





























 Промышленность
ПромышленностьПохожие презентации:






")



Аддитивная технология производства литейных форм из песка по ХТС процессу
1.
Аддитивная технологияпроизводства литейных форм
из песка по ХТС процессу
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
2.
Ембулаев АлексейДиректор
НПО 3D интеграция
Россия, г. Москва, ул. Докукина 16С3
Офис: +7 (495) 956 04 04
Моб: +7 (918) 508 46 92
E-mail: embulaev@i3d.ru
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
3.
Оценить производительностьтруда – значит, определить,
насколько эффективно рабочий
(или группа рабочих) вложил
свой труд в создание единицы
продукции в означенный
временной промежуток.
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
4.
5.
ЛИТЕЙНЫЙ РЫНОК РОССИИОболочковое
0,40%
Центробежное
4,00%
Непрерывное
0,60% Другое
2,50%
ПГС
ЛВМ
Кокиль
4,20%
ЛПД
ЛГМ
ХТС
ПГС
42,00%
Кокиль
ХТС
36,00%
Центробежное
Оболочковое
Непрерывное
ЛГМ
0,10%
ЛПД
9,00%
Другое
ЛВМ
1,20%
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
6.
ТЕХНОЛОГИЯ ПЕЧАТИ PCMPCM (Patternless Casting Manufacturing)
литейное производство без модельной
оснастки.
Автоматизация создания литейных
форм;
Сокращение времени выпуска
опытного образца отливки в 6-10 раз;.
Отсутствие модельной оснастки;
Возможность печатать стержни
толщиной 2,5 мм;
Отсутствие человеческого фактора.
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
7.
ВРЕМЯ – ВАШЕ КОНКУРЕНТНОЕПРЕИМУЩЕСТВО
Для изготовления литейной формы традиционным способом необходимо:
Изготовить
модельную оснастку
30 - 60 дней
Сделать тестовое
формование и в случае
некорректности, отправить
модель на доработку
2-3 дня
Отформовать
Нанести
антипригарное
покрытие
1 день
1 день
Залить
металл
1 день
Для изготовления литейной формы методом 3D печати необходимо:
Загрузить 3D
Залить металл
модель
В форму
и напечатать ее
1 день
Итого: срок
изготовления
от 66 дней
Итого: срок
изготовления
2 дня
1 день
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
8.
СРАВНЕНИЕ ТЕХНОЛОГИЙПроцесс
Традиционная технология
Создание модели и стержней
из древесины
Обработка абразивной шкуркой
Создание опоки
Да
-
Установка модели в опоку
-
Прокладка литниковой системы и выпоров
-
Уплотнение песчаной смеси
-
Снятие модели из опоки
-
Соединение двух опок
-
Повторяемость деталей
зависит от мастера
100%
Литейный уклон
Требуется
-
Минимальная толщина стержня
зависит от мастера
2,5 мм
Припуски на обработку
d<1 м: 3 мм ,
d> 1 м: 4 мм.
d<1 м: 1 мм ,
d>1 м: 1,5 мм.
Формовка
3D печать (PCM технология)
Печать модели и стержня из песка
Покрытие лаком
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
9.
АДДИТИВНАЯ УСТАНОВКА ПОСТРОЕНИЯЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
10.
О компании FHZLFHZL Co Ltd. – одна из первых компаний, занявшихся
исследованиями технологии 3D-Печати для литейного производства.
При активной поддержке правительственных фондов Китая,
компания за 20 лет исследований получила более 142 патента на
уникальные собственные разработки, в том числе, собственное ПО и
свои материалы, создав отраслевой стандарт.
Имея собственное литейное производство, компания все время
совершенствует свои аддитивные технологии и в 2020 году начали
производство 5-го поколения принтеров.
Компания занимает I место в Китае по количеству установленных
3D-принтеров для изготовления песчаных форм и стержней.
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
11.
БЕЗМОДЕЛЬНОЕ ЛИТЬЕPATTERNLESS CASTING MANUFACTURING
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
12.
Печать формгруппа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
13.
Извлечение формгруппа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
14.
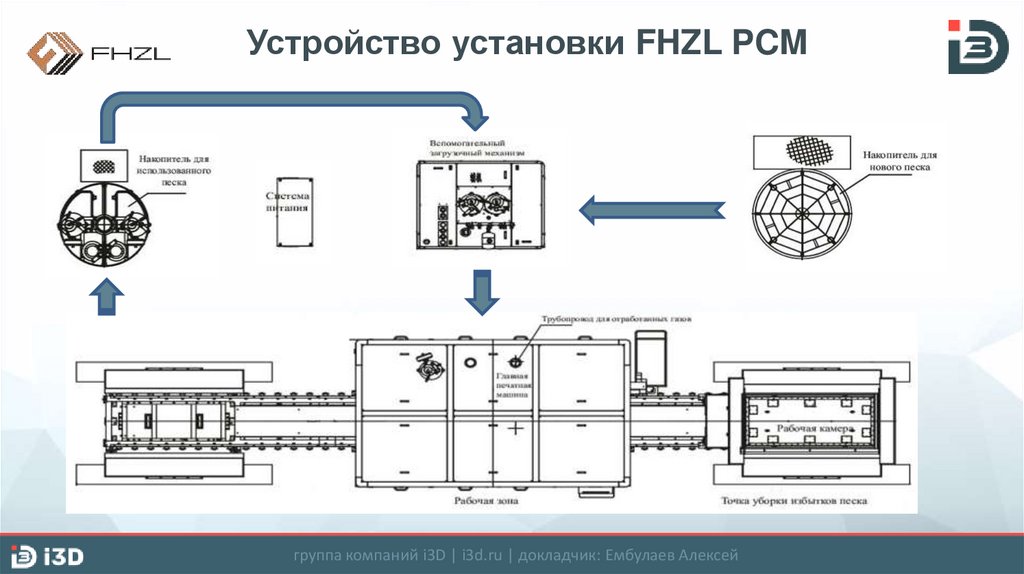
Устройство установки FHZL PCMгруппа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
15.
СЕБЕСТОИМОСТЬ ПЕЧАТИМатериал
Количество/стоимость
Расход
Стоимость за 1кг
Песок (кварц)
Тонна / 6 000 руб.
1кг
6 руб.
Катализатор
100 кг / 1 615 $
0,4% от массы песка
16,15 $
Смола
100 кг / 1 997 $
1,8% от массы формы
19,97 $
1кг
1кг песка + 4гр. смолы + 18гр.
отвердителя
36 руб / 1кг
ИТОГО
1 кг формы
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
16.
СТРУКТУРА ЗАТРАТРасход материалов в кг.
Затраты на материалы в рублях
Песок
Катализатор
Связующее
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
17.
ПАО «КАЗАНЬКОМПРЕССОРМАШ»ПАО «Казанькомпрессормаш» - производитель компрессоров различных типов, а также
поставщик сервисных услуг для оборудования различных брендов, эксплуатируемого на
магистральных трубах.
Задача:
Конечная деталь – цилиндр компрессора для прокачки газа на магистральном трубопроводе;
Металлоёмкость конечного изделия 850 кг.;
Металл высоколегированная сталь;
Тиражность: 8 шт. (повторное изготовление возможно через 2-3 года).
На следующих слайдах демонстрируется процесс получения отливки, путем аддитивного
построения литейной формы и сравнение с традиционной технологией.
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
18.
ОТЛИВКАCAD модель отливки чаще всего создается
путем интерпретации имеющихся
чертежей в рамках перехода производств
на бесчертежное проектирование, но
может быть создана путем реверсинженеринга с помощью 3D сканера.
CAD модель отливки
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
19.
ПРОЕКТИРОВКА ЛИТЕЙНОЙ ФОРМЫНа основе CAD модели отливки, была
спроектирована литейная форма. Для
исключения брака отливки, было
произведено моделирование литейных
процессов в программе ProCast.
CAD модель литейной формы.
Расчетный вес песчаной формы – 1,1 тонна.
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
20.
ЧТО ИСПОЛЬЗОВАЛОСЬ ДЛЯ ПОСТРОЕНИЯПЕСЧАНОЙ ФОРМЫ
кварцевый песок, фракции 0,2;
катализатор для активации песка в размере 0,4% от объема песка (4 кг);
фурановая смола в размере 1,8% от объема конечной формы (18 кг);
печать производилась на аддитивной установке FHZL PCM 1500 с камерой построения
1500×1000×700 мм;
габаритные размеры собранной песчаной формы 1166х878х1020 мм + литники и выпоры;
печать формы производилась за два цикла, общее время печати 17 часов.
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
21.
НАПЕЧАТАННАЯ ФОРМАгруппа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
22.
СБОРКА И ОКРАСКА ФОРМЫгруппа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
23.
ОКРАСКА ФОРМЫОкрашивать стержни и формы можно противопригарными красками
как на спиртовой, так и на водной основе.
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
24.
СБОРКА ФОРМЫОкрашенную форму собирают и проклеивают.
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
25.
ДЕТАЛЬ, ПОСЛЕ ВЫБИВКИгруппа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
26.
КОНЕЧНАЯ ОТЛИВКАгруппа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
27.
СТОИМОСТНЫЕ ДАННЫЕПО КОРПУСУ КОМПРЕССОРА
Показатель
Традиционная ХТС
технология
Аддитивная печать
Кол-во изделий
Затраченное время на получение отливок (дней)
8
61
8
11
Стоимость изготовления за ед. (руб.)
156 300*
36 000
Стоимость изготовления 8 ед. (руб.)
1 250 850*
288 000
Место для хранения модельной оснастки
Да
нет
Ремонт модельной оснастки при повторном использовании через год
Да
нет
Сокращение времени на постобработку
Нет
на 36% меньше затраченного времени по
отношению к традиционной технологии
изготовления отливок, достигается з
а счет минимальных припусков.
Брак (размывы, осыпание и т.д.)
вероятно
отсутствуют
*модельная оснастка изготавливается из дерева.
При использовании аддитивной печати литейных форм, происходит сокращение человеко-часов, и минимизация человеческого
фактора т.к. установка полностью автоматизирована и исключает человеческий фактор, а для ее обслуживания требуется один
оператор, который будет занят 3 часа в смену.
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
28.
ОБРАЗЕЦ ПЕЧАТИ СТРЕЖНЯ ИМПЕЛЛЕРАИ ОТЛИВКА ИЗ НЕЕ
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
29.
ТОРМОЗНОЙ ФЛАНЕЦДЛЯ СКОРОСТНОГО ПОЕЗДА
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
30.
ГОЛОВКА БЛОКА ЦИЛИНДРОВгруппа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
31.
РУБАШКА ВОДЯНОГО ОХЛАЖДЕНИЯЭЛЕКТРОДВИГАТЕЛЯ
Высокая прочность стержней, это не всегда хорошо. Если в отливке много тонких каналов,
а стержень будет очень твердым, то есть вероятность, что он не выбьется. Технология PCM
позволяет регулировать твердость стержней, и напечатав его менее твердым, чем форму,
он разрушится во время усадки, тем самым не будет сложностей с выбивкой.
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
32.
ТОРМОЗНОЙ БАРАБАНДЛЯ ТЯЖЕЛЫХ ТРАНСПОРТНЫХ СРЕДСТВ
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
33.
КЛЮЧЕВЫЕ ПРЕИМУЩЕСТВАОтливки соответствуют 7 классу точности;
Не нужно хранить и ремонтировать модельную оснастку;
Минимальные припуска – меньше времени на постобработку;
Возможность изготавливать сложные геометрические отливки с диаметром каналом в 2,5 мм;
Экономическая выгода при небольших тиражах;
Уменьшение брака;
Бесчертежное проектирование;
Скорость внесения изменений в КД;
Бессрочное хранение моделей отливок и форм.
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей
34.
Ембулаев Алексей | Директор | НПО 3D ИнтеграцияEmbulaev@i3d.ru
+7 918 508 46 92
Адрес: г. Москва, ул. Докукина, 16С3
Телефон: +7 (495) 108 60 68
i3d.ru
группа компаний i3D | i3d.ru | докладчик: Ембулаев Алексей