










 Программирование
ПрограммированиеПохожие презентации:


")





")
")
Фрезеровщик на станках с ЧПУ. Занятие 2
1. Фрезеровщик на станках с ЧПУ Занятие 2
08.11.2023преподаватель Алябьева Н.В.
2. Повторение пройденного материала
1. Устройство фрезерного станка с ЧПУ08.11.2023
преподаватель Алябьева Н.В.
3.
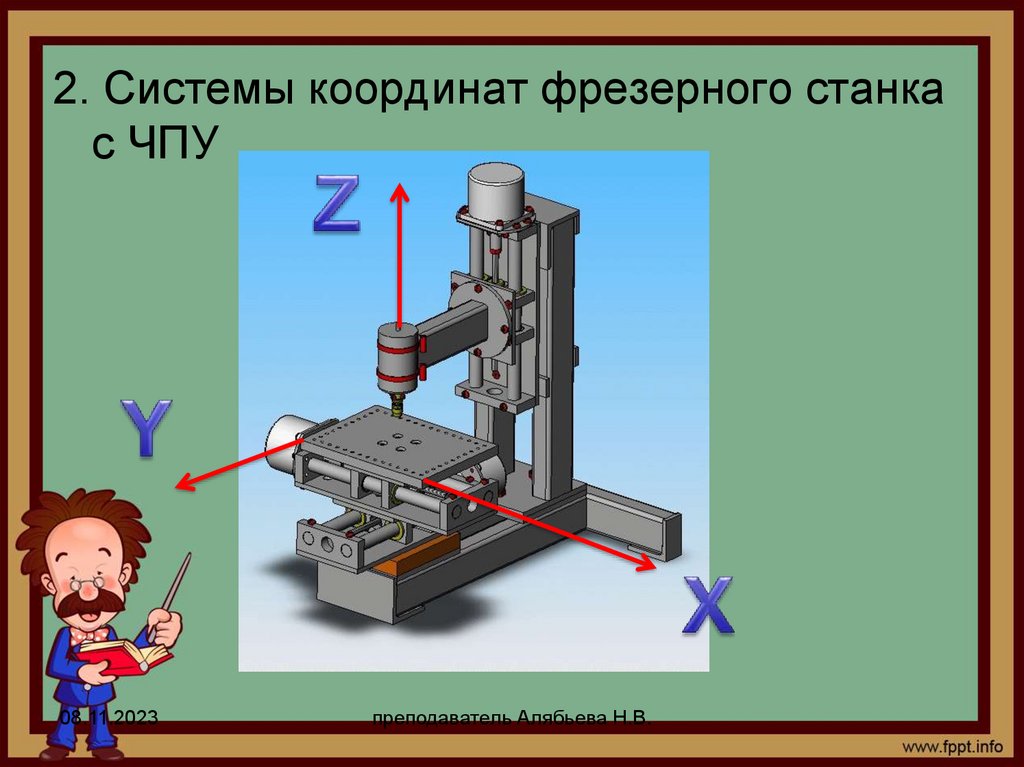
2. Системы координат фрезерного станкас ЧПУ
08.11.2023
преподаватель Алябьева Н.В.
4.
3. Для чего нужна Нулевая точка станка?Нулевая точка станка является исходной точкой
системы координат, относящейся к данному станку.
Положение этой точки на станке устанавливается
производителем и не подлежит изменению.
4. G- коды – что это такое?
G-код — условное именование языка
программирования устройств с числовым
программным управлением (ЧПУ).
08.11.2023
преподаватель Алябьева Н.В.
5.
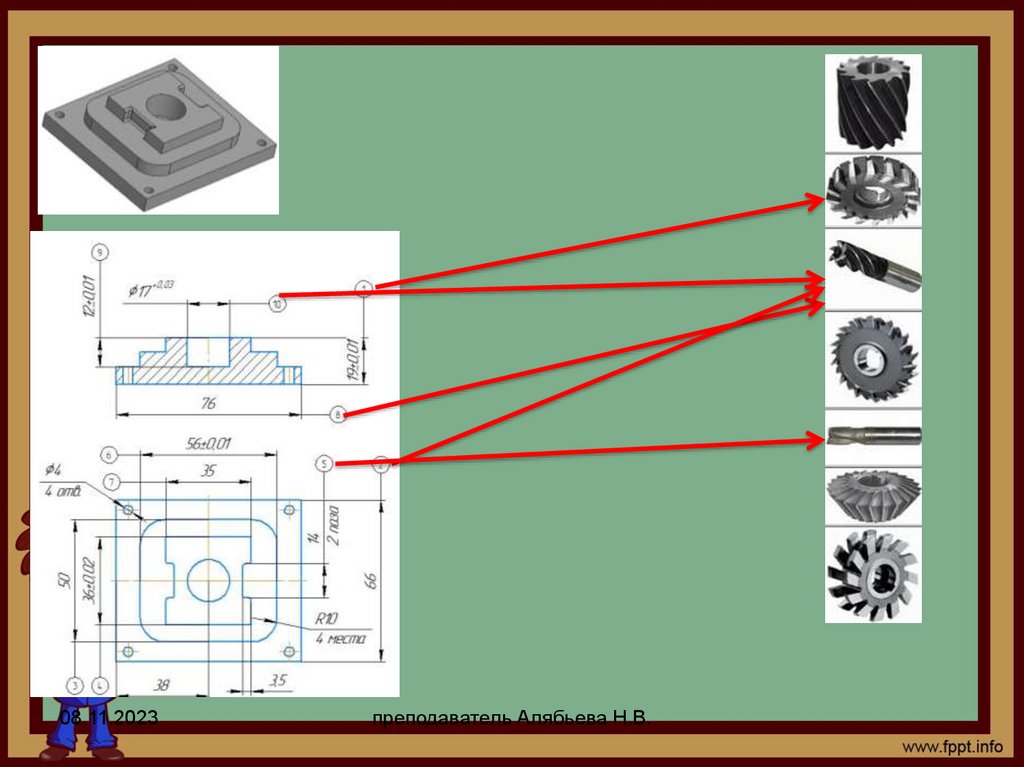
5. Классификация режущего инструмента:08.11.2023
преподаватель Алябьева Н.В.
6.
6. Классификация мерительного инструмента:Штангенциркуль –
применяется для измерение
линейных размеров наружных
и внутренних поверхностей
Микрометр –
применяется для измерение
линейных размеров наружных
поверхностей
Нутромер –
измерительный инструмент
применяемый для проверки
диаметра получаемых после
обработки отверстий
Штангенрейсмас –
это высокоточный инструмент
для измерения высоты и
вертикальной разметки
деталей
08.11.2023
преподаватель Алябьева Н.В.
Глубиномер –
инструмент (прибор)
для измерения глубины
отверстий и пазов.
Микрометр резьбовой
–
используется как
инструмент для точных
измерений дюймовой и
метрической резьбы.
Концевые меры
длины –
применения КМД
достаточно широка, они
используются везде, где
необходимо соблюдать
высокую точность
размеров - настройка
станков, проведение
разметочных работ,
проверка контрольноизмерительных средств,
обеспечение точности
приборов измерения и
т.д.
7. ОПИСАНИЕ G и M КОДОВ
G - подготовительная G41Компенсировать радиус инструмента слева от траекторииG42Компенсировать радиус инструмента справа от траектории
функция
G43Компенсировать длину инструмента положительно
G00 Ускоренное перемещение инструмента (холостой
G44Компенсировать длину инструмента
G01 X0. Y0. Z100 F200;
G49Отмена компенсации длины инструмента
G02 Круговая интерполяция по часовой стрелке
G53Отключить смещение начала системы координат станка
G03 Круговая интерполяция против часовой
G54-G59Переключиться на заданную оператором систему
G04 Задержка выполнения программы, способ задания
координат
величины задержки зависит от реализации системы G68Поворот координат на нужный
управления
G70Цикл продольного чистового
G10Задать новые координаты для начала
G71Цикл многопроходного продольного чернового
G15Отмена полярной системы координат
G80Отмена циклов сверления, растачивания, нарезания
G16Полярная система координат (X радиус Y
резьбы метчиком и т. д.
G17Выбор рабочей плоскости X-Y
G81Цикл сверления
G18 Выбор рабочей плоскости Z-X
G82Цикл сверления с задержкой
G19 Выбор рабочей плоскости Y-Z
G83Цикл прерывистого сверления (с полным выводом сверла)
G20 Режим работы в дюймовой системеG90
G84Цикл нарезания резьбы
G20;G21Режим работы в метрической системеG90
G90Задание абсолютных координат опорных точек траектории
G21;G22Активировать установленный предел
G91Задание координат инкрементально последней введённой
перемещений (Станок не выйдет за их предел)
опорной точки
G30Поднятие по оси Z на точку смены инструмента
G94F (подача) — в формате мм/мин.
G40Отмена компенсации радиуса инструмента
G95F (подача) — в формате мм/об.
G99После каждого цикла не отходить на "проходную точку
08.11.2023
преподаватель Алябьева Н.В.
8. ОПИСАНИЕ G и M КОДОВ
M - вспомогательнаяфункция
M00 Приостановить работу станка до нажатия кнопки
«старт» на пульте управления, так называемый
«безусловный технологический останов»
M01 Приостановить работу станка до нажатия кнопки
«старт», если включён режим подтверждения
останова
M02 Конец программы, без сброса модальных
функций
M03 Начать вращение шпинделя по часовой стрелке
M04 Начать вращение шпинделя против часовой
стрелки
M05 Остановить вращение шпинделя
M06 Сменить инструмент
M07 Включить дополнительное
M08 Включить основное охлаждение.
M09 Выключить охлаждение
08.11.2023
M13 Включить охлаждение и вращение
шпинделя по часовой стрелке
M14 Включить охлаждение и вращение
шпинделя против часовой стрелки
M17 Конец подпрограммы
M25 Замена инструмента вручную
M97 Запуск подпрограммы, находящейся в той
же программе (где P — номер кадра, в случае
примера переход осуществится к строке
N25), действует не везде, предположительно
— только на станках HAAS
M98 Запуск подпрограммы, находящейся
отдельно от основной программы (где P —
номер подпрограммы, в случае примера
переход осуществится к программе O1015)
M99
Конец
подпрограммыM99M30Конец
программы, со сбросом модальных функций
преподаватель Алябьева Н.В.
9.
08.11.2023преподаватель Алябьева Н.В.
10.
08.11.2023преподаватель Алябьева Н.В.
11.
08.11.2023преподаватель Алябьева Н.В.
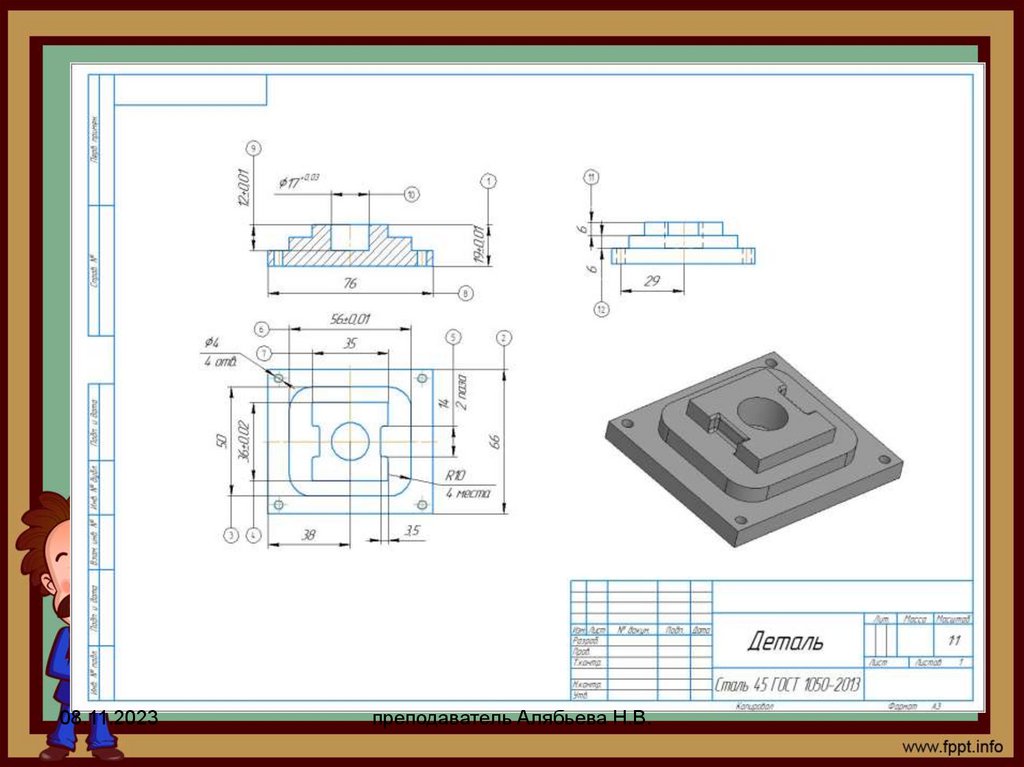
12. Написание программы обработки детали
08.11.2023преподаватель Алябьева Н.В.
13. Самостоятельная работа
08.11.2023преподаватель Алябьева Н.В.
14. Спасибо за внимание
08.11.2023преподаватель Алябьева Н.В.