



 Промышленность
ПромышленностьПохожие презентации:





")




Электроэрозионная обработка материалов
1.
2.
ЭЛЕКТРОЭРОЗИОННАЯОБРАБОТКА МАТЕРИАЛОВ
3.
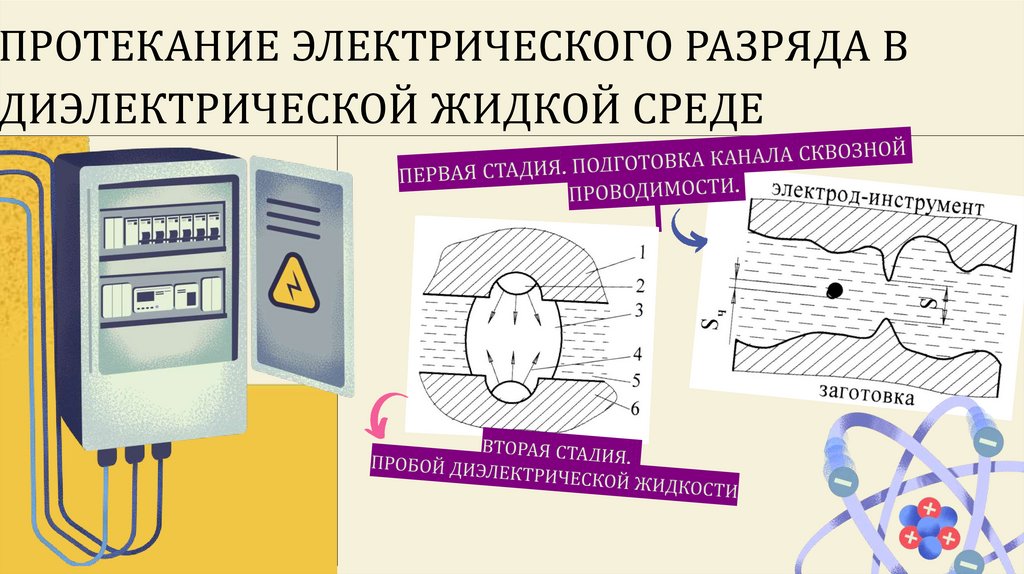
ПЕРВАЯ СТАДИЯПодготовка канала сквозной проводимости.
ТРЕТЬЯ СТАДИЯ
ПРОТЕКАНИЕ ЭЛЕКТРИЧЕСКОГО РАЗРЯДА В
ДИЭЛЕКТРИЧЕСКОЙ ЖИДКОЙ СРЕДЕ
ВТОРАЯ СТАДИЯ
Пробой диэлектрической жидкости.
Прекращение тока, отрыв
ударной волны от газового
пузыря, выброс металла из
лунок.
4.
ПРОТЕКАНИЕ ЭЛЕКТРИЧЕСКОГО РАЗРЯДА ВДИЭЛЕКТРИЧЕСКОЙ ЖИДКОЙ СРЕДЕ
5.
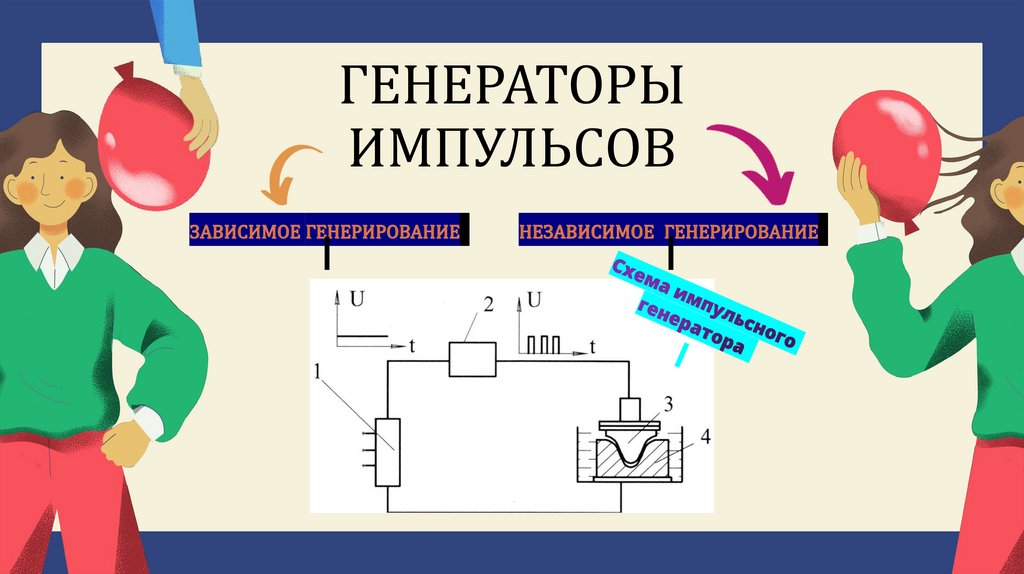
ГЕНЕРАТОРЫИМПУЛЬСОВ
6.
ОБРАТНАЯ ПОЛЯРНОСТЬПОДКЛЮЧЕНИЯ ЭЛЕКТРОДОВ
При электроискровой обработке имеет место только искровой
разряд с последующей нестационарной дуговой фазой разряда.
Устойчивого дугового разряда при этом не образуется.
При электроимпульсной обработке имеются обе фазы разряда. Сразу, вслед за
искровой стадией разряд, процесс разряда переходит в стационарный дуговой,
который продолжается до окончания импульса напряжения.
Как много текста !?!?!?!
С целью уменьшения износа электрода-инструмента, при работе на искровом режиме
заготовку делают анодом, а электрод-инструмент — катодом. Такая полярность подключения
электродов называется прямой.
7.
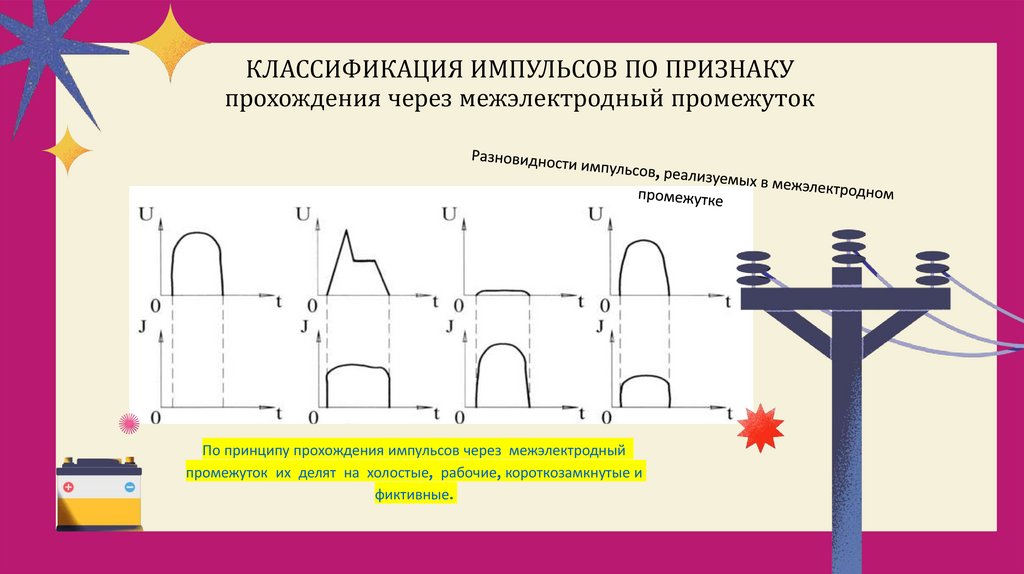
КЛАССИФИКАЦИЯ ИМПУЛЬСОВ ПО ПРИЗНАКУпрохождения через межэлектродный промежуток
По принципу прохождения импульсов через межэлектродный
промежуток их делят на холостые, рабочие, короткозамкнутые и
фиктивные.
8.
Критерий ПалатникаРп = Ст ⋅ ρ ⋅ λ ⋅Тпл
Магний — 2,5
Никель — 0,9
Алюминий — 1,5
Твердые сплавы — 0,9…0,18
Медь — 1,3
ГДЕ
Молибден — 0,8
Ст — теплоемкость, кал·г/град; ρ — плотность
Сталь — 1
материала, г/см3; λ — коэффициент
Вольфрам — 0,7
теплопроводности, кал·см2/град; Тпл — температура
плавления, °С.
9.
ЧТО ЭТО ТАКОЕ ?КАК СДЕЛАТЬ ЕЩЁ ТОЧНЕЕ?
ТОЧНОСТЬ
ЭЛЕКТРОЭРОЗИОННОЙ
ОБРАБОТКИ ДЕТАЛЕЙ
Под точностью электроэрозионной обработки деталей понимают
степень соответствия реальной обработанной поверхности детали
идеальной
схеме обработки положенной в основу данного метода.
На электроэрозионных копировально-прошивочных станках
реализуется схема прямого копирования
Поэтому точность получаемых размеров, прежде всего,
определяется точностью электрода-инструмента в конечной
стадии обработки и колебанием величины межэлектродного
промежутка.
Есть 3 способа
• корректированием размеров электрода-инструмента
2. использования нескольких одинаковых электродов
3. заменяя в процессе обработки изношенные электроды
Ещё чуууть-
10.
ЧТО НУЖНО СДЕЛАТЬ ЧТОБЫ СНИЗИТЬ ВЛИЯНИЕИЗНОСА ЭЛЕКТРОДА-ИНСТРУМЕНТА НА ТОЧНОСТЬ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ?
Изготавливают электрод-инструмент из материала
стойкого к эрозии
11.
Первый видВторой вид
В
И Д
ИМЕЕТСЯ НЕСКОЛЬКО ВИДОВ УДАРНЫХ
ВОЛН, ОТЛИЧАЮЩИХСЯ
происхождением и эвакуационным
эффектом.
Виды ударных волн
12.
ЭЛЕКТРОД-ИНСТРУМЕНТПРИМЕР КОНСТРУКЦИИ ЭЛЕКТРОДА-ИНСТРУМЕНТА
N
S
S
N
S
N
N
S
UNLIKE CHARGES ATTRACT
S
N
S
N
13.
SPASIBOЗА ВНИМАНИЕ
С
П
С