











 Промышленность
ПромышленностьПохожие презентации:




")





Особенности конструкции пути и его содержания (лекция 9)
1.
Лекция 9«Особенности конструкции
пути и его содержания»
2.
ПУТЬ НА ИСКУССТВЕННЫХСООРУЖЕНИЯХ (ИССО)
Конструкция пути на мостах:
• На щебёночном балласте с железобетонными и
деревянными шпалами;
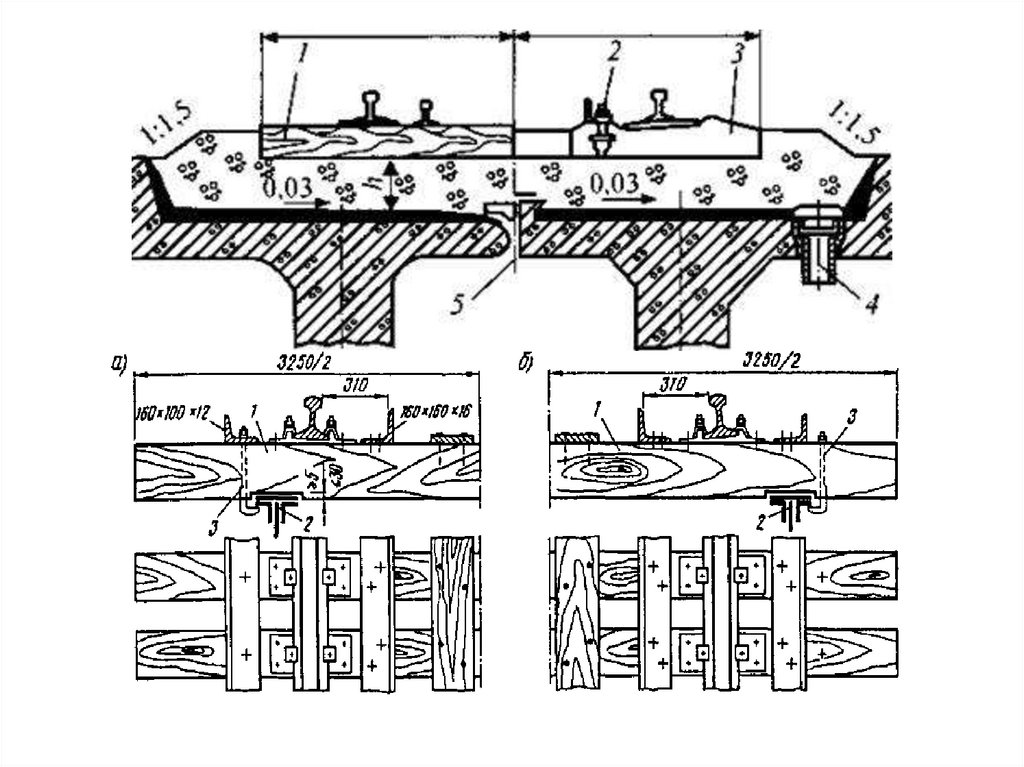
• Без балласта на деревянных, металлических брусьях и
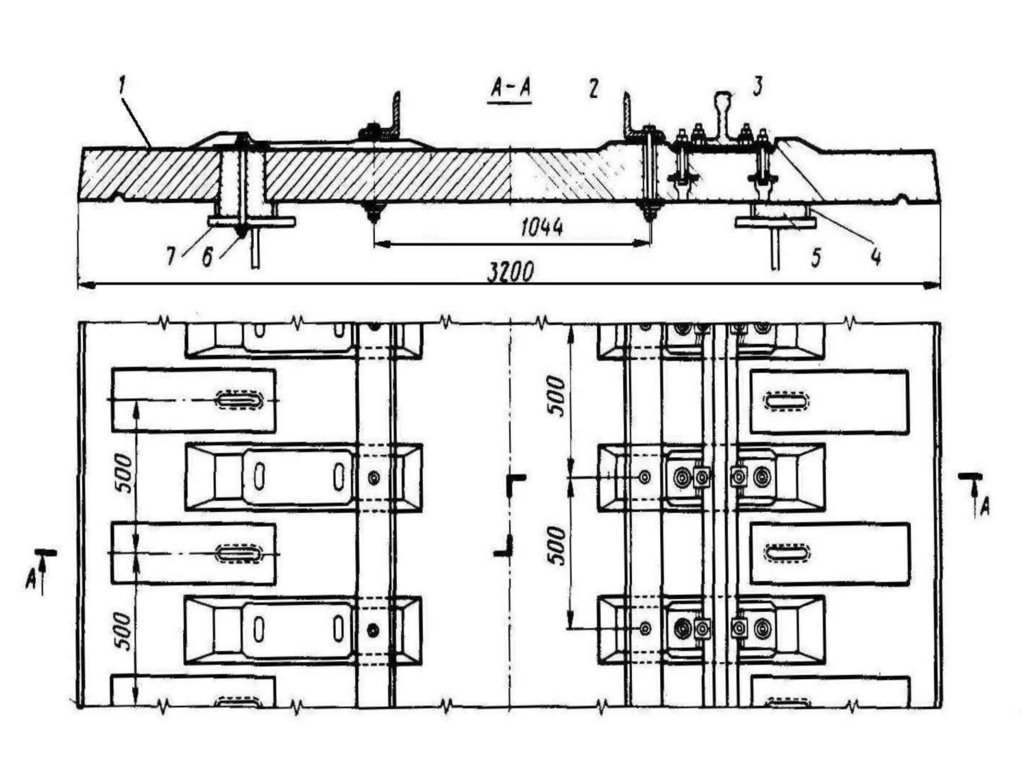
безбалластных железобетонных и композитных плитах;
Конструкция пути в тоннелях:
• На балласте с железобетонными и деревянными
шпалами;
• Безбалластная конструкция по индивидуальному
проекту.
Конструкция и геометрия пути на ИССО такая же как и на
прилегающем пути.
3.
4.
Мостовое полотно нащебеночном балласте
5.
Мостовое полотно нащебеночном балласте
6.
Безбалластное мостовоеполотно на деревянных брусьях
7.
Безбалластное мостовое полотнона металлических брусьях
8.
9.
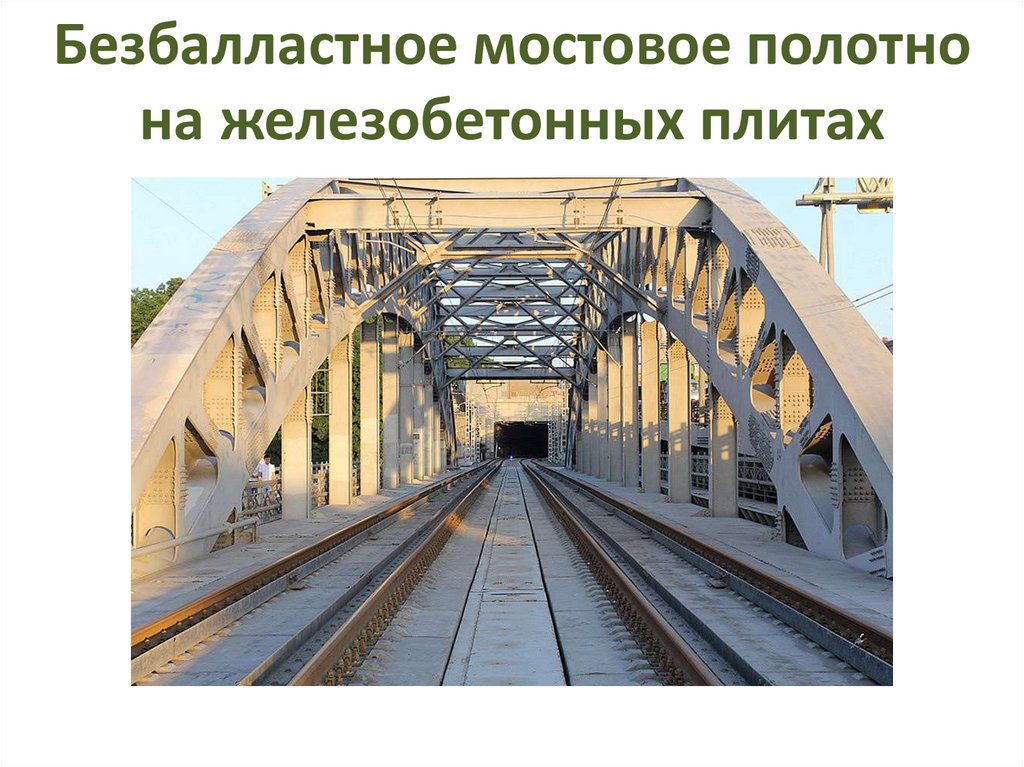
Безбалластное мостовое полотнона железобетонных плитах
10.
• Недопускается эксплуатация дефектных рельсов наИССО;
• На всём протяжении ИССО путь оборудуется
контррельсами для предотвращения повреждения
элементов ИССО при сходе подвижного состава с
рельсов;
• На ИССО и подходах к ним должен укладываться
только один тип рельсов не менее 25 метров в
длину;
• В пределах ИССО, расположенных в прямых участках
пути, возможно устройство пути с возвышение
одной рельсовой нити на величину до 6 мм;
• В пределах ИССО, расположенных в кривых участках
пути, устройство возвышения наружной нити
достигается установкой пролетов под наклоном
или увеличением толщины слоя балласта.
11.
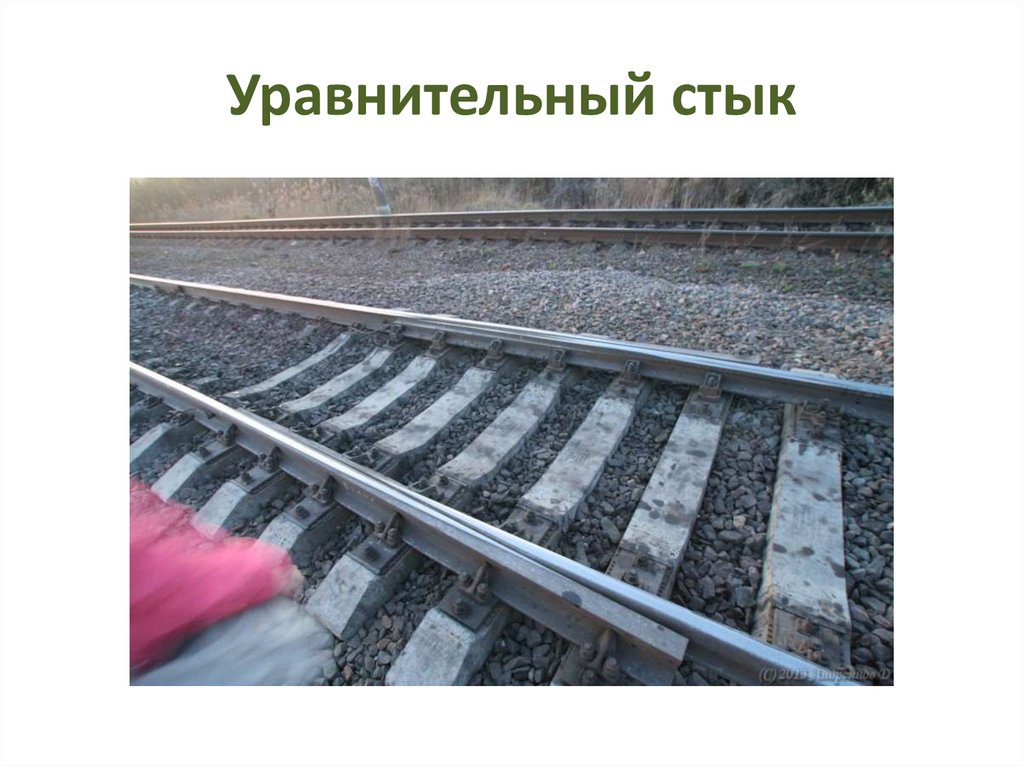
• На ИССО допускается укладкабесстыкового пути при условии
устройства на подходах к мосту приборов
компенсаторов температурных
напряжений (уравнительных стыков);
• Допустима толщина балласта на ИССО с
балластным полотном от 25 до 40 см;
12.
Уравнительный стык13.
БЕССТЫКОВОЙПУТЬ
14.
Подготовка к укладкерельсовых плетей
• Расчёт изменения длины рельсовой плети
в требуемом температурном интервале;
• Расчёт анкерных участков;
• Расчёт усилия натяженя плети;
• Распределение внутренних напряжений в
плети.
15.
Расчёт изменения длины плетипри изменении температуры
∆l = αL∆t,
где ∆l – изменение длины плети;
α – коэффициент температурного расширения
(сужения) рельсовой стали при изменении
температуры;
L – длина рельсовой плети;
∆t – разность температур.
16.
Расчёт температурной силыNt = αEF∆t,
где Nt – температурная сила;
E – модуль упругости рельсовой стали;
F – площадь поперечного сечения.
17.
Расчёт усилия натяженияNp = Nt + N,
где Np - усилие натяжения;
N - усилия, необходимые для
преодоления сопротивления
перемещению плети при ее удлинении,
принимаемое равным 0,1. Nt.
18.
Расчёт длины анкерногоучастка
l анк ≥ Np /r + 5,
где l анк – длина анкерного участка;
r – погонное сопротивление сдвигу;
5 – запас длиною в 5 метров.
19.
Технология укладки рельсовыхплетей
• Подготовка промежуточных скреплений
к демонтажу инвентарных рельсов;
• Закрытие участка пути для
производства работ и пробег машин к
фронту работ;
• Раскрепление пути и зарядка устройства
для надвижки плети на подрельсовые
площадки;
• Надвижка плети;
20.
• Создание анкерных участков;• Разметка плети через 50 метров;
• Установка натяжителя;
• Создание в плети напряжений
соответствующих нормативной
температуре закрепления плети;
• Равномерное распределение напряжений в
плети;
• Постановка промежуточных скреплений
и закрепление плети с требуемым
усилием.
21.
Усилие закрепления плети приразличных типах скреплений
22.
Ремонт рельсовых плетей• Незначительные дефекты поверхности
катания колеса по рельсу устраняются
шлифованием;
• Значительные дефекты – устраняются
путём вырезки части рельса и вварки
другого рельса.
23.
Этапы восстановленияцеллостности рельсовой плети
• Краткосрочный;
• Временный;
• Постоянный.
24.
Краткосрочный• В месте обнаружения дефекта
устанавливаются накладки, если это не
угрожает безопасности движения
поездов и ограничивается скорость
движения поездов;
• Опасное место ограждается
сигнальными знаками;
• В кратчайшие сроки принимаются меры
по вырезке дефектного места.
25.
Временный• Дефектный участок плети вырезается и
на его место укладывается рельс длиною
9 – 11 метров;
• В плети сверлятся отверстия под
стыковые болты;
• Стыки собираются в накладки;
• В течение года планируется
восстановление целостности плети
сваркой.
26.
Постоянный• Вывоз рельса для вварки;
• Подготовка промежуточных скреплений на
участке вварки;
• Закрытие перегона и выезд ПРСМ на фронт
работ;
• Обрезка концов рельсовой плети с
болтовыми отверстиями;
• Вварка рельса;
• Грубая обработка сварного стыка;
• Термообработка стыка;
• Наразрушающий контроль стыка.
27.
Восстановление рельсовыхплетей в полевых условиях
• ПОДГОТОВИТЕЛЬНЫЙ ПЕРИОД;
• ОСНОВНОЙ ПЕРИОД;
• ЗАКЛЮЧИТЕЛЬНЫЙ ПЕРИОД.
28.
Подготовительный период• Вывоз рельсов для вварки;
• Опробование промежуточных скреплений
в зоне сварки;
• Расчёт изменения длины и
температурных напряжений в плети в
результате сварки;
• Разметка рельсов.
29.
Основной период• Раскрепление промежуточных скреплений в
зоне сварки;
• Обрезка рельсов;
• Сварка рельсового стыка;
• Грубая обработка рельсового стыка;
• Термообработка рельсового стыка;
• Чистовая обработка поверхности катания
колеса по рельсу;
• Контроль геометрических параметров
сварного стыка;
• Неразрушающий контроль стыка;
• Закрепление промежуточных скреплений.
30.
Заключительный период• Уборка рельсовых рубок;
• Затяжка промежуточных скреплений до
нормы;
• Маркировка сварного стыка.
31.
Эксплуатация плетейбесстыкового пути
• Контроль усилия прижатия
промежуточных скреплений;
• Контроль перемещения плети
относительно маячных шпал;
• Регулировка напряжений в рельсовой
плети.
32.
Контроль перемещения плетиотносительно маячных шпал
• На маячной шпале и на внутренней
части шейки и подошвы рельса
наносится контрольная полоса
несмываемой краской шириною 10 мм;
• Обеспечивается скольжение подошвы
рельса по подрельсовой площадке шпалы;
• На нерабочей грани головки рельса
производится кернение и устраиваются
створы.
33.
Регулировка напряжений врельсовой плети
• При смещении плети до 5 мм
производится закрепление плети;
• При смещении 5 – 10 мм производится
компенсация напряжений и пересчёт
температуры закрепления плети с
внесением изменений в документацию;
• При смещении более 10 мм производится
разрядка температурных напряжений с
вводом в нормативный температурный
интервал.