

 Промышленность
ПромышленностьПохожие презентации:










Машина жасау технологиясы
1.
АҚ АЛМАТЫ ТЕХНОЛОГИЯЛЫҚ УНИВЕРСИТЕТІИНЖЕНЕРИЯ ЖӘНЕ АҚПАРАТТЫҚ ТЕХНОЛОГИЯЛАР ФАКУЛЬТЕТІ
«Өндірістік үдерістердің машиналары және аппараттары» кафедрасы
«Технологиялық машиналар және жабдықтар» мамандығы
№ 5– 8 СОӨЖ
«Машина жасау технологиясы» пәні бойынша
Орындаған: ТМО-19-11_тобының
студенті :Жамалбай Байқуат
Қабылдаған: : қауым.проф.каф.
«МАПП» Алшынова А.
2021ж.
2.
Жоспар:1. Корпустық тетіктерге арналған материалдар
2. Тесіктерді беттік пластикалық деформациялап өңдеудің негізі.
3. Тұғырларды, табандарды, қаңқаларды өңдеу әдістері.
4. Цилиндрлік тісті доңғалақтарды жасау.
3.
Корпустык тетіктер● Корпустық тетіктердің қызметтік тағайындалуы мынада: әртүрлі
механизмдерге орнатылатын олардың бөлшектері көп жағдайда
машинаның базалық элементтері болып келеді. Корпустар оларға
орнатылған элементтердің өзара орналасу дәлдіктерін қамтамасыз
етулері қажет. Корпустық бөлшектер базалық беттер бойынша өзара
құрылымдастырылған дәл өңделген тесіктерге ие және бекітетін,
басқа да тесіктермен қамтамасыз етіледі; олар формаларының дәлдігі
мен жазықтықтарының дәлдігі сай мүмкіндіктермен жабдықталған.
Олардың конструктивтік формасы, өлшемдері, корпустық
бөлшектердің сипаттамаларының дәлдіктері, оларға қолданылатын
материалдар негізінде олардың жұмыстық шарттары мен қызметтік
тағайындалуына байланысты.
4.
● Корпустық бөлшектерді жасау үшін қолданыдатын ең бастыматериал сұр шүген (кейде созымды соғылған шүген) сондай-ақ
көміртекті және қоспалы болаттар мен түрлі-түсті металдар
қоспасы. Корпустық бөлшектерді құмды формаларға құйып
шығарады. Металл кесетін белдіктердің, ауылшаруашылық және
көтеріп-тасымалдайтын машиналардың тұрақты редукторлардың
және центрден тепкіш насостардың, автомобиль двигательдері мен
басқа да машиналардың картерлері СЧ-15, СЧ-,18, СЧ-20 маркалы
сұр шойындардан жасалады; аз күш түсетін бөлшектер –
қақпақтар, тақталар, табандықтар СЧ-10 шойыннан жасалады;
цилиндр блоктары және әртүрлі двигательдердің блоктарының
бастары – СЧ-20, СЧ-25 және алюминийлі АЛЧ,АЛ9
қоспаларынан, компрессорлардың жоғары қысымды (ағынды)
насостарының корпустары беріктіктері жоғары СЧ-25,СЧ-30
шүгенінен жасалады.
5.
● Массалары аз корпустық бөлшектер АЛ7, АЛ3,АЛЧ,АЛ2Чалюминилі қоспаларынан және МЛ5, МЛ3, МЛ15 магнилі
қоспалардан жасалынады. Пісірлмейтін корпустық
бөлшектерді көп жағдайда көміртекті қаңылтыр табақты
болаттан жасайды.
6.
Тұрғыларды дайындаудыңтехнологялық процессі
Тұғырларды дайындаудың технологиялық процесі. Ауыр
машина жасау тұрғысында корпустық бөлшектерді жасау
технологиясын прокаттау стандарының жұмыс көтермелерінің
тұғырларын мысалға ала отырып қарастыруымызға болады.
Олар ашық және жабық түрлерінде болады (52-сурет). Жабық
тұғырлар біртұтас құйылған немесе құрама болып келеді
(массаларына, габариттік мөлшеріне және өндірістің
жабдықталуына байланысты). Олардың конструкциялары
тұйықталған рама түрінде болады. Ашық тұғырлар негізбен
бірге құйылған екі тік тірек түрінде болады. Тіректер
сұққыштар мен болттар арқылы бекітілген ортақ қақпақпен
байланысқан (қосылған).
7.
● Жабық тұғырлардың негізгі өңделетін беттері (52-сурет):прокат белдіктерінің тұғырығының астында
бағыттаушылар Л мен М; табан бетттері Б, В, М, Н және
оның тесіктері П; ажырасу жазықтықтары Е, Ж, З, И; қылта
(алқым) тесігі Д; жоғарғы жазықтық Г; қысатын
құрылғының корпусын центрлейтін қырнаулар Р; кілтек
ойықтары С. Осы тәрізді өңделетін беттер ашық тұғырларда
да болады
8.
Жабық прокаттау станыныңжұмыс көтермесінің тұғыры
9.
● Тұғырдың негізінде және бүйіргібағыттаушылардың кесе – көлденең
бағыттарында орналасқан ойықтар мен
сатылар көп болған кезде кесе – көлденең
сүргілейтін білдек пайдаланылады. Тұғырды
қабырғаға көлденең орын – жағдаймен
орналастырады, ал өңделген бүйіргі алаңымен
– призмаға .Салыстырмалы тексеріс өңделген
шешілетін жазықтықтар бойынша 1000 мм
ұзындыққа 0,1-0,15 мм дәлдікпен жүргізіледі.
Егер бүйір алаңдары өңделмеген болса, онда
тұғыр қабырғасына орнықтылады,
ауқымымен – призмаға, ал салыстырмалы
тексеріс өстік белгімен белгілеу бойынша
жүргізіледі
10.
Тұғыр ойғының өңделетін беттерінің шамаларыныңдәлдіктерін қамтамасыз ету үшін өлшейтін базалардың
орналасу сұлбасы. Барлық беттер Rz =20 мкм-ға дейін
өңделеді.
11.
Цилиндрлік тісті доңғалақ жасау● Цилиндрлі тісті доңғалақты жасау екі кезеңнен тұрады.
Дайындаманы өңдеудің бірінші кезеннің басты міндеті
сапалы технологиялық орнықтарды жасау, екінші кезең
үшін тісті қию болып табылады. Тісті қию орнық болып
центрлік тесік және тісті доңғалақтың бүйірі немесе білік
мойыны (көбнекей бүйіріндегі центірлік
тесіктер)табылады. Дайындаманы токарлық немесе
айналма үстелді білдектерде өңдеу тетіктің сыртқы және
ішкі беттерінің центрлестігін қамтамасыз етуі тиіс.
12.
● Машиналарда тісті берілістер кеңінен қолданылады.Олар күшпен берілетін тісті берілістер және
кинематикалық берілістер болып бөлінеді. Біріншісі
айналу моментін біліктің айналу жилігін өзгерту
арқылы береді, екіншісі – аса үлкен емес айналу
моменттері болатын біліктердің арасындағы
айналмалы қозғалысты қамтамасыз ету үшін
қолданылады. Тісті берілістердің басқаратын және
басқарылатын элементтері болады. Тісті берілістің аз
санды тістері бар элементін тістергіш (шестерня) деп, ал
көп санды тістері барын – доңалақ деп атайды. Әртүрлі
механизмдер мен машиналарда қолданылатын тісті
берілістерді цилиндрлік, конустық, аралас және
гиперболоидты (винтті және гипоидты) деп бөледі. Ең
көп тарағандары – цилиндрлік, конустық және
брамдықты берілістер
13.
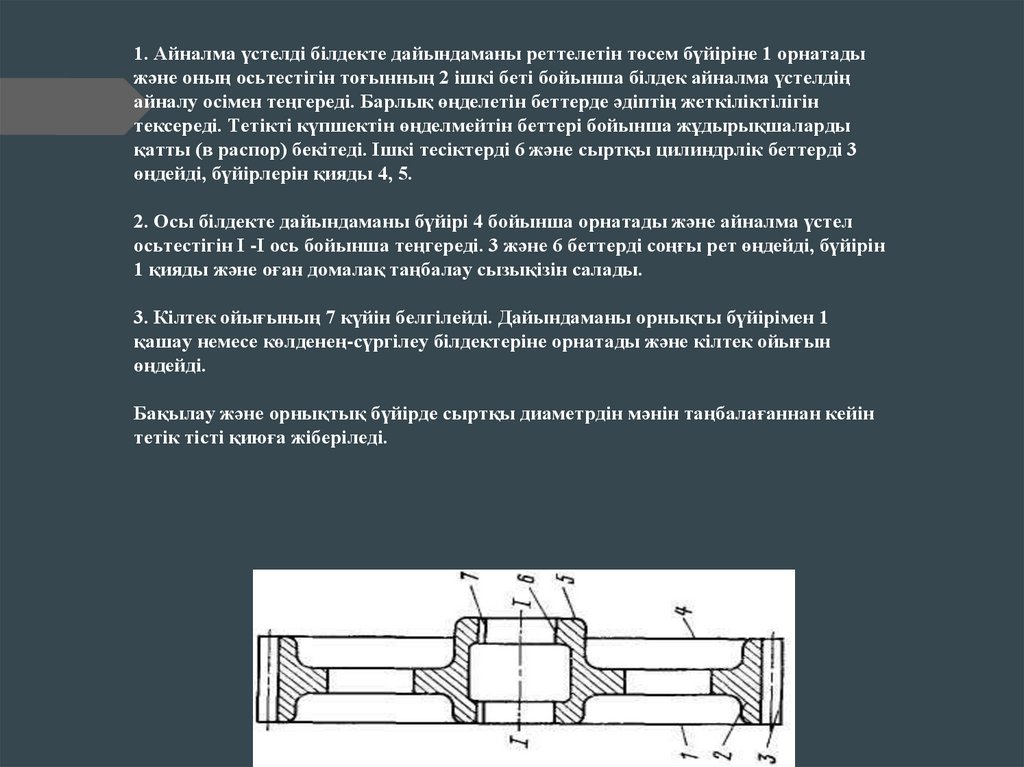
1. Айналма үстелді білдекте дайындаманы реттелетін төсем бүйіріне 1 орнатадыжәне оның осьтестігін тоғынның 2 ішкі беті бойынша білдек айналма үстелдің
айналу осімен теңгереді. Барлық өңделетін беттерде әдіптің жеткіліктілігін
тексереді. Тетікті күпшектін өңделмейтін беттері бойынша жұдырықшаларды
қатты (в распор) бекітеді. Ішкі тесіктерді 6 және сыртқы цилиндрлік беттерді 3
өңдейді, бүйірлерін қияды 4, 5.
2. Осы білдекте дайындаманы бүйірі 4 бойынша орнатады және айналма үстел
осьтестігін I -I ось бойынша теңгереді. 3 және 6 беттерді соңғы рет өңдейді, бүйірін
1 қияды және оған домалақ таңбалау сызықізін салады.
3. Кілтек ойығының 7 күйін белгілейді. Дайындаманы орнықты бүйірімен 1
қашау немесе көлденең-сүргілеу білдектеріне орнатады және кілтек ойығын
өңдейді.
Бақылау және орнықтық бүйірде сыртқы диаметрдін мәнін таңбалағаннан кейін
тетік тісті қиюға жіберіледі.
14.
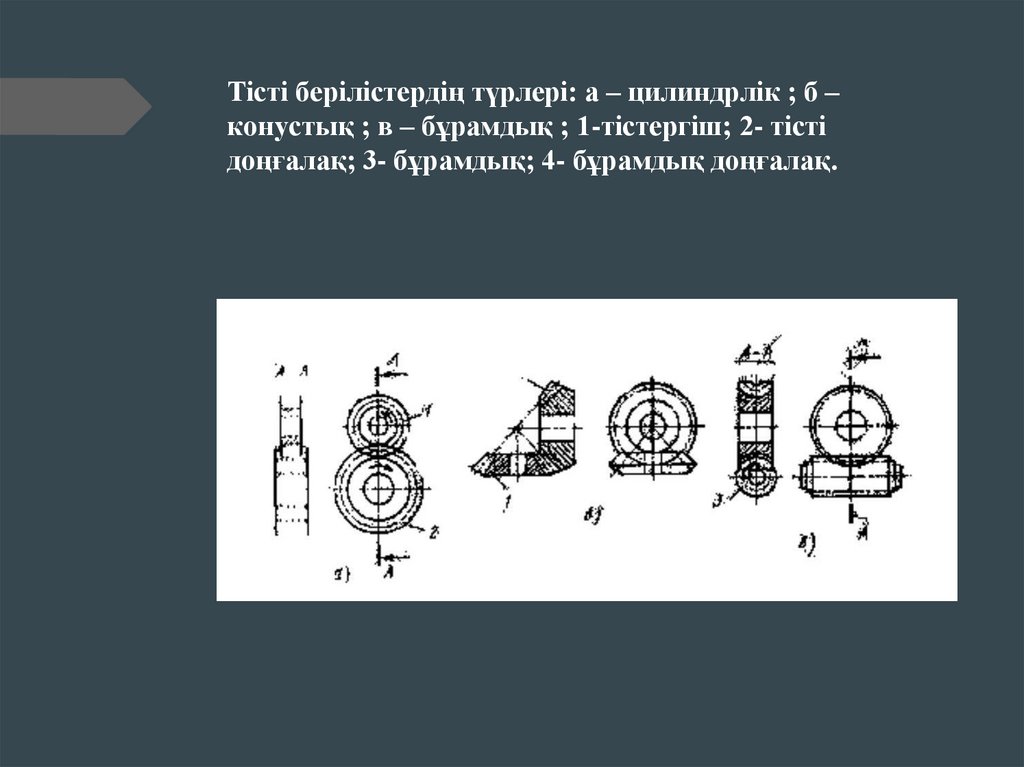
Тісті берілістердің түрлері: а – цилиндрлік ; б –конустық ; в – бұрамдық ; 1-тістергіш; 2- тісті
доңғалақ; 3- бұрамдық; 4- бұрамдық доңғалақ.
15.
16.
● Цилиндрлі тісті доңғалақтар көбіне тік және еңкеутістермен жасалады, кейде – шевронды болады.
МЕСТ 1643-81 цилиндрлік тісті доңғалақтарға 12
дәлдік дәрежесін береді (азаю реті бойынша):
1,2,3,4,5,6,7,8,9,10,11,12. 1 , 2 дәлдіктерге МЕСТ
бойынша шек дәрежесі көрсетілмейді. Әрбір дәлдік
дәрежесі үшін мына ережелер қолданылады: бір
айналымдағы тісті доңғалақтың толық айналу
бұрышының толық қателігін анықтайтын
доңғалақтың кинематикалық дәлдігі;
доңғалақтың бір айналымдағы көп қайталанатын
тісті доңғалақтың айналу бұрышының толық
қателігінің құраушысын анықтайтын доңғалақ
жұмысының жатықтығы; берілістегі жанасатын
тістердің түйісу орынындағы дақпен (белгімен)
салыстырмалы мөлшерлердің ауытқуын
анықтайтын тістердің түйісуі.
17.
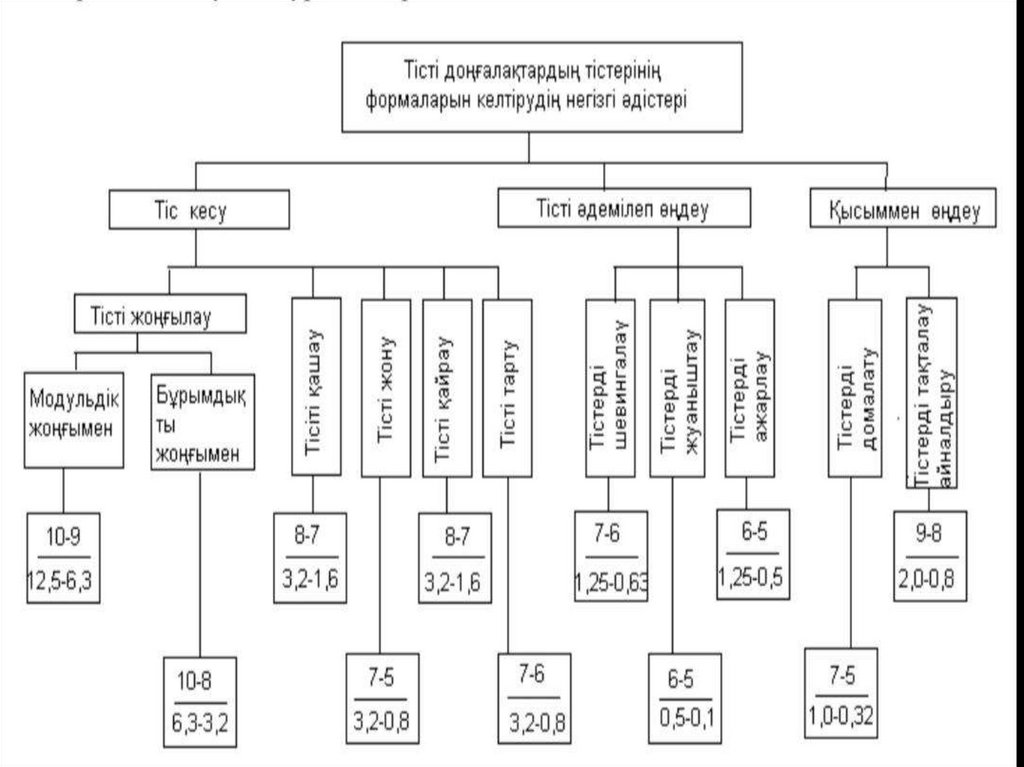
● Тісті пішінді қалыптастыру тісті жұптарды жасаудың еңжауапты кезеңі болып табылады, өйткені тісті қиюдың
барлық қателіктері тісті іліністердің сапасына әсер етеді.
Тістерді қию үшін тістіжоңғылау, тіссүргілеуіш және
тісқашау білдектерін (домалату әдісі) және де дискілі,
фассонды және саусақты жонғыштарды қолдануға
болатын (көшіру әдісі) білдектерді қолданады. Кей
жағдайларда тісті доңғалақтарды суықтай және ыссы
бүрлеуге арналған білдектерді қолдануға болады.
Келтірілген жабдықтың екі құрылымдық түрі бар:
дайындаманың тік ось бойынша айналуымен (дискі типтес
тісті доңғалақтарды өңдеуге арналған) және
дайындаманың бойлық ось бойынша айналуымен (тісті
доңғалақ-біліктер үшін).
18.
● Көшіру әдісінің көп тараған түрі – тісті жоңғылау.Бұл өңдеу көлденең және тік жартылай автоматты
тіс жоңғылайтын білдектерде атқарылады. Мұнда
цилиндрлі тісті доңғалақтарды көшіру немесе
домалату әдістерін қолдана отырып жасайды.
Көшіру әдісімен тіс кесу модульді дискілі немесе
модульді соңғы жоңғылармен жүргізіледі.
Бұлардың кесетін ұштары доңғалақтың тістерінің
арасындағы ойықтың формасымен жасалады
19.
Қолданылған әдебиеттер тізімі● 1. Самсаев, М.Б.,Машина жасау технологиясы : оқулық / М.
Б. Самсаев, Е. Т. Сапарбаев. - Алматы : Бастау, 2012. - 160 б.
● 2. Мендебаев, Т.М.,Машина жасау технологиясы : оқулық /
Т. М. Мендебаев, А. З. Габдуллина. - Алматы, 2013. - 528 б.
● 3. Маталин, А.А.,Технология машиностроения : учебник / А.
А. Маталин. - СПб. : Лань, 2016. - 512 с.
● 4. Аскаров, Е.С.,Основы проектирования
машиностроительного производства: учебное пособие / Е. С.
Аскаров. - Алматы : Экономика, 2012. - 305 с.
● 5. Курсовое проектирование по технологии машиностроения
: учебное пособие / Л. В. Лебедев [и др.]. - Старый Оскол :
ТНТ, 2014. - 424 с.