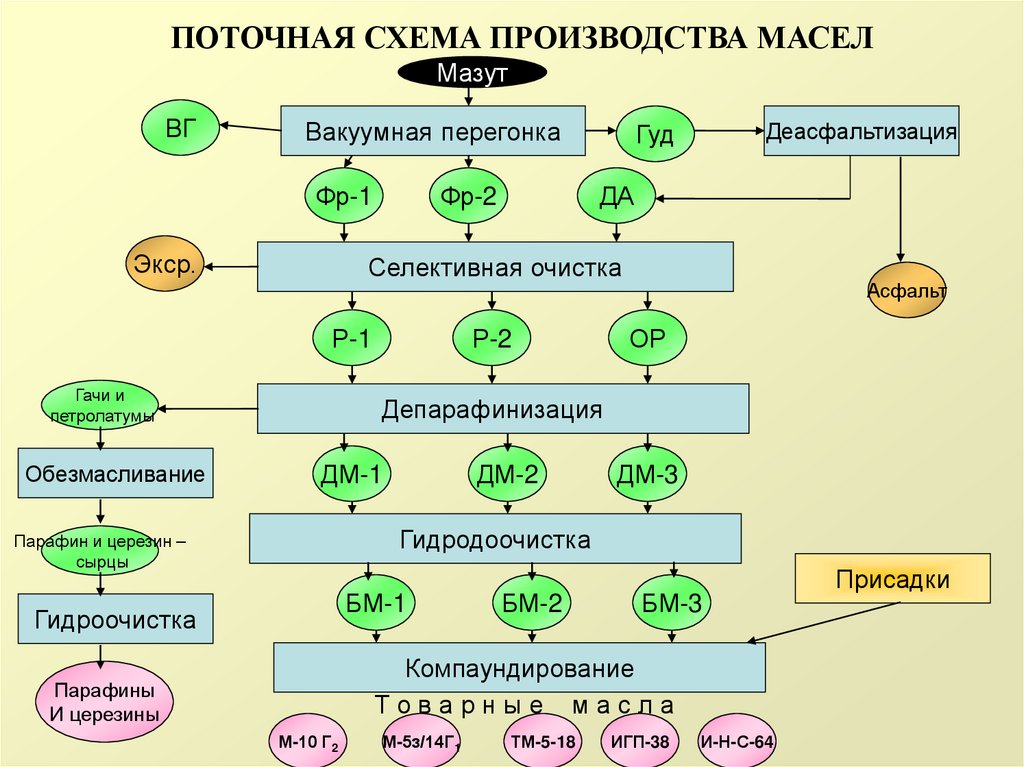
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Вакуумная перегонка
Фр-1
Экср.
Фр-2
ДА
Селективная очистка
Р-1
Гачи и
петролатумы
Обезмасливание
Деасфальтизация
Гуд
Р-2
Асфальт
ОР
Депарафинизация
ДМ-1
ДМ-2
ДМ-3
Гидродоочистка
Парафин и церезин –
сырцы
БМ-1
Гидроочистка
БМ-2
БМ-3
Компаундирование
Товарные масла
Парафины
И церезины
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
И-Н-С-64
Присадки
36.
Современные требования к базовыммаслам (API)
Группы
S,%
Насыщ.
ув-ов
ИВ
Способ получения
I
> 0,03
<90
80-120
Сольвентные
технологии
Гидроочистка
II
<0,03
>90
80-120
Гидрокрекинг
III
<0,03
>90
>120
Гидроизомеризация
IV (синт)
<0,03
>90
140-160
Полиальфаолефины
(ПАО)
V
<0,03
>90
140-160
Синтетические масла
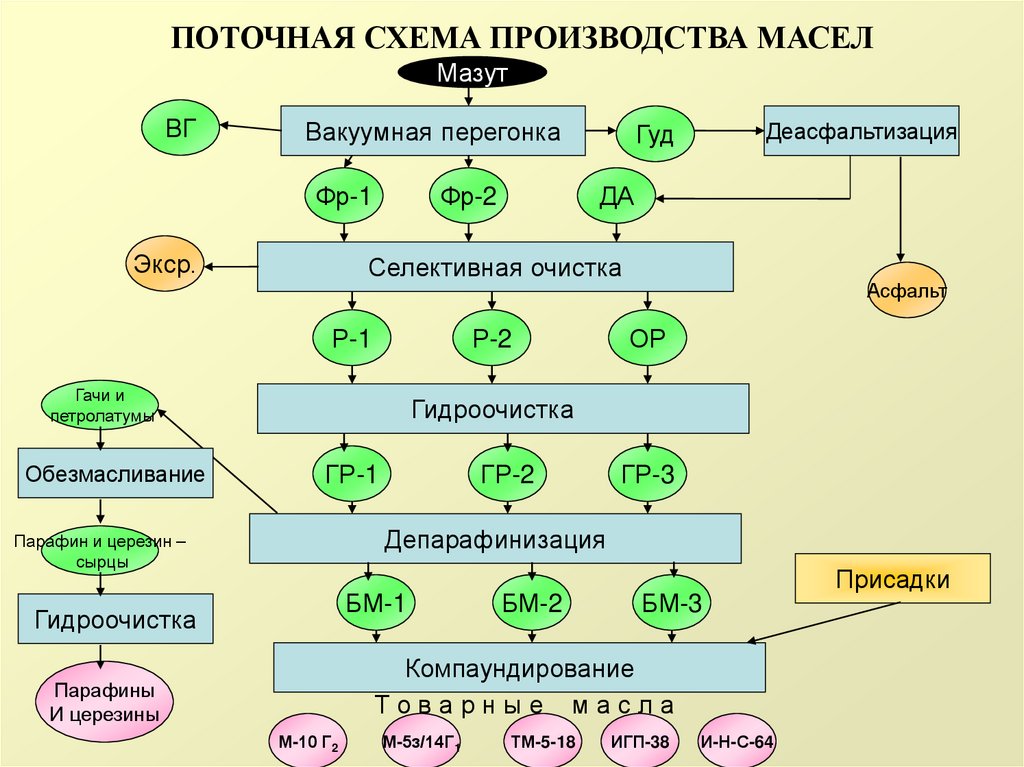
37.
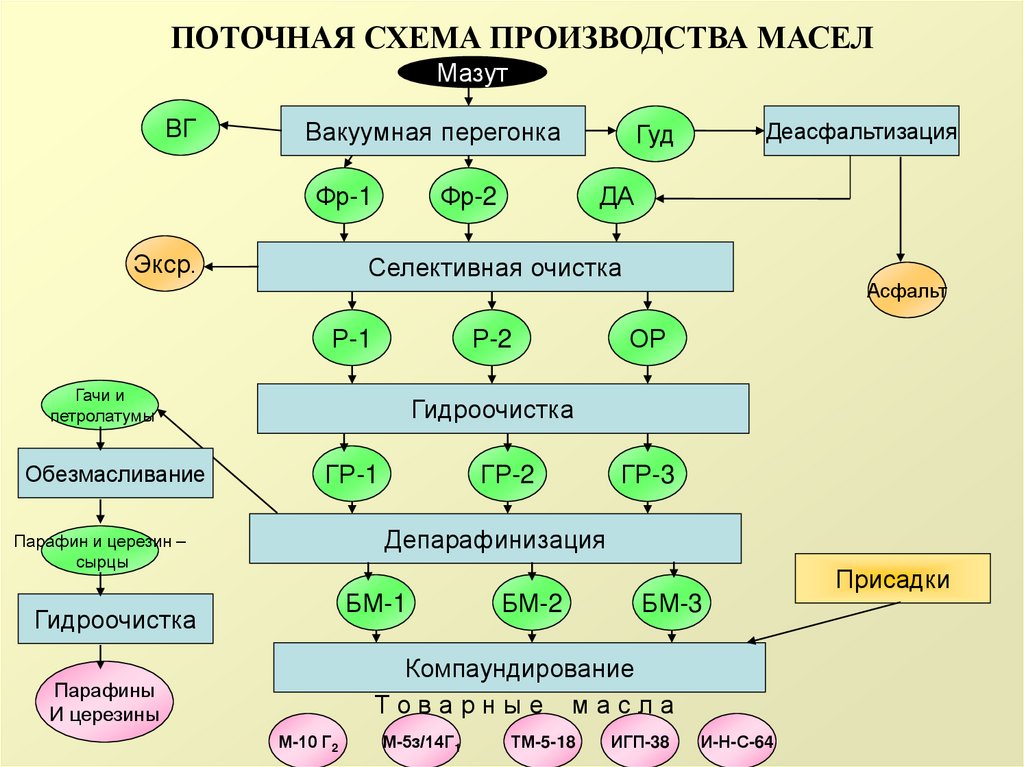
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Вакуумная перегонка
Фр-1
Экср.
Фр-2
ДА
Селективная очистка
Р-1
Р-2
Гачи и
петролатумы
Обезмасливание
Деасфальтизация
Гуд
Асфальт
ОР
Гидроочистка
ГР-1
ГР-2
ГР-3
Депарафинизация
Парафин и церезин –
сырцы
БМ-1
Гидроочистка
БМ-2
БМ-3
Компаундирование
Товарные масла
Парафины
И церезины
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
И-Н-С-64
Присадки
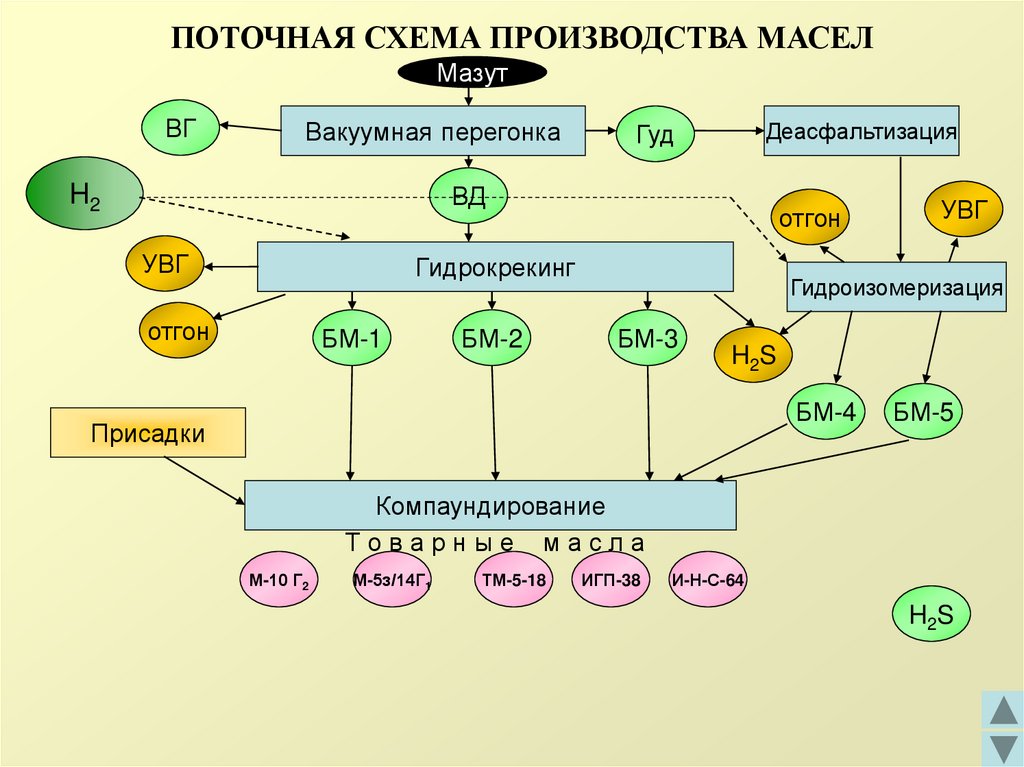
38.
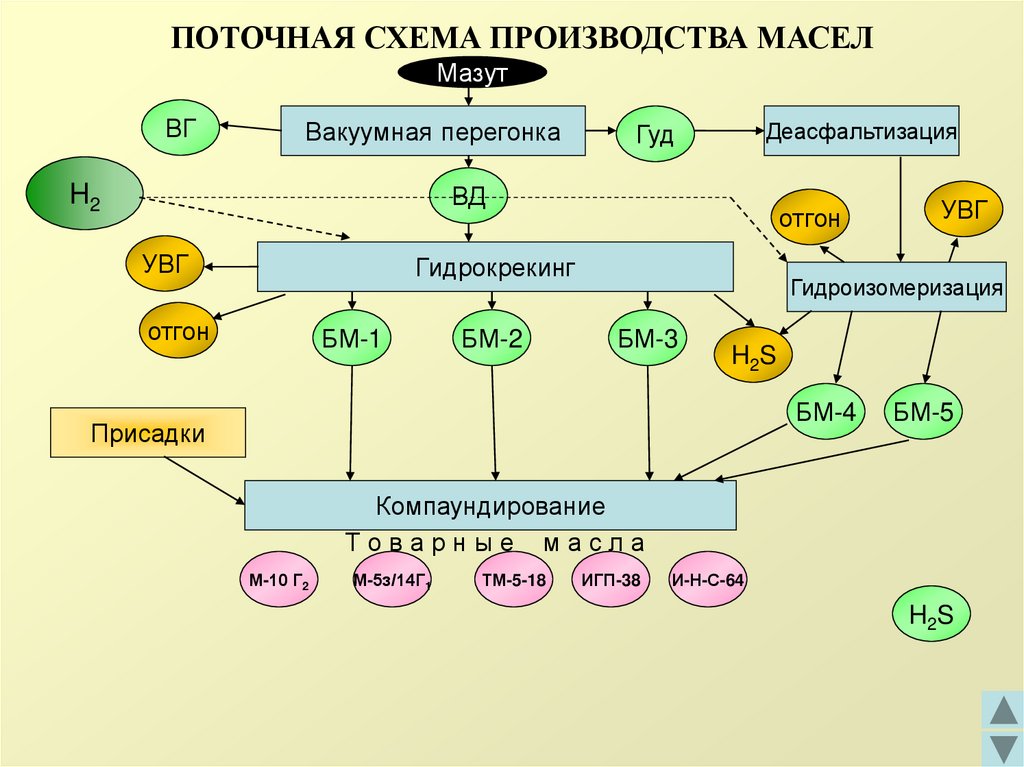
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Вакуумная перегонка
Деасфальтизация
Гуд
ВД
H2
УВГ
отгон
Гидрокрекинг
отгон
БМ-1
БМ-2
УВГ
Гидроизомеризация
БМ-3
H2S
БМ-4
Присадки
БМ-5
Компаундирование
Товарные масла
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
И-Н-С-64
H2S
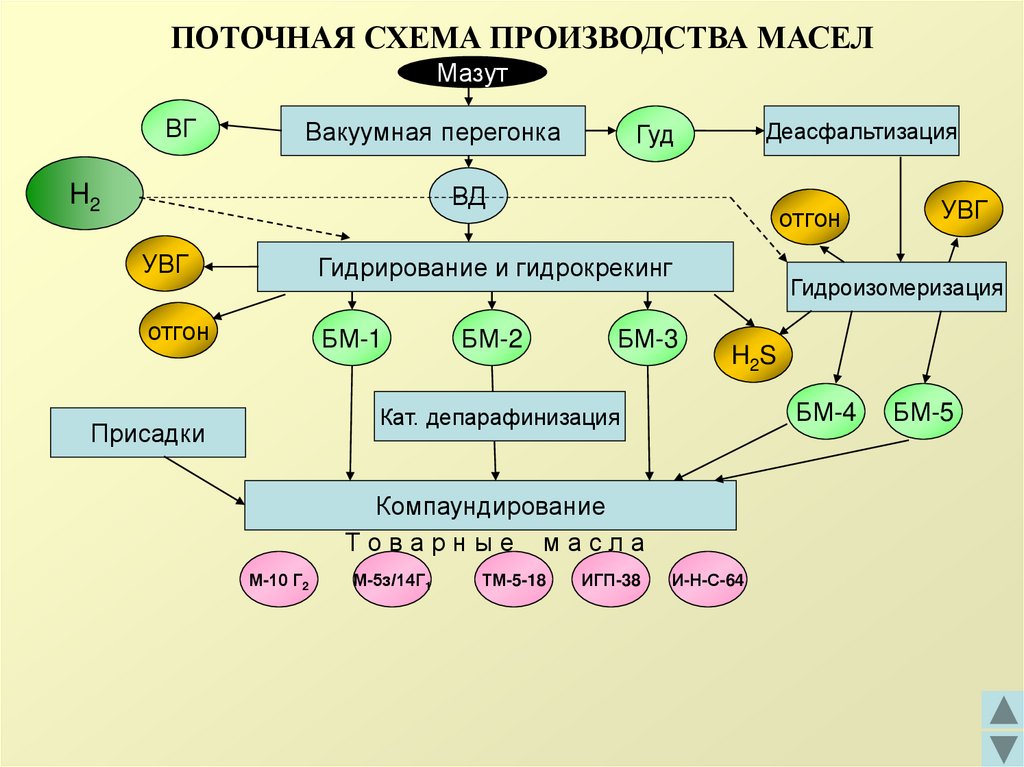
39.
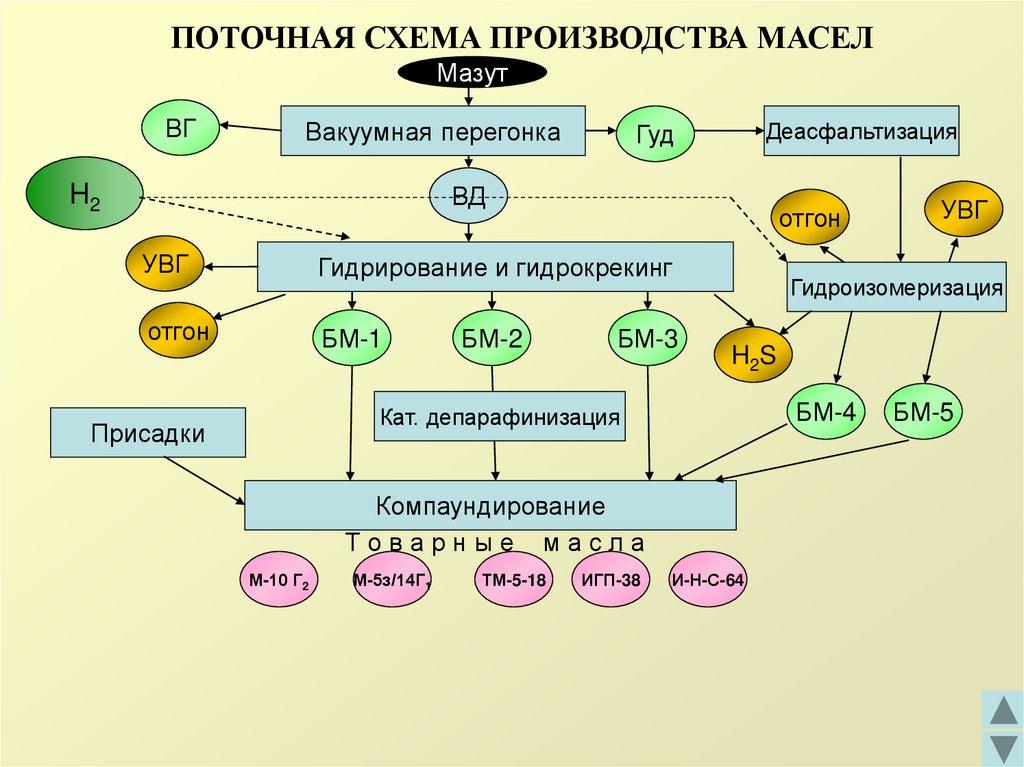
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Вакуумная перегонка
Деасфальтизация
Гуд
ВД
H2
отгон
УВГ
Гидрирование и гидрокрекинг
отгон
БМ-1
БМ-2
БМ-3
Гидроизомеризация
H2S
БМ-4
Кат. депарафинизация
Присадки
Компаундирование
Товарные масла
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
УВГ
И-Н-С-64
БМ-5
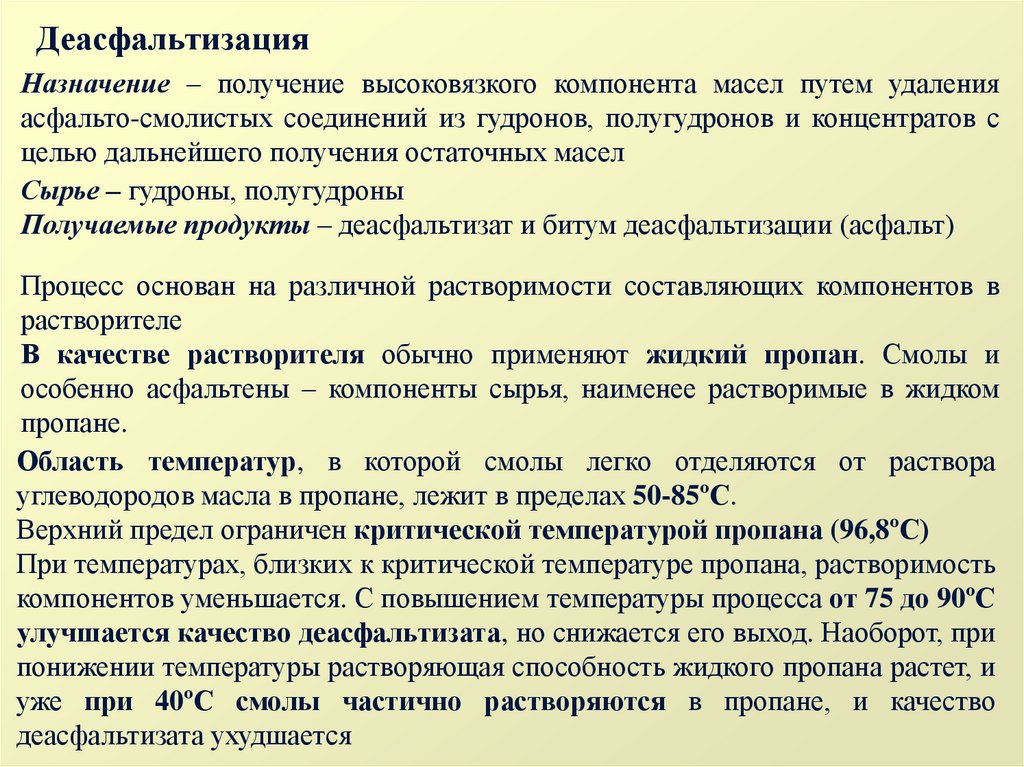
40.
ДеасфальтизацияНазначение – получение высоковязкого компонента масел путем удаления
асфальто-смолистых соединений из гудронов, полугудронов и концентратов с
целью дальнейшего получения остаточных масел
Сырье – гудроны, полугудроны
Получаемые продукты – деасфальтизат и битум деасфальтизации (асфальт)
Процесс основан на различной растворимости составляющих компонентов в
растворителе
В качестве растворителя обычно применяют жидкий пропан. Смолы и
особенно асфальтены – компоненты сырья, наименее растворимые в жидком
пропане.
Область температур, в которой смолы легко отделяются от раствора
углеводородов масла в пропане, лежит в пределах 50-85ºС.
Верхний предел ограничен критической температурой пропана (96,8ºС)
При температурах, близких к критической температуре пропана, растворимость
компонентов уменьшается. С повышением температуры процесса от 75 до 90ºС
улучшается качество деасфальтизата, но снижается его выход. Наоборот, при
понижении температуры растворяющая способность жидкого пропана растет, и
уже при 40ºС смолы частично растворяются в пропане, и качество
деасфальтизата ухудшается
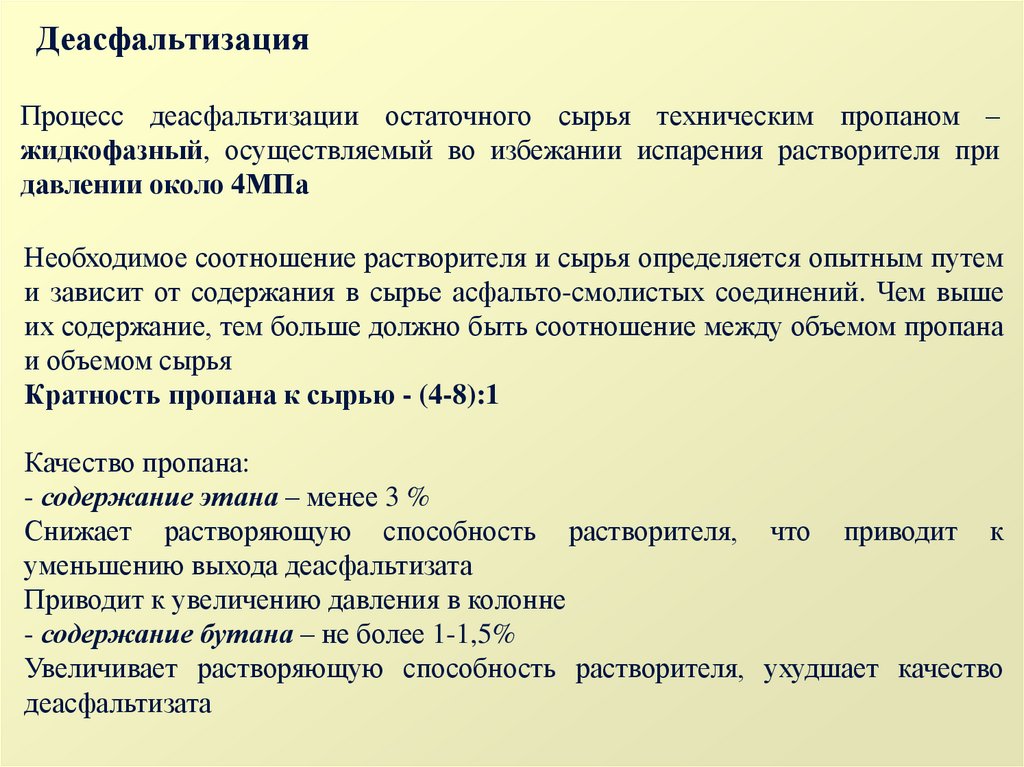
41.
ДеасфальтизацияПроцесс деасфальтизации остаточного сырья техническим пропаном –
жидкофазный, осуществляемый во избежании испарения растворителя при
давлении около 4МПа
Необходимое соотношение растворителя и сырья определяется опытным путем
и зависит от содержания в сырье асфальто-смолистых соединений. Чем выше
их содержание, тем больше должно быть соотношение между объемом пропана
и объемом сырья
Кратность пропана к сырью - (4-8):1
Качество пропана:
- содержание этана – менее 3 %
Снижает растворяющую способность растворителя, что приводит к
уменьшению выхода деасфальтизата
Приводит к увеличению давления в колонне
- содержание бутана – не более 1-1,5%
Увеличивает растворяющую способность растворителя, ухудшает качество
деасфальтизата
42.
Принципиальная схема установки деасфальтизацииХ-1
Пары водного растворителя
на осушку
Раствор
деасфальтизата
Гудрон
И-1
К-2
Пар
Деасфальтизат
К-1
Пары водного растворителя
на осушку
Пропан
К-3
И-2
Пар
Раствор битума
Битум деасфальтизации
43.
ДеасфальтизацияПроцесс деасфальтизации можно вести в одну ступень, но лучших результатов
достигают при двухступенчатой схеме.
Раствор битума (асфальта), полученный в первой ступени, подвергают
деасфальтизации во второй ступени, чтобы извлечь из него остаток ценных
углеводородов масла. При помощи двухступенчатой схемы выход масла из
гудрона повышается на 10%.
В результате деасфальтизации:
- выход деасфальтизата составляет в среднем 25-40%
- коксуемость снижается с 10-20% до 1,1-1,8%
- содержание смол снижается с 35-40% до 6-8%
- содержание серы снижается в 1,3-2 раза
- снижается вязкость, плотность, значительно улучшаются
температурные свойства
вязкостно-
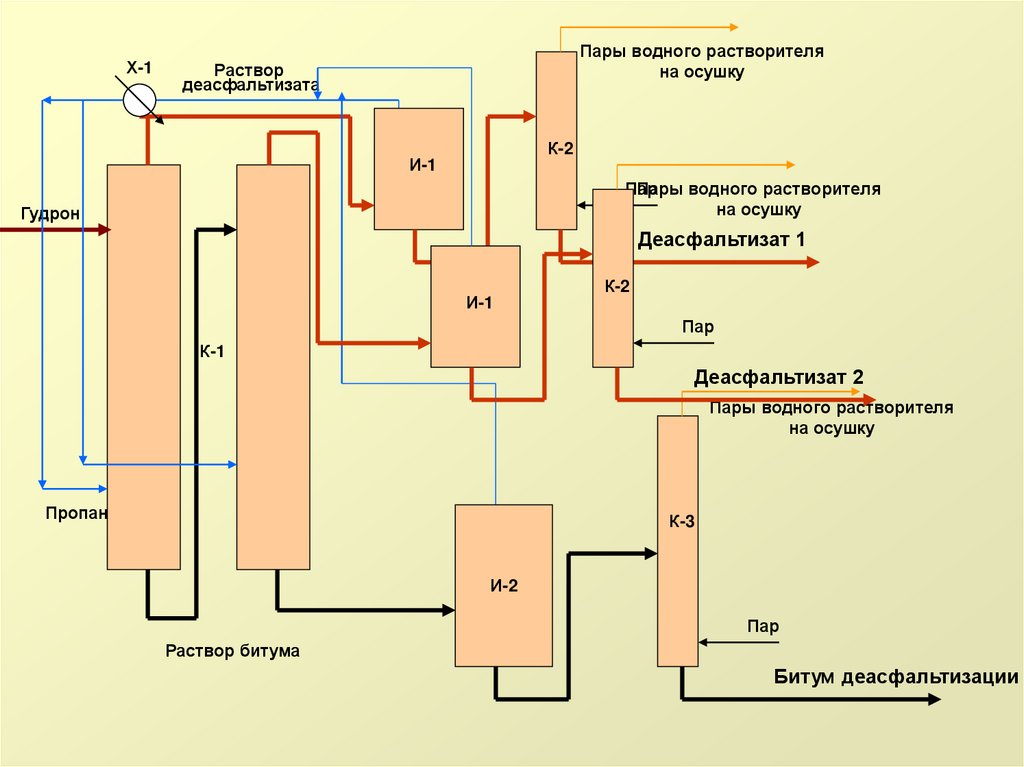
44.
Х-1Пары водного растворителя
на осушку
Раствор
деасфальтизата
К-2
И-1
Пар
Пары водного растворителя
на осушку
Гудрон
Деасфальтизат 1
И-1
К-2
Пар
К-1
Деасфальтизат 2
Пары водного растворителя
на осушку
Пропан
К-3
И-2
Пар
Раствор битума
Битум деасфальтизации
45.
46.
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Вакуумная перегонка
Фр-1
Экстракты
Фр-2
Деасфальтизация
ДА
Селективная очистка
Р-1
Гачи и
петролатумы
Обезмасливание
Гудрон
Р-2
Асфальт
ОР
Депарафинизация
ДМ-1
ДМ-2
ДМ-3
Гидродочистка
Парафин и церезин –
сырцы
БМ-1
Гидроочистка
БМ-2
БМ-3
Компаундирование
Товарные масла
Парафины
И церезины
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
И-Н-С-64
Присадки
47.
Селективная очисткаСырьем процесса селективной очистки служат масляные дистилляты и
деасфальтизат
Получаемые продукты: рафинат и экстракт
В результате селективной очистки существенно улучшаются два важнейших
эксплуатационных свойства масел:
- стабильность против окисления
- вязкостно-температурные свойства
При помощи селективных растворителей из нефтяного сырья могут быть
извлечены такие нежелательные компоненты, как:
- гетероатомные (серо-, азот-, кислородсодержащие) соединения
- полициклические ароматические и нафтено-ароматические с короткими
боковыми цепями
- смолистые вещества
- непредельные углеводороды
В связи с этим, кроме достижения требований по стабильности и вязкостнотемпературным свойствам, уменьшаются плотность, вязкость, кислотность и
особенно коксуемость, улучшается цвет масла, снижается содержание серы.
48.
Селективная очисткаТребования к избирательным растворителям:
- иметь высокую избирательность и растворяющую способность по
отношению к извлекаемым компонентам при умеренных температурах;
- плохо растворяться в смеси желательных компонентов;
- иметь плотность, отличающуюся от плотности сырья, для быстрого и
четкого разделения фаз;
- обладать умеренной температурой кипения, отличающейся от
температуры кипения сырья, для легкой регенерации растворителя из
образующихся фаз;
- быть химически и физически стабильными, т.е. не изменять своих
свойств при эксплуатации и хранении;
- химически не взаимодействовать с компонентами очищаемого сырья;
- плохо растворяться в воде и растворять воду, не образовывать с ней
азеотропных смесей;
- не вызывать коррозии аппаратуры;
- быть нетоксичными, неядовитыми, взрыво- и пожароопасными, дешевыми
и недефицитными
49.
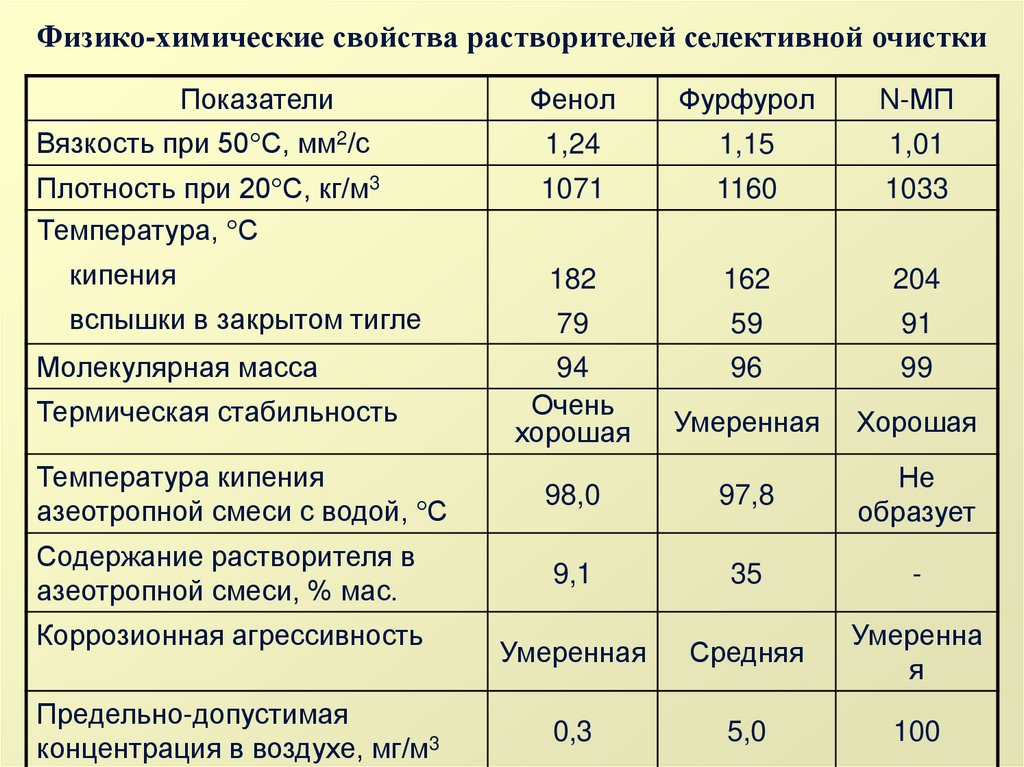
Физико-химические свойства растворителей селективной очисткиПоказатели
Фенол
Фурфурол
N-МП
Вязкость при 50°С, мм2/с
1,24
1,15
1,01
Плотность при 20°С, кг/м3
Температура, °С
1071
1160
1033
кипения
182
162
204
вспышки в закрытом тигле
79
59
91
94
Очень
хорошая
96
99
Умеренная
Хорошая
Температура кипения
азеотропной смеси с водой, °С
98,0
97,8
Не
образует
Содержание растворителя в
азеотропной смеси, % мас.
9,1
35
-
Умеренная
Средняя
Умеренна
я
0,3
5,0
100
Молекулярная масса
Термическая стабильность
Коррозионная агрессивность
Предельно-допустимая
концентрация в воздухе, мг/м3
50.
Селективная очисткаФенол:
«+»
Наибольшая
растворяющая
способность
в
отношении
полициклических ароматических, смол и серосодержащих соединений
(кратность фенола к сырью обычно меньше)
«-»
способность
осмоляться,
токсичность,
довольно
высокая
растворимость в воде, высокая температура плавления
Фурфурол:
«+»
Наиболее высокая избирательность (максимальный выход рафината
при использовании равного расхода растворителей)
«-»
способность осмоляться под воздействием высокой температуры и
кислорода, довольно высокая растворимость в воде и токсичность
N-метилпирролидон:
«+»
сочетает в себе достаточно хорошую растворяющую способность и
высокую селективность, почти не токсичен
«-»
более высокая цена
51.
Селективная очисткаГлавнейшими факторами, определяющими эффективность процесса, являются
температура и кратность растворителя к сырью. Эти факторы зависят от
характера очищаемого сырья и требований к качеству очищенного продукта.
С увеличением температуры увеличивается растворяющая способность
растворителя по отношению к компонентам сырья.
Критическая температура растворения (КТР) – температура, при которой
сырье полностью растворится в растворителе, и образуется одна фаза.
Очистку необходимо проводить при оптимальной температуре (интервале
температур), когда достигаются лучшие показатели по избирательности и
растворяющей способности растворителя.
Выход и качество рафината зависят также от кратности растворителя к сырью.
С увеличением кратности растворителя к сырью снижается выход рафината и
повышается его качество (для одного сырья и при неизменной температуре).
Расход растворителя увеличивается с уменьшением растворяющей способности
Утяжеление фракционного состава сырья требует увеличения кратности
растворителя и температуры экстракции
52.
Принципиальная схема установки селективной очисткиПары водного растворителя
на осушку
Рафинатный раствор
Растворитель
К-2
К-3
Пар
Рафинат
К-1
Пары водного растворителя
на осушку
К-4
Сырье
К-5
Пар
Экстракный
раствор
Экстракт
53.
54.
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Вакуумная перегонка
Фр-1
Экстракты
Фр-2
Деасфальтизация
ДА
Селективная очистка
Р-1
Гачи и
петролатумы
Обезмасливание
Гудрон
Р-2
Асфальт
ОР
Депарафинизация
ДМ-1
ДМ-2
ДМ-3
Гидродочистка
Парафин и церезин –
сырцы
БМ-1
Гидроочистка
БМ-2
БМ-3
Компаундирование
Товарные масла
Парафины
И церезины
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
И-Н-С-64
Присадки
55.
ДепарафинизацияНазначение: получение масел с низкой (необходимой)
застывания путем удаления твердых углеводородов
температурой
Существует несколько разновидностей процесса депарафинизации:
- Низкотемпературная сольвентная, основана на кристаллизации твердых
углеводородов при охлаждении раствора сырья в избирательных растворителях
с последующим отделением кристаллов
- Высокотемпературная каталитическая, в основе реакции гидрокрекинга и
гидроизомеризации высокомолекулярных углеводородов в низкомолекулярные
парафиновые углеводороды нормального и изостроения с низкими
температурами застывания
- Карбамидная, основана на комплексообразовании н-парафиновых
углеводородов с карбамидом (мочевиной) с последующим отделением
полученного комплекса. Может применяется для маловязких маслянных
дистиллятов, основное применение – депарафинизация дизельных топлив
- Микробиологическая, осуществляется путем поедания особого вида
бактериями (микроорганизмами) нормальных парафиновых углеводородов
- Адсорбционная, основана на избирательном выделении н-парафинов с
помощью молекулярных сит (цеолитов). Применяется, в основном, для
получения низкозастывающих топлив.
56.
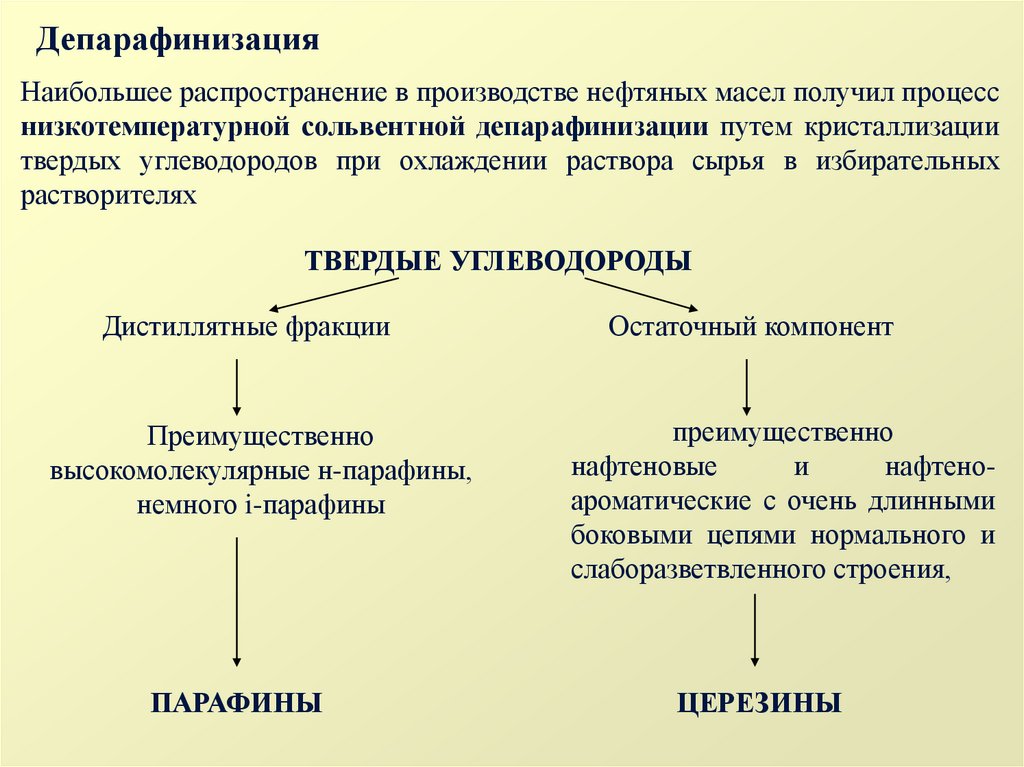
ДепарафинизацияНаибольшее распространение в производстве нефтяных масел получил процесс
низкотемпературной сольвентной депарафинизации путем кристаллизации
твердых углеводородов при охлаждении раствора сырья в избирательных
растворителях
ТВЕРДЫЕ УГЛЕВОДОРОДЫ
Дистиллятные фракции
Преимущественно
высокомолекулярные н-парафины,
немного i-парафины
ПАРАФИНЫ
Остаточный компонент
преимущественно
нафтеновые
и
нафтеноароматические с очень длинными
боковыми цепями нормального и
слаборазветвленного строения,
ЦЕРЕЗИНЫ
57.
ДепарафинизацияСырье: рафинаты селективной очистки
Получаемые продукты:
1. Депарафинированное масло с требуемой температурой застывания
2. Гач (в случае депарафинизации дистиллятного сырья)
Петролатум (в случае депарафинизации остаточного сырья)
Растворители:
Использование растворителей:
- Позволяет снизить вязкость сырья, при этом процесс кристаллизации
протекает более эффективно, а также процесс последующего отделения
кристаллов (фильтрование)
- Способствует быстрому выпадению твердых углеводородов (осаждению),
вследствие различной растворимости твердых и жидких углеводородов при
понижении температуры
58.
ДепарафинизацияРАСТВОРИТЕЛИ
Кетоны
(полярные)
Растворяют
слабо
Практически
не растворяют
При
понижении
температуры
Арены
(легко поляризуемые)
Жидкая часть масла
Растворяют
очень
хорошо
Твердые углеводороды
Растворяют
слабо
59.
ДепарафинизацияРастворители:
Кетоны – ацетон, метилэтилкетон (осадитель твердых углеводородов
вследствие низкой растворяющей способности при низких
температурах
по
отношению
к
неполярным
твердым
высокомолекулярным алканам)
Арены – бензол, толуол (снижает вязкость сырья, улучшает
растворяющую способность растворителя в отношении масел)
На современных установках в качестве растворителей процесса
депарафинизации используют смесь метилэтилкетона (МЭК) и
толуола.
60.
ДепарафинизацияКроме основных свойств растворители должны удовлетворять ряду
требований:
- способствовать выделению кристаллов парафинов в такой форме,
чтобы они легко подвергались фильтрации и центрифугированию
- легко регенерироваться, не подвергаться разложению при этом и не
вступать в химическое взаимодействие с маслом и парафиновыми
углеводородами, не образовывать азеотропной смеси с водой
- не вызывать коррозию аппаратуры
- не быть ядовитыми
- иметь низкую температуру застывания
- быть экономически доступными.
61.
ДепарафинизацияКроме
свойств
растворителя
на
эффективность
процесса
депарафинизации влияет ряд факторов, основными из которых являются
следующие:
- Общее разбавление сырья растворителем
- Состав применяемого растворителя
- Качество депарафинируемого сырья
- Термическая обработка и охлаждение
- Метод ввода растворителя с систему охлаждения
62.
ДепарафинизацияОбщее разбавление сырья растворителем
Количество применяемого в процессе растворителя зависит от вязкости
рафинатов и требуемой температуры охлаждения
Чем выше вязкость сырья и ниже температура охлаждения, тем применяется
большее количество растворителя
Разбавление сырья должно быть оптимальным:
- чрезмерное разбавление неэкономично
- с увеличением растворителя увеличивается растворимость твердых
углеводородов, что приводит к повышению температуры застывания
депарафинированного масла
- недостаточное количество растворителя ведет к увеличению вязкости
растворов, что неблагоприятно скажется на условиях кристаллообразования и
фильтрации, выход депарафинированного масла уменьшится
63.
ДепарафинизацияСостав растворителя
Увеличение содержания кетона повышает скорость фильтрации, но выход
депарафинированного масла снижается (вследствие снижения растворяющей
способности растворителя)
При уменьшении содержания кетона наблюдается обратная картина:
скорость фильтрации падает, выход депапарафинированного масла
увеличивается, а температура застывания повышается.
64.
ДепарафинизацияВлияние качества сырья на процесс депарафинизации
Твердые углеводороды, присутствующие в дистиллятных и остаточных
рафинатах по физико-химическим свойствам и особенно по своей структуре
резко отличаются друг от друга.
Структура парафиновых углеводородов существенно влияет на эффективность
процесса депарафинизации:
- скорость фильтрации
- выход депарафинированного масла.
Парафины, находящиеся в дистиллятном сырье, кристаллизуются в виде
крупных лент или пластинок.
Структура церезинов характеризуется мелкими кристаллами игольчатой формы
65.
ДепарафинизацияТермическая обработка и охлаждение
Большое значение для роста кристаллов парафинов и церезинов при
охлаждении имеет предварительная термическая обработка
Смысл обработки заключается в том, чтобы расплавить все твердые
углеводороды В противном случае при дальнейшем охлаждении в растворе
могут находится целые куски парафиновых скоплений, захвативших
значительное количество масляных углеводородов. Это приведет к снижению
фильтруемости раствора и уменьшению выхода депарафнированного
масла
Скорость охлаждения
Низкие скорости охлаждения (медленное охлаждение) обеспечивают
образование крупных кристаллов (выпадение кристаллов происходит на уже
образовавшиеся центры кристаллизации).
При высокой скорости охлаждения будут одновременно кристаллизоваться
как высокоплавкие, так и низкоплавкие парафины, что приводит к
образованию многих центров кристаллизации и мелкокристаллической
структуре парафинов
66.
ДепарафинизацияМетод ввода растворителя в систему охлаждения
- Единовременный
- Порционный
Метод ввода растворителя влияет на процесс кристаллообразования.
Необходимо поддерживать определенную вязкость суспензии для
благоприяного роста кристаллов (размеры и формы кристаллов)
Порционная система ввода растворителя позволяет улучшить процесс
кристаллообразования и увеличить выход депарафинированного масла.
67.
ДепарафинизацияТемпературный эффект депарафинизации (ТЭД)
Под температурным эффектом депарафинизации условно принята разница
температур депарафинизации и застывания полученного депарафинированного
масла:
ТЭД=Ткон. фильтр.-Тзаст.деп. масла
Если добавляемый растворитель растворяет парафиновые углеводороды, то при
фильтрации, несмотря на пониженную температуру, они будут переходить в
раствор депарафинированного масла и повышать его температуру застывания,
следовательно, требуется более глубокое охлаждение, чтобы получить
депарафинированное масло с заданной температурой застывания
Температурный эффект депарафинизации, таким образом, зависит от
растворяющей способности растворителя, т.е. от природы растворителя
(состава и соотношения)
68.
ДепарафинизацияОСНОВНЫЕ ПАРАМЕТРЫ ПРОЦЕССА
КРАТНОСТЬ РАСТВОРИТЕЛЯ
СОСТАВ РАСТВОРИТЕЛЯ
ТЭД
ТЕМПЕРАТУРА КОНЕЧНОГО ОХЛАЖДНИЯ
СКОРОСТЬ ОХЛАЖДЕНИЯ
СПОСОБОБ ПОДАЧИ РАСТВОРИТЕЛЯ
СКОРОСТЬ ФИЛЬТРОВАНИЯ
69.
ДепарафинизацияМАТЕРИАЛЬНЫЙ БАЛАНС ПРОЦЕССА
ЗАВИСИТ ОТ
СОСТАВА И СВОЙСТВ СЫРЬЯ
КРАТНОСТИ РАСТВОРИТЕЛЯ
СОСТАВА РАСТВОРИТЕЛЯ
ТЭД
ТЕМПЕРАТУРЫ КОНЕЧНОГО ОХЛАЖДНИЯ
СКОРОСТИ ОХЛАЖДЕНИЯ
СПОСОБОБА ПОДАЧИ РАСТВОРИТЕЛЯ
СКОРОСТИ ФИЛЬТРОВАНИЯ
70.
Принципиальная схема установки депарафинизацииПары водного растворителя
на осушку
Растворитель
Растворитель
К-1
К-2
Пар
Раствор деп. масла
NH3
Кр-1
Кр-2
Кр-6
Гач
Пары водного растворителя
на осушку
Кр-А
Сырье
Фильтрат 2-й ступени
К-3
К-4
Пар
Деп.масло
71.
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Вакуумная перегонка
Фр-1
Экстракты
Фр-2
Деасфальтизация
ДА
Селективная очистка
Р-1
Гачи и
петролатумы
Обезмасливание
Гудрон
Р-2
Асфальт
ОР
Депарафинизация
ДМ-1
ДМ-2
ДМ-3
Гидродочистка
Парафин и церезин –
сырцы
БМ-1
Гидроочистка
БМ-2
БМ-3
Компаундирование
Товарные масла
Парафины
И церезины
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
И-Н-С-64
Присадки
72.
ОбезмасливаниеПроцесс осуществляется на тех же установках, что и депарафинизация
Цель процесса: получение парафинов и церезинов с требуемой температурой
плавления и содержанием масла
Сырье: гачи и петролатум
Продукты:
1. парафин-сырец, церезин-сырец
2. Отходы обезмасливания
Растворители: смесь кетона (МЭК или ацетон) и толуола
Температура: от минус 5 (для гачей) до +20°С (для петролатумов)
Кратность растворителя к сырью: 5-9:1
73.
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Вакуумная перегонка
Фр-1
Экстракты
Фр-2
Деасфальтизация
ДА
Селективная очистка
Р-1
Гачи и
петролатумы
Обезмасливание
Гудрон
Р-2
Асфальт
ОР
Депарафинизация
ДМ-1
ДМ-2
ДМ-3
Гидродочистка
Парафин и церезин –
сырцы
БМ-1
Гидроочистка
БМ-2
БМ-3
Компаундирование
Товарные масла
Парафины
И церезины
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
И-Н-С-64
Присадки
74.
Гидрогенизационные процессыГидродочистка
Гидродоочистка – заключительный технологический процесс очистки
масляного сырья. Процесс служит для удаления из депарафинированного
масла:
- остатков смол и полициклических соединений
- остатков сернистых соединений
- продуктов окисления и осмоления, образовавшихся на стадих
регенерации растворителей и в результате предшествующих процессов
- остатков растворителей процессов селективной очистки (в основном) и
депарафинизации
75.
ГидродочисткаВ результате гидродоочистки происходит:
- снижение коксуемости
- снижение кислотности
- повышение термоокислительной стабильности
- повышение приемистости к присадкам
- улучшение товарных показателей – цвет, запах
Кроме того, температура застывания может повышаться на 1-2°С, индекс
вязкости обычно увеличивается (1-2 ед.), а вязкость масла если и уменьшается,
то незначительно
Основные параметры процесса:
Температура
280-320°С
Давление
3,5-4,0 МПа
Кратность циркуляционного
водородсодержащего газа
200-400 нм3/м3
Объемная скорость подачи сырья 1-2 час-1
Катализатор
алюмокобальтмолибденовый,
алюмоникельмолибденовый
76.
Принципиальная схема установки гидродоочисткиГазы
Отгон
Н2S
Блок
очистки
газов
Р1
П-1
К-1
Сепаратор
ы
Очищенный продукт
Сырье
Н2
77.
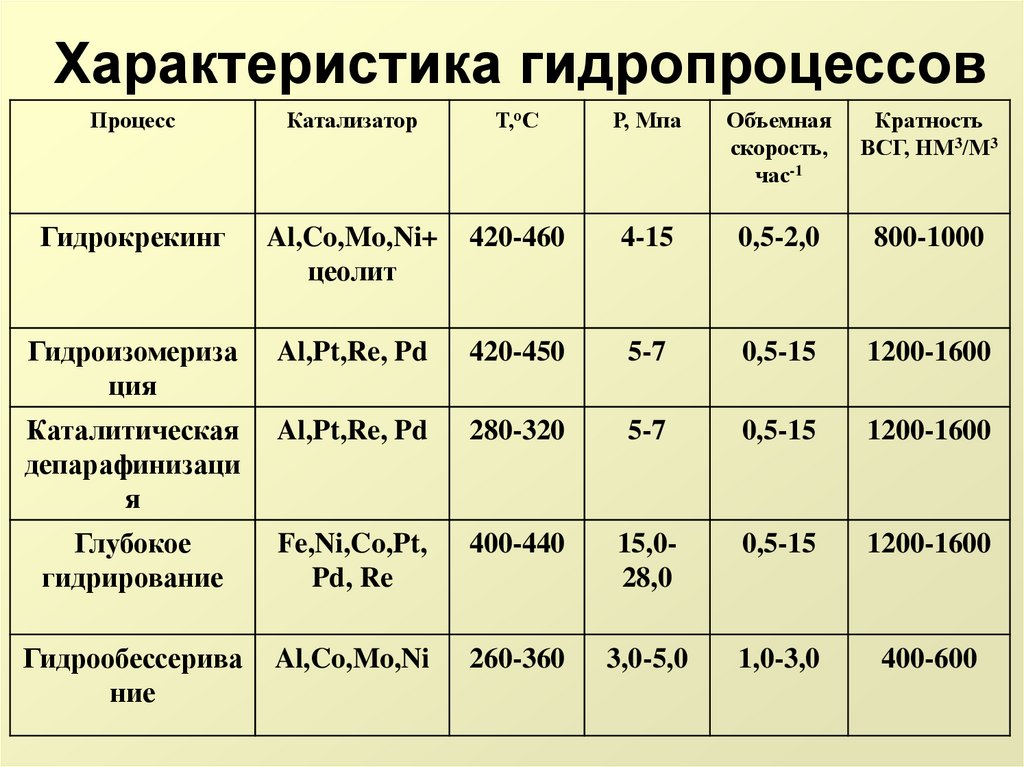
Характеристика гидропроцессовПроцесс
Катализатор
Т,оС
Р, Мпа
Объемная
скорость,
час-1
Кратность
ВСГ, НМ3/М3
Гидрокрекинг
Al,Co,Mo,Ni+
цеолит
420-460
4-15
0,5-2,0
800-1000
Гидроизомериза
ция
Al,Pt,Re, Pd
420-450
5-7
0,5-15
1200-1600
Каталитическая
депарафинизаци
я
Al,Pt,Re, Pd
280-320
5-7
0,5-15
1200-1600
Глубокое
гидрирование
Fe,Ni,Co,Pt,
Pd, Re
400-440
15,028,0
0,5-15
1200-1600
Гидрообессерива
ние
Al,Co,Mo,Ni
260-360
3,0-5,0
1,0-3,0
400-600
78.
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Вакуумная перегонка
Фр-1
Экср.
Фр-2
ДА
Селективная очистка
Р-1
Гачи и
петролатумы
Обезмасливание
Деасфальтизация
Гуд
Р-2
Асфальт
ОР
Депарафинизация
ДМ-1
ДМ-2
ДМ-3
Гидродоочистка
Парафин и церезин –
сырцы
БМ-1
Гидроочистка
БМ-2
БМ-3
Компаундирование
Товарные масла
Парафины
И церезины
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
И-Н-С-64
Присадки
79.
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Вакуумная перегонка
Фр-1
Экср.
Фр-2
ДА
Селективная очистка
Р-1
Р-2
Гачи и
петролатумы
Обезмасливание
Деасфальтизация
Гуд
Асфальт
ОР
Гидроочистка
ГР-1
ГР-2
ГР-3
Депарафинизация
Парафин и церезин –
сырцы
БМ-1
Гидроочистка
БМ-2
БМ-3
Компаундирование
Товарные масла
Парафины
И церезины
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
И-Н-С-64
Присадки
80.
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Вакуумная перегонка
Деасфальтизация
Гуд
ВД
H2
УВГ
отгон
Гидрокрекинг
отгон
БМ-1
БМ-2
УВГ
Гидроизомеризация
БМ-3
H2S
БМ-4
Присадки
БМ-5
Компаундирование
Товарные масла
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
И-Н-С-64
H2S
81.
ПОТОЧНАЯ СХЕМА ПРОИЗВОДСТВА МАСЕЛМазут
ВГ
Вакуумная перегонка
Деасфальтизация
Гуд
ВД
H2
отгон
УВГ
Гидрирование и гидрокрекинг
отгон
БМ-1
БМ-2
БМ-3
Гидроизомеризация
H2S
БМ-4
Кат. депарафинизация
Присадки
Компаундирование
Товарные масла
М-10 Г2
М-5з/14Г1
ТМ-5-18
ИГП-38
УВГ
И-Н-С-64
БМ-5