

 Экология
ЭкологияПохожие презентации:










Решение проблемы переработки, утилизации батареек и сухозаряженных аккумуляторов методом парового риформинга
1.
РЕШЕНИЕ ПРОБЛЕМЫ ПЕРЕРАБОТКИ,УТИЛИЗАЦИИ БАТАРЕЕК И
СУХОЗАРЯЖЕННЫХ АККУМУЛЯТОРОВ
МЕТОДОМ
ПАРОВОГО РИФОРМИНГА
А.В. Башаричев, И.С. Окунев, В.Я. Сиротюк
(НИЦ «Курчатовский институт» - ПИЯФ )
В.А. Голиков, В.А. Иванов ( ООО «ТЭК»)
2.
Темпы общемировых мощностей рециркуляции материаловлитий-ионных
аккумуляторных
батарей
(Li-Ion
АКБ)
существенно отстают от требуемых мощностей переработки
и утилизации Li-Ion АКБ с различным химическим составом.
Проблема переработки, утилизации бытовых батареек и
сухозаряженных
аккумуляторов
носит
общемировой
характер. Так, например, к 2025 году производство только LiIon АКБ составит до 700 000 метрических тонн LIB-ячеек,
однако общие мировые мощности по переработке
отработанных элементов едва ли дотянут до 400 000 тонн в
год.
3.
Бытовые батарейки и аккумуляторы – один из самых токсичныхвидов бытовых отходов (цветные металлы – цинк, свинец,
марганец, литий, медь, кадмий, никель). При попадании в
природную среду всего одного аккумулятора площадь
загрязнения составляет порядка 20 м2 земли и 400 л воды вокруг.
4.
В настоящее время в России функционирует всегонесколько предприятий, занимающихся утилизацией
батареек с общим объёмом переработки не более 1500 т. в
год.
С 2022 года запущен отдельный федеральный
проект, в рамках которого в 8 федеральных округах
открываются новые заводы по утилизации батареек.
Одновременно Госкорпорация «Росатом» планирует
осуществить капитальные вложения в строительство
заводов по переработке аккумуляторов в Нижегородской и
Калужской
областях
с
мощностями
рециркуляции
материалов аккумуляторов по 50 тыс. т. в год.
5.
Для отработки методики утилизации отработанныхбытовых батареек и аккумуляторов нами был применён
метод парового риформинга, реализованный в компании
ООО «ТЭК» [2, 4].
Технологическая схема переработки РАО
с помощью перегретого пара
6.
Отличительными особенностями данной технологии ООО«ТЭК» являются использование микроволновой энергии для
получения перегретого водяного пара атмосферного
давления в пределах 500 – 9000 С, создание в реакторе зон
сушки, карбонизации и конверсии с однородным по сечению
распределением температуры. При температуре обработки в
пределах 500 - 9000С процесс может рассматриваться как
технология пиролиза в восстановительной среде водяного
перегретого
пара.
Ранее
промышленные
установки
газификации отходов, модифицированные по данной схеме,
на территории России не использовались.
7.
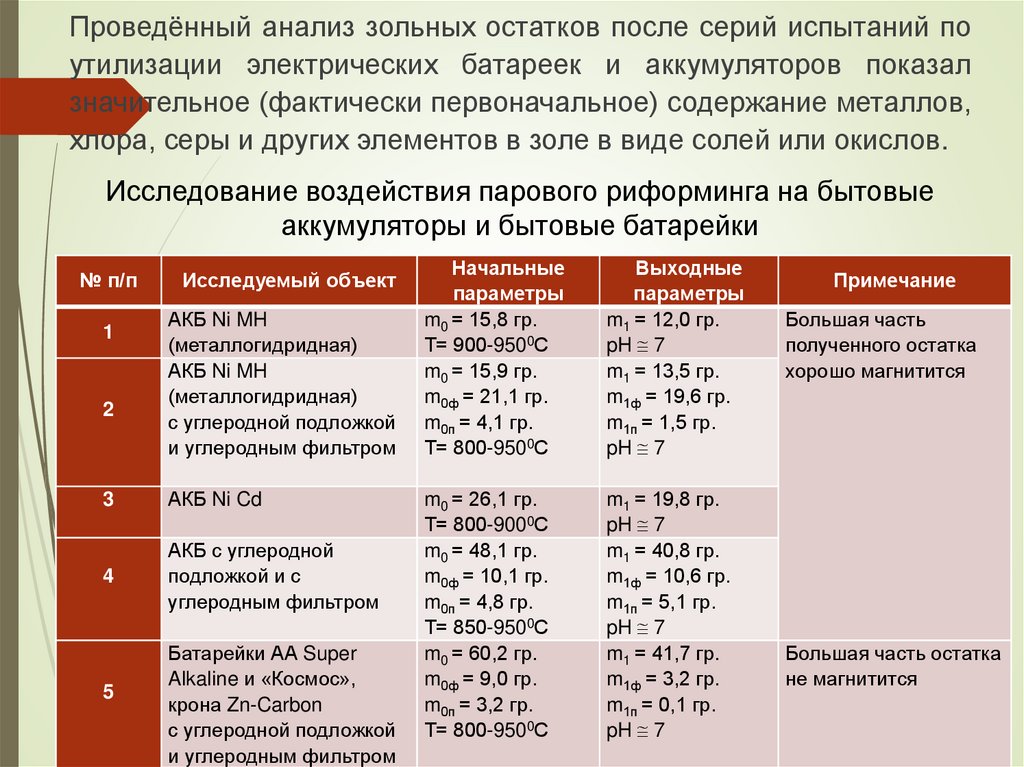
Проведённый анализ зольных остатков после серий испытаний поутилизации электрических батареек и аккумуляторов показал
значительное (фактически первоначальное) содержание металлов,
хлора, серы и других элементов в золе в виде солей или окислов.
Исследование воздействия парового риформинга на бытовые
аккумуляторы и бытовые батарейки
№ п/п
1
2
Исследуемый объект
АКБ Ni MH
(металлогидридная)
АКБ Ni MH
(металлогидридная)
с углеродной подложкой
и углеродным фильтром
3
АКБ Ni Cd
4
АКБ с углеродной
подложкой и с
углеродным фильтром
5
Батарейки АА Super
Alkaline и «Космос»,
крона Zn-Carbon
с углеродной подложкой
и углеродным фильтром
Начальные
параметры
m0 = 15,8 гр.
Т= 900-9500С
m0 = 15,9 гр.
m0ф = 21,1 гр.
m0п = 4,1 гр.
Т= 800-9500С
Выходные
параметры
m1 = 12,0 гр.
pH 7
m1 = 13,5 гр.
m1ф = 19,6 гр.
m1п = 1,5 гр.
pH 7
m0 = 26,1 гр.
Т= 800-9000С
m0 = 48,1 гр.
m0ф = 10,1 гр.
m0п = 4,8 гр.
Т= 850-9500С
m0 = 60,2 гр.
m0ф = 9,0 гр.
m0п = 3,2 гр.
Т= 800-9500С
m1 = 19,8 гр.
pH 7
m1 = 40,8 гр.
m1ф = 10,6 гр.
m1п = 5,1 гр.
pH 7
m1 = 41,7 гр.
m1ф = 3,2 гр.
m1п = 0,1 гр.
pH 7
Примечание
Большая часть
полученного остатка
хорошо магнитится
Большая часть остатка
не магнитится
8.
Где, m0 – масса начального образца, m1 – массаобразца после обработки высокотемпературным паром, m0ф,
m1ф – начальная и конечная масса углеродного фильтра, m0п,
1п– начальная и конечная масса углеродной подложки (стекло
углерод «СУТЭК»), объем водного адсорбера 1 литр, время
парового риформинга 20-30 мин., pH – кислотность водяного
раствора в адсорбере после прохождения водяного пара
через реактор. В качестве дополнительного углеродного
сорбента использовался стеклоуглерод «СУТЭК» (активная
поверхность 300 - 600 м2 на 1 гр.) производства ООО «ТЭК».
Методом
атомно-эмиссионной
спектрометрии
с
индуктивно связанной плазмой ICPE-9000_Shimadzu было
изучено содержание элементов в твердом зольном остатке и
в воде адсорбера после прохождения остаточного
перегретого пара с элементами синтез-газа через водную
фильтр – ловушку (адсорбер).
9.
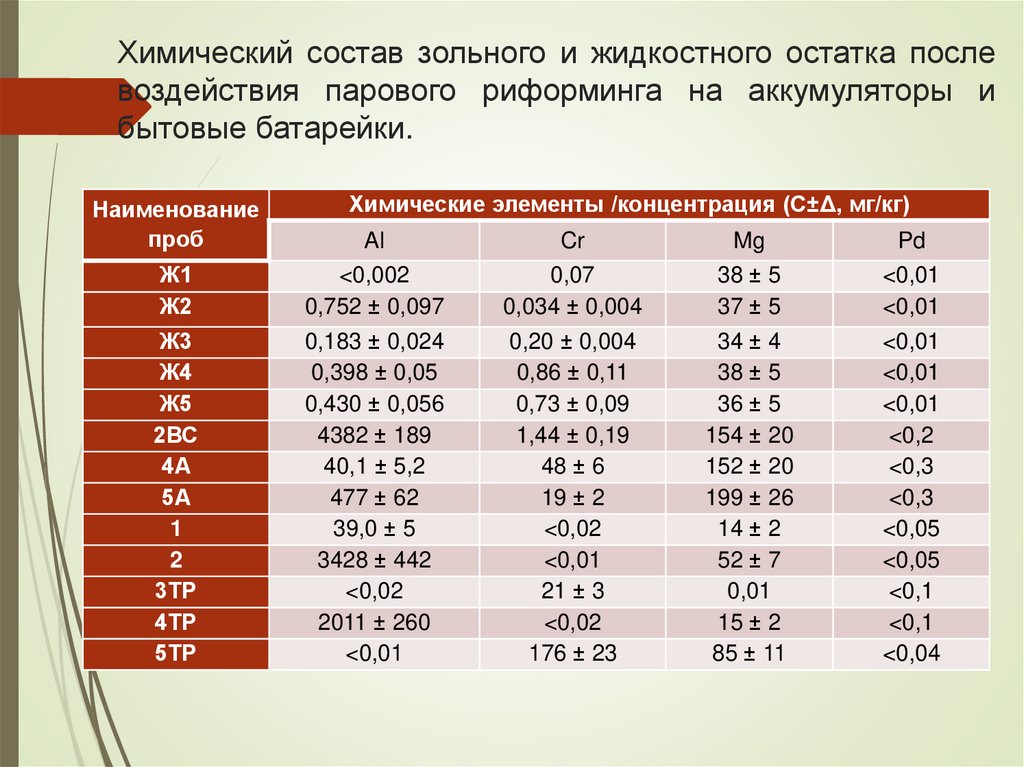
Химический состав зольного и жидкостного остатка послевоздействия парового риформинга на аккумуляторы и
бытовые батарейки.
Наименование
проб
Химические элементы /концентрация (С±Δ, мг/кг)
Al
Cr
Mg
Pd
Ж1
Ж2
<0,002
0,752 ± 0,097
0,07
0,034 ± 0,004
38 ± 5
37 ± 5
<0,01
<0,01
Ж3
Ж4
Ж5
2ВС
4А
5А
1
2
3ТР
4ТР
5ТР
0,183 ± 0,024
0,398 ± 0,05
0,430 ± 0,056
4382 ± 189
40,1 ± 5,2
477 ± 62
39,0 ± 5
3428 ± 442
<0,02
2011 ± 260
<0,01
0,20 ± 0,004
0,86 ± 0,11
0,73 ± 0,09
1,44 ± 0,19
48 ± 6
19 ± 2
<0,02
<0,01
21 ± 3
<0,02
176 ± 23
34 ± 4
38 ± 5
36 ± 5
154 ± 20
152 ± 20
199 ± 26
14 ± 2
52 ± 7
0,01
15 ± 2
85 ± 11
<0,01
<0,01
<0,01
<0,2
<0,3
<0,3
<0,05
<0,05
<0,1
<0,1
<0,04
10.
Наименованиепроб
Химические элементы /концентрация (С±Δ, мг/кг)
Ж1
Cd
<0,01
Cu
0,016 ± 0,002
La
<0,003
Mn
0,06 ± 0,01
Ж2
Ж3
Ж4
Ж5
2ВС
4А
5А
<0,01
0,13 ± 0,02
0,14 ± 0,02
5,3 ± 0,7
<0,02
552 ± 71
167 ± 21
0,071 ± 0,009
0,018 ± 0,002
0,072 ± 0,009
0,068 ± 0,009
4,8 ± 0,6
<0,2
<0,3
0,1 ± 0,01
0,11 ± 0,01
0,14 ± 0,02
0,12 ± 0,02
1830 ± 236
95 ± 12
278 ± 36
1
2
3ТР
4ТР
13661 ± 1764
<0,01
149794 ± 19337
115 ± 15
22299 ± 2879
42611 ± 5501
<0,08
<0,08
<0,003
<0,003
<0,003
<0,003
<0,06
<0,1
2576 ±
333
<0,03
<0,02
<0,04
<0,03
5ТР
424 ± 55
<0,04
<0,02
5747 ± 742
10271 ± 5501
844 ± 109
8484 ± 1095
1557368
± 201041
11.
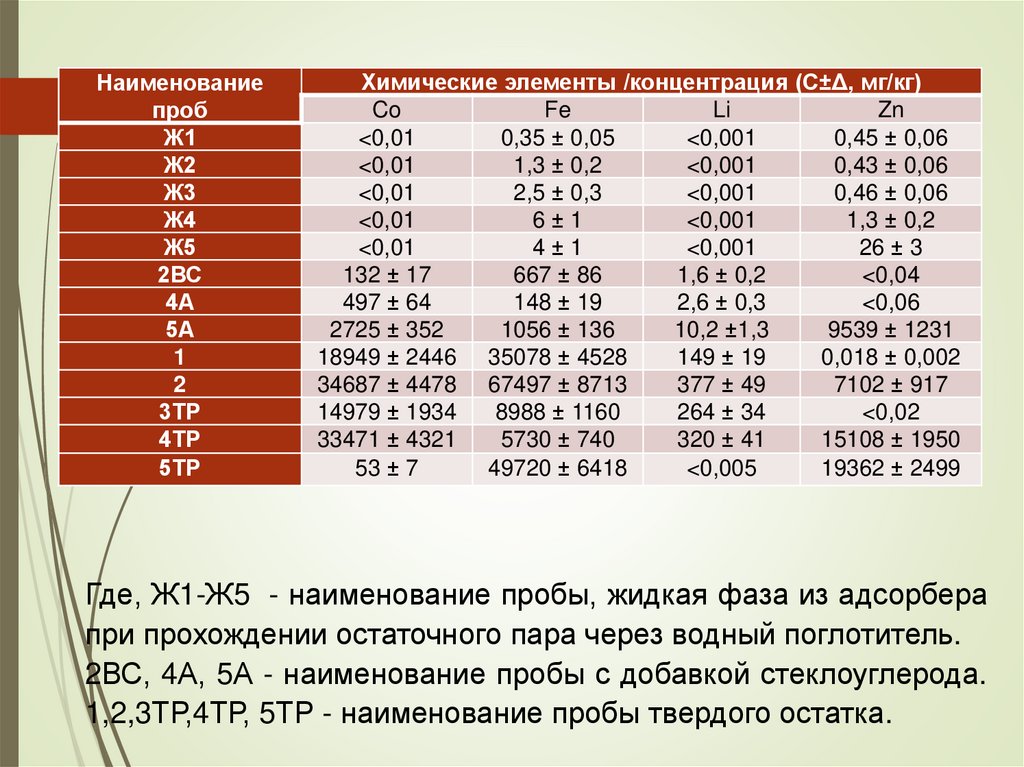
Наименованиепроб
Ж1
Ж2
Ж3
Ж4
Ж5
2ВС
4А
5А
1
2
3ТР
4ТР
5ТР
Химические элементы /концентрация (С±Δ, мг/кг)
Co
Fe
Li
Zn
<0,01
0,35 ± 0,05
<0,001
0,45 ± 0,06
<0,01
1,3 ± 0,2
<0,001
0,43 ± 0,06
<0,01
2,5 ± 0,3
<0,001
0,46 ± 0,06
<0,01
6±1
<0,001
1,3 ± 0,2
<0,01
4±1
<0,001
26 ± 3
132 ± 17
667 ± 86
1,6 ± 0,2
<0,04
497 ± 64
148 ± 19
2,6 ± 0,3
<0,06
2725 ± 352
1056 ± 136
10,2 ±1,3
9539 ± 1231
18949 ± 2446 35078 ± 4528
149 ± 19
0,018 ± 0,002
34687 ± 4478 67497 ± 8713
377 ± 49
7102 ± 917
14979 ± 1934
8988 ± 1160
264 ± 34
<0,02
33471 ± 4321
5730 ± 740
320 ± 41
15108 ± 1950
53 ± 7
49720 ± 6418
<0,005
19362 ± 2499
Где, Ж1-Ж5 - наименование пробы, жидкая фаза из адсорбера
при прохождении остаточного пара через водный поглотитель.
2ВС, 4А, 5А - наименование пробы с добавкой стеклоуглерода.
1,2,3ТР,4ТР, 5ТР - наименование пробы твердого остатка.
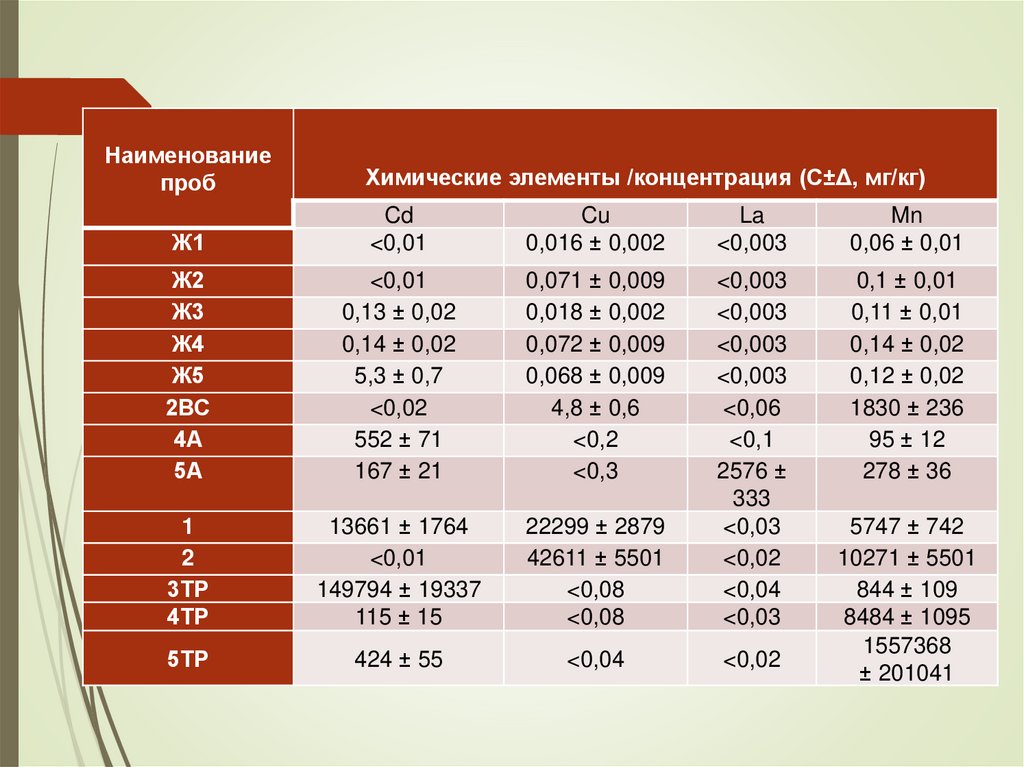
12.
Примерный состав химических элементов в АКБ ибатарейках: металлический литий 3-4%, диоксид марганца
40-50%,
органический электролит 15-25%,
медь и
алюминий 2-5%, нержавеющая сталь, никель и неактивный
материал. Полученные результаты указывают на то, что
образующийся в процессе риформинга синтез-газ и
остаточный водный пар фактически не содержат и не уносят
тяжелые токсичные металлы. Содержание металлов в воде
адсорбера (образцы Ж) содержат концентрации на уровне и
ниже ПДК для питьевой воды. Предельные величины
присутствия опасных примесей жестко регламентированы
нормативными документами. Действующим СанПиНом
2.1.4.1074-01 установлены следующие ПДК тяжелых
металлов в воде (мг/л): барий – 0,1; бериллий – 0,0002;
ванадий – 0,1; ртуть – 0,0005; висмут – 0,1; кадмий – 0,001;
кобальт – 0,1; молибден – 0,25; медь – 1,0; мышьяк – 0,05;
никель – 0,1; свинец – 0,03; стронций – 7,0; хром – 0,5; цинк
– 5,0.
13.
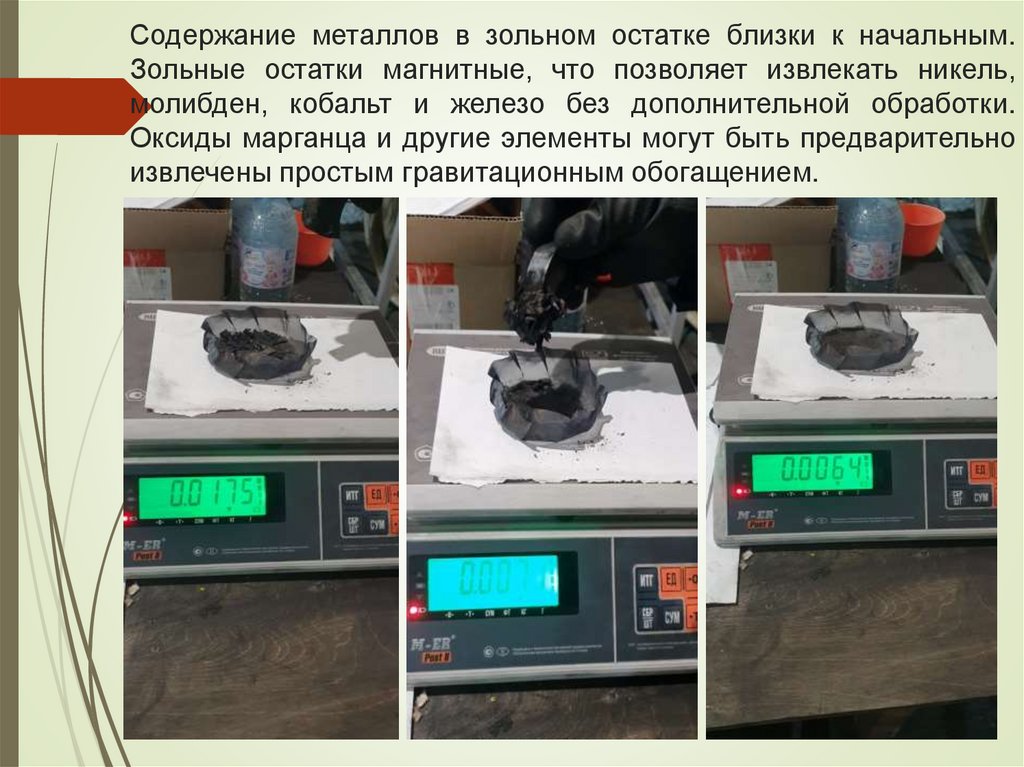
Содержание металлов в зольном остатке близки к начальным.Зольные остатки магнитные, что позволяет извлекать никель,
молибден, кобальт и железо без дополнительной обработки.
Оксиды марганца и другие элементы могут быть предварительно
извлечены простым гравитационным обогащением.
14.
Заключение.Нами предлагается инновационный подход к методам
переработки и утилизации бытовых батареек и аккумуляторов
– использование технологии обработки их перегретым паром
с атмосферным давлением в диапазоне температур 500 9000 С. Как показали исследования все металлы остаются в
зольном остатке, происходит полная деструкция элементов с
освобождением металла и частичное восстановление чистого
металла из солей и оксидов. Уноса солей металла с
отработанным паром фактически не наблюдается.
Данная технология не ведет к образованию вторичных
токсичных
отходов
и
может
существенно
снизить
себестоимость
переработки
бытовых
батареек
и
аккумуляторов
со
значительным
увеличением
доли
вторичного сырья в технологической цепочке того или иного
производства.